钢结构焊接工艺评定报告书

焊接工艺评定报告
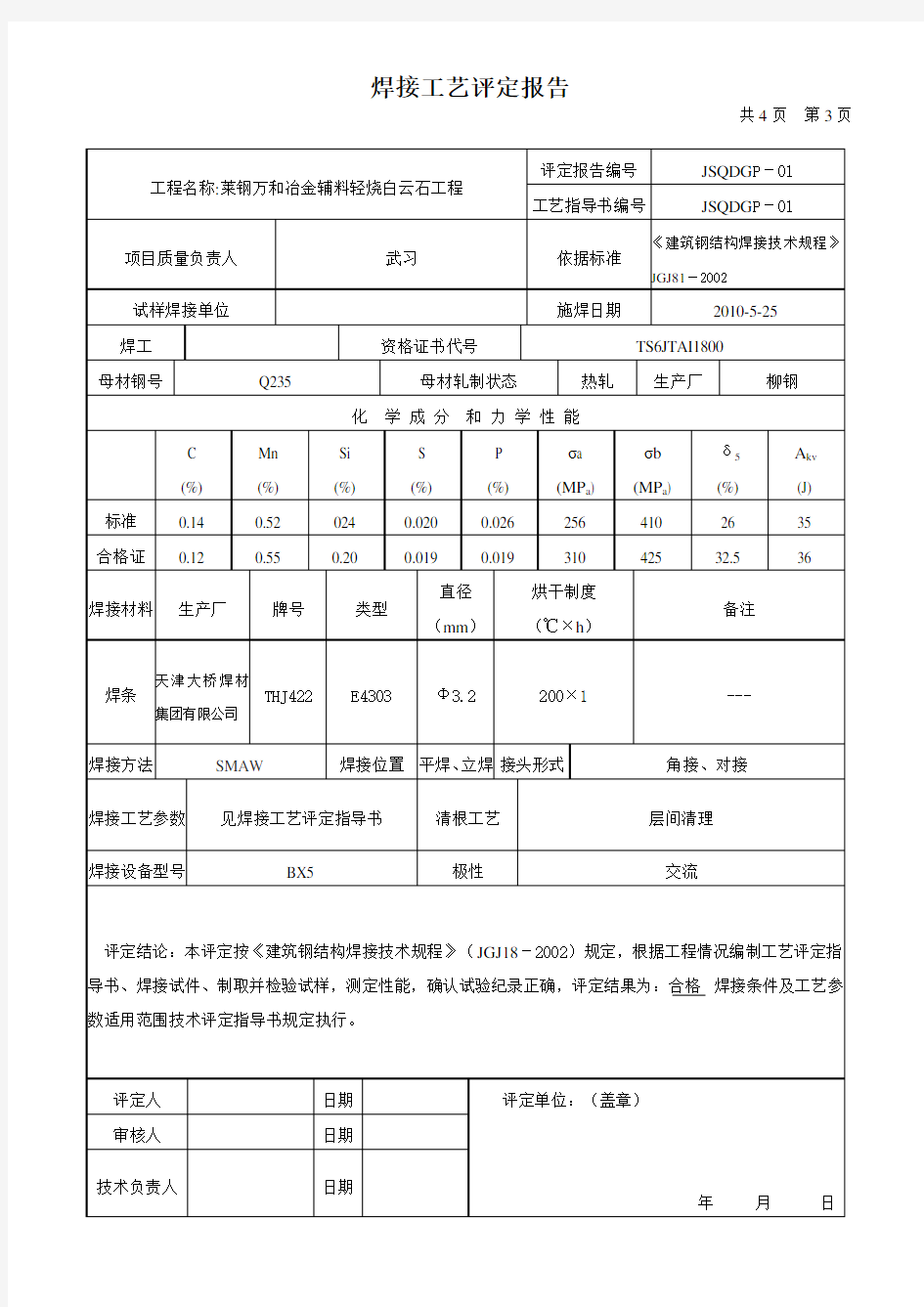
共4页 第3页
工程名称:莱钢万和冶金辅料轻烧白云石工程
评定报告编号
JSQDG P -01 工艺指导书编号
JSQDG P -01
项目质量负责人 武习 依据标准
《建筑钢结构焊接技术规程》
JGJ81-2002
试样焊接单位
施焊日期 2010-5-25
焊工 资格证书代号
TS6JTAI1800 母材钢号
Q235
母材轧制状态
热轧 生产厂
柳钢
化 学 成 分 和 力 学 性 能
C (%) Mn (%) Si (%) S (%) P (%) σa (MP a ) σb (MP a ) δ5 (%) A kv (J) 标准 0.14 0.52 024 0.020 0.026 256 410 26 35 合格证 0.12 0.55 0.20 0.019
0.019
310 425
32.5 36
焊接材料
生产厂
牌号
类型
直径 (mm )
烘干制度
(℃×h )
备注
焊条
天津大桥焊材
集团有限公司
THJ422 E4303 Φ3.2 200×1 ---
焊接方法 SMAW
焊接位置 平焊、立焊 接头形式
角接、对接 焊接工艺参数 见焊接工艺评定指导书
清根工艺 层间清理 焊接设备型号
BX5
极性
交流
评定结论:本评定按《建筑钢结构焊接技术规程》(JGJ18-2002)规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样,测定性能,确认试验纪录正确,评定结果为:合格 焊接条件及工艺参数适用范围技术评定指导书规定执行。
评定人 日期 评定单位:(盖章)
年 月 日
审核人 日期 技术负责人
日期
焊接工艺评定指导书
共4页第4页
工程名称莱钢万和冶金辅料轻烧白云石工程指导书编号JSGGZD--01
母材钢号Q235B 规格10㎜母材轧制状态热轧生产厂柳钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条
天津大桥焊材集团有
限公司
THJ422 E4303 200×1 合格焊接方法SMAW焊接位置平焊、立焊
焊接设备型号BX5 极性交流
接
头
及坡口尺寸图焊
接
顺
序
图
顺焊
焊接工艺参数道
次
焊接
方法
焊条或焊丝电流
(A)
电压
(V)
热输入
(kJ/cm)
备注牌号φ(mm)
1 SMAW THJ42
2 3.2㎜130 26 --- --- 2
SMAW THJ422
3.2㎜130 26 --- --- 3
SMAW THJ422
4.0㎜
160 27 --- ---
技术措施焊前清理有层间清理有
背面清根无
其它:
焊前须将喊道两侧20㎜范围内的油污、铁锈、飞边、毛刺及其它杂质清理干净。
编制人日期审核人日期
焊接工艺评定记录表共4页第1页工程名称莱钢万和冶金辅料轻烧白云石工程指导书编号JSGGZD--01
焊接方法SMAW焊接位置--- 设备型号Bx5 极性交流
母材钢号Q235B 生产厂柳钢
母材规格10㎜母材轧制状态热轧
接头
尺寸
及施焊道次顺序见焊接工艺评定指导书
焊接材料
焊
条
牌号THJ422 类型E4303
生产厂天津大桥焊材集团有限公司
烘干温度
(℃)
150-200℃时间(min)60
焊丝
牌号H08Mn2SiA 规格(mm) 2.5
生产厂天津大桥焊材集团有限公司
施焊工艺参数记录
道次焊接
方法
焊条(焊丝)
直径(mm)
电流
(A)
电压
(V)
热输入
(kJ/cm)
备注
1 SMAW 3.2㎜130 26 --- ---
2 SMAW 3.2㎜130 26 --- ---
3 SMAW 4.0㎜160 27 --- --- 施焊环境室外环境温度(℃)20 相对湿度56%
技术措施焊前清理有层间清理有
背面清根无
其它
焊前须将喊道两侧20㎜范围内的油污、铁锈、飞边、毛刺及其它杂质清理干净。
焊工资格证书代号施焊日期记录日期审核人日期
焊接工艺评定检验结果
共4页第2页
非破坏检验
试验项目执行标准评定结果报告编号备注
外观--- --- --- ---
X光探伤GB3323-2005 Ⅰ201005 合格
超声波探伤--- --- --- ---
磁粉探伤--- --- --- --- 其它--- --- --- ---
拉伸试验报告编号GC201055 弯曲试验报告编号GC201055
试样编号
σa
(MP a)
σb
(MP a)
断口
位置
评定
结果
试样
编号
试验
类型
弯心直径
(mm)
弯曲
角度
评定
结果
20-1 370 595 母材合格20-3 侧弯D=2a 180°合格20-2 365 575 母材合格20-4 侧弯D=2a 180°合格试样编号缺口位置试验温度(℃) 冲击功A kv(J)评定结果:
合格20-7 焊缝20 82
20-8 焊缝20 80
20-9 焊缝20 83
20-10 热影响区20 79
20-11 热影响区20 78
20-12 热影响区20 81
其它检验:
无
检验人日期审核人日期
焊接工艺评定报告
工程名称:莱钢万和冶金辅料轻烧白云石工程编制单位:
评定单位:
日期:2010-5-28
焊接工艺评定作业指导书
1.总则 焊接工艺评定是产品正式焊接前应进行的试验工作,解决在具体条件下焊接工艺问题,是制定工艺技术文件的依据。规定了焊接工艺评定的具体操作程序,是焊接工艺评定的指导性文件。 2.定义 2.1焊接:通过加热、加压或两者并用,并且用或不用填充材料使焊件间达到原子结 合的一种加工工艺方法。 2.2焊接工艺评定:是在正式产品焊接前通过试验、预测焊接接头可焊性。若试验的 接头性能不合格,可以改变焊接工艺,直到评定合格为止,以解决在具体条件下实施焊接工艺问题。 3.工作程序 3.1工作程序流程图 3.2凡属下列条件均需进行焊接工艺评定: ?甲方制作标准中规定; ?结构钢材系首次使用; ?焊条、焊丝、焊剂的型号改变; ?焊接方法改变,或由于焊接设备的改变而引起焊接参数的改变。 3.2.1焊接工艺需改变: a. 双面焊、对接焊改为单面焊; b. 单面对接电弧焊增加或去掉垫板,埋弧焊的单面焊反面成型; c.坡口型式改变、变更钢板厚度,要求焊透的T型接头。 3.2.2需要预热、后热或焊后要做热处理。
3.3技术员在正式产品施焊之前分别向制作车间、焊研室下达焊接工艺委托书(具体 项目见附页)。 3.4工艺试验的钢材和焊接材料,应于工程上所用材料相同。 3.4.1工艺试验一般以对接接头为主,试验前应根据钢材的可焊性和设计要求 拟定试件的焊接工艺、焊后处理、检验程序和质量要求。 3.4.2要求焊透的T型接头,宜用与实际构件刚度相当的试件进行试验。 3.4.3工艺试验应包括现场作业中遇到的各种焊接位置,当现场有妨碍焊接操 作的障碍时,还应做模拟障碍的焊接试验。 3.5制作车间:配料员据委托书配出工艺评定所用材料的规格、尺寸、经划线、切割 等各工序加工完毕后转至焊研室。 3.6试样的加工与评定 3.6.1工艺试板的焊接应由持焊工合格证的焊工施焊。 3.6.2试验焊件焊缝的外观及内部质量无损检测,应按JGT81-91第六章的规 定进行检查、评比。 3.6.3试验人员将试样的截取方式在试件上划出后转至网架结构车间。 3.6.4网架结构车间据图样加工出试验所需试样再转焊研室进行试验。 3.6.5焊接接头的力学性能试验以拉伸和冷弯(面弯、背弯)为主,冲击试验 按设计要求确定,有特殊要求时应做侧弯试验。每个焊接位置的试件数 量应为: ?拉伸、面弯、背弯及侧弯各2件 ?冲击试验9件(焊缝、熔合线、HAC各3件) 试件的截取、加工及试验方法均按国家标准GB2649-2656《焊缝金属及焊接接头力学性能试验》的规定进行。 3.6.6焊缝接头力学性能试验的合格标准。 ?拉伸试验:接头焊缝的强度不低于母材强度的最低保证值; ?冷弯试验弯曲合格角度按下表执行:
钢结构焊接工艺评定的报告.doc
焊接工艺评定报告 共4页第3页工程名称 :莱钢万和冶金辅料轻烧白云石工程 评定报告编号JSQDGP- 01 工艺指导书编号JSQDGP- 01 《建筑钢结构焊接技术规程》项目质量负责人武习依据标准 JGJ81- 2002 试样焊接单位施焊日期2010-5-25 焊工资格证书代号TS6JTAI1800 母材钢号Q235 母材轧制状态热轧生产厂柳钢 化学成分和力学性能 C Mn Si S P σ a σ b δ 5 A kv (%) (%) (%) (%) (%) (MP a) (MP a) (%) (J) 标准024 256 410 26 35 合格证310 425 36 直径烘干制度 焊接材料生产厂牌号类型备注 (mm)(℃× h) 天津大桥焊材 焊条THJ422E4303Φ200×1--- 集团有限公司 焊接方法SMAW焊接位置平焊、立焊接头形式角接、对接 焊接工艺参数见焊接工艺评定指导书清根工艺层间清理 焊接设备型号BX5极性交流 评定结论:本评定按《建筑钢结构焊接技术规程》( JGJ18-2002 )规定,根据工程情况编制工艺评定指导书、 焊接试件、制取并检验试样,测定性能,确认试验纪录正确,评定结果为:合格焊接条件及工艺参数适用范围技术 评定指导书规定执行。 评定人审核人日期 日期 评定单位:(盖章) 技术负责人日期 年月日
焊接工艺评定指导书 共4页第4页 工程名称莱钢万和冶金辅料轻烧白云石工程指导书编号JSGGZD--01 母材钢号Q235B 规格10㎜母材轧制状态热轧生产厂柳钢焊接材料生产厂牌号类型烘干制度(℃× h)备注 天津大桥焊材集团有 焊条THJ422 E4303 200× 1 合格限公司 焊接方法SMAW 焊接位置平焊、立焊 焊接设备型号BX5 极性交流 接 头 焊 及 接 坡 顺顺焊 口 序 尺 图 寸 图 焊道焊接焊条或焊丝电流电压热输入 接φ( mm)( A)(V)( kJ/cm )备注 次方法牌号 工 1 SMAW THJ422 ㎜130 26 --- --- 艺 2 SMAW THJ422 ㎜130 26 --- --- 参SMAW THJ422 ㎜ 3 160 27 --- --- 数 焊前清理有层间清理有 技 背面清根无 术其它: 措 施 焊前须将喊道两侧20㎜范围内的油污、铁锈、飞边、毛刺及其它杂质清理干净。 编制人日期审核人日期
焊接工艺评定指导书
焊接工艺评定指导书(2) 工程名称指导书编号HP002 母材钢号Q420D 规格40 供货状态生产厂舞钢焊接材料生产厂牌号类型烘干温度(℃×h )备注焊条 焊丝ER55-D2-Ti ?1.2焊剂或气体CO2 焊接方法SMAW 焊接位置H 焊接设备型号电源极性DC 预热温度120 层间温度120~150 后热温度(℃)及时间(min)350×120热后处理消氢处理 接头尺寸及坡口图焊接顺序图 焊接工艺参数道次 焊接 方法 焊条或焊丝焊剂 或保 护气 保护气 流量 (L/mi n) 焊接 电流 (A) 焊接 电压 (V) 焊接 速度 (cm /s) 热输 入 (KJ/ cm) 备 注牌号? (mm ) 1~ SMA W ER55 -D2-T i 1.2 25 220~ 260 22~2 8 0.60~ 0.65 11 技术措施 焊前清理砂轮打磨层间清理钢丝砂轮或刷背面清根背面衬板 其他: 编制日期年月日审核日期年月日
焊接工艺评定记录表(2) 共页第页 工程名称指导书编号HP002 焊接方法SMAW 焊接位置H 设备型号NBC-500 电源及极性DC 母材钢号Q420D 类别Ⅲ生产厂 母材规程δ=40mm 热处理状态 接头尺寸及施焊道次顺序 焊接材料 焊 条 牌号类型 生产厂批号 烘干温度(℃) 时间(min) 焊 丝 牌号ER55-D2-Ti规格(mm) ?1.2 生产厂常州华通批号958121 焊 接 或 气 体 牌号CO2规格(mm) 生产厂 烘干温度(℃) 时间(min) 施焊工艺参数记录 道次焊接方 法 焊条(焊丝) 直径(mm) 保护气体流 量 (L/min) 电流 (A) 电压 (V) 速度 (cm/min) 热输入 (kJ/cm) 备注 1~2 SMAW?1.230 250 30 39.6 11.4 3~10 SMAW?1.230 250 30 38.1 11.8 11~42 SMAW?1.230 280 35 48.2 12.2 43~50 SMAW?1.230 250 30 40 11.3 施焊环境室外环境温度相对湿度% 预热温度200 层间温度230 后热温度350 时间2h 后热处理保温被保温 技术措施焊前清理砂轮打磨层间清理钢丝砂轮或刷背面清根背面衬板 其他无 焊工姓名康利伟资格代号级别施焊日期11年6月3 日记录雷建华日期11年5 月22日审核日期年月日
钢结构焊接工艺评定1
一.工程概况 1.1概述 厦门市金佳鼎进出口有限公司厂房建设及配套由厦门市华旸建筑工程设计 有限公司设计,厦门市住总监理有限司负责监理,福建省万桥市政园林有限公司 承建。工程位于同安区工业集中区 厦门市金佳鼎进出口有限公司厂房构建筑面积4256.922)采用方钢,楼面梁采用H型钢梁和方钢,联接方式为高强,螺栓连接+焊接,楼面采用压型板现浇混凝土; 二、焊接工艺 2.1一般规定 2.1.1钢材除应符合本规程的相应规定外,尚应符合下列要求: 1、清除待焊处表面的水、氧化皮、锈、油污; 2、焊接坡口边缘上钢材的夹层缺陷长度超过25mm时,应采用无损探伤检测 其深度,如深度不大于6mm,应用机械方法清除;如深度大于6mm,应用机 械方法清除后焊接填满;若缺陷深度大于25mm时,应采用超声波探伤测定其 尺寸,当单个缺陷面积(a×d)或聚集缺陷的总面积不超过被切割钢材总面积 (B×L)的4%时为合格,否则该板不宜使用; 3、钢材内部的夹层缺陷,其尺寸不超过第2款的规定且位置离母材坡口表面距 离(b)大于或等于25mm时不需要修理;如该距离小于25mm则应进行修 补,其修补方法应符合规定; 4、夹层缺陷是裂纹时(见图1.1.1),如裂纹长度(a)和深度(d)均 不大于50mm,其修补方法应符合规定;如裂纹深度超过50mm或累计长度 超过板宽的20%时,该钢板不宜使用。
1.1.2焊接材料除应符合本规程有关规定外,尚应符合下列规定: 1焊条、焊丝、焊剂和熔嘴应储存在干燥、通风良好的地方,由专人保管; 2焊条、熔嘴、焊剂和药芯焊丝在使用前,必须按产品说明书及有关工艺文件的规定进行烘干。 图 1.1.1 夹层缺陷示意 3低氢型焊条烘干温度应为350~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110~120℃的保温箱中存放、待用;使用时应置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用; 4实芯焊丝及熔嘴导管应无油污、锈蚀,镀铜层应完好无损; 5焊钉的外观质量和力学性能及焊接瓷环尺寸应符合现行国家标准《圆柱头焊钉》(GB10433)的规定,并应由制造厂提供焊钉性能检验及其焊接端的鉴定资料。焊钉保存时应有防潮措施;焊钉及母材焊接区如有水、氧化皮、锈、漆、油污、水泥灰渣等杂质,应清除干净方可施焊。受潮的焊接瓷环使用前应经
焊接工艺评定作业指导书
钢结构焊接工艺评定作业指导书 JZB-JSZW-B/1-04 1.目的 为验证拟定的焊件是否满足钢结构焊接作业指导的要求,确定焊件焊接接头的使用性能符合标准要求。 2.适用范围 适用于本公司承揽的钢结构工程项目的焊接工艺评定。 3.编制依据 建筑钢结构焊接技术规程 JGJ81-2002 4.焊接工艺评定基本要求 4.1 凡符合以下情况之一者,应在钢结构构件制作及安装施工之前进行焊接工艺评定:4.1.1 首次采用的钢种、焊接材料和焊接方法必须进行焊接工艺评定。 4.1.2 设计规定的钢材类别、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及所采用的焊接工艺参数、预热后热措施等各种参数的组合条件为首次采用。4.2 焊接工艺评定应由结构制作、安装企业根据所承担钢结构的设计节点形式、钢材类型、规格、采用的焊接方法、焊接位置等,制定焊接工艺评定方案,拟定相应的焊接工艺评定指导书,按《建筑钢结构焊接技术规程》JGJ81-2002的规定施焊试件、切取试样并由具有国家技术质量监督部门认证资质的检测单位进行检测试验。 4.3 焊接工艺评定的施焊参数,包括热输入、预热、后热制度等应根据被焊材料的焊接性制订。 4.4 焊接工艺评定所用设备、仪表的性能应与实际工程施工焊接相一致并处于正常工作状态。焊接工艺评定所用的钢材、焊钉、焊接材料必须与实际工程所用材料一致并符合相应标准要求,具有生产厂出具的质量证明文件。 4.5 焊接工艺评定试件应由该工程施工企业中技能熟练的焊接人员施焊。 4.6 焊接工艺评定所用的焊接方法、钢材类别、试件接头形式、施焊位置分类代号应符合《建筑钢结构焊接技术规程》中表 5.1.6/1-5.1.6/4及图5.1.6/1-5.1.6/4的规定。
钢构焊接工艺评定
钢结构焊接工艺评定报告
焊接形式 报告类型 编 编 批 单 日 号 制 准 位 期
(5-50mm)钢板 CO2 对接焊 通 用 GJPD-886 郑 沛 曹恒聪 张克文 合肥建工钢结构彩板有限责任公司 2012 年 10 月 10 日
技术负责
焊 接 工 艺 评 定 报 告 目 录
序 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
号
报
告
名
称
报告编号
页
数
目录 焊接工艺评定报告 焊接工艺评定指导书 焊接工艺评定记录 焊接工艺评定检验结果 HJPD-001 HJPDZD-001 HJPDJL-001 HJPDJG-001
1 1 1 1 1
焊接工艺评定报告
共 1 页 工程(产品)名 称 委托单位 项目负责人 试样焊接单位 焊工 陈亚中 安徽麒翔林产品有限公司 评定报告编号 工艺指导书编号 依据标准 施焊日期 级别 供货状态 分 S (%) ≤0.04 0.017 合格 和 力 热轧 学 性 生产厂 能 σb MPa
470~630
第 1 页 GJPD-885 GJPDZD-326
合肥建工钢结构彩板有限责任公司 张克文 合肥建工钢结构彩板有限责任公司
资格代号 规格 化 学 Si (%) ≤0.55 0.44 合格 10mm 成 471
《建筑钢结构焊接 技术规程》 (JGJ81) 2011-12-10 高级 马钢
母材钢号
Q345B
C (%) 标准 合格证 复验 碳当量 焊接材料 焊条 焊丝 焊剂或气 体 焊接方法 焊接工艺参数 焊接设备型号 预热温度(℃) 焊后热处理 ≤0.2 0.14 合格
Mn (%) 1.0~1.6 1.43 合格
P (%) ≤0.04 0.018 合格 公式
σs MPa ≥345 365 合格
δ 5 (%) 21 29 合格
Akv ψ (%) (J) / / / / / /
520 合格
Ceq=C+Mn/6+ (Cr+Mo+V) /5+ (Ni+Cu) /15 直径 (㎜) φ4 φ 1.2 φ4 平(F) 烘干温度(℃ ×h) / / / 接头形式 对接(B) 备注 /
生产厂
新安江电焊 条公司 常州瑞特 豫林焊材
牌号 H08MnA ER50-3 HJ431
类型 / / / 焊接位置
二氧化碳气体保护焊 见焊接工艺指导书 ZD500 /
清根工艺 电源及极性 / /
反面碳弧气刨清根 直流反接 后热温度(℃) 及时间(min) /
层间温度(℃)
评定结论:本评定按《建筑钢结构焊接技术规程》 (JGJ81)规定,根据工程情况编制工艺评定指导书、 焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为: 焊接条件及工艺参 数适用范围按本评定指导书规定执行。 评 审 定 核
郑 沛 曹恒聪
2012 年 10 月 10 日 年 月 日
评定单位:
(签章)
技术负责
2012 年 10 月 10 日
年
月 日
钢结构工程焊接工艺评定及注意点
钢结构工程焊接工艺评定及注意点 1、施工单位首次采用的钢材、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理等各种参数及参数的组合,应在钢结构制作及安装前进行焊接工艺评定试验。焊接工艺评定试验方法和要求,以及免予工艺评定的限制条件,应符合现行国家标准《钢结构焊接规范》GB 50661--2011 的有关规定。 2、焊接施工前,施工单位应以合格的焊接工艺评定结果或采用符合免除工艺评定条件为依据,编制焊接工艺文件,并应包括下列内容: (1)焊接方法或焊接方法的组合; (2)母材的规格、牌号、厚度及覆盖范围; (3)填充金属的规格、类别和型号; (4)焊接接头形式、坡口形式、尺寸及其允许偏差; (5)焊接位置; (6)焊接电源的种类和极性; (7)清根处理; (8)焊接工艺参数(焊接电流、焊接电压、焊接速度、焊层和焊道分布); (9)预热温度及道间温度范围; (10)焊后消除应力处理工艺; (11)其他必要的规定。 Ⅱ焊接作业条件 3、焊接时,作业区环境温度、相对湿度和风速等应符合下列规定,当超出本条规定且必须进行焊接时,应编制专项方案:
(1)作业环境温度不应低于-10℃; (2)焊接作业区的相对湿度不应大于 90%; (3)当手工电弧焊和自保护药芯焊丝电弧焊时,焊接作业区最大风速不应超过 8m/s,当气体保护电弧焊时,焊接作业区最大风速不应超过 2m/s。 4、现场高空焊接作业应搭设稳固的操作平台和防护棚。 5、焊接前,应采用钢丝刷、砂轮等工具清除待焊处表面的氧化皮、铁锈、油污等杂物,焊缝坡口宜按现行国家标准《钢结构焊接规范》GB 50661 的有关规定进行检查。 6、焊接作业应按工艺评定的焊接工艺参数进行。 7、当焊接作业环境温度低于 0℃且不低于-10℃时,应采取加热或防护措施,应将焊接接头和焊接表面各方向大于或等于钢板厚度的 2 倍且不小于100mm 范围内的母材,加热到规定的最低预热温度且不低于 20℃后再施焊。 Ⅲ定位焊 8、定位焊焊缝的厚度不应小于3mm,不宜超过设计焊缝厚度的 2/3;长度不宜小于40mm 和接头中较薄部件厚度的 4 倍;间距宜为 300mm~600mm。 9、定位焊缝与正式焊缝应具有相同的焊接工艺和焊接质量要求。多道定位焊焊缝的端部应为阶梯状。采用钢衬垫板的焊接接头,定位焊宜在接头坡口内进行。定位焊焊接时预热温度宜高于正式施焊预热温度 20℃~50℃。 Ⅳ引弧板、引出板和衬垫板 10、当引弧板、引出板和衬垫板为钢材时,应选用屈服强度不大于被焊钢材标称强度的钢材,且焊接性应相近。
焊接工艺评定书
受控状态文件编号: OF/GYHJ-01发放编号 00 版本号: A版 ] 焊接工艺评定报告 编制:桑叶日期:2012年02月 28 日 ) 审核:陈海强日期:2011年02月 28 日 批准:陈明华日期:2011年02月 28 日
编号:PQR-01 焊接工艺评定书 · (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 / 3.焊接材料质量质量证明书
一、焊接工艺评定任务书(表1) 。 母材 牌号 0Gr18Ni9 接 头 示 意 图 ! 规格 D60× 焊 接 材 料 焊条 牌号 规格 焊丝 牌号 ' ER304 规格 焊剂 … 牌号 规格 焊接方法 、 手工氩弧焊 其他 技 术 要 求 、 焊缝外观质量 √ 射线探伤 √ 其他 ∕ 机 械 性 能 》 拉伸(GB228) 数 量 2 件 冲击 ∕ 弯曲 (GB232) 项目 数量 》 各 项 指 标 面弯 2件 弯曲直径 12 热影响区 ∕ 背弯 2件 支座间距 焊缝区 ∕ % 侧弯 ∕ 弯曲角度 180° 其他 ∕ 金相 宏观 ∕ 微观 ∕ 晶间腐蚀 ∕ 合 格 标 · 准 外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透 X 射线探伤 JB/T 射线检测 ∕ 机 $ 拉伸 GB228 金 相 宏 观 ∕ 弯曲 GB232
二、焊接工艺指导书(表2) 焊接接头:简图:(接口形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式: V型 衬垫(材料及规格):无 其他:采用机械加工坡口
焊接工艺评定作业指导书
焊接工艺评定作业指导书 1适用范围 适用于压力管道的焊接工艺评定,是编制手工电弧焊作业指导书和手工钨极氟弧焊作业指导书的基础与依据之一。 2焊接工艺评定的基本原则 2.1焊接工艺评定应以可行的钢材焊接性能试验为依据;并在压力管道焊道施工之前完成。 2.2 焊接工艺评定所用设备、仪表应处于正常工作状态。并且仪表应经检定合格,在检定周期范围内使用。 2.3 焊接工艺评定试件的焊接,须由本单位技术熟练的焊工完成。 2.4 以改变焊接工艺因素(如重要因素、补加因素和次要因素)对焊接接头力学性能的影响程度,作为是否需要重新评定焊接工艺的根据,并执行SY/T0452-2002 《石油天然气金属管道焊接工艺评定》所规定的焊接工艺评定规则上、替代范围、试验方法和合格指标。 2.5焊接工艺评定的钢材和焊材,必须符合相应标准的规定。 2.6 对不能按SY/T0452-2002 《石油天然气金属管邀焊接工艺评定》表 3.0.8 的规定进行分级分类的母材,应单独进行焊接工艺评定。 3.焊接工艺评定程序
3.1 施工单位技术人员根据压力管道需要评定的焊缝,或者为了提前作出焊接工艺评定的技术准备,编制"焊接工艺指导书"。其内容应包括重要因素、补加因素和次要因素,经焊接责任师审核后交给焊接试验室。 3.2焊接试验室试验员根据"焊接工艺指导书"中的要求准备试件、焊材和焊接设备以及进行试件焊接,并作为施焊记录。如焊接试件需要作焊后热处理,则质量检验人员的监督下,曲试验员按"焊接工艺指导书"的要求进行试件的热处理,最后经质量检验部门出具热处理报告。 3.3焊接工艺评定试板的焊接,必须在质量检验员的监督下进行,并由检验员负责检查试板的外观质量,确认合格后进行无损探伤委托。 3.4 经无损检测合格的焊接工艺评定试板,按SY/T0452-2002 《石油天然气金属管道焊接工艺评定》中的规定进行力学性试验的试样制备。焊接工艺评定的检验项目、试样类别和数量、取样位置、加工要求、试验方法及合格标准,均应符合现行标准的要求。 3.5焊接工艺评定不合格时,应由施工单位技术人员修改"焊接工艺指导书",经焊接责任师审核后,交焊接试验室试验员重新进行评定,直到合格为止。 4.焊接工艺评定报告 施工单位技术人员汇总所有的原始记录,编制"焊接工艺
GB4708-2000钢制压力容器焊接工艺评定
钢制压力容器焊接工艺评定 J B4708-2000 1范围 本标准规定了钢制压力容器焊接工艺评定规则、试验方法和合格指标。 本标准适用于钢制压力容器的气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、电渣焊、耐蚀堆焊等焊接工艺评定。 2总则 (1)焊接工艺评定应以可靠的钢材焊接性能为依据,并在产品焊接之前完成。 (2)接工艺评定一般过程是:拟定焊接工艺指导书、施焊试件和制取试样、检验试件和试样、测定焊接接头是否具有所要求的使用性能、提出焊接工艺评定报告对拟定的焊接工艺指导书进行评定。 3对接焊缝、角焊缝焊接工艺评定规则 (1)评定对接焊缝焊接工艺时,采用对接焊缝试件。对接焊缝试件评定合格的焊接工艺亦适用于角焊缝(厚度不限)。评定非受压角焊缝焊接工艺时,可采用角焊缝试件。(2)板材对接焊缝试件评定合格的焊接工艺适用于管材的对接焊缝,反之亦可。 (3)管与板角焊缝试件评定合格的焊接工艺适用于板材的角焊缝,反之亦可(用于非受压角焊缝焊件时,焊件厚度的有效范围不限)。 (4)焊接工艺因素分为重要因素、补加因素、和次要因素。 重要因素:是指影响焊接接头抗拉强度和弯曲性能的焊接工艺因素。 补加因素:是指影响焊接接头冲击韧性的焊接工艺因素。当规定进行冲击试验时,需增加补加因素。 次要因素:是指对测定的力学性能无明显影响的焊接工艺因素。 (5)评定规则 焊接方法-改变焊接方法需重新评定 a当变更任何一个重要因素时都需要重新评定焊接工艺。 b当增加或变更任何一个补加因素时,则可按增加或变更的补加因素增焊冲击韧性试件进行试验。 c当变更次要因素时不需要重新评定焊接工艺,但需重新编制焊接工艺指导书。 d当同一条焊缝使用两种或两种以上焊接方法时,可按每种焊接方法或焊接工艺分别进行评定;亦可使用两种或两种以上焊接方法,焊接工艺焊接试件,进行组合评定。 组合评定合格后用于焊件时,可以采用其中一种或几种焊接方法、焊接工艺,但应保证其重要因素、补加因素不变,按相关条款确定每种焊接方法适用于焊件厚度的有效范围。 母材-组别评定规则
泰州长江公路大桥焊接工艺评定试验任务书
目录 1.评定用钢材 2.焊接材料 3.焊接工艺评定项目 4.评定试板焊缝质量要求 5.接头力学性能试样的制取及试验 6.焊缝类型 7.焊接设备 8.焊接工艺评定报告内容
泰州大桥焊接工艺评定任务书以泰州长江公路大桥跨江大桥工程施工图设计第二册第一分册《钢箱梁》设计图纸、《铁路钢桥制造规范》(TB10212-98)、《公路桥涵施工技术规范》(JTJ041-2000)和《公路桥钢箱梁制造规范》(DB32/T947-2006)等为依据编制。1.评定用钢材 1.1焊接工艺评定试验所采用的试板材质与设计图的要求一致,为Q345D和Q370qD钢,其化 学成分、力学性能等指标符合现行国家标准《低合金高强度结构钢》GB/T 1591-2008和《桥梁用结构钢》GB/T 714-2000的规定。 1.2工艺评定试验试板的选取,在相同板厚的情况下选用碳、硫、磷成份偏标准上限、且冲 击韧性偏标准下限的钢板。 2.焊接材料 气体保护2.1根据本桥用钢板,选择与钢板相匹配的焊接材料:手工焊焊条为E5015;CO 2 气体保护焊药芯焊丝为E501T-1(Φ1.2);埋弧焊焊焊实芯焊丝为ER50-6(Φ1.2);CO 2 丝H10Mn2(Φ5.0)、焊剂为SJ101q。所有焊接材料的质量均符合表2.1的规定: 表2.1 工艺评定用焊接材料 1)E5015手工焊条:主要用于定位焊和焊缝缺陷的修补等。 气体保护焊ER50-6(Φ1.2)实芯焊丝:平对接单面焊双面成型的打底和填充; 2)CO 2 横隔板、直腹板劲板T型接头角焊缝; T型肋嵌补段焊缝等。 3)CO 气体保护焊E501T-1(Φ1.2)药芯焊丝:横位的对接焊缝;立位对接焊缝;锚 2 箱部位的有坡口角焊缝、支座部位的有坡口焊缝;闭口肋与顶板、底板部分熔透角
焊接工艺评定-指导书
如何做好焊接工艺评定 如何做好焊接工艺评定 第一节、焊接工艺评定 一、焊接工艺评定概念 焊接工艺评定工作是整个焊接工作的前期准备。焊接工艺评定工作是验证所拟定的焊件及有关产品的焊接工艺的正确性而进行的试验过程和结果评价。它包括焊前准备、焊接、试验及其结果评价的过程。焊接工艺评定也是生产实践中的一个重要过程,这个过程有前提、有目的、有结果、有限制范围。所以焊接工艺评定要按照所拟定的焊接工艺方案进行焊前准备、焊接试件、检验试件、测定试件的焊接接头是否具有所要求的使用性能的各项技术指标,最后将全过程积累的各项焊接工艺因素、焊接数据和试验结果整理成具有结论性、推荐性的资料,形成“焊接工艺评定报告”。 二、焊接工艺评定的意义 焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证,因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。 三、焊接工艺评定目的 焊接工艺评定的目的是: (1)是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件。 (2)是焊接质量管理所要执行的关键环节或重要措施。 (3)是反映一个单位施焊能力和技术水平高低的重要标志。 (4)是行业和国家相关的规程所做规定的必须进行的项目。 四、焊接工艺评定的历史和发展 80年代以后,电力系统高温、高压机组不断涌现,尤其近年来超临界、超超临界机组的不断出现,新钢种、新材料的不断出现;国家和行业的标准如《蒸汽锅炉安全监察规程》、《压力容器安全监察规程》和《电力工业锅炉压力容器监察规程》等规程都严格规定要进行焊接工艺评定;而在机组的安装、设备的检修实际工作中也都不同程度出现了由于焊接工艺不当影响焊接质量,并造成了一定的损失。在这种形势下,为了适应电力工业焊接技术发展要求,出版了第一本电力行业的焊接工艺评定规程《火力发电厂锅炉、压力容器焊接工艺评定规程》,规程编号为SD340-89。 SD340-89出版后,我们电力行业的焊接工作者做了大量的基础工作,当时的东北电管局和
焊接工艺评定作业指导书
焊接工艺评定作业指导 书 Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】
1.总则 焊接工艺评定是产品正式焊接前应进行的试验工作,解决在具体条件下焊接工艺问题,是制定工艺技术文件的依据。规定了焊接工艺评定的具体操作程序,是焊接工艺评定的指导性文件。 2.定义 2.1焊接:通过加热、加压或两者并用,并且用或不用填充材料使焊件间达到原子 结合的一种加工工艺方法。 2.2焊接工艺评定:是在正式产品焊接前通过试验、预测焊接接头可焊性。若试验 的接头性能不合格,可以改变焊接工艺,直到评定合格为止,以解决在具体条 件下实施焊接工艺问题。 3.工作程序 3.1工作程序流程图 委托书 制作车间 焊接、划线 网架结构车间 3.2凡属下列条件均需进行焊接工艺评定: ?甲方制作标准中规定; ?结构钢材系首次使用; ?焊条、焊丝、焊剂的型号改变; ?焊接方法改变,或由于焊接设备的改变而引起焊接参数的改变。 3.2.1焊接工艺需改变: a. 双面焊、对接焊改为单面焊; b. 单面对接电弧焊增加或去掉垫板,埋弧焊的单面焊反面成型; c.坡口型式改变、变更钢板厚度,要求焊透的T型接头。 3.2.2需要预热、后热或焊后要做热处理。
3.3技术员在正式产品施焊之前分别向制作车间、焊研室下达焊接工艺委托书(具 体项目见附页)。 3.4工艺试验的钢材和焊接材料,应于工程上所用材料相同。 3.4.1工艺试验一般以对接接头为主,试验前应根据钢材的可焊性和设计要求拟 定试件的焊接工艺、焊后处理、检验程序和质量要求。 3.4.2要求焊透的T型接头,宜用与实际构件刚度相当的试件进行试验。 3.4.3工艺试验应包括现场作业中遇到的各种焊接位置,当现场有妨碍焊接操作 的障碍时,还应做模拟障碍的焊接试验。 3.5制作车间:配料员据委托书配出工艺评定所用材料的规格、尺寸、经划线、切 割等各工序加工完毕后转至焊研室。 3.6试样的加工与评定 3.6.1工艺试板的焊接应由持焊工合格证的焊工施焊。 3.6.2试验焊件焊缝的外观及内部质量无损检测,应按JGT81-91第六章的规 定进行检查、评比。 3.6.3试验人员将试样的截取方式在试件上划出后转至网架结构车间。 3.6.4网架结构车间据图样加工出试验所需试样再转焊研室进行试验。 3.6.5焊接接头的力学性能试验以拉伸和冷弯(面弯、背弯)为主,冲击试验 按设计要求确定,有特殊要求时应做侧弯试验。每个焊接位置的试件数 量应为: ?拉伸、面弯、背弯及侧弯各2件 ?冲击试验9件(焊缝、熔合线、HAC各3件) 试件的截取、加工及试验方法均按国家标准GB2649-2656《焊缝金属及焊接接头力学性能试验》的规定进行。 3.6.6焊缝接头力学性能试验的合格标准。 ?拉伸试验:接头焊缝的强度不低于母材强度的最低保证值; ?冷弯试验弯曲合格角度按下表执行:
建筑钢结构焊接工艺评定报告36696
焊接工艺评定报告汇总表 工程名称上海虹桥机场垃圾中转站施工单位上海硕业钢结构制造厂序号焊接工艺评定报告名称编号页数评定日期备注 1 焊接工艺评定报告2009年11月30日 2 焊接工艺评定检验报告CP07141 4 2009年11月30日 3 焊接工艺评定检验报告CP07142 4 2009年11月30日 4 射线检验报告CP07140 4 2009年11月30日 焊接工艺评定指导书2009年11月30日 编制人编制日期 注:焊接工艺评定表附后。 上海市建设工程质量监督总站监制
建筑钢结构焊接工艺评定报告 编号: 编制: 焊接责任 技术人员:祝美玲 批准:陈建根 单位:上海硕业钢结构制造厂 日期:2009 年11 月30 日
表B-1 焊接工艺评定报告目录 序号报告名称报告编号页数 1 焊接工艺评定报告CP07141 1 2 焊接工艺评定报告CP07142 1 3 焊接工艺评定指导书CP07143 2 4 焊接工艺评定记录表/ 2 5 焊接工艺评定检验结果/ 2 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
焊接工艺评定报告 工程(产品)名称 试板 评定报告编号 CP07141 委托单位 上海弘韬建设发展有限公司 工艺指导书编号 CP07143 项目负责人 陈建根 依据标准 《建筑钢结构焊接技术规程》(JGJ 81) 试样焊接单位 上海硕业钢结构制造厂 施焊日期 2009-11-30 焊工 朗凤祥 资格代号 37080204060211 级别 中级 母材钢号 Q345 规格 δ=6 供货状态 甲供 生产厂家 沙钢 化 学 成 分 和 力 学 性 能 C (%) Mn (%) Si (%) S (%) P (%) δs (MPa) δb (MPa) δ5 (%) Akv (J) 标准 0.20 1.00~1.60 ≤0.55 ≤0.040 ≤0.040 ≮345 470~630 ≮21 ≮34 合格证 0.19 1.40 0.48 0.036 0.035 365 590 24 55 复验 \ \ \ \ \ \ \ \ \ 碳含量 0.42% 15 56Cu Ni V Mo Cr M C C n E ++++++ = 焊接材料 生产厂 牌号 类型 直径 (mm) 烘干制度(℃×h ) 备注 焊条 \ 焊丝 \新元 \xyer50-6 Er70s-6\ Φ1.2 \ \ 焊剂或气体 \ \ \ \ \ \ 焊接方法 气体保护焊 焊接位置 平 焊 接头形式 对 接 焊接工艺参数 见焊接工艺评定指导书 清根工艺 碳弧气刨 焊接设备型号 BX-30 电源及极 性 交 流 预热温度(℃) \ 层间温度(℃) ≤80 后热温度(℃)及时间(min ) \ 焊后热处理 \ 评定结论:本评定按《建筑钢结构焊接技术规程》(JGJ 81)规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为: 合 格 。焊接条件及工艺参数范围按本评定指导书执行。 评定 09年11月30日 评定单位: (签章) 2009 年 11月30日 审核 09年11月30日 技术负责 09年11月30日
建筑钢结构焊接工艺评定试板的检验
建筑钢结构焊接工艺评定试板的检验 王滨(上海材料研究所,上海200437) 摘要:对JGJ81-2002《建筑钢结构焊接技术规程》中焊接工艺评定试板的制备和取样,试样 的加工和检验进行了详细的介绍,并与JGJ81-1991《建筑钢结构焊接规程》的相关内容进行了对比。 关键词:钢结构;焊接工艺评定;试样;检验 1 引言 焊接工艺评定是建筑钢结构焊接生产的一项重要工作,是保证工程焊接质量的有效措施。通过焊接工艺评定来选择最佳的焊接材料、焊接方法、焊接工艺参数、焊前预热和焊后热处理等,以保证焊接接头的力学性能符合设计要求。焊接工艺评定的方式是通过焊接试件进行试验来判断该工艺是否合格。以前我国建筑钢结构焊接试件的检验内容和方法一般都按锅炉压力容器焊接工艺评定规程执行,由于各种高层建筑钢结构、大容量锅炉钢架结构、工业炉、窑体炉和工业设备钢结构、各种大跨度场馆建筑中的管-管、管-球空间网架和桁架等钢结构具有所用钢材厚度大、强度高、节点形式复杂、焊接工艺方法多样、技术难度大等,因此,建筑行业新标准JGJ81-2002《建筑钢结构焊接技术规程》对我国焊接工艺评定试件和试样的制备与检验等进行了全面的规定。这些规定参照了国家现行行业标准JB/T6963《钢制件熔化焊工艺评定》、美国AWS D1.1《钢结构焊接规范》标准及日本建筑学会标准JASS6《钢结构规程》中的相应内容,与旧标准JGJ81-1991《建筑钢结构焊接规程》相比发生了很大的变动。笔者就其中常用的有关建筑钢结构焊接工艺评定试板的检验内容和检验方法等做一介绍,并列出了JGJ81-2002《建筑钢结构焊接技术规程》与JGJ81-1991《建筑钢结构焊接规程》有关焊接工艺评定试板的检验方面的主要差异。 2 焊接试板的制备 在制备焊接工艺评定试板时,除选择试板厚度符合评定试件厚度对工程厚度的有效适用范围,母材材质、焊接材料、坡口形状和尺寸符合工程设计图要求,试板焊接符合焊接工艺评定指导书要求外,试板的尺寸还应满足所制备试样的取样位置和数量的要求。焊接工艺评定试板的接头形式分为对接接头、T形接头、十字形接头和栓钉焊接头四种,各种接头形式的焊接试板应按图1~4的样式进行制备。
不锈钢焊接工艺评定
受控状态文件编号:OF/GYHJ-01发放编号00版本号:A版 焊接工艺评定报告 编制:桑叶日期:2012年02月28日 审核:陈海强日期:2011年02月28日 批准:陈明华日期:2011年02月28日
编号:PQR-01焊接工艺评定书 (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 3.焊接材料质量质量证明书 2
一、焊接工艺评定任务书(表 1) 3 母材 牌号 0Gr18Ni9 接 头 示 意 图 规格 D60×4.0 焊 接 材 料 焊条 牌号 规格 焊丝 牌号 ER304 规格 D2.0 焊剂 牌号 规格 焊接方法 手工氩弧焊 其他 技 术 要 求 焊缝外观质量 √ 射线探伤 √ 其他 ∕ 机 械 性 能 拉伸(GB228) 数 量 2 件 冲击 ∕ 弯曲 (GB232) 项目 数量 各 项 指 标 面弯 2 件 弯曲直径 12 热影响区 ∕ 背弯 2 件 支座间距 5.2 焊缝区 ∕ 侧弯 ∕ 弯曲角度 180° 其他 ∕ 金相 宏观 ∕ 微观 ∕ 晶间腐蚀 ∕ 合 格 标 准 外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透 X 射线探伤 JB/T 4730.2-2005 射线检测 ∕ 机 械 性 能 拉伸 GB228 金 相 宏 观 ∕ 弯曲 GB232 冲击 ∕ 硬度 ∕ 微 观 ∕ 其他 ∕ 金 相 ∕ ∕ 晶间腐蚀 ∕ 编制 桑叶 日期 2010.04.20
钢结构制作焊接工艺评定方案
钢结构制作焊接工艺评定方案 编制: _____ 审核: ______ 批准: ______ 菏泽汇隆杭萧钢构有限公司 第1 页共17 页
总则 1、本焊接工艺评定方案针对菏泽汇隆杭萧钢构有限公司生产工艺评定。 2、焊接工艺评定执行标准 GB 50661-2011钢结构焊接规范 GB50205-2001《钢结构工程施工质量及验收规范》 GB/T 1591-94《低合金结构钢》 Y B4104-2000《高层建筑结构用钢板》 GB/T 5118-95《低合金钢焊条》 GB/T14957-94《熔化用钢丝》 GB/T12470-90《低合金钢埋弧焊用焊剂》 GB/T 8110-95《气体保护电弧焊用碳钢、低合金钢焊丝》 GB 3323-87《钢熔化焊对接接头射线照相和质量分级》 GB 11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》 GB 2650-89《焊接接头冲击试验方法》 GB 2651-89《焊接接头拉伸试验方法》 GB 7032-86《焊接接头弯曲及压扁试验方法》 GB 7032-86《T型角焊接头弯曲试验方法》 GB 228-87《金属拉伸试验方法》 GB 232-88《金属弯曲试验方法》 工程概况 1.生产使用的主要材料材质包括Q235B、Q345B等,材质的类型主要是钢板。工程
钢材由本公司统一采购:
表一:现用钢材Q235、Q345规格 2?焊接材料的使用及匹配: 1)表二:二氧化碳气体保护焊选用焊丝型号(GMAW)工厂所使用的保护气体(纯度99.9%)(菏泽市雄风气体有限公司) 2)表三:自动埋弧焊选用焊丝、焊剂型号(SAW) 3.本次焊接工艺评定报告的命名方式为HLHX-HP-XXXXXX 表四:焊接坡口形式:
焊接工艺评定任务书
316LN焊接工艺试验报告 编制: 校对: 审核: 中国船舶工业 芜湖造船厂 二o二年九月 、尸■、亠 刖言 根据中科院HT-7U焊接工程需要,对材料316LN进行了一系列
焊接工艺评定试验。由于线圈盒是在超低温下运行,材料的选用和试验没有专用的标准指导和经验可循,试验内容和项目均与中科院商定后进行。分别进行了如下试验: 一CO2药芯焊丝气保焊堆焊试验 试验目的:评价N、C等元素的符合性 由于焊接中CO2气体保护焊具有较大的优势,所以优先选用该种焊接方法。为了满足低温下性能的要求,我们对广泰焊接材料有限公司生产的AS-316LN和天泰焊接材料有限公司生产的TFW-316LN 药芯焊丝(直径为①1.2在母材为316LN超低碳不锈钢板上进行堆焊试验,检测到的焊缝金属化学成分如下表: 焊缝金属化学成分表 由上可以看出,焊丝AS-316LN主要指标N含量很低,不能满足 要求,而TFW-316LN含Mn偏高,,可进入下一步试验。 二CO2药芯焊丝焊接试验 试验目的:评价拍片性能和磁导率 对焊接材料的焊接工艺性能及磁导率是否满足要求,有必要在 订货前对焊缝金属及周边区域磁导率进行测试,在当时316LN材料相当紧
张的情况下,我们采用焊丝TFW-316LM2焊接316LN,试板规格为S 20X 80X 390付,经X光射线探伤,为I级片,磁导率测试结果为产1.01。 共 17 页第 2 页
编 焊接 焊缝 号 方法 层次 电 源 极 性 焊丝 直径 (mm) 电弧 电压 (V) 焊接 电流 (A) 焊接 速度 (mm/min) 气体 流量 (L/m in) 三CO2药芯焊丝气体保护焊焊接工艺试验 试验目的:评价各项焊接性能 3.1焊接工艺规程 I 母材的钢种和厚度 钢种:超低碳奥氏体不 锈钢 牌号:316LN 厚度:33mm I 焊接材料 表二 焊接材料 牌 号 规格 | 制 造 厂 | 焊丝 TFW- 316LM2 ①0.9 天泰焊材工业股份有限公司 ①1.2 气体 CQ > 99.9 I 焊接设备 表三 设备名称 型 号 特 性 制 造 厂 气体保护焊机 Pana KR I 350 平特性 松下电器 XC500 日本大坂 I 焊接接头 接头形式:一对—接 坡口型式:_X 型_. 坡口加工方法:机械加工 背 面清根: 刨削. 试板尺寸:33 X 160X 510焊接位置: 平 . 试板长度方向应与钢板的轧制方向一致。 I 各种焊接的规范参数如下: 表四 焊接程序
钢结构焊接工艺评定样本
钢结构焊接工艺评定报告报告编号:HY-PQR-QC005 编制: 审核: 批准: 单位: 日期:年月日
焊接工艺评定报告目录 序号报告名称报告编号页数 1 焊接工艺评定报告 1 2 焊接工艺评定指导书 1 3 焊接工艺评定记录表 1 4 焊接工艺评定检验结果 1 5 材质证明书 4 6 检测报告8 7 8 9 10 11 12 13 14 15 16 17 18 19 20
焊接工艺评定报告 共1页 第1页 工程(产品)名称 评定报告编号 委托单位 工艺指导书编号 项目负责人 依据标准 《建筑钢结构焊接技术规程》 (JGJ 81-2002) 试样焊接单位 施焊日期 2013年6月10日 焊工 李庆 资格代号 GH-0056 级别 / 母材钢号 Q235B 规格 180*8 供货状态 热轧 生产厂 宝钢 化学成分和力学性能 C (%) Mn (%) Si (%) S (%) P (%) Es (MPa) Bp (MPa) δ 5(MPa) (%) AKv (J) 标 准 0.12-02 0.03~0.7 ≤0.3 ≤0.045 ≤0.045 375~500 20 / ≥27 0.12-0.2 合格证 0.14 0.34 0.29 0.027 0.027 380 29 / 53 0.15 复 验 / / / / / / / 400 27 8 / / 碳当量 0.24 公式 Ceq=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15 焊接材料 生产厂 牌号 类型 直径(mm ) 烘干制度(C ×h ) 备注 焊条 / / / / / / 焊丝 天津金桥 JQMG70S-6 ER50-6 Φ1.2 / / 焊剂和气体 / / / / / / 焊接方法 实芯气体保护焊 焊接位置 平焊 接头形式 单V 焊接 焊接工艺参数 见焊接工艺评定指导书 清根工艺 / 焊接设备型号 KR Ⅱ-500 电源及极性 直流反接 预热温度( ) 150 层间温度( ) 180 后热温度( )及时间(min ) / 焊后热处理 / 评定结论: 本评定按《建筑钢结构焊接技术规程》(JGJ2001)规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:合格。焊接条件及工艺参数适用范围按本评定指导书规定执行。 评 定 年 月 日 评定单位: (签章) 年 月 日 审 核 年 月 日 技术负责 年 月 日