尺寸自由公差表
尺寸自由公差表
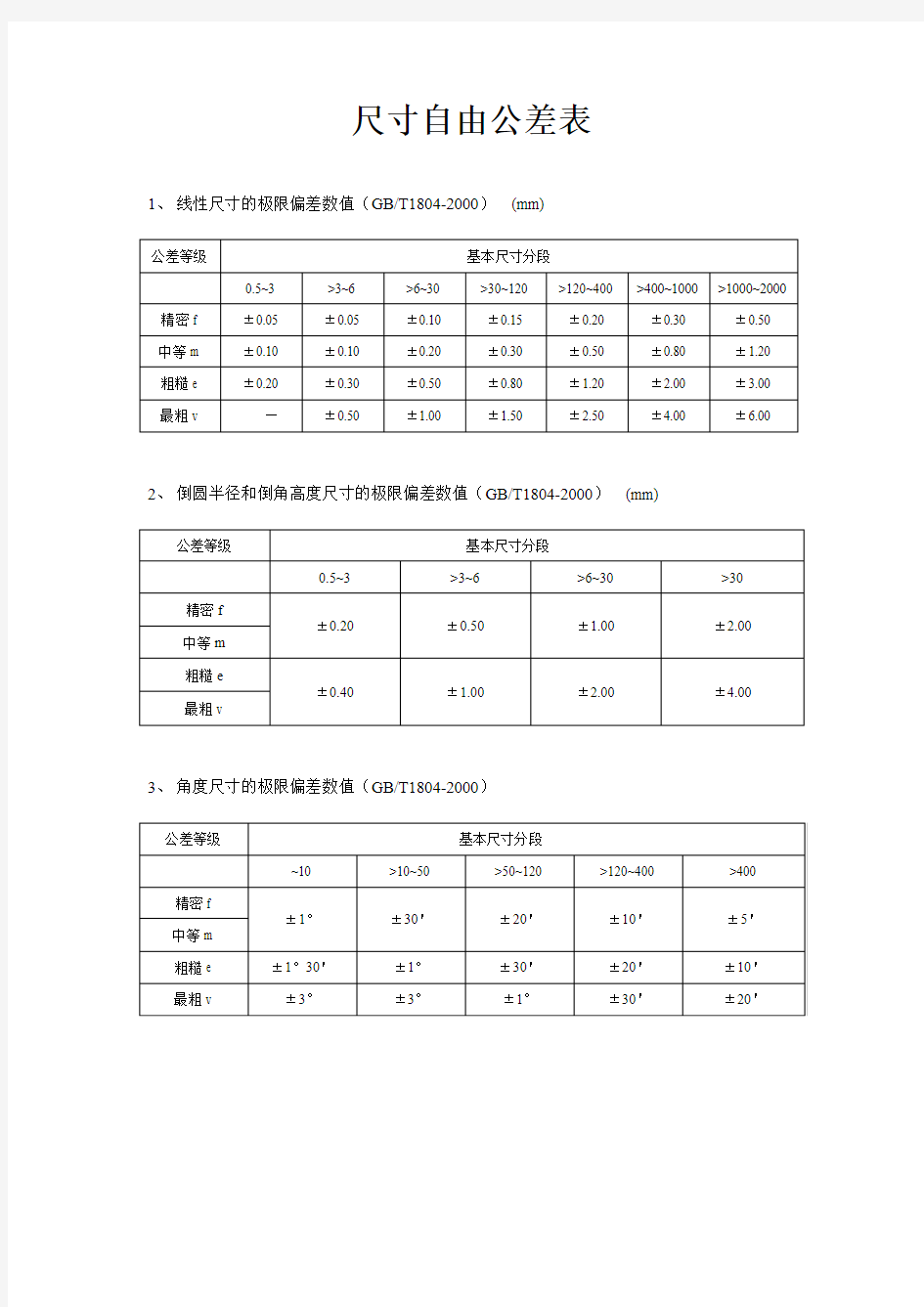
1、线性尺寸的极限偏差数值(GB/T1804-2000)(mm)
2、倒圆半径和倒角高度尺寸的极限偏差数值(GB/T1804-2000)(mm)
3、角度尺寸的极限偏差数值(GB/T1804-2000)
未注公差等级和标准差表
未注公差等级 根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。对未注公差的检验与控制要求,按GB/T1804-2000。 表1 线性尺寸的极限偏差数值mm
表2 倒圆半径和倒角高度尺寸的极限偏差数值mm
表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。 表3 角度尺寸的极限偏差数值
未注尺寸公差按GB/T1804-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
中等 m 粗糙 e ±0.4 ±1 ±2 ±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等 m 粗糙 e ±1o30′ ±1o ±30′±20′±10′ 最粗 v ±3o ±2o ±1o ±30′±20′ 未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围
各部位尺寸公差表.doc
各部位尺寸公差表 单位:英寸 部位一般(+/-)洗水(+/-) 测量方法 胸围3/8" 1/2" 夹下1"平度(周围计算) 腰围 3/8" 1/2" 夹下最细处平量(周围计算) 下摆 1/2" 3/4" 下摆处平度(周围计算) 衣长 3/8" 1/2" 后领窝中点量至下摆 袖长 1/4" 3/8" 肩顶点至袖口 夹直 1/4" 1/4" 夹圈直度 袖脾围 1/4" 3/8" 袖夹底至袖中线垂直度(周围计算) 袖口 1/8" 1/4" 袖口处平度(周围计算) 肩宽 1/4" 3/8" 左肩顶点至右肩顶点平度 领围 1/4" 3/8" 领窝一周 前胸宽 1/4" 3/8" 前幅两夹最细处平度 后背宽 1/4" 3/8" 后幅两夹最细处平度 腰围 3/8" 1/2" 扣好钮扣或裤钩平行裤头度,由裤头中间横度(周围计算) 臀围 1/2" 3/4" 裤头摊平由浪上3"“V”度(周围计算) 脾围 1/4" 3/8" 摊平裤筒,浪底处横度(周围计算) 前浪连裤头 1/4" 1/4" 由浪底度上裤头顶端(度量部位自然平放)
后浪连裤头 1/4" 3/8" 由浪底度上裤头顶端(度量部位自然平放) 外长短:1/4" 长:3/8" 短:3/8" 长:1/2" 裤平摊,由裤脚口边度至裤头顶端 内长短:1/8" 长:1/4" 短:1/4" 长:3/8" 裤平摊,由脚口边度至浪底 脾位(围) 1/4" 3/8" 浪底落地3"平度或者按照制单要求(周围计算含左右互差) 脚口 1/8" 1/4" 裤脚口处平摊横度(含左右互差) 拉链长度1/8" 1/4" 由拉链底封尾处度至拉链口封口处 钮牌 1/8" 1/8" 由钮牌口度至间线处 耳仔长及宽 1/8" 1/8" 由起点到耳仔顶及平度(含相互间互差) 袋口长 1/8" 1/4" 袋口处平摊两点平度(含左右互差) 袋口宽1/8" 袋口处平摊两点平度(含左右互差) 裤头高 1/8" 裤头底到顶端点直度 服装通用检验标准 一、高档服装 1货物数量—检查产品数量是否达到查验要求; 2 唛头—核对唛头是否与客户要求相符; 3 配比—检查物品配比是否与订单,唛头标注及客人要求一致; 4 摔箱—检查商品及包装是否适于运输保存; 5 验针—检验商品中是否包括断针和金属;
机械自由公差的概念和公差表
自由公差的概念和公差表 (2009-08-31 10:43:24) 转载▼ 标签: 杂谈 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级尺寸分段
尺寸基本公差 表
尺寸基本公差表 2012年02月15日?QC技能?共 696字?暂无评论?被围观 42+ 中国粉末冶金服务网讯:制品尺寸公差为其它公司公称部品的尺寸公差,如表1所示。 普通尺寸是指电镀部分原则上为电镀后的尺寸,若制造上有明确指定,作为电镀前尺寸亦可另外,喷油部分为处理前的尺寸。 表1 制品尺寸公差单位:mm 加工方法基本尺寸区分金属切削板金溶接 6以下±0.20 ±0.30 ±0.70 6以上10以下±0.20 ±0.40 ±0.70 10以上50以下±0.30 ±0.70 ±1.50 50以上180以下±0.45 ±1.00 ±1.50 180以上5010以下±0.60 ±1.50 ±3.50 500以上1000以下±0.80 ±2.00 ±3.50 1000以上2000以下±1.00 ±2.50 ±5.50 表2 普通尺寸公差单位:mm 加工方法基本尺寸区分金属切削板金溶接 6以下±0.10 ±0.20 ±0.50 6以上10以下±0.15 ±0.20 ±0.50 10以上50以下±0.15 ±0.30 ±1.00 50以上180以下±0.20 ±0.40 ±1.00 180以上5010以下±0.30 ±0.60 ±2.00
500以上1000以下±0.50 ±1.00 ±2.00 1000以上2000以下±0.70 ±1.60 ±4.00 适用的加工方法: 冲压加工:在使用专用模进行外形冲压、开孔、压模、折弯等适用,适用于精密冲压。 板金加工:切断、折弯、压模等通用模加工以及手工加工适用。 熔接:电焊熔接瓦斯焊接等加工适用。 例:金属上开孔,、折弯及焊接加工,可依据以下规定: 1在孔的直径及位置的“切削”加工,可根据冲压的标准检验。 2在孔的间距、折弯的尺寸,冲压加工可使用板金标准。 3于焊接部分的尺寸,可使用“熔接”的基准检验。
公差等级表(整理全)
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT (即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。
自由公差的概念及公差等级表
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)IT(即Js或js)。必要时,可不分孔、轴或长度,均采用IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。
不锈钢管尺寸公差表
不锈钢无缝管的相关定义 [我的钢铁] 2009-02-03 16:29:35 ⑴、不锈钢无缝管定义 不锈钢无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。 ⑵、不锈钢无缝管的特点 其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。 ⑶、不锈钢管的种类 接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。 按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、马氏体不锈钢管、奥氏体系不锈钢管、奥氏体-铁素铁系不锈钢管等。 ⑷、不锈钢管规格及外观质量 A、按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。 B、热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。 C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不清除。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,最大深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,最大深度不大于0.3mm。 E、钢管两端应切成直角,并清除毛刺。
标准尺寸公差
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 3 6 4 5 8 12 18 30 48 75 6 10 4 6 9 15 22 36 58 90 10 18 5 8 11 18 27 43 70 110 18 30 6 9 13 21 33 52 84 130 30 50 7 11 16 25 39 62 100 160 50 80 8 13 19 30 46 74 120 190 80 120 10 15 22 35 54 87 140 220 120 180 12 18 25 40 63 100 160 250 180 250 14 20 29 46 72 115 185 290 250 315 16 23 32 52 81 130 210 320 315 400 18 25 36 57 89 140 230 360 400 500 20 27 40 63 97 155 250 400
注:基本尺寸小于1mm时,无IT14至IT18。 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、 距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角 (90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: 已有其他一般公差标准规定的线性和角度尺寸; 括号内的参考尺寸; 矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 尺寸分段 公差 等级 ~>3~>6~>30~>120~>400~>1000~>2000~
不锈钢板尺寸公差范围表和厚度公差表
不锈钢板尺寸公差范围表和厚度公差表 不锈钢板表面光洁,有较高的塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他介质的腐蚀。 不锈钢板按制法分热轧和冷轧的两种,包括厚度0.02-4毫米的薄冷板和4.5-50毫米的中厚板。 按钢种的组织特征分为5类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型、沉淀硬化型。 要求能承受草酸、硫酸-硫酸铁、硝酸、硝酸-氢氟酸、硫酸-硫酸铜、磷酸、甲酸、乙酸等各种酸的腐蚀,广泛用于化工、食品、医药、造纸、石油、原子能等工业,以及建筑、厨具、餐具、车辆、家用电器各类零部件。 为了保证各类不锈钢板的屈服强度、抗拉强度、伸长率和硬度等力学性能符合要求,钢板交货前必须经过退火、固溶处理、时效处理等热处理。 常用不锈钢板尺寸公差范围表 304/2B板公差范围表 规格大差正常小差 0.4MM 0.3-0.32 0.33-0.37 0.37-0.39 0.5MM 0.4-0.42 0.43-0.47 0.47-0.49 0.6MM 0.5-0.52 0.53-0.56 0.57-0.59 0.7MM 0.6-0.62 0.63-0.67 0.67-0.69 0.8MM 0.7-0.72 0.73-0.77 0.74-0.79 0.9MM 0.8-0.82 0.83-0.87 0.87-0.89 1.0MM 0.89-0.9 0.91-0.94 0.94-0.99 1.2MM 1.02-1.08 1.09-1.15 1.16-1.18 1.5MM 1.32-1.38 1.39-1.45 1.46-1.48 2.0MM 1.72-1.79 1.8-1.86 1.87-1.9 2.5MM 2.23-2.36 2.32-2.42 2.42-2.47
公差标准
前言 本标准是根据国际标准第部分未单独注出公差的线性和角度尺寸的公第对般公差线性尺寸的未注公 进行修订的 本标准与原和 标准名称作了修 本标准时代替 本标准的附录是提示的 本标准由国家机械工业局提 本标准由全国产品尺寸和几何技术规范标准化技术 本标准起草单位 本标准主要
前言 由各国标准的世界范围的国际标准的起草工作一般通过各技术每一个成员团体对已成立的技术委员会的任务感兴趣有权派代表参加其中工与有联系的政府的或非政府的国际可参加工与从事电工标准化的国际的合 在理事会批准作为国际标准前被技术委员会采纳的国际标准草案须经各成员团体通信投票表按照导有成员团体投票赞成方可 国际标准由配本 一起代替 标以下部分 第部分未单独注出公差的线性和角度尺寸的公差 第部分未单独注出公差的要素的几何公差 本部分标准的附录是提示的
中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差 代替 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差 本标准适用于金属切削加工适用于一般的冲压加工金属材料和其他工艺方法加工的尺寸可参照 本标准仅适用于下列未注公差的尺寸 尺寸距离倒圆半径和倒角高角度尺寸包括通常不注出角度值提到的或等多边形的角度除外 机加工组装件 本标准不适用于下列尺寸 其他一般公差标准涉及的线性和角度尺寸 括号内的参考尺寸 矩形框格内的理论正确 引用标准 下列标准所包含的条文通过在本标准中引用而构成为本标准的本标准出版示版本均为有所有标准都会被修订使用本标准的各方应探讨使用下列标准最新 极限与配合基础第部分词汇 形状和位置公差未注公差 零件倒圆与倒角 定义 本标准采用给出的有关术语 一般公差 指在车间通常加工条件下可保证采用一般公差的尺寸在该尺寸后不需注出其极限偏差注的出了一般公差的概念和 国家质量技术监督局批准实施
国标自由公差表
自由公差 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中 8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、 双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用IT(即Js或js)。 线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
各种机械加工自由公差范围
何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ① 自由尺寸公差仅适用于机械加工表面。② 自由尺寸公差在工作图上不标注。 ③ 单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④ 不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ① 规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ② 图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③ 未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值
自由公差表(国标)
自由公差(国标) 虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用? IT(即Js或js)。
线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)
8公差等级表
公差等级编辑讨论上传视频 本词条由“科普中国”科学百科词条编写与应用工作项目审核。公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18, 数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。 中文名公差等级外文名grade of tolerance功能精确尺寸精度等级20个等级参考表格GB/T1184-1996 [1] 性质描述机械精度的指标 目录 1 等级划分 2 公差等级表 3 选择原则 4 自由公差的概念 ?基本定义 ?适用范围 等级划分编辑 公差等级的选择及应用 公差等级 应用范围及举例 IT01 用于特别精密的尺寸传递基准,例如特别精密的标准量块 IT0
用于特别精密的尺寸传递基准及宇航中特别重要的精密配合尺寸。例如,特别精密的标准量块,个别特别重要的精密机械零件尺寸,校对检验IT6级轴用量规的校对量规 IT1 用于精密的尺寸传递基准、高精密测量工具特别重要的极个别精密配合尺寸。例如,高精密标准量规,校对检验IT7至IT9级轴用量规的校对量规,个别特别重要的精密机械零件尺寸 IT2 用于高精密的测量工具,特别重要的精密配合尺寸。例如检验IT6至IT7级工件用量规的尺寸制造公差,校对检验IT8至IT11级轴用量规的校对塞规,个别特别重要的精密机械零件尺寸 IT3 用于精密测量工具,小尺寸零件的高精度的精密配合以及和C级滚动轴承配合的轴径与外壳孔径。例如,检验IT8至IT11级工件用量规和校对检验IT9至IT13级轴用量规的校对量规,与特别精密的P4级滚动轴承内环孔(直径至100mm)相配的机床主轴,精密机械和高速机械的轴颈,与P4级向心球轴承外环相配合的壳体孔径,航空及航海工业中导航仪器上特殊精密的个别小尺寸零件的精度配合。IT4 用于精密测量工具、高精度的精密配合和P4级、P5级滚动轴承配合的轴径和外壳孔径。例如,检验IT9至IT12级工件用量规和校对IT12至IT14级轴用量规的校对量规,与P4级轴承孔(孔径>100mm)
未注尺寸公差等级表
未注尺寸公差等级表 根据加工方法和装配精度要求选择合适的IT公差等级值进行尺寸标注,图纸中未标注公差的尺寸需按照GB/T1804-2000 《未注公差的线性和角度尺寸公差》要求,指明公差等级。 线性尺寸极限偏差数值 公差等 0~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000 级 精密f ±0.05±0.05±0.1±0.15±0.2±0.3±0.5— 中等m ±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2.0粗糙c ±0.2±0.3±0.5±0.8±1.2±2.0±3.0±4.0最粗v —±0.5±1.0±1.5±2.5±4.0±6.0±8.0倒圆半径和倒角高度尺寸的极限偏差数值 公差等级0~3 3~6 >6~30 >30 精密f ±0.2±0.5±1.0±2.0中等m 粗糙c ±0.4±1.0±2.0±4.0最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 角度尺寸的极限偏差数值 公差等级0~10 >10~50 >50~120 120~400 >400 精密f ±1°±30′±20′±10′±5′中等m 粗糙c ±1°30′±1°±30′±15′±10′ 最粗v ±3°±2°±1°±30′±20′ 一般未注公差图样表示法 在图样标题栏附近或技术要求、技术文件(如企业标准)中注出本标准号及公差等级代号。例如选取中等级时,标注为: GB/T 1804-m 3未注形位公差等级表 图纸中未标注形位公差的结构,需按照GB/T1184-1996《形状和位置公差未注公差值》中的等级进行标注。
尺寸公差表
Page:1 of 3工号: Job No. 14-10 图号/版次: DWG. No./Rev. A001-0/0 产品名称:Item Name 空气储罐 Air Storage Tank 0 原版 Original 版次Rev. 说明 Description 设计工程师编制/日期 Prepared By Design Engineer/Date 技术部部长批准/日期 Approved By Technical Manager/Date
Page:2 of 3 1 总则 General 本文件依据ASME规范第Ⅷ卷第1册、HG/T 20584-2011和GB/T1804-2000制定。 除ASME规范第Ⅷ卷第1册和设计图样另有规定外,产品及其零部件的尺寸公差应符合本文件的规定。 This document is drawn up on the basis of ASME Code Section ⅧDivision 1, HG/T 20584-2011 and GB/T 1804-2000. Unless otherwise specified in the ASME Code Section ⅧDivision 1 and design drawings, the dimension tolerances of item and parts shall be in accordance with this document rules. 2 公差 Tolerance 2.1 装配尺寸允差按表1。 The assembly dimension tolerances according to Table 1. 表1 装配尺寸公差表 Table 1 Assembly Dimension Tolerances Table 序号No. 项目 Item s 尺寸 Dimension 允差 Tolerance 备注 Remarks 1 筒体 Shell 长度 Length (mm) 1800 ±6 2 直径 I.D. (mm) 1000 不测定 Not measured 3 外圆周长 Outward Perimeter (mm) 3192 ±8 4 圆度 Roundness (mm) 0 10 5 直线度 Straightness (mm) 不适用 N/A 6 封头 Head 直径 I.D. (mm) 1000 不测定 Not measured 7 直边外圆周长 Skirt Outward Perimeter (mm) 3192 ±8 8 总深度 Total Depth (mm) 275 ±6 9 直边长度 Skirt Length (mm) 25 ±5 10 直边圆度 Skirt Roundness (mm) 0 10 11 形状偏差 Shape Deviation (mm) 外凸 Outward 0 12.5 内凹 Inward 0 6.25
标准尺寸公差
0-500mm, 4-18级精度标准公差表。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4 3 6 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2 10 18 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.70 1.10 1.8 2.7 18 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1 315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 400 500 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.7 注:基本尺寸小于1mm时,无IT14至IT18。 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于:?线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; ?角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); ?机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ?已有其他一般公差标准规定的线性和角度尺寸; ?括号内的参考尺寸; ?矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级 尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 公差等级 尺寸分段 0.5~3 >3~6 >6~30 >30 f(精密级) ±0.2 ±0.5 ±1 ±2 m(中等级) c(粗糙级) ±0.4 ±1 ±2 ±4 v(最粗级) 表3 角度尺寸的极限偏差数值 公差等级 长度分段 ≤10 >10~50 >50~120 >120~400 >400 f(精密级) ±1°±30' ±20' ±10' ±5' m(中等级) c(粗糙级) ±1°30' ±1°±30' ±15' ±10' v(最粗级) ±3°±2°±1°±30' ±20' 角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
自由公差形位公差
自由公差指图纸上没有标注公差等级或公差带的尺寸的允许公差。 但是,这个尺寸也不是任意的。它受一个默认精度的控制。其公差的取及范围一般根据零件的生产工艺确定,一般来说,可以用IT12~13或GB/T1804中的m级。自由公差也是有基本尺寸和公差等级的,不是一律0.5mm什么的。现在一般称“未注尺寸公差”,自由公差是一个老的叫法。
中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差 GB/T1804-2000 Eqv ISO 2768-1:1989 General tolerances Tolerances for linear and angular dimensions 代替GB/T1804-1992 without individual tolerance indications GB/T11335-1989 1 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差等级和极限偏差数值。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照使用。 本标准仅适用于下列未注公差的尺寸; A)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒角半径和倒角高度) B)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T1184提到的或等多边形的角度除外; C)机加工组装件的线性和角度尺寸; 本标准不适用于下列尺寸: A) 其他一般公差标准涉及的线性和角度尺寸; B) 括号内的参考尺寸 C) 矩形框格内的理论正确尺寸。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用各标准的各方应探讨使用下列标准最新版本的可能性。 GB/T1800.1-1997极限与配合基础第一部分:词汇 GB/T1184-1996 形状和位置公差未注公差值(Eqv ISO 2768-2:1989) GB/T4249-1996 公差原则(Eqv ISO 8015:1985) GB/T6403.4-1986 零件倒圆与倒角 3 定义 3.1 本标准采用GB/T1800.1给出的有关术语和定义。 3.2 一般公差 general tolerances 指在车间通常加工条件下可以保证的公差。采用一般公差的尺寸,在该尺寸后面不需注出其极限偏差的数值。 注:附录A(提示的附录)给出了一般公差的概念和解释。 国家质量技术监督局2000-07-24批准 2000-12-01实施 4 总则 选取图样上未注公差的尺寸的一般公差等级时,应考虑通常的车间精度并由相应的技术文件或标准作出具体规定。 对任一单一尺寸,如功能上要求比一般公差更小的公差或允许更大的公差并更为经济时,其相应的极限偏差要在相关的基本尺寸后注出。 在图样或有关技术文件中采用本标准规定的线性和角度尺寸的一般公差时,应按本标准第6章的规定进行标注。
GB/T m 一般公差标准
一般公差 线性尺寸的未注公差标准 本标准等效采用国际标准 ISO 2768-1:1989《一般公差——第 1 部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。 1范围 本标准规定了线性尺寸的一般公差等级和极限偏差。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准规定的极限偏差适用于非配合尺寸。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用于本标准。 GB/T 1804-92 一般公差线性尺寸的未注公差 GB6403.4-86 零件倒圆与倒角
3术语 3.1一般公差 一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 4线性尺寸的一般公差 4.1线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表 2。 4.2规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标 准规定的公差等级,由相应的技术文件或标准作出具体规定。 4.3本公司图样上线性尺寸的未注公差,选取 GB1804-m。 1
表 1 线性尺寸的极限偏差数值 表 2 倒圆半径与倒角高度尺寸的极限 偏差数值
注:倒圆半径与倒角高度的含义参见 GB6403.4。 5线性尺寸的一般公差的表示方法 采用 GB/T1804 规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级符号表示。例如选用中等级时,表示为:GB/T1804-m 2
公差等级表
公差等级表 标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
公差与配合 1.基本偏差系列及配合种类 自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴
用h(-);长度用(±) IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1线性尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~ 1000 >1000~ 2000 >2000~ 4000