3_Si无取向硅钢异步轧制织构的演变
收稿日期:2006211214
基金项目:国家高技术研究发展计划项目(2003AA331080);辽宁省教育厅科学研究计划项目(20040235)?
作者简介:张正贵(1964-),男,山东临朐人,东北大学博士研究生;王 福(1941-),男,黑龙江宁安人,东北大学教授,博士生
导师?
第28卷第11期2007年11月东北大学学报(自然科学版)Journal of Northeastern University (Natural Science )Vol 128,No.11Nov.2007
3%Si 无取向硅钢异步轧制织构的演变
张正贵,曲家惠,刘沿东,王 福
(东北大学材料与冶金学院,辽宁沈阳 110004)
摘 要:对无取向硅钢常化态板材经过异步轧制,轧制速比为1106,经过一次冷轧到015mm 厚,压下率
为7713%,并在保护气氛下进行再结晶退火,考察了异步冷轧织构和再结晶织构形成及演变?常化态板材的初始织构组分以{110}和{113}织构为主,异步冷轧织构主要是由α织构和γ织构组成,快慢辊侧的织构类型没有变化,但慢辊侧α织构和γ织构的取向密度明显高于快辊侧;再结晶退火后α织构取向密度明显减弱,而γ织构的变化主要是{111}〈110〉织构组分的取向密度减弱,{111}〈112〉织构组分的取向密度加强?关 键 词:异步轧制;硅钢;织构;再结晶;形变中图分类号:TG 142.1 文献标识码:A 文章编号:100523026(2007)1121567204
T exture Evolution of 3%Non 2oriented Silicon Steel During Cross 2Shear R olling
ZHA N G Zheng 2gui ,Q U Jia 2hui ,L IU Y an 2dong ,W A N G Fu
(School of Materials &Metallurgy ,Northeastern University ,Shenyang 110004,China.Corres pondent :ZHAN G Zheng 2gui ,E 2mail :zhzgsy @https://www.360docs.net/doc/3c7880001.html, )
Abstract :The asynchronously cold 2rolling texture and formation of recrystallization texture and its evolution were investigated for the 3%non 2oriented silicon steel sheet after normalization ,to which the rolling speed ratio was 1106and thickness was 015mm as cold 2rolled just once with 7713%reduction.The recrystallization annealing of the sheet was done under atmosphere protection.The original texture components of the normalized sheet is mainly the {110}and {113},while the asynchronously cold 2rolling texture is mainly the αand γ.There is no texture type change beside the fast and slow rolls ,but the orientation density of αand γtextures is much higher on the side of slow roll than on the side of fast roll.After recrystallization annealing ,the orientation density of αtexture decreases significantly ,while for γtexture the orientation densit y of {111}〈110〉texture decreases but that of {111}〈112〉texture increases.
K ey w ords :cross shear rolling ;silicon steel ;texture ;recrystallization ;deformation
无取向硅钢主要被用作旋转电机如马达和发电机的铁芯,为提高发电机和马达的效率,需要降低无取向硅钢的铁损,而控制晶体取向以改善磁性,是降低无取向硅钢铁损的重要手段?织构分布及各组分强度对冷轧无取向硅钢的磁性能具有显著影响,对于用于旋转电磁场的软磁硅钢,使相应的无取向电工钢板具有强的{hk 0}面平行轧面的纤维织构,而〈001〉方向在轧面中呈360°均匀分布,从而使电磁场在旋转过程中始终可以利用钢板较好的软磁性能[1]?如何控制产品{100},{110},{111}及{112}织构的强度,使有利织构在各组分中占优,从而提高磁感,是目前硅钢工业生
产和新产品开发的首要追求目标?因此,对织构形成及演变规律的研究成为热点问题?利用现代织构分析手段和理论,研究生产过程中冷轧无取向硅钢织构形成和演变规律的工作尚不充分[2]?异步轧制方法在取向硅钢研究中有所报道[3-5],但国内在无取向硅钢研究中鲜有报道?本文以工业无取向硅钢为基础,研究了冷轧硅钢板织构在异步轧制过程中的演变?
1 实验方法
实验采用工业用的无取向硅钢板,经常化处理,厚度为212mm ?化学成分(质量分数,%)C
01004,Si311,Mn0112,Al0133?原材料经酸洗后除去表面锈层,以速比i=1106经过一次冷轧达到最终尺寸015mm厚,压下率为7713%?然后将其在750℃保护气氛下退火?用线切割方法,切成20mm×18mm的矩形样品?在PHIL IPS的X’Pert的X射线衍射仪上,采用Schulz背射法测量样品快慢侧表层的{110},{200}和{112}三张不完整极图(α=0°~70°),快辊侧以“R”表示,慢辊侧以“S”表示?以二步法[6]求算ODF,用角度间隔为5°的恒φ截面图来表示?
2 实验结果
2.1 材料初始织构组分
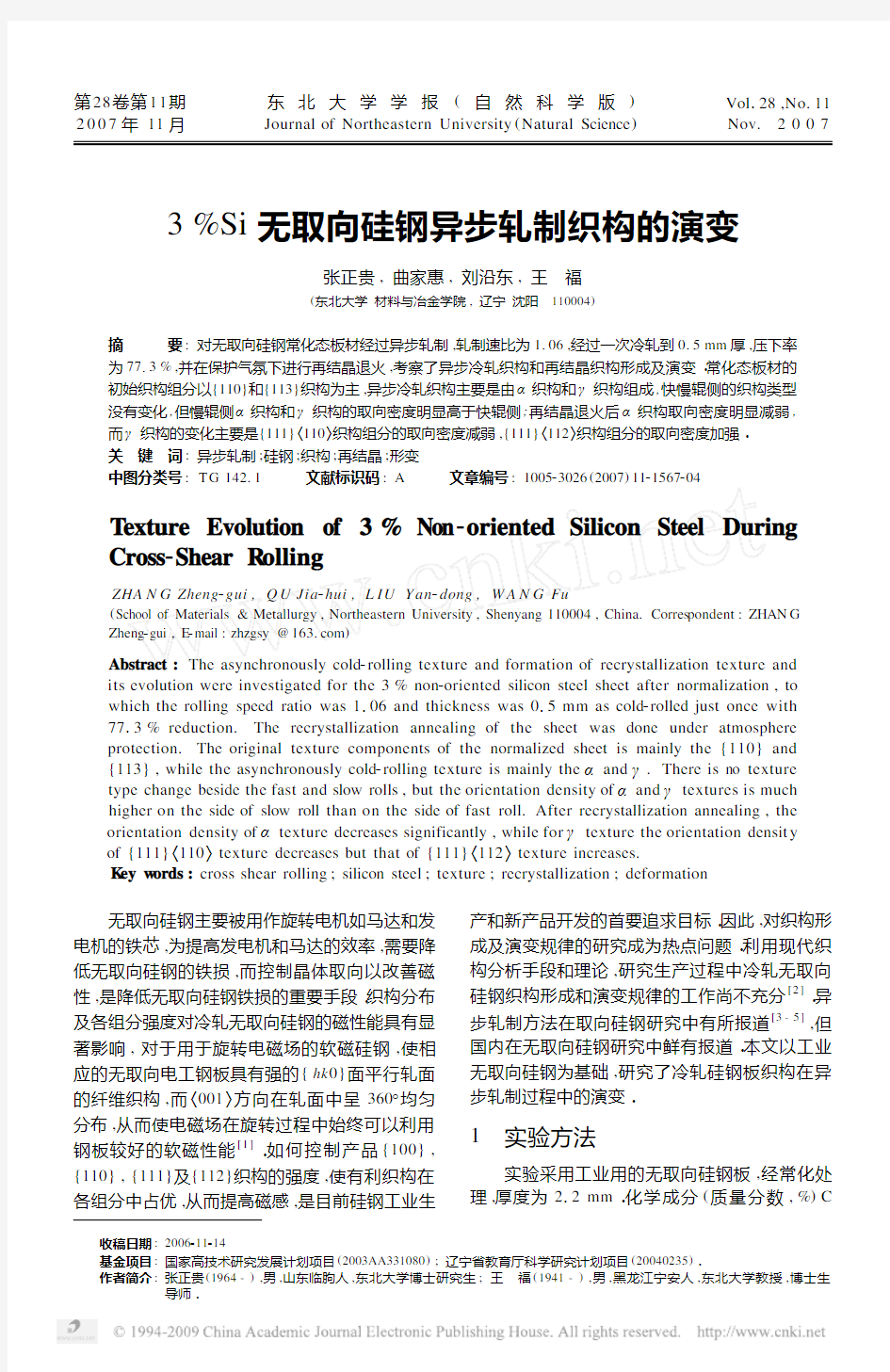
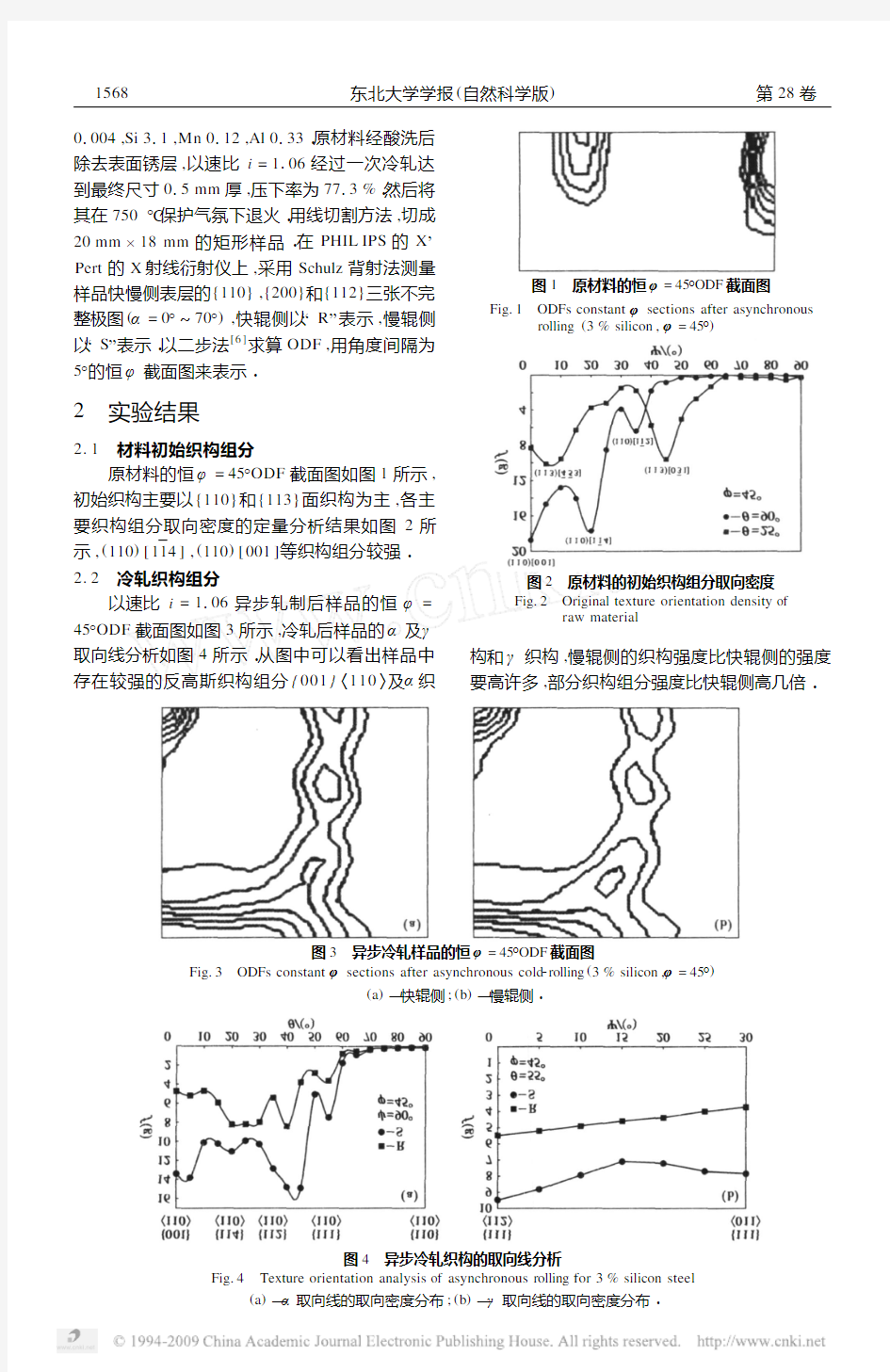
原材料的恒φ=45°ODF截面图如图1所示,初始织构主要以{110}和{113}面织构为主,各主要织构组分取向密度的定量分析结果如图2所示,(110)[114],(110)[001]等织构组分较强?2.2 冷轧织构组分
以速比i=1106异步轧制后样品的恒φ= 45°ODF截面图如图3所示,冷轧后样品的α及γ取向线分析如图4所示?从图中可以看出样品中存在较强的反高斯织构组分{001}〈110〉及α
织
图1 原材料的恒φ=45°ODF截面图Fig.1 ODFs constantφsections after asynchronous rolling(3%silicon,φ=45°
)
图2 原材料的初始织构组分取向密度
Fig.2 Original orientation density of
raw material
构和γ织构,慢辊侧的织构强度比快辊侧的强度要高许多,部分织构组分强度比快辊侧高几倍
?
图3 异步冷轧样品的恒φ=45°ODF截面图
Fig.3 ODFs constantφsections after asynchronous cold2rolling(3%silicon,φ=45°)
(a)—快辊侧;(b)—慢辊侧
?
图4 异步冷轧织构的取向线分析
Fig.4 Texture orientation analysis of asynchronous rolling for3%silicon steel
(a)—α取向线的取向密度分布;(b)—γ取向线的取向密度分布?
8651东北大学学报(自然科学版) 第28卷
2.3 退火织构组分
冷轧板退火后的恒φ=45°ODF 截面图如图5所示,取向密度分布如图6,图7所示?冷轧时的
反高斯织构,其取向密度在退火后明显降低,慢辊
侧降低尤其明显?另外退火后{111}〈112〉织构组分增强了
?
图5 退火织构的恒φ=45°ODF 截面图(t =750℃,i =1106)
Fig.5 ODFs constant φsections after annealing (φ=45°,t =750℃,i =1106
(a )
—快辊侧;(b )—慢辊侧?
图6 再结晶退火与冷轧时α取向线的取向密度分布(t =750℃
)Fig.6
αtexture orientation density distribution during recrystalization annealing and cold rolling (t =750℃
)(a )—快辊侧;(b )—慢辊侧?
图7 再结晶退火与冷轧时γ取向线的取向密度分布(t =750℃
)Fig.7
γtexture orientation density distribution during recrystalization annealing and cold rolling (t =750℃)(a )—快辊侧;(b )—慢辊侧?
3 分析与讨论
多晶体的体心立方结构金属和合金的冷轧板
织构,其滑移系随金属的种类、合金中元素的浓度和轧制温度等而各不相同?同步轧制方式下,冷轧
织构主要由γ织构、
α织构和极少η织构组成,冷轧使γ织构和α织构加强,η织构减弱,退火过程中,织构发生了相反的变化[7]?在塑性变形过程中各晶粒的取向会在取向空间内沿不同的轨迹转动?总的来说,晶粒取向会从不稳定取向区转向稳定取向区,在向稳定取向区转变过程中,晶粒会在一些取向区稳定流动[8]?异步轧制下织构的组成
9
651第11期 张正贵等:3%Si 无取向硅钢异步轧制织构的演变
和转变与同步轧制基本相同,但在异步轧制中,由于搓轧区的存在,使变形区内部产生不对称形变,这种不对称的金属流变行为在织构的类型和强度上呈现出一种特殊的变化?在搓轧区形成的与剪切应力方向相反的摩擦力,造成了搓轧区上下表面金属流动速度的不同,在变形区产生较大的剪切力,引起较大的剪切变形?形成快辊侧和慢辊侧织构强度的差异,在慢辊侧α织构和γ织构均比快辊侧的取向密度高,冷轧织构受初始织构的影响不大?将冷轧板进行退火,一次再结晶后的织构对杂质的种类、含量及存在状态都很敏感,退火时发生一次再结晶的难易程度与各个晶体取向有很大关系?{111}〈112〉取向最容易再结晶,{001}〈110〉最不容易再结晶?由于冷轧板内的变形晶粒的晶体取向的不同,再结晶速度会有显著的不同,一次再结晶织构与冷轧织构中的{111}〈112〉取向具有密切的关系[9]?从图3可以看出,冷轧织构组分中有很强的反高斯织构{001}〈110〉,而退火后反高斯织构很弱?从图6可以看出,无论是快辊侧还是慢辊侧,退火后α织构强度明显降低,而γ织构变化不是十分明显,{111}〈110〉织构组分强度减弱,而{111}〈112〉织构组分强度加强?
4 结 论
1)异步轧制后慢辊侧的织构强度明显高于快辊侧?
2)以{110}和{113}织构为主的初始织构,异步冷轧后则转变为较强的反高斯织构和α织构及γ织构?
3)α织构退火后比冷轧明显降低,而γ织构变化不明显?
参考文献:
[1]毛卫民,余永宁?金属材料各向异性的开发研究[J]?金属
学热处理学报,1997,18(3):95-100?
(Mao Wei2min,Yu Y ong2ning.Research and development of
anisotropy in metal materials[J].T ransactions of Metal Heat
T reat ment,1997,18(3):95-100.)
[2]金自力,徐向棋?轧制条件对冷轧无取向硅钢织构的影响
[J]?特殊钢,2005,26(2):25-27?
(Jin Z i2li,Xu Xiang2qi.Effect of rolling process on texture evolution of cold rolled non2oriented silicon steel[J].S pecial
S teel,2005,26(2):25-27.)
[3]刘刚,王福,齐克敏,等?异步轧制取向硅钢中织构沿板厚
方向的分布与发展[J]?金属学报,1997,33(4):364-369?(Liu G ang,Wang Fu,Qi Ke2min,et al.Texture distribution and development through the thickness after cross shear rolling of grain oriented silicon steel[J].Acta Metall urgica Si nica,
1997,33(4):364-369.)
[4]刘刚,齐克敏,贺会军,等?异步轧制取向硅钢的织构形成
与转变机理[J]?钢铁研究学报,1999,11(5):30-33?
(Liu G ang,Qi Ke2min,He Hui2jun,et al.Mechanism of
texture formation and transformation in cross shear rolled grain oriented silicon steel[J].Journal of Iron and S teel Research,
1999,11(5):30-33.)
[5]沙玉辉,刘恩,徐家桢,等?磁场作用下取向硅钢薄带的再
结晶织构[J]?东北大学学报:自然科学版,2004,25(7):
665-667?
(Sha Yu2hui,Liu En,Xu Jia2zhen,et al.Recrystallization
texture of grain2oriented silicon steel thin strip under magnetic field[J].Journal of Northeastern U niversity:N at ural
Science,2004,25(7):665-667.)
[6]Liang Z D,Xu J,Wang F.Determination of ODF of
polycrystalline materials from incomplete pole figures[C]∥
Proc6th Int Conf on Textures of Materials.Tokyo:ISI J,
1981:1259-1265.
[7]Homma H,Y oshinag N,Sugiyams M,et al.Micro2scale
orientation study on RD∥〈011〉cold rolling texture and the
recrystallization in steel[J].M ateria Japan,2001,40(7):
650-654.
[8]Dillamore I L,Katoh H.The mechanisms of recrystallization
in cubic metals with particular reference to their orientation2 dependence[J].Metal Science,1974,8:73-78.
[9]Muraki M,Toge T,Sakata K,et al.Formation mechanism
of{111}recrystallization texture in ferritic steel[J].Iron and
S teel,1999,85(10):41-47.
0751东北大学学报(自然科学版) 第28卷
浅析二十辊轧机无取向硅钢的轧制工艺
浅析二十辊轧机无取向硅钢的轧制工艺 前言:二十辊轧机自上世纪问世以来,广泛用于高精度带才的轧制,据有关资料介绍,全世界95%以上的不锈钢带、硅钢带和精密合金带是用多辊轧机生产的。二十辊轧机为代表的多辊轧机以其工作辊辊径小、辊系刚度大、道次压下量大、能耗及运行成本低等特点,已经广泛用于国民经济的各相关行业,而且对国防、军工也是不可缺少。几十年的工艺尝试与研究,关于硅钢行业的生产工艺已日渐成熟。 关键字:压下率、张力、轧制力 正文:硅钢随着硅含量的增加,钢的屈服强度和抗拉强度明显提高(硅的质量分数小于3.5%时),伸长率显著降低,硬度迅速增高。硅钢的轧制比其他软钢困难,而且硅钢特别要求要有精确的成品厚度以及精确的压下率,同时要有好的板型。因此,一般冷轧硅钢采用二十辊轧机进行可逆式冷轧。 一般35W270、50W400以下牌号的普通无取向硅钢一般采用一次冷轧法生产,高牌号无取向硅钢常采用二次冷轧法生产。 一次冷轧法 轧制力 普通无取向硅钢一般采用一次冷轧法生产。热轧原料厚度为2.0~2.6mm的带钢经一个轧程轧到要求的成品厚度(0.35~0.50mm),总压下率为75%~90%。对道次压下率没有要求,这可根据轧机的刚度能力、带钢的加工性能、板型和表面状况等因素确定。为提高生产率,可充分发挥轧机能力,在允许的条件下,尽量采用大压下量冷轧,但在采用大压下量的同时,应注意带钢是否会出现边裂、板型不良等结果。所以一般在第一、第二道次用大压下率轧制,以后随着带钢加工硬化的不断增加,道次压下率逐渐减少,使各道次的轧制力大致相同。通常一次冷轧采用4~6道次轧制。当然,为了获得更为好的板型,消除热轧钢带的波动,也可采取增加轧制道次的轧制方法。 轧制张力 轧制张力应控制在带钢屈服强度极限的35%~60%。控制好长力是保证轧制过程的稳定,获得良好板型、厚度公差和降低单位轧制力的有效措施。 轧制速度 在允许的轧制速度范围内,尽可能的采用高速轧制以提高生产率。轧制速度的提高,轧制力便会相应减小。但是为了能够稳定轧制,一般在第一道次采用大压下量和较低的轧制速度,以防止轧辊极具加热,防止热轧来料的厚度波动而产生不均匀变形,造成厚度公差较大,当然还要防止断带。在第二道次开始轧制速度可以逐渐提高。 总结:二十辊轧机自上世纪问世以来,广泛用于高精度带才的轧制,据有关资料介绍,全世界95%以上的不锈钢带、硅钢带和精密合金带是用多辊轧机生产的。二十辊轧机为代表的多辊轧机以其工作辊辊径小、辊系刚度大、道次压下量大、能耗及运行成本低等特点,已经广泛用于国民经济的各相关行业,而且对国防、军工也是不可缺少。几十年的工艺尝试与研究,关于硅钢行业的生产工艺已日渐成熟。
无取向硅钢片生产技术要点
无取向硅钢片生产技术要点 一、无取向硅钢片生产技术要点 首先要求钢水纯净,经真空处理后碳含量降至0.01~0.005%,氧<0.005%,保护浇铸成厚板坯,低温热送,加热到1100~1200℃,保温3~4h,使AlN粗化,若轧机能力强,最好是1050~1100℃加热,防止铸坯中较粗的AlN、MnS析出物再固溶,使热轧及退火后晶粒细化,组分增多,磁性变坏。终轧温度要高些,以防止晶粒变粗,铁损降低。 对无取向的Si>1.7%的硅钢,由于变形抗力显著提高,导热性降低,并且连铸后柱状晶粗大,产品表面易产生瓦垅状缺陷,铸坯易产生内、外裂纹,故需慢热慢冷,加热温度也可略高一些,达1 200℃。这更便于热轧而且使终轧温度提高,热轧板晶粒粗化,可改善磁性。加热到1200℃,Mn S不会固溶,而AlN可能部分固溶,但由于钢中碳含量降低(如<0.01%,至0.004%),可使AlN固溶度明显减小,亦即使固溶温度提高。则≤1200℃加热仍可使AlN粗化,P15降低。通常开轧温度1180±20℃,终轧温度850±20℃。应注意含Si<1.7%或Si<2.5%而C>0.01%的硅钢在约1 000℃时存在明显的α+γ两相区,热轧塑性显著降低,γ相与α相变形抗力之差易引起不均匀变形,使板形不好,易出现裂边,成材率下降。故应尽量降低碳含量,使热轧精轧基本处于α相区或避开α+γ两相区,C≤0.003%的1.5%Si钢,热轧时由于γ相数量减少,也不裂边。碳量低,以后退火也不需要脱碳。 二、无取向硅钢片和取向硅钢片的关系: 1、二者都是冷轧硅钢片,但含硅量不同。冷轧无取向硅钢片含硅量0.5%-3.0%,冷轧取向硅钢片含硅量在3.0%以上。 2、生产工艺及性能的不同:无取向硅钢片较取向硅钢片工艺要求相对较低。 无取向硅钢片是将钢坯或连铸坯热轧成厚度约2.3mm带卷。制造低硅产品时,热轧带卷酸洗后一次冷轧到0.5mm厚。制造高硅产品时,热轧带酸洗后(或先经800~850℃常化后再酸洗),冷轧到0.55或0.37mm厚,在氢氮混合气氛连续炉中850℃退火,再经6~10%小压下率冷轧到0.50或0.35mm厚。这个小压下率的冷轧可使退火时晶粒长大,铁损降低。这两种冷轧板都在20%氢氮混合气氛下连续炉中850℃最终退火,然后涂磷酸盐加铬酸盐的绝缘膜。经冷轧至成品厚度,供应态多为0.35mm和0.5mm厚的钢带。冷轧无取向硅钢的Bs高于取向硅钢。 取向硅钢片要求钢中氧化物夹杂含量低,并必须含有C0.03~0.05%和抑制剂(第二相弥散质点或晶界偏析元素)。抑制剂的作用是阻止初次再结晶晶粒长大和促进二次再结晶的发展,从而获得高的(110)[001]取向。抑制剂本身对磁性有害,所以在完成抑制作用后,须经高温净化退火。采用第二相抑制剂时,板坯加热温度必须提高到使原来粗大第二相质点固溶,随后热轧或常化时再以细小质点析出,以便增强抑制作用。冷轧成品厚度为0.28、0.30或0.35mm。冷轧取向薄硅钢带是将0.30或0.35mm厚的取向硅钢带,再经酸洗、冷轧和退火制成。与冷轧无取向硅钢相比,取向硅钢要比无取向硅钢铁损低很多,磁性具有强烈的
冷轧带钢生产及工艺
贵州师范大学 本专科生作业(论文)专用封面 作业(论文)题目:冷轧带钢生产及工艺 课程名称:轧制过程自动化 学生姓名: 学号: 年级: 专业: 学院(部、所): 任课教师评分: 评阅意见: 任课教师签名:
冷轧带钢生产及工艺 摘要:本文阐述了冷轧板带钢生产应用及新技术、新工艺,还有冷轧板带钢的生产工艺特点。简要介绍了冷轧薄板带钢的生产工艺流程,根据市场需求和当今板带钢轧制最新设备。 关键词:冷轧带钢;轧制工艺;发展 在相关学科和技术发展的基础上,冷轧技术发展迅速,面貌日新月异,逐渐形成了现代冷轧工艺。经过几十年的发展,我国的冷轧事业不断地成长壮大,从只能生产建筑用材的产品发展成为能够生产高级汽车外板、高级家电板、高级包装材料和电工钢产品,无论产量,还是产品的规格品种多样化和质量,都有大幅提高。 一、冷轧带钢技术的特点 当今现代冷轧工艺技术的特点和发展趋势基本可以归纳为如下几个方面: 1.大力开发高精度轧制技术。 提高冷轧产品的精度,是用户的需要,也是冷轧技术发展的永恒目标。产品的精度主要指产品的外形尺寸精度,它是社会主义市场经济发展的需要,也是作为产品的最基本条件。 2.以过程冶金理论为基础,以低合金钢为重点,提高产品的冶金质量,扩大品种。 轧制过程是赋予金属一定的尺寸和形状的过程,同时也是赋予金属材料一定组织和性能的过程。轧材的最终组织性能取决于钢的化学
成分、洁净度和均匀度,以及加工过程的热履历。以物理冶金理论为基础,通过材料化学成分的优化和工艺制度的改进,已经大幅度提高了现有钢种的质量,并通过Nb、V、Ti微合金化开发出大批优良的新钢种。 3.提高连铸比,大力推广连铸连轧工艺及短流程技术。 采用连铸技术可以大幅度降低能耗,提高成材率,提高轧制产品的质量。近年我国的连铸比大幅度提高,促进了相关轧制技术的发展,特别是连铸和轧制衔接技术的发展。短流程是钢铁工业的发展方向,是目前国外竞相开发的热点。尽管目前还存在各种各样的问题,短流程这个大趋势是绝对不会逆转的。此外,半凝固态压力加工和薄带连续铸轧在将来一定会获得大的发展。 4.轧制过程连续化的新进展——无头轧制技术。 轧制过程的连续化是轧制技术发展的重要方向。无头轧制是连续轧制的新发展。冷轧机组通过轧前焊接、轧后切断以及轧制中的动态改变规格,最早实现了无头轧制技术。20世纪80年代又将冷连轧与酸洗机组连接起来,20世纪90年代,又开发成功常规板坯连续化的热轧无头轧制技术和与薄板坯连铸连轧相对应的无头轧制技术。 二、冷轧的主要产品种类 1、汽车板 国内冷轧汽车钢板研发迅速。宝钢、鞍钢等单位对4个关键工艺技术,即超低碳、氮、氧的冶炼控制、钢板的性能稳定化控制、板形控制和表面无缺陷控制进行长期研究,开发出IF钢、高强IF钢
硅钢片
硅钢是什么材料 硅钢带硬度,硅钢片性能,硅钢带成分 硅钢片材质是一种优质硅钢带材,佳洲金属直销硅钢带用途 硅钢片 它是一种含碳极低的硅铁软磁合金,一般含硅量为0.5~4.5%。加入硅可提高铁的电阻率和最大磁导率,降低矫顽力、铁芯损耗(铁损)和磁时效。 硅钢 硅钢是含硅量在3%~5%左右、其它主要是铁的硅铁合金。分为取向硅钢和无取向硅钢,是电力、电子和军事工业不可缺少的重要软磁合金。亦是产量最大的金属功能材料,主要用作各种电机、发电机和变压器的铁芯。它的生产工艺复杂,制造技术严格,国外的生产技术都以专利形式加以保护,视为企业的生命。 电工钢板的制造技术和产品质量是衡量一个国家特殊钢生产和科技 发展水平的重要标志之一。目前我国冷轧电工钢数量、质量、规格牌号,还不能满足能源(电力) 工业发展的需求,在生产技术、设备、管理及科研等方面与日本相比,存在较大差距。 硅是钢的良好脱氧剂,它与氧结合,使氧转变为稳定的不为碳还原的
SiO2,避免了因氧原子掺杂而使铁的晶格畸变。硅在α铁中成为固溶体后使电阻率增加,同时有助于将有害杂质碳分离出来。因此,一般含杂质的铁加入硅后能提高磁导率、降低矫顽力和铁损。但含硅量增加又会使材料变硬变脆,导热性和韧性下降,对散热和机械加工不利,故一般硅钢片的含硅量不超过4.5%。 B35A300,B35A440,B50A470,B50A800,B65A470-H,B65A800-A 硅钢分类 热轧硅钢片 热轧硅钢片是将Fe-Si合金用平炉或电炉熔融,进行反复热轧成薄板,最后在800-850℃退火后制成。热轧硅钢片主要用于发电机的制造,故又称热轧电机硅钢片,但其可利用率低,能量损耗大,近年相关部门已强令要求淘汰。 冷轧无取向硅钢片 冷轧无取向硅钢片最主要的用途是用于发电机制造,故又称冷轧电机硅钢。其含硅量0.5%-3.0%,经冷轧至成品厚度,供应态多为0.3 5mm和0.5mm厚的钢带。冷轧无取向硅钢的Bs高于取向硅钢;与热轧硅钢相比,其厚度均匀,尺寸精度高,表面光滑平整,从而提高了填充系数和材料的磁性能。 冷轧取向硅钢片
包钢无取向硅钢生产线生产工艺解析
包钢无取向硅钢生产线生产工艺解析 硅钢是指含硅量在0. 5% ~ 4. 5% 左右的硅铁合金,是电力、电子和军事行业不可缺少的重要软磁合金,被称为钢铁产品中的“艺术品”。 经过对包钢薄板厂20万t硅钢生产工艺的探索与总结,钢板清洗质量、退火炉退火温度、涂覆膜厚度等因素,是影响硅钢成品性能的关键因素.优化前清洗段的清洗质量是降低炉辊结瘤概率的有效手段.保证退火炉的退火温度在750~950℃是细化钢板晶粒,调整组织,消除组织缺陷的核心工艺.涂覆膜均匀、厚度合理,保证在3.2~3.5 g/m2,是确保硅钢片免受各种腐蚀介质的侵蚀的重要措施。 1、硅钢生产工序 铁水预脱硫处理→转炉冶炼→RH 处理→薄板坯连铸连轧→酸洗→冷轧→连续退火→涂层→卷取( 取样检验) →包装出厂 在硅钢生产末段,即退火、涂层段,是直接决定硅钢成品的性能好坏及成品等级的阶段,如何管控好相应的工艺变得尤为重要。 2、退火涂层工艺解析 2.1 前清洗段 硅钢生产线主要控制的是退火与涂层两部分。然而,在冷轧原料进入退火炉退火前,由于生产环境的不同,硅钢原料表面不可避免的包含一些污染物,这些污物主要包括:轧制过程中残留的乳化液、润滑油和铁粉,以及在冷硬卷存放过程中产生的锈和落上的尘土。因此,必须对板带进行清洗,否则将严重影响最终成品表面质量,从而影响成品等级。 硅钢生产线在退火炉前专门设置了前清洗段,并且针对不同性质的杂质,设计不同种类的清洗介质,做到对症下药,有的放矢。 硅钢线前清洗段的清洗结构与清洗原因如下所述:前清洗段的布置结构依次为:碱浸洗段、碱刷洗段、电解清洗段、水刷洗段、水浸洗段、水漂洗段。各段针对不同性质的杂质,分类清洗,主要清洗原理是: (1) 乳化液、润滑油:利用清洗液中NaOH的皂化反应初步去除板面上植物性油脂,在利用活性剂成分初步去除板面上的矿物性油脂。结合刷洗和电解清洗深层次去除钢带表面的油脂。 (2) 铁粉:利用刷洗初步去除钢带外层的铁粉,利用电解清洗深层次去除钢带表面的铁粉。 (3) 锈:钢带表面的粘附的铁锈颗粒可以经刷洗去除。 (4) 尘土:可经脱脂清洗去除。 (5) 经过前清洗段对板带各种类型的冲洗,原板污物绝大多数已经清洗干净,能够满足后续生产工艺的要求。 2.2 连续退火 退火是一种金属热处理工艺,指的是将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却。目的是降低硬度,改善切削加工性;消除残余应力,稳定尺寸,减少变形与裂
硅钢片基本知识
五金知识:矽钢片 -------------------------------------------------------------------------------- 来源: 发布日期: 电工用硅钢薄板俗称矽钢片或硅钢片。顾名思义,它是含硅高达0.8%-4.8%的电工硅钢,经热、冷轧制成。一般厚度在1mm以下,故称薄板。硅钢片广义讲属板材类,由于它的特殊用途而独立一分支。 电工用硅钢薄板具有优良的电磁性能,是电力、电讯和仪表工业中不可缺少的重要磁性材料。 (1)硅钢片的分类 A、硅钢片按其含硅量不同可分为低硅和高硅两种。低硅片含硅2.8%以下,它具有一定机械强度,主要用于制造电机,俗称电机硅钢片;高硅片含硅量为 2.8%-4.8%,它具有磁性好,但较脆,主要用于制造变压器铁芯,俗称变压器硅钢片。两者在实际使用中并无严格界限,常用高硅片制造大型电机。 B、按生产加工工艺可分热轧和冷轧两种,冷轧又可分晶粒无取向和晶粒取向两种。冷轧片厚度均匀、表面质量好、磁性较高,因此,随着工业发展,热轧片有被冷轧片取代之趋势(我国已经明确要求停止使用热轧硅钢片,也就是前期所说的"以冷代热")。 (2)硅钢片性能指标 A、铁损低。质量的最重要指标,世界各国都以铁损值划分牌号,铁损越低,牌号越高,质量也高。 B、磁感应强度高。在相同磁场下能获得较高磁感的硅钢片,用它制造的电机或变压器铁芯的体积和重量较小,相对而言可节省硅钢片、铜线和绝缘材料等。 C、叠装系数高。硅钢片表面光滑,平整和厚度均匀,制造铁芯的叠装系数提高。 D、冲片性好。对制造小型、微型电机铁芯,这点更重要。 E、表面对绝缘膜的附着性和焊接性良好。 F、磁时效 G、硅钢片须经退火和酸洗后交货。 (一)电工用热轧硅钢薄板(GB5212-85) 电工用热轧硅钢薄板以含碳损低的硅铁软磁合金作材质,经热轧成厚度小于1mm的薄板。电工用热轧硅钢薄板也称热轧硅钢片。 热轧硅钢片按其合硅量可分为低硅(Si≤2.8%)和高硅(Si≤4.8%)两种钢片。 (二)电工用冷轧硅钢薄板(GB2521-88)
宝钢无取向硅钢片钢带化学成分分析
宝山钢铁股份有限公司企业标准 全工艺冷轧无取向电工钢带 (Q/BQB 480-2009 代替Q/BQB480-2007) 1 范围 本标准规定了公称厚度为0.35mm,0.50mm和0.65mm全工艺冷轧无取向电工钢带的定义、分类和代号、尺寸、外形、重量、磁特性等技术要求、检验和试验、包装、标志及检验文件等。 本标准适用于宝山钢铁股份公司生产的、用于磁路结构的、以最终退火状态交货的全工艺冷轧无取向电工钢带(以下简称钢带)。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 2791-1995 胶粘剂T剥离强度试验方法挠性材料对挠性材料 GB/T 3102.5-1993 电学和磁学的量和单位 GB/T 3655-2008 用爱泼斯坦方圈测量电工钢片(带)磁性能的方法 GB/T 8170-2008 数值修约规则与极限数值的表示和判定 GB/T 9637-2001 电工术语磁性材料与元件 GB/T 13789-2008 用单片测试仪测量电工钢片(带)磁性能的方法 GB/T 19289-2003 电工钢片(带)的密度、电阻率和叠装系数的测量方法 Q/BQB 400 冷轧产品的包装、标志及检验文件 Q/BQB 401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差 3 术语和定义 3.1 铁损(比总损耗)iron loss ( specific total loss) 铁损是指在交变磁场下磁化试样时,消耗在试样上的无效电能。在给定频率和最大磁感应强度进行磁化的情况下,铁损用符号P(10Bm/f)表示,单位为W/kg。 例:P15/50表示在最大磁感应强度为1.5T、频率为50Hz时,单位kg试样的铁损。 3.2 磁化特性(磁感应强度)magnetic polarization(magnetic flux density) 磁化特性通常用正常磁化曲线上,对应于给定磁场强度的磁感应强度(磁极化强度)来表示。磁感应强度的符号为B(0.01H),单位为T(特
硅钢生产流程
鞍钢冷轧硅钢厂简介 发布时间:2010-03-12 关键词:鞍钢,冷轧,硅钢,厂简,介 鞍钢冷轧硅钢工程是经国家批准的鞍钢“十五”规划的重点技改项目,该工程于2003年6月18日正式开工,2004年7月19日第一条连退机组热负荷试车并生产出第一卷合格冷硅钢卷。2005年3月30日4条硅钢连退生产线、1条酸轧联合机组已全部建成。该工程的建成添补了鞍钢此类生产的空白,为鞍钢“建精品基地,创世界品牌”奠定了总要基础。 鞍钢冷轧硅钢厂正式成立于2004年7月,该厂主要设备有1条酸洗轧机组联合机组,4条电工钢连续退火涂层机组,4条切边重卷机组,2条包装机组等,厂房占地面积173240m3,设计年生产量为100万吨,其中80万吨为中、底牌号无取向硅钢,20万吨冷硬卷。 酸轧联合机组可生产后、700-1380mm宽的电工钢板和冷轧板,连续退火涂层机组可生产厚、700-1280mm宽的电工钢产品,产品质量、成材率、能耗、劳动生产率、环保等各项技术指标达到国内先进水平,有些指标达到了国际先进水平。产品能够满足中小型电机、家用电器等需要,具有尺寸精度高、磁特性好、性能稳定、绝缘性强等特点,是钢铁行业深加工的优质板材。 鞍钢冷轧硅钢厂整体装备水平达到国际先进水平,是我国自主集成和建设的具有一流水平的冷轧硅钢生产线。 鞍钢冷轧无取向硅钢生产流程图
酸洗-轧机联合机组硅钢连退涂层机组 硅钢连退涂层机组包装机组
包装机组磨辊间可供产品牌号、规格及主要用途 产品特性: 1.产品性能稳定:制造工艺先进、钢质纯净、磁性稳定。 2.尺寸精度高:表面光滑、厚度均匀,同板差小,使用于连续高速冲床使用。 3.加工性能优良:冲片性和焊接性能良好便于剪切和冲压。 4.产品规格齐全,满足不同生产要求。 5.产品图层性能稳定,符合环保要求。 牌号及性能
硅钢片性能及牌号对照
矽钢片的好坏取决于矽钢片的材质和加工工艺,EI型矽钢片的加工工艺最重要。它直接影响 变压器的质量,加工工艺中的冲压方法,退火方法最重要,同一材质的矽钢片冲压毛刺小的 与毛刺大的制作的变压器性能差7%,同一材质的矽钢片退后(氮气保护退火)与不退火的矽钢片制作的变压器性能相差7-10% 国内常用的H系列编号,是沿用70年代-90年代的日本新日铁的标号。而现在正规厂家都按照新的标号标示。 旧标号新标号性能相当材料我知道的批发价格{退火片要贵1000-2000米/吨} H12 50H270 50WW270 B50A270 21000元 H14 50H310 50WW310 B50A310 15800元 H18 50H470 50WW470,B50A470 14000元 H23 50H600 50WW600,B50A600 12600元 H30 50H700 50WW700,B50A700 11000元 H40 50H800 50WW800,B50A800 9600元 H50 50H1000 50WW1000, B50A1000 8500元 H60 50H1300 50WW1300,B50A1300 8000元 从工艺上说,Z系列均为冷轧有取向高含硅量,H系列一般是冷轧无取向中高含硅量, H型无取向性钢片也有0.35MM的薄片。但是产量很少,一般用于要求较高的场合。 无取向硅钢片常用的有下列几种: H50 H23 H18 H14 H12 比重 7.85 7.75 7.65 7.65 7.65 铁损P1.5/50HZ≤13 6.2 4.7 4.0 3.6 磁通密度B50≥ 1.69 1.66 1.64 1.61 1.6 按温升来说H18低于H23,H23低于H50 按空载电流则相反。 另外同一牌号有白片黑片之分,黑片{退火片}性能优于白片。另外同一牌号铁芯尺寸不同性能也不同。 有取向硅钢带常用的牌号有 Z11 Z10
无取向硅钢片
无取向硅钢片 硅钢俗称矽钢片或硅钢片,是电力、电子和军事工业不可缺少的含碳极低的硅铁软磁合金,亦是产量最大的金属功能材料,其产量约占世界钢材产量的1%,它是含硅0.8,-4.8,的硅铁合金,经热、冷轧成厚度在1mm以下的硅钢薄板。加入硅可提高铁的电阻率和最大磁导率,降低矫顽力、铁芯损耗(铁损)和磁时效,主要用作各种电机、发电机和变压器的铁芯。 一、硅钢片分类: A、硅钢片按其含硅量不同可分为低硅和高硅两种。低硅片含硅2.8,以下,它具有一定机械强度,主要用于制造电机,俗称电机硅钢片;高硅片含硅量为2.8,-4.8,,它具有磁性好,但较脆,主要用于制造变压器铁芯,俗称变压器硅钢片。两者在实际使用中并无严格界限,常用高硅片制造大型电机。 B、按生产加工工艺可分热轧和冷轧两种,冷轧又可分晶粒无取向和晶粒取向两种。冷轧片厚度均匀、表面质量好、磁性较高,因此,随着工业发展,热轧片有被冷轧片取代之趋势(我国已经明确要求停止使用热轧硅钢片,也就是前期所说的:以冷代热:)。 二、无取向硅钢片的定义: 无取向硅钢片是按照一定生产工艺,形成无取向性变形织构结晶结构的硅钢片。 三、无取向硅钢片和取向硅钢片的关系: 1、二者都是冷轧硅钢片,但含硅量不同。冷轧无取向硅钢片含硅量0.5%- 3.0%,冷轧取向硅钢片含硅量在3.0%以上。 2、生产工艺及性能的不同:无取向硅钢片较取向硅钢片工艺要求相对较低。
无取向硅钢片是将钢坯或连铸坯热轧成厚度约2.3mm带卷。制造低硅产品时,热轧带卷酸洗后一次冷轧到 0.5mm厚。制造高硅产品时,热轧带酸洗后(或先经800,850?常化后再酸洗),冷轧到0.55或0.37mm厚,在氢氮混合气氛连续炉中850?退火,再经6,10,小压下率冷轧到0.50或0.35mm厚。这个小压下率的冷轧可使退火时晶粒长大,铁损降低。这两种冷轧板都在20,氢氮混合气氛下连续炉中850?最终退火,然后涂磷酸盐加铬酸盐的绝缘膜。经冷轧至成品厚度,供应态多为0.35mm 和0.5mm厚的钢带。冷轧无取向硅钢的Bs高于取向硅钢。 取向硅钢片要求钢中氧化物夹杂含量低,并必须含有C0.03,0.05,和抑制剂(第二相弥散质点或晶界偏析元素)。抑制剂的作用是阻止初次再结晶晶粒长大和促进二次再结晶的发展,从而获得高的(110)[001]取向。抑制剂本身对磁性有害,所以在完成抑制作用后,须经高温净化退火。采用第二相抑制剂时,板坯加热温度必须提高到使原来粗大第二相质点固溶,随后热轧或常化时再以细小质点析出,以便增强抑制作用。冷轧成品厚度为0.28、0.30或0.35mm。冷轧取向薄硅钢带是将0.30或0.35mm厚的取向硅钢带,再经酸洗、冷轧和 退火制成。与冷轧无取向硅钢相比,取向硅钢要比无取向硅钢铁损低很多,磁性具有强烈的方向性;在易磁化的轧制方向上具有优越的高磁导率与低损耗特性。取向钢带在轧制方向的铁损仅为横向的1/3,磁导率之比为6:1,其铁损约为热轧带的1/2,磁导率为后者的2.5倍。 3、性能及用途:由于二者性能特点不同,在使用方向上存在差异冷轧无取向硅钢片最主要的用途是用于发电机制造,故又称冷轧电机硅钢。冷轧取向硅钢带最主要的用途是用于变压器制造,所以又称冷轧变压器硅钢。 (1)硅钢片性能指标: A、铁损低。质量的最重要指标,世界各国都以铁损值划分牌号,铁损越低,牌号越高,质量也高。
冷轧无取向硅钢性能指标检测方法汇编(第一版)汇总
冷轧无取向硅钢性能指标检测方法及性能指标控制管理制度汇编
目录 第一部分冷轧无取向硅钢性能指标控制管理制度 1、冷轧无取向硅钢磁性能指标控制管理制度-----------------------------2 2、冷轧无取向硅钢叠装系数指标控制管理制度--------------------------10 3、冷轧无取向硅钢反复弯曲指标控制管理制度--------------------------12 4、冷轧无取向硅钢力学性能指标控制管理制度--------------------------15 5、冷轧无取向硅钢硬度指标控制管理制度------------------------------21 第二部分附录 1、GB/T 228.1-2010 金属材料拉伸试验第1部分:室温试验方法 2、GB/T 235-1999 金属材料厚度等于或小于3mm薄板或薄带反复弯曲试验方法 3、GB/T 3655-2008 用爱泼斯坦方圈测量电工钢片(带)磁性能的方法 4、GB/T 13789-2008 用单片测试仪测量电工钢片(带)磁性能的方法 5、GB/T 19289-2003 电工钢片(带)的密度、电阻率和叠装系数的测量方法 6、GB/T 230.1-2009 金属材料洛氏硬度试验第1部分:试验方法 7、GB/T 231.1-2009 金属材料布氏硬度试验第1部分:试验方法 8、GB/T 4340-2009 金属材料维氏硬度试验第1部分:试验方法
冷轧无取向硅钢磁性能指标控制管理制度 一、目的 磁性是判定所有硅钢产品牌号以及订货和交货的依据。产品磁性应满足国家标准中规定的相应牌号及订货合同中规定的磁性水平。为了对硅钢片的磁性进行有效监控,现制定本管理制度。 二、用爱泼斯坦方圈测量磁性能的标准方法(用于实验料) 依据GB/T 3655-2008提供的用爱泼斯坦方圈测量电工钢片(带)磁性能的方法如下: 1、装置 25cm 爱泼斯坦方圈由四个线圈组成,它形成一个空载的变压器。爱泼斯坦方圈应包含一个用于空气磁通补偿的互感线圈。支撑线圈的绕组骨架由硬的绝缘材料制成,如酚醛树脂纸板。绕组骨架具有矩形横截面,其内部宽度为32mm ,推荐高度约为10mm 。 线圈安放在一个绝缘的无磁性的底板上,形成一个方框(见图1)。由样片的内缘形成的正方形边长为 图1 标准25cm 爱泼斯坦方圈 四个线圈中的每一个都应有2个绕组:初级绕组(外层,磁化绕组)、次级绕组(内层,感应电压绕组)。 。 mm 2201 0-
硅钢工艺流程及流程说明
硅钢工艺流程 开卷机 双层剪 焊机 碱喷洗槽 入口活套 碱刷洗槽 1#热风干燥 热水喷洗槽 水刷洗槽 电解清洗槽 水喷淋冷却器 退火炉段 涂层干燥炉 涂层机 2#热风干燥 空气喷射冷却炉 出口活涂层烧结炉 在线检查镜 出口剪 卷取机
硅钢工艺说明 钢卷从钢卷库通过吊车吊运到入口钢卷存放鞍座,钢卷小车将钢卷送到1号或2号开卷机上。入口侧钢卷输送系统设有钢卷高度对中及宽度对中系统,使钢卷能自动并顺利地插入开卷机芯轴,并保证钢卷中心线始终处于机组中心线位置。 开卷机头部设有转向夹送辊,通过开卷器将钢带引入转向夹送装置中,对带钢头部进行夹送及转向。带钢进入双层剪切机由人工设定剪切长度和剪切次数后自动剪切。切下的钢板通过入口切头输出装置送往废料箱。剪切后的钢带经过3号转向夹送辊到达焊机,由焊机把两卷带钢头尾焊接起来。为提高机组生产效率和缩短入口活套长度,焊机采用有限搭接焊机。 经过焊接后的带钢通过1号张力辊和1号纠偏辊送至入口活套。入口活套用于贮存带钢,以保证当入口段上卷及焊接停机时工艺段连续运行。在正常生产时入口活套通常处于满套状态,活套贮量为420米,确保机组能稳定高速地运行。 带钢从入口活套出来后,经过2号张力辊后,进入碱喷淋装置、碱刷洗装置、电解清洗装置、水刷洗装置、热水喷淋装置,将带钢表面的轧制油及杂物清洗干净。经1号热风干燥器烘干后,通过5#纠偏辊纠偏,运行到钢结构平台上部,穿过 3号和4号张力辊及1号张力计辊,便进入退火炉内进行退火。 退火炉主要由下列部分的炉段组成:入口密封室、预热炉、无氧化加热炉、1号炉喉、辐射管加热炉、2号炉喉、均热炉、3号炉喉、循环气体喷射控冷段、4号炉喉、循环气体喷射快冷段、出口密封室。在上述炉段预热、加热、均热、冷却,完成对带钢脱碳退火、晶粒长大、提高磁性及清除应力的工艺处理。经过热处理之后的带钢经水喷淋冷却器调整板温,并经挤干辊挤压表面残余水份,经2号热风干燥器烘干后带钢进入6号纠偏夹送辊并输入到钢结构平台下部运行。 平台下部设6号转向辊及5号张力辊。为了给带钢表面涂覆绝缘涂层,机组上设置了二台涂层机,并配置了绝缘涂层液供给系统及涂层液配制系统。与此相配套设置了涂层烘干炉、涂层烧结炉及空气喷射冷却器,用以生产出合格的绝缘涂层产品。经过涂层后的带钢通过7号纠偏辊(3号张力计辊)及6号张力辊进入出口活套,在活套的出口处设有2号焊缝检测仪、测厚仪及连续铁损测量仪,用以测定钢板的铁损值(并将测量值送到剪切机组)。带钢再经过10、11号转向辊到
硅钢思路方案
无取向硅钢 硅钢号称钢铁产品的“工艺品”,该钢种是目前国内仅存的为数不多的还没有广泛生产、开发的产品之一,并且该钢种是去年盈利水平最高的钢种之一,国内仅武钢、宝钢、太钢、鞍钢等大型企业生产,生产难度较大,鞍钢的ASP1700和济钢的热连轧生产线工艺装备条件非常接近,因此,通过考察其无取向硅钢、双相钢等的生产情况,对济钢开发此类钢种具有借鉴作用。 1.鞍钢二炼钢的生产工艺、产品概况 鞍钢硅钢产品主要在其二炼钢生产,二炼钢主要有100吨转炉3座,年产量360万吨,坯料主要供ASP1700线,供中板40-50万吨,部分供180吨转炉3座,年产量460万吨,主要供传统热连轧1780mm生产线。 1.1 ASP1700 生产线 鞍钢ASP1700生产线是鞍钢最早的热轧钢带生产线,其主要工艺流程为:铁水预处理-RH精炼-LF精炼-中薄板坯连铸机连铸-加热炉加热-二辊粗轧机-四辊粗轧机-保温罩-热卷箱-六机架精轧机-层流冷却-卷取-喷号、称重-入库。其主要设备有100吨转炉3座,LF炉2座,1台双工位RH,2台135mm的中薄板坯连铸机,可在线调宽,调宽范围可达到300mm,两座步进式加热炉,带大立辊的二辊粗轧机,可调宽80mm,带立辊的四辊粗轧机,保温罩,热卷箱,六机架精轧机,两台卷取机等。 ASP 1700线2010年产量252万吨,冷轧基料约占70—80%,无取向硅钢22万吨,其余为部分花纹板、普碳等,其中≤3mm的80万吨,约占31.8%,最薄可以生产到2.0mm,2.3mm的可实现批量生产。
1.2 1780生产线 1780传统热连轧生产线2010年产量450万吨,其产品主要有4大类,分别是汽车用钢100万吨以上、硅钢80万吨,主要是无取向硅钢,管线主要是X70以下50万吨,集装箱60万吨,其余主要是冷轧基料、汽车大梁、机车车辆钢、高强钢等,其中机车车辆钢Q450NQR1约20-30万吨。为了生产硅钢其1780mm生产线上了专门的硅钢加热炉和边部加热器等,以及后道工序的专门的硅钢生产线。 1.3冷轧情况 其共有5条冷轧生产线,一冷180万吨,二冷150万吨,都是酸轧联合机组+罩退工艺,三冷200万吨,四冷120万吨,是酸轧联合机组+连退工艺,五冷是硅钢生产线,是酸轧联合机组+连退工艺。主要产品定位汽车板、家电板、硅钢。 鞍钢冷轧硅钢线是经国家批准的鞍钢“十五”规划的重点技改项目,该工程于2003年6月开工,2005年全线投产。主要装备包括有1条酸洗轧机组联合机组(六辊),4条电工钢连续退火涂层机组,4条切边重卷机组,2条包装机组等,设计年生产量为100万吨,其中80万吨为中、底牌号无取向硅钢,20万吨冷硬卷。酸轧联合机组可生产0.18-2mm厚、700-1380mm 宽的电工钢板和冷轧板,连续退火涂层机组可生产0.35-0.65mm厚、700-1280mm规格板。 2.硅钢生产情况 2.1 2010年硅钢生产概况 2010年鞍钢硅钢产量约100万吨,以无取向硅钢为主,取向硅钢在10年10月份才形成批量,但合格率较低,低于40%,合格率低主要在冷
硅钢基础知识
硅钢带的生产 1903年美国和德国首先生产了热轧硅钢。美国阿姆柯钢公司于1935年开始生产冷轧 取向硅钢,20世纪40年代初生产无取向硅钢。50年代主要工业发达国家陆续引进阿姆柯技术专利。70年代前,世界约80%取向硅钢都按此专利生产。1968年日本新日铁正式生 产高磁感取向硅钢(Hi-B钢)。从1971年开始,美国等6个国家引进了日本Hi—B钢专利。从1968年开始,日本在冷轧电工钢产品质量、制造技术和装备、开发新产品和新技术、科研和测试技术各方面都远超过美国,处于领先地位。 我国太原钢铁(集团)公司于1954年首先生产热轧硅钢。1957年钢铁研究总院研制成功 冷轧取向硅钢,到1973年已掌握阿姆柯技术专利要点。1974年武汉钢铁(集团)公司从日本新日铁引进冷轧硅钢制造装备和专利,1979年正式生产11个牌号的冷轧取向及无取向硅钢。 4.1电工钢的分类及性能 4.1.1电工钢的分类 电工钢按其成分分为低碳低硅(碳含量很低,硅的质量分数小于0.5%)电工钢和硅钢 两类;按最终加工成形的方法分为热轧硅钢和冷轧硅钢两大类;按其磁各向异性分为取向电工钢和无取向电工钢。 热轧硅钢板均系无取向硅钢,硅钢的磁各向异性是在冷轧后通过二次再结晶过程发展 而成的,因此只有冷轧电工钢才有取向与无取向之分。由于产品的用途不同对磁各向异性的要求不同。在旋转状态下工作的电机要求电工钢磁各向同性,用无取向电工钢制造;变压器在静止状态下工作,要求沿一个方向磁化(轧制方向),用冷轧取向硅钢制造,因此取向硅钢又称变压器钢。 我国电工用热轧硅钢薄板的国家标准号为GB5212—85;从20世纪60年代开始,主要 工业发达国家陆续停止了热轧硅钢板的生产。 我国冷轧晶粒取向、无取向磁性钢带(片)的国家标准号为GB2521—1996。 标准中的牌号表示方法为:以字母W表示无取向钢带(片);以字母Q表示取向钢带(片);以字母G表示取向钢中的高磁感材料。 在一些资料、书籍中,称普通取向硅钢为GO钢,高磁感取向硅钢为Hi-B钢, 电工钢分类见表3—1。 4.1.2电工钢的性能要求 4.1.2.1磁性能 电工钢是以其铁损和磁感应强度作为产品磁性保证值的。用户对电工钢的磁性能要求 如下: (1) 低的铁损。铁损(尸t)是由磁滞损耗(Ph)、涡流损耗(Pe)和反常损耗(Pa)三部分组成的。铁损低可节省大量电力、延长电机和变压器工作时间并简化冷却装置。因电工钢的铁损造成的电量损失占一个国家年发电量的2.5%一4.5%,其中变压器约占50%,小电机占30%,镇流器占15%。因此,各国生产电工钢板总是千方百计地降低铁损,并以铁损作为考核产品磁性能的最重要的指标,按铁损值作为划分牌号的依据。 (2) 高的磁感应强度。磁感应强度高,铁芯激磁电流(空载电流)降低,导线电阻引起的 铜损和铁芯铁损降低,可节省电能。当电机或变压器容量不变时,磁感应强度高可使铁芯体积缩小和质量减轻,节省电工钢板、导线等的用量,并使铁芯铁损和制造成本降低,有利于
硅钢片取向和无取向
电工用硅钢薄板俗称矽钢片或硅钢片。顾名思义,它是含硅高达0.8%-4.8%的电工硅钢,经热、冷轧制成。一般厚度在1mm以下,故称薄板。硅钢片广义讲属板材类,由于它的特殊用途而独立一分支。 电工用硅钢薄板具有优良的电磁性能,是电力、电讯和仪表工业中不可缺少的重要磁性材料。 (1)硅钢片的分类 A、硅钢片按其含硅量不同可分为低硅和高硅两种。低硅片含硅2.8%以下,它具有一定机械强度,主要用于制造电机,俗称电机硅钢片;高硅片含硅量为2.8%-4.8%,它具有磁性好,但较脆,主要用于制造变压器铁芯,俗称变压器硅钢片。两者在实际使用中并无严格界限,常用高硅片制造大型电机。 B、按生产加工工艺可分热轧和冷轧两种,冷轧又可分晶粒无取向和晶粒取向两种。冷轧片厚度均匀、表面质量好、磁性较高,因此,随着工业发展,热轧片有被冷轧片取代之趋势(我国已经明确要求停止使用热轧硅钢片,也就是前期所说的"以冷代热")。 (2)硅钢片性能指标 A、铁损低。质量的最重要指标,世界各国都以铁损值划分牌号,铁损越低,牌号越高,质量也高。 B、磁感应强度高。在相同磁场下能获得较高磁感的硅钢片,用它制造的电机或变压器铁芯的体积和重量较小,相对而言可节省硅钢片、铜线和绝缘材料等。 C、叠装系数高。硅钢片表面光滑,平整和厚度均匀,制造铁芯的叠装系数提高。 D、冲片性好。对制造小型、微型电机铁芯,这点更重要。 E、表面对绝缘膜的附着性和焊接性良好。 F、磁时效现象小 G、硅钢片须经退火和酸洗后交货。 (一)电工用热轧硅钢薄板(GB5212-85) 电工用热轧硅钢薄板以含碳损低的硅铁软磁合金作材质,经热轧成厚度小于1mm的薄板。电工用热轧硅钢薄板也称热轧硅钢片。 热轧硅钢片按其合硅量可分为低硅(Si≤2.8%)和高硅(Si≤4.8%)两种钢片。 (二)电工用冷轧硅钢薄板(GB2521-88) 用含硅0.8%-4.8%的电工硅钢为材质,经冷轧而成。 冷轧硅钢片分晶粒无取向和晶粒取向两种钢带。冷轧电工钢带具有表面平整、厚度均匀、叠装系数高、冲片性好等特点,且比热轧电工钢带磁感高、铁损低。用冷带代替热轧带制造电机或变压器,其重量和体积可减少0%-25%。若用冷轧取向带,性能更佳,用它代替热轧带或低档次冷轧带,可减少变压器电能消耗量45%-50%,且变压器工作性能更可靠。 用于制造电机和变压器。通常,晶粒无取向冷轧带用作电机或焊接变压器等的状态;晶粒取向冷轧带用作电源变压器、脉冲变压器和磁放大器等的铁芯。 钢板规格尺寸:厚度为0.35、0.50、0.65mm,宽度为800-1000mm,长度为≤2.0m。(三)家电用热轧硅钢薄板(GBH46002-90) 家电用热轧硅钢薄板的牌号以J(家)D(电)R(热轧)表示,即JDR。JDR后数字为铁损值*100,横线后数字为钢板厚度(mm)*100。家电用热轧硅钢片对电磁性能要求可稍低一点,铁损值(P15/50)最低值为5.40W/kg。一般不经配洗交货。 用于各种电风扇、洗衣机、吸尘器、抽油烟机等家用电器的微分电机等。 顾名思义取向硅钢对取向有要求它铁损低用于制造大型变压器,无取向硅钢对取向有没要求它铁损较高用于制造中小电机铁芯定转子,两者区别在硅的含量取向硅钢要比无取向硅钢高很多.
硅钢片基础知识全集
冷轧晶粒取向、无取向磁性钢带标准 1、范围 本标准规定了晶粒取向、无取向磁性钢带(片)的牌号、磁特性、尺寸、外形、力学性能、工艺特性和检验方法等。 本标准适用于磁路结构中使用的、带有绝缘涂层的全工艺冷轧取向和无取向磁性钢带(片)。 2、引用标准 下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均为有效。所有标准都会修订,使用本标准 和各方应探讨使用下列标准最新版本的可能性。 228-87 金属拉伸试验方法 235-88 金属反复弯曲试验方法(厚度等于或小于3薄板及带材) 247-87 钢板和钢带验收、包装、标志及质量证明书的一般规定 2522-88 电工钢片(带)层间电阻、涂层附着性、迭装系数测试方法 3076-82 金属薄板(带)拉伸试验方法 3655-92 电工钢片(带)磁、电和物理性能测量方法 6397-86 金属拉伸试验试样 13789-92 单片电工钢片(带)磁性能测量方法 3、定义和牌号表示方法 3.1定义 3.1.1标准比总铁损 当磁感应强度随时间按正弦规律变化,其峰值为某一标定值,变化频率为某一标定频率时,单位质量的铁芯在温度20℃时所有消耗的功率定为标准比总铁损(简称标准铁损或铁损),单位为 3.1.2标准磁感应强度 温度为20℃,铁芯试样从退磁状态,在标定频率下磁感应强度按正弦规律变化,当交流磁场的峰值达到某一标定值时,铁芯试样磁感的峰值为标准磁感强度(简称磁感应强度或磁感),单位为T 3.1.3弯曲次数 弯曲次数是用肉眼观察到基体金属上第一次出现裂纹前反复弯曲的次数,它代表了材料的延展性。
3.2牌号表示方法 4、分类 本标准中的磁性钢带(片)分为取向和无取向两大类,每类按最大铁损和材料的公称厚度分成不同牌号。 5、技术要求 5.1磁特性 5.1.1磁感 取向钢在800交变磁场(峰值),频率为50时,规定的最小磁感值B800(峰值)应符合表1的规定 无取向钢在5000交变磁场(峰值),频率为50时,规定的最小磁感值B5000(峰值)应符合表2的规定 5.1.2铁损 取向钢在磁感为1.7T、频率为50时,规定的最大铁损P1.7应符合表1的规定。无取向钢在磁咸为1.5T、频率为50时,规定的最大铁损P1.5应符合表2的规定 表1、取向钢磁特性的工艺特性
国内硅钢行业市场发展概况
国内硅钢行业市场发展概况 据中国报告大厅了解,硅钢亦称电工钢,指含硅为 1.0-4.5%,成品含碳量低于0.03%的硅合金钢。硅钢有特殊的性能,即导磁率高,矫顽力低,电阻系数大,因而磁滞损失较小。硅钢是电力、电子和军事工业不可缺少的重要软磁合金,亦是产量最大的金属功能材料,主要用作各种电机、发电机和变压器的铁芯。硅钢的生产工艺复杂,制造技术严格,其制造技术和产品质量是衡量一个国家特殊钢生产和科技发展水平的重要标志之一。我国硅钢的主要供应商有武钢、宝钢、华菱、太钢、鞍钢等。报告期内我国硅钢市场价格呈现整体下降趋势。2011 年以来,随着各大钢厂前期新扩增产能的释放,市场供给充裕,而受整体经济下行压力加大的影响,市场需求增速放缓,导致硅钢市场出现供大于求,相应的市场价格进入持续下降通道,受2012 年下半年度房地产行业回暖的带动,硅钢价格在2012 年下半年至2013 年初出现短暂上涨,但之后则再次下降。 据宇博智业市场研究中心了解,取向硅钢,产能还没有达到过剩,因为工艺复杂,小企业没有生产能力,目前国内只有宝钢武钢大批量生产,其他钢厂处于试产阶段,还有一些私企,可以做140左右的牌号并且性能不太稳定,国内仍有很多变压器企业使用,国外变压器拆解后的旧料作为原料,因为价格低‘国内还在大批量进口日本韩国等地的高端取向硅钢,因为中国造不出来。还有一些比较高级的硅钢,
想进口拿钱买不来,因为要提供非军方使用的证明建议这些吃国家饭的人不要老是整天想着如何敛财,好好研究下技术,一些高端的取向硅钢一直都做不太稳定,还要依赖进口,这些低端的无取向硅钢就拼命生产,不管市场是不是饱和了,钢铁作为工业的血液,自己技术不精,就要永远受别人压迫。 国内硅钢行业现状 据中国报告大厅发布的《2013-2018年中国硅钢市场深度分析报告》了解到,我国目前生产冷轧硅钢片的企业主要有武钢、宝钢、太钢、鞍钢4家。冷轧电工钢板分为冷轧取向硅钢片和冷轧无取向硅钢片。⑴冷轧取向硅钢片冷轧取向硅钢片主要用做各种变压器的铁芯,目前,世界上约有16个企业生产取向硅钢片,武钢是我国目前唯一一家能够生产冷轧取向钢片的企业。生产设备和技术74年由新日铁引进,设计产量2.8万t,生产的牌号如表3所示。经过20多年的发展和90年代的改扩建,至今已经具备了10万t/a(实际可达到12.5万t)取向钢片的生产能力。在产品质量方面,武钢一直瞄准和赶超当今冷轧硅钢世界顶级水平的日本新日铁。特别90年代以来,为了顺应市场变化,更是加大了新品开发和技术进步投入的力度(引进了高温轧制技术、含Cu取向钢、新成分Hi-B钢),在产量、品种、质量等方面都取得了长足的进步。然而,同市场需求与国外先进水平相比,武钢冷轧取向钢片还有较大差距。