第8章 高效编程
第八章高效编程:
8.1 常态/提示
表面记载相同但常态值不同时,NC程序不执行预想的动作。
在调换程序时等情况下,误读常用情报值时,可能会引发重大事故。
因此,各种常用情报在程序的开头部分一起设定。
一起设定的常用情报有如下代码。
a) G54-59(工件坐标原点)
b) G90/91(绝对坐标值/相对坐标值)
c) G61/64(准确定位/切削模式)
d) G80 (取消固定循环)
e) G98/99 (初始点/R点等级回复)
程序的第一个程序段用来写标识程序内容的提示。
程序中记入提示内容,可在各种编辑/通讯操作及设定运行程序时参照其内容,以提高操作性。
《编程例》
8.2 换刀(无停顿ATC:G100)
使用兄弟公司的无停顿ATC循环功能可大幅缩短加工时间。
无停顿ATC循环的换刀方式
③-
补正
的动作以一个程序段的指令来进行的功能。
另外,①→②、④→⑤的移动为切削模式,几乎所有的场合Z轴都不减速停止。
注1)实行无停顿ATC循环时,若Z轴在机械原点附近或主轴转速过快时,(②的动作实行前主轴回复原点动作尚未结束时)Z轴在②的动作之前减速停止。
注2)按普通方式M06也可换刀。
注3)在G100的程序段中,同时设定G43-44、G41-42时,实行刀具长度/径向补正。
注4)详细功能同时参照编程说明书中5.5换刀用固定循环。
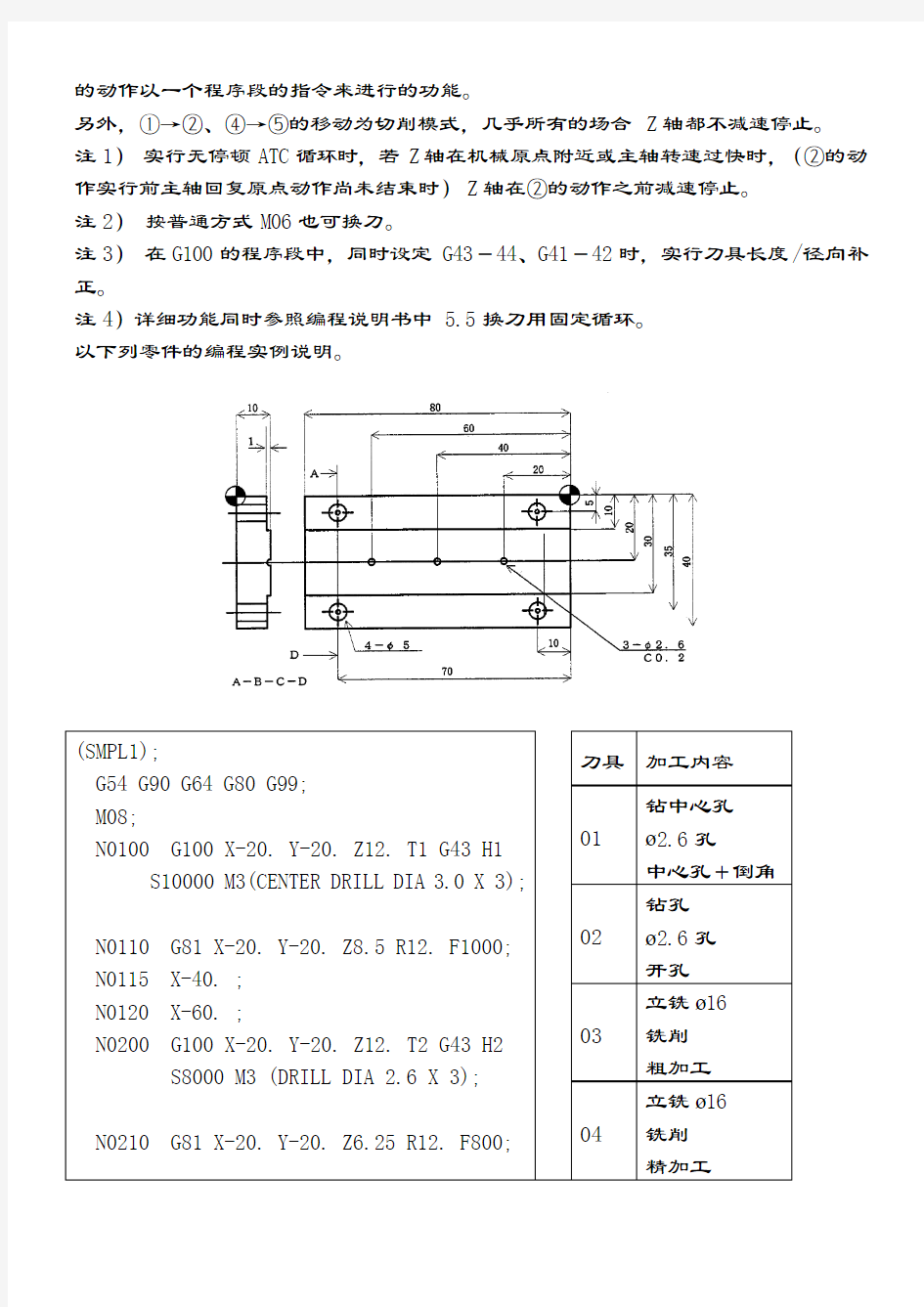
以下列零件的编程实例说明。
8.2.1 孔加工→换刀→孔加工《例:钻中心孔(T1)→钻孔(T2)》
钻中心孔加工结束后,在接下去的程序段中(N0200)指令G100代码。
G100程序段中设定下列的项目。
a) 钻孔加工的开始切削位置――――――地址X、Y、Z
b) 使用钻头的刀具号――――――――地址T
c) 使用钻头的刀具长度补正方向和编号―G43、地址H
d) 钻孔加工时的主轴回转方向与转速――M03、地址S
实际的动作如下:
N0120――完成最后的中心孔加工,回复到R点。
N0200――
① Z轴定位到机械原点与主轴回复原点同时进行。
此时,中心钻的刀具长度补正取消。
② Z轴执行ATC原点(Z轴换刀位置)定位。
③钻头进行换刀(刀库回转到刀具号=2处)的同时,XY轴定位到开始加工的位置。
④ Z轴定位到机械原点。
⑤ Z轴定位到孔加工开始的位置的同时,实行刀具长度补正及主轴向右回转。
N0210――实行第一个孔加工,回复到R点。
注1):换刀前的刀具长度补正在换刀时(N0200)自动取消,在程序中无需取消。
注2):N0210程序段中X、Y地址已在N0200程序段中设定完成,故可省略。
注3):换刀后的孔加工位置使用坐标计算功能(G36-39)时,编程如下。
8.2.2 孔加工→换刀→铣削加工 《例:钻孔(T2)→端铣(T3)》
钻孔加工结束后,在接下去的程序段(N0300)中指令G100代码。 G100程序段中设定下列项目。
a) 铣削加工的开始切削位置 ―――――――位置X 、Y 、Z b) 使用立铣刀的刀具号 ―――――――――位置T
c) 使用立铣刀的长度补正方向和编号 ―――G43、位置H d) 使用立铣刀的刀具径向补正方向和编号 ―G42、位置H e) 铣削加工时的主轴回转方向和转速 ―――M03、位置S
实际动作如下:
N0220――最后的孔加工结束,回复到R 点。 N0300――
① Z 轴定位到机械原点与主轴回复原点同时进行。
② Z 轴执行ATC 原点(Z 轴换刀位置)定位。
③ 进行换粗精加工用立铣刀(刀库转到刀具号=3处)的同时,进行刀具长度补正及将XY 轴定位到铣削加工的接近位置。 ④ Z 轴定位到机械原点。
⑤ Z 轴定位到铣削加工的接近的位置的同时,实行刀具长度补正及主轴向右回转。 N0310――进行铣削加工
注4):换刀前的刀具长度补正在换刀时(N0300)自动取消,在程序中无需取消。
8.2.3 铣削加工→换刀→铣削加工 《例:立铣刀(T3)→立铣刀(T4)》
铣削加工结束后,在接下去的程序段(N0400)中指令G100代码。 G100程序段中设定下列项目。
a) 铣削加工的开始切削位置 ―――――――位置X 、Y 、Z b) 使用立铣刀的刀具号 ―――――――――位置T
c) 使用立铣刀的长度补正方向和编号 ―――G43、位置H d) 使用立铣刀的刀具径向补正方向和编号 ―G42、位置H e) 铣削加工时的主轴回转方向和转速 ―――M03、位置S
实际动作如下:
N0320――铣削加工到指定位置为止。 N0400――
① Z 轴定位到机械原点与主轴回复原点同时进行。 此时,已使用过的立铣刀的刀具长度补正取消。 ② Z 轴执行ATC 原点(Z 轴换刀位置)定位。
③ 进行换精加工用立铣刀(刀库转到刀具号=4处)的同时,进行刀具长度补正及
⑤ Z 轴定位到铣削加工的接近的位置的同时,实行刀具长度补正及主轴向右回转。
N0410――进行铣削加工
注5):换刀前的刀具长度补正在换刀时(N0400)自动取消,在程序中无需取消。
8.2.4 铣削加工→换刀→孔加工 《例:立铣刀(T4)→钻头(T5)》
铣削加工结束后,在接下去的程序段(N0500)中指令G100代码。 G100程序段中设定下列项目。
a) 钻孔加工的开始切削位置 ――――――地址X 、Y 、Z b) 使用钻头的刀具号 ―――――――――地址T
c) 使用钻头的刀具长度补正方向和编号 ―G43、地址H d) 钻孔加工时的主轴回转方向与转速 ――M03、地址S 实际动作如下:
N0420――铣削加工到指定位置为止。 N0500――
② Z轴执行ATC原点(Z轴换刀位置)定位。
③钻头进行换刀(刀库回转到刀具号=5处)的同时,XY轴定位到开始加工的位置。
④ Z轴定位到机械原点。
⑤ Z轴定位到孔加工开始的位置的同时,实行刀具长度补正及主轴向右回转。
N0510――实行第一个孔加工,回复到R点。
注6):换刀前的刀具长度补正在换刀时(N0500)自动取消,在程序中无需取消。
注7):N0510程序段中X、Y地址已在N0500程序段中设定完成,故可省略。
8.3 同步攻丝
使用兄弟公司的同步攻丝循环可进行高速、高精度攻丝加工。
以下列工件为例说明实际编程方法。
换丝锥后,在下一程序段中(N0210)指令G77(右螺纹)/G78(左螺纹)。
G77/G78程序段中设定下列项目。
加工位置――――――地址X、Y、Z
Z轴加工开始位置――地址R
螺距―公制螺纹:地址I(螺距)
英制螺纹:地址J(1英寸内螺距数)
切削量―――――――地址Q
主轴转速――――――地址S
《动作说明》
N0210――XY轴进行第一个攻丝加工位置的定位。
② Z轴进行攻丝加工开始位置的定位。
③主轴2000转/分进行同步攻丝。因此时切削量(地址Q)比攻丝深度深。以一次切削完成同步攻丝。
完成同步攻丝后,返回攻丝加工开始位置。
④因设定了R点回复模式(G99),回到攻丝加工开始位置后结束同步攻丝。
NO214――XY轴进行第2个攻丝加工位置的定位。接下来进行与N0210相同内容的同步攻丝。
如攻丝精度要求不是很高时,同步进丝退刀时的回转速度可比进刀时更快。
此时使用地址L进行如下编程。
f)退刀转速――――――地址L
如上程度中,加工时为2000min-1,退刀时为4000min-1。
注2)也可使用普通的攻丝循环代码(G84(右螺纹)/74(左螺纹))进行同步攻丝。
此时编程如下:
地址F(Z轴进给速度)按以下计算式设定。
·公制螺纹
F(mm/分)=螺距(mm)×主轴转速(地址S:min-1)
·英制螺纹
F(mm/分)=(25.4/螺距数)×主轴转速(地址S:min-1)
因将G74,84的攻丝循环设定为地址F的取整值,有时会发生一定的误差。
例)螺距=0.8、主轴转速=1252min-1
F(mm/分)=0.8 × 1252 = 1001.6 (计算值)
≒ 1001 (设定值) 0.6(mm/分)取整后的误差
使用同步攻丝循环时,如没有使用原有的磁盘等特殊原因,一般推荐使用G77-G78。
8.4 孔加工位置的计算(坐标计算功能:G36-39)
坐标计算功能为产生下列4种形状的各点位坐标的功能。
同时使用此功能及固定循环功能,子程序调出功能,则可简单的编制孔加工程序。圆分割―G36:圆弧以指定的坐标值为圆心,求得在圆周上任意点开始各等分点的坐标值。
G 36 X Y I J K P ;
X、Y :圆弧中心的坐标值
I:圆弧半径
J:开始点与X轴的角度
K:加工数(最大999个)
P:分割数(最大999.999)
(例)G 36 X 0 Y 0 I 50 J 30 K 5 P 6;
(注)坐标值由开始点向逆时针方向转动。
G37:直线(角度)以指定的坐标值为基准点,求得与X轴所夹角度为θ°的直线上各点的坐标值。
指令形式:G 37 X Y I J K ;
X,Y:基准点坐标值
I:相邻点之间的间隔距离
J:与X轴所夹角度
K:加工数(最大999个)
(例)G 37 X 0 Y 0 I 20 J 30 K 6 ;
注1):K值省略时,则被认作为1。
注2):基准点也被加工
G38:直线(X、Y):以指定坐标值为基准点,求得其X方向及Y方向加算后的坐标值。
指令形式:G 38 X Y I J K ;
X,Y:基准点坐标值
I:X方向的间隔距离
J: Y方向的间隔距离
K:加工数(最大999个)
(例)G 38 X 0 Y 0 I 20 J 15 K 4 ;
注1):K值省略时,则被认作为1。
注2):基准点也被加工。
G39:网格以指定坐标值为基准点,求得与X轴平行上的等间隔点,与X轴垂直方向的线上等间隔点而构成的格子形状点阵的坐标值。而且,如指定相对X轴的角度,则可使正方格子形状的点阵倾斜。
(G 39 X Y I J K P Q ;
X,Y:基准点坐标值。
I: X轴方向的间隙。
J: Y轴方向的间隙。
K: X轴方向的个数(最大个数999个)。
P: Y轴方向的个数(最大个数999个)
Q:与X轴的角度。
(例)G 39 X 0 Y 0 I 20 J 25 K 4 P 3 Q 30 ;
注1):基准点也被加工。
注2):从基准点向X轴方向移动。
以下实例说明编程方法。
(1)网格(G39)与固定循环结合使用。
设定完固定循环内容后,在接下来的程序段(N0115、N0215)中设定G39的坐标计算功能代码。
在G39的程序段中设定以下项目。
基准点坐标(加工开始)位置――地址X、Y
X轴方向的孔间隔―――――――地址I
Y轴方向的孔间隔―――――――地址J
X轴方向的孔数量―――――――地址K
Y轴方向的孔数量―――――――地址P
网格与X轴的夹角―――――――地址Q
《动作说明》
N0110 ――设定钻孔循环。
因地址K设为0,仅设定固定循环内容并不实际加工。
NO115 ――因设定了网格形状的坐标计算功能,()内的数字由小到大出现孔位置的X,Y坐标,并对上述位置进行定位。
据此在各孔位置实行N0110中设定的钻孔循环。
NO210 ――设定同步攻丝循环
因地址K设为0,仅设定固定循环内容并不实际加工。
NO215 ――因设定了网格形状的坐标计算功能,()内的数字由小到大出现孔位置的X,Y坐标,并对上述位置进行定位。