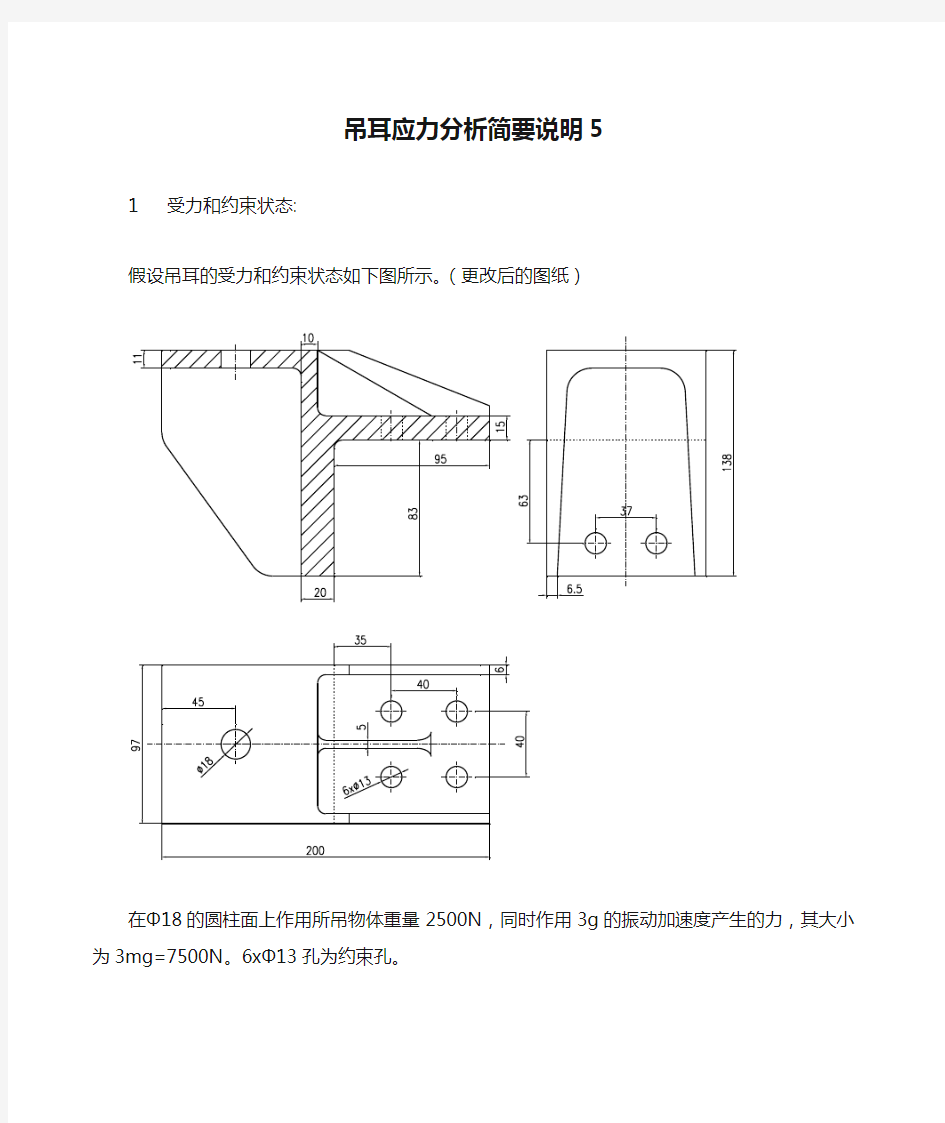
机械设备上起重吊耳的设计原则
机械设备上起重吊耳的设计原则返回散料机械技术论文 钱亚臣李毅民 By Li Yimin Qian Yachen2007-1-15 1、机械设备上吊耳的用途: 机械设备吊耳的用途主要分为设备运输吊耳、设备安装吊耳和设备厂内工艺过程中起吊用吊耳。在设备的设计过程中需要充分考虑上述三种情况下使用的各种吊耳。所谓运输吊耳是设备发货时起吊用吊耳;安装吊耳是设备运到现场后安装时起吊用吊耳;工艺过程中的吊耳是在厂内制造过程中和倒运过程使用的吊耳。在正常情况下不允许直接使用钢丝绳捆扎的方式起吊大型构件或部件。所以,为保证设备的制造、运输和安装过程中的设备安全和人身安全,设备的起吊要求除少数重量较轻的部件外都应当使用吊耳起吊。 2、设计中需要进行的吊耳设计: 设备运输吊耳、设备安装吊耳和设备厂内工艺过程中起吊用吊耳有时是相同的有时是不同的,即运输吊耳有时可以用于安装和工艺过程,也有时不能用于安装过程和工艺过程。在产品的设计中要设计设备的运输过程中使用的吊耳和安装过程中使用的吊耳,这两部分的吊耳在设计过程中不能省略。工艺过程中需要使用的吊耳可以由工艺设计决定,必要时工艺人员可以和设计者协商确定吊耳的设计和使用。运输中使用的固定牵拉用吊耳将由包装工艺人员进行设计。 3、吊耳的去除: 设备工艺过程中使用的吊耳在设备发货前要割除,但要考虑不损伤设备母体。设备在安装完成后设备上的部分吊耳会影响到设备的使用,此时可采用气割的方式割除吊耳,割除时吊耳要留有15毫米以上的留量,以免损伤设备母体,具体的位置和留量大小要在图纸上详细的标出。设备上的吊耳在设备安装完成后不影响设备的使用和外观时可以不割除吊耳。 4、吊耳的焊缝 大型和特大型钢结构,重量超过10吨时吊耳的焊缝要严格按照坡口的焊接方式焊接。重量小于10吨的构件可以使用双面角焊缝的方式焊接。重量超过30吨的特大型构件之吊耳焊缝必要时可采用磁粉探伤检验焊缝质量。 5、吊耳的选用 吊耳的形式和尺寸以及承载能力的选用使用相关的国家标准和企业标准进行选择,主要有孔形吊耳、带筋板孔形吊耳、斜置式孔形吊耳等。尽可能不要自己设计吊耳的形式与尺寸。如确实需要自行设计吊耳时,为安全起见,建议许用应力按照下列参数设计: Q345B 剪切应力 50MPa 拉应力 60MPa Q235-A 剪切应力 40MPa 拉应力 50MPa 在起吊时钢绳的方向偏斜较大时要考虑使用带筋板孔形吊耳和斜置式孔形吊耳。 所有吊耳要按照相关标准进行设计计算,确保有足够的吊耳强度和焊缝强度。 运输吊耳要充分考虑设备的发运状态下吊耳所承受的载荷,例如要考虑单个起吊件上所装配的全部部件和构件的总质量。 6、在工件上设计吊耳位置的原则: A、充分考虑构件的重心位置,吊耳在起吊时工件或设备应保持水平,不应出现倾斜现象。 B、吊耳使用中不允许承受与能够承受载荷方向不符的载荷。 C、吊耳在起吊工件或设备时每条钢绳的受力要尽可能相等。 D、吊耳在起吊工件时钢丝绳和水平面的夹角应不小于60度。 E、吊耳的位置间距不易过大或过小,吊耳间距过小时起吊中工件或设备容易发生晃动而不稳,吊耳间距过大时或造成钢丝绳和水平面的夹角过小使钢丝绳受力过大和需要更长的钢丝绳和更高的起吊高度。 F、吊耳在工件上的焊接位置要考虑被起吊工件的局部刚度和强度,不允许出现在起吊时产生局部的变形和开裂。通常大型和特大型工件焊接吊耳的对应位置要筋板或隔板,以提高吊耳位置的局部刚度与强度。在起吊特大型工件和设备时吊耳的位置设计还要充分考虑设备和工件整体的刚度与强度,避免因起吊造成整体结构的失稳和断裂。 小结:吊耳的设计是一项十分重要的工作,在制造、运输和安装过程中往往很容易被忽视,问题也就容易出现在吊耳上。为保证设备从制造到安装的整个过程中的人身安全和设备安全,需要认真做好吊耳的设计和施工,实际上,经常有不正确的吊耳的设计和施工造成不良事故的发生。因此,需要各个方面都来重视吊耳的设计和施工,以保证整个施工过程中的人员和设备的安全。
安装工程常用吊耳标准
.. 安装工程常用吊耳标准二○一二年十二月
目录 1、说明 2、吊耳的分类及技术要求 3、圆钢吊耳
1.说明 起重作业是电建施工中最常见的作业,也是最容易引发安全事故的特种作业。其中,吊耳的安全性直接影响到设备、人身安全。为了规范施工中临时吊耳的制作,保证使用安全,编制本标准。 1.1适用范围 本标准适用于公司所有施工项目相关工作。 1.2 参考文件 化工行业标准,HG/T21574-2008《设备吊耳》 《现场起重常用计算》。 2.吊耳的分类和技术要求 2.1 吊耳的分类 施工现场常用的吊耳有三种,一种是圆钢焊制的吊耳,用于较轻工件。一种是钢板焊制的吊耳,用于较重工件。一种是钢管焊制的吊耳,用于大型超重工件,通常由设备厂完成。 由于吊耳的使用场合不同,受力情况不同,可细分为7种型式。 各种吊耳的型式及公称吊重见表1-1
各种吊耳的型式及公称吊重
吊耳的分类及公称吊重范围
2.2 吊耳的材料和制造技术要求 2.2.1 吊耳的材料 圆钢吊耳用3#钢,禁止用螺纹钢。 板式吊耳的吊耳板、筋板和轴式吊耳的档板、材料均为Q235-A,所用钢板或钢带应符合GB3274《碳素结构钢和低合金结构热轧厚钢板和钢带》的规定。 管式吊耳可选用GB8162《结构用无缝钢管》中的钢管,材料为20钢。 垫板材料应于垫板联接的工作母材相同。 2.2.2 吊耳的加工和装配 板式吊耳的吊耳板应平直,垫板与工件紧密贴合,间隙不大于1㎜。吊耳板、垫板、筋板等的切割表面不允许有裂纹,毛刺等缺陷。吊耳内孔需打磨光滑,不能有凹凸棱角。 2.2.3 吊耳的检验 吊耳必须经二级验收后使用:焊工对所有焊缝进行外观检查,不允许存在裂纹与未熔合缺陷,必要时进行磁粉或渗透检查,使用部门应在使用前对吊耳的设置、焊接作全面检查确认。
吊装大件吊耳受力计算
一、吊耳的计算 大型设备的吊装方案的安全平稳实现与吊耳结构形式有直接关系。当正确合理的吊装方案确定后,根据起吊设备的结构特点、外形尺寸,设计出结构合理、 利于操作、安全可靠的吊耳是一个很关键的问题。 目前所使用的吊耳主要分两大类:管式吊耳与板式吊耳,其中板式吊耳在电力建设应用很多,下面主要介绍板式吊耳的计算。 板式吊耳的基本形式如下图所示: 板式吊耳 为了增加板式吊耳的承载能力,可以在耳孔处贴上两块补强环(如下图所示),图中的肋板是为了增加板式吊耳的侧向刚度和根部的焊缝长度而设置的。 带有补强环的板式吊耳 板式吊耳的计算方法很多,据笔者统计有近10种之多,下面主要介绍两种,第一种是根据实践经验简化后的计算方法,第二种就是著名的拉曼公式。 1、简化算法
(1)拉应力计算 如上图所示,拉应力的最不利位置在 c - d 断面,其强度计算公式为: 2()P R r 其中:σ—c-d 截面的名义应力, P —吊耳荷载,N [σ]—许用应力,MPa ,一般情况下, 1.5s (2)剪应力计算 如图所示,最大剪应力在 a-b 断面,其强度计算公式为: ()p P A R r 式中:[τ]—许用剪应力,MPa , 3 (3)局部挤压应力计算局部挤压应力最不利位置在吊耳与销轴结合处,其强度计算公式为: c c P d 式中:c :许用挤压应力,MPa , 1.4c 。 (4)焊缝计算: A :当吊耳受拉伸作用,焊缝不开坡口或小坡口,按照角焊缝计算: h h e w k P h l P —焊缝受力, N
k —动载系数,k=1.1, e h —角焊缝的计算厚度,0.7e f h h ,f h 为焊角尺寸,mm ; w l —角焊缝的计算长度,取角焊缝实际长度减去2f h ,mm ; h —角焊缝的抗压、抗拉和抗剪许用应力,2h ,为母材的基本许 用应力。 B :当吊耳受拉伸作用,焊缝开双面坡口,按照对接焊缝计算: (2)h h k P L 式中: k —动载系数,k=1.1; L —焊缝长度,mm ; δ—吊耳板焊接处母材板厚,mm ; h —对接焊缝的纵向抗拉、抗压许用应力,0.8h ,为母材的基本许用应力。 2、拉曼公式 目前,国内很多规范和标准采用了著名的拉曼公式, 现根据《水利水电工程 钢闸门设计规范》(SL74-95)介绍吊耳的计算. (1)吊耳的宽度、厚度与吊耳孔直径的关系(下图),可按下式选用:
吊耳计算
[]22 v 22k P R r f d R r σδ+=?≤- (1) 式中: k —动载系数,k=1.1; —板孔壁承压应力,MPa ; P —吊耳板所受外力,N ; δ—板孔壁厚度,mm ; d —板孔孔径,mm ; R —吊耳板外缘有效半径,mm ; r —板孔半径,mm ; []v f —吊耳板材料抗剪强度设计值,N/mm 2; 载荷P=25t 的板式吊耳,材质Q345A 。选择55t 卸扣,卸扣轴直径70mm ,取板孔r=40mm ,R=150mm ,,030mm δ=。Q345A 强度设计值[]v f =180Mpa 。 拉曼公式校核吊耳板孔强度 σ=1.1×25×9800/30×80×(22500+1600)/22500-1600)=129 Mpa <180Mpa 故安全。 a. 当吊耳受拉伸作用,焊缝不开坡口或小坡口时,属于角焊缝焊接,焊缝强度按《钢结构设计规范》中式7.1.3-1校核,即: w f f f e w N f h l σβ=≤? (2) 式中: f σ—垂直于焊缝方向的应力,MPa ; N —焊缝受力, N=kP=1.4P, 其中k=1.4为可变载荷分项系数,N; e h —角焊缝的计算厚度,0.7e f h h =,f h 为焊角尺寸,mm ; w l —角焊缝的计算长度,取角焊缝实际长度减去2f h ,mm ; f β—角焊缝的强度设计增大系数,取 1.0f β=;
w f f —角焊缝的强度设计值,N/mm 2; 抬尾吊耳在受力最大时为拉伸状态,按吊耳受拉伸校核焊缝强度。 由式(2)按角焊缝校核 f =1.4×25×98000/0.7×10(600-2×10)1.22×2=34.6MPa <180Mpa
钢梁上重型吊耳的设计选型
龙源期刊网 https://www.360docs.net/doc/663330164.html, 钢梁上重型吊耳的设计选型 作者:何菲菲孙长安 来源:《中国机械》2013年第16期 摘要:本文集中研究在型钢梁上安装重型吊耳的几种方式,通过比较不同吊耳连接结构的特点,探讨出此类重型吊耳的最优设计方案。 关键词:重型吊耳,承载力,局部受力,焊接吊耳 工程领域内普遍使用销轴耳板连接来传递较大拉力荷载。图1所示,是一种在机械和建筑工程中用于吊装、钻探、打桩或设备固定等用途的常见钢结构件。该结构在钢梁上安装重型吊耳以连接设备,单个吊耳的承载力可达数十吨至几百吨,而吊耳安装方式则成为限制其承载力发挥的重要因素。 本文以H型钢梁上安装重型吊耳结构为例,梁高500mm,翼缘厚40mm,设计承载力300吨的吊耳,来比较分析图1所示结构上几种不同的吊耳安装方案。 1.多轴吊耳。 方案一利用销轴连接,将型钢梁与2块连接板通过多根长轴连接,再将吊耳销接到连接板上。轴孔处的梁腹板直接受拉,受腹板厚度限制,只适合于受力不大的结构,在此例中不能成功设计出重型吊耳。 2.直接焊接吊耳。 方案二将吊耳板直接焊接在型钢梁翼缘面上,在外侧以及钢梁上下翼缘间对应位置上设置加劲板。此方案依靠翼缘与吊耳的正向焊缝受力,焊缝长度取决于吊耳结构与翼缘的连接长度。通过有限元方法分析结果,可以明显看出直接焊接的吊耳集中在上翼缘局部受力。 3.螺栓连接吊耳。 方案三通过密布螺栓群将吊耳传递的荷载分散到型钢梁翼缘上。通过有限元模拟验证发现,在负载较大的情况下,密布的螺栓群并非共同承载,而是很快进入局部屈服,这是由于翼缘连接位置材料相对螺栓刚度小,发生局部变形造成的。 4.加托梁靴梁式吊耳。 方案四通过增加靴梁的方法将方案二吊耳结构的荷载均匀分散到梁翼缘面上。此方案在一定程度上改善了梁翼缘受力,但必须依赖增大整个吊耳的结构尺寸来实现,同时存在焊缝错杂的制作工艺问题。
起重吊耳选用标准
起重吊耳选用标准 一.对吊耳制作与安装得工艺要求: 1)吊耳所用得钢材应具有良好得可焊性、焊接应采用碱性焊条(如J507焊条),焊脚 尺寸应符合规定要求。 2)吊耳得孔眼宜采用钻孔。气割孔眼应磨光,以免损坏索具。 3)吊耳得安装位置应与分段得重心对称,以保持吊耳负荷得均衡与分段吊运得平稳。4)吊耳得安装方向应与其受力方向一致,以免产生扭矩。 5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段得一根刚性构件上、6)吊耳安装处得船体内部构件应进行双面连续焊,连续焊范围约1m。吊耳及其安装处 船体内部构件得焊接质量,均应作认真检查。 二、常用吊耳得形式与规格: 1) A型吊耳得形式与规格,见图1。此规格适用于屈服点为235N/mm2(24kgf/mm2)得钢材。 图1吊耳厚度曲线
注:对于使用负荷超过10吨得A型吊耳要求开坡口深熔焊,使用负荷超过15 吨得A型吊耳要求开坡口全焊透。 注:(1)此表适用于屈服点为:235N/mm2(24kgf/mm2)得钢材。 (2)对于使用负荷超过15吨得D型吊耳要求开坡口深熔焊,使用负荷超过20吨得D 型吊耳要求开坡口全焊透。 三。起重吊耳得强度计算: 四.各种形式吊耳得选用(参见表3): 表3各种形式吊耳得选用 在特殊情况下,无法按本标准选用吊耳时,可自行设计特种吊耳,但相关得计算及说明须经技术部审核通过。
1.焊接块得材料需为S355J2+N(1。0577+N,ST52-3N,BS4360、50D.AISI1019等。、)? 2.焊接前,接触表面需保持清洁无铁屑、油污、油漆、炉渣或任何其她污染物。表面如已腐 蚀,焊接表面必须完全将铁屑去除。若有油漆也需完全去除。 3、焊接母材含碳量必须低于0。40%。? 4、室温低于10℃时,焊接之前表面需做预热动作。??YOKE焊接型吊耳(YOKE焊接吊环)焊接 1、焊接点须具备足以载重之荷重需求。 2。进行最后一道焊接之前,必须清理焊道以避免夹渣。 3。焊接作业一旦开始请勿中断,避免元件冷却。 4。温度影响、 5.焊接结构可以进行退火处理,温度〈600℃,进行应力释放,并且不会降低工作安全符合。 6.请勿快速冷却焊接点。 7、请对焊接点进行彻底检查,不得出现任何裂缝、凹陷或刻痕、如有疑虑,请使用非破坏检验方法如磁粒或液渗检验。?8.如需修补,将瑕疵研磨干净,再次进行合格焊接步骤、 YOKE焊接型吊耳(YOKE焊接吊环)焊接材料?1.一句电极制造商之建议,焊接材料须具备高于70000PSI之抗拉强度(如AWS A5、1E-7018)、以下为参考资讯: 2.惰性气体蔗护金属电弧焊接?3。焊条直径0。8-1。2mm依据DIN 8559-SG3,AW S A 5。18、规范实施。 4。重要:请勿在空旷或天候不佳处进行焊接 YOKE焊接环(YOKE焊接吊环)特点
起重吊耳选用标准
起重吊耳选用标准 一.对吊耳制作与安装的工艺要求: 1)吊耳所用的钢材应具有良好的可焊性。焊接应采用碱性焊条(如J507焊条),焊脚 尺寸应符合规定要求。 2)吊耳的孔眼宜采用钻孔。气割孔眼应磨光,以免损坏索具。 3)吊耳的安装位置应与分段的重心对称,以保持吊耳负荷的均衡和分段吊运的平稳。 4)吊耳的安装方向应与其受力方向一致,以免产生扭矩。 5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段的一根刚性构件上。 6)吊耳安装处的船体部构件应进行双面连续焊,连续焊围约1m。吊耳及其安装处 船体部构件的焊接质量,均应作认真检查。 二.常用吊耳的形式与规格: 1) A型吊耳的形式和规格,见图1。此规格适用于屈服点为235N/mm2(24kgf/mm2)的钢材。 图1 吊耳厚度曲线 注:对于使用负荷超过10吨的A型吊耳要求开坡口深熔焊,使用负荷超过15 吨的A型吊耳要求开坡口全焊透。
注:(1)此表适用于屈服点为:235N/mm2(24kgf/mm2)的钢材。 (2)对于使用负荷超过15吨的D型吊耳要求开坡口深熔焊,使用负荷超过20吨的D 型吊耳要求开坡口全焊透。 三.起重吊耳的强度计算:
四.各种形式吊耳的选用(参见表3): 表3 各种形式吊耳的选用 在特殊情况下,无法按本标准选用吊耳时,可自行设计特种吊耳,但相关的计算及说明须经技术部审核通过。
1.焊接块的材料需为S355J2+N(1.0577+N,ST52-3N,BS4360.50D.AISI1019等。。) 2.焊接前,接触表面需保持清洁无铁屑、油污、油漆、炉渣或任何其他污染物。表面如已腐 蚀,焊接表面必须完全将铁屑去除。若有油漆也需完全去除。 3.焊接母材含碳量必须低于0.40%。 4.室温低于10℃时,焊接之前表面需做预热动作。 YOKE焊接型吊耳(YOKE焊接吊环)焊接 1.焊接点须具备足以载重之荷重需求。 2.进行最后一道焊接之前,必须清理焊道以避免夹渣。 3.焊接作业一旦开始请勿中断,避免元件冷却。 4.温度影响。 5.焊接结构可以进行退火处理,温度<600℃,进行应力释放,并且不会降低工作安全符合。 6.请勿快速冷却焊接点。 7.请对焊接点进行彻底检查,不得出现任何裂缝、凹陷或刻痕。如有疑虑,请使用非破坏检验方法如磁粒或液渗检验。 8.如需修补,将瑕疵研磨干净,再次进行合格焊接步骤。 YOKE焊接型吊耳(YOKE焊接吊环)焊接材料 1.一句电极制造商之建议,焊接材料须具备高于70000PSI之抗拉强度(如AWS A5.1 E-7018).以下为参考资讯: 2.惰性气体蔗护金属电弧焊接 3.焊条直径0.8-1.2mm依据DIN 8559-SG3,AWS A 5.18.规实施。 4.重要:请勿在空旷或天候不佳处进行焊接 YOKE焊接环(YOKE焊接吊环)特点 1.锻造合金钢-淬火和回火 2.具有优秀的焊接质量 3.广泛应用于农业机械、矿业设备、卡车、钢铁船身和起重设备。 4.可根据要求提供适当焊接说明
板式吊耳设计及应用
板孔式吊耳设计及应用 李景乐 (中国石油天然气第一建设公司, 河南·洛阳 471023) 摘 要:本文结合应用实例,对吊装常用板孔式吊耳的设计与校核进行了归纳和总结,弥 补了相关规范涵盖范围的不足,为类似板孔式吊耳的设计及应用提供了良好的借鉴。 关键词:板孔式 吊耳 设计 应用 前 言 在吊装工程中经常使用板孔式吊耳,而相应的规范或参考资料没有大于20t 的板孔式吊耳的相关设计参数。通常板孔式吊耳的失效形式以吊耳板与设备本体的焊接强度不够及板孔撕裂为多,易造成不安全因素。所以吊耳板孔的强度和焊缝强度是板孔式吊耳设计的最重要环节。本文仅介绍单板孔吊耳的设计计算,双板孔吊耳的设计计算参照执行。 1 吊耳板孔的强度计算 1.1 拉曼公式 图1 板孔式吊耳 图2孔壁承压应力分布 图3板孔失效形式 图1为板孔式吊耳的基本形式,即单板孔吊耳。图2为板孔式吊耳在受外力作用下孔壁承压应力分布情况。图3为板孔式吊耳板孔强度不够吊耳板被撕裂的主要失效形式示意图。也就是说板孔失效是吊轴与板孔接触所形成的接触压应力过大,不是造成接触处压溃,而是吊耳在外力的作用下对吊耳板进行的剪切作用引起的。所以吊装工程中常用拉曼公式来对吊耳板孔进行抗剪强度校验。拉曼公式板孔校核表达式为:
[]22 v 22 k P R r f d R r σδ+=?≤- (1) 式中: k —动载系数,k=1.1; σ—板孔壁承压应力,MPa ; P —吊耳板所受外力,N ; δ—板孔壁厚度,mm ; d —板孔孔径,mm ; R —吊耳板外缘有效半径,mm ; r —板孔半径,mm ; []v f —吊耳板材料抗剪强度设计值,N/mm 2; 1.2 吊耳参数确定 从(1)式可以看出,当P 、d 卸扣、δ一定时,取 2 222 R r R r +-适宜的值可最节省材料, 显然 222 2 1R r R r +>-,令 222 2 1.1R r R r +=-,则 4.583R r =。从理论而言, 4.583R r =较为科学, 但使用单板孔吊耳,还应考虑卸扣和绳扣连接时必须预留的间隙,显然R 值不宜太大。笔者认为,R=(3~4)r 较适宜。 通常设计时,应首先按负荷选定使用的卸扣或受力轴的尺寸,则孔径d=d 卸扣+(10~20)mm 。因此,吊耳设计时应在R 与δ上进一步做文章。 首先,确定板厚δ,使根部焊缝的强度与设备本体局部稳定性满足要求。必要时,可延 长焊缝长度或增加筋板加以解决。 图4 吊耳板孔的加强 其次,按R=(3~4)r 选定R 值。 再次,采取加补强板的措施增加板孔局部的强度。通常在吊耳孔处焊接单或双面补强板。参见图4。 δδ
常用吊耳标准
常用吊耳标准 甘肃火电工程公司工程管理部二○○五年十一月
批准:靳旭东审核:马宝成编写:师自知
1.说明 起重作业是电建施工中最常见的作业,也是最容易引发安全事故的特种作业。其中,吊耳的安全性直接影响到设备、人身安全。为了规范施工中临时吊耳的制作,保证使用安全,编制本标准。 1.1适用范围 本标准适用于公司所有施工项目相关工作。 1.2 参考文件 化工行业标准,HG/T21574-94《设备吊耳》 《现场起重常用计算》。 2.吊耳的分类和技术要求 2.1 吊耳的分类 施工现场常用的吊耳有三种,一种是圆钢焊制的吊耳,用于较轻工件。一种是钢板焊制的吊耳,用于较重工件。一种是钢管焊制的吊耳,用于大型超重工件,通常由设备厂完成。 由于吊耳的使用场合不同,受力情况不同,可细分为7种型式。 各种吊耳的型式及公称吊重见表1-1
各种吊耳的型式及公称吊重 表1-1
吊耳的分类及公称吊重范围 续表1-1
2.2 吊耳的材料和制造技术要求 2.2.1 吊耳的材料 圆钢吊耳用3#钢,禁止用螺纹钢。 板式吊耳的吊耳板、筋板和轴式吊耳的档板、材料均为Q235-A,所用钢板或钢带应符合GB3274《碳素结构钢和低合金结构热轧厚钢板和钢带》的规定。 管式吊耳可选用GB8162《结构用无缝钢管》中的钢管,材料为20钢。 垫板材料应于垫板联接的工作母材相同。 2.2.2 吊耳的加工和装配 板式吊耳的吊耳板应平直,垫板与工件紧密贴合,间隙不大于1㎜。吊耳板、垫板、筋板等的切割表面不允许有裂纹,毛刺等缺陷。吊耳内孔需打磨光滑,不能有凹凸棱角。 2.2.3 吊耳的检验 吊耳必须经二级验收后使用:焊工对所有焊缝进行外观检查,不允许存在裂纹与未熔合缺陷,必要时进行磁粉或渗透检查,使用部门应在使用前对吊耳的设置、焊接作全面检查确认。
起重吊耳的设计
第二章 起重吊耳 一、起重吊耳的强度计算 (1) 吊耳的允许负荷按下式计算 n CD P = 式中: P ? 吊耳允许负荷 D ? 起重量(包括工艺加强材料) C ? 不均匀受力系数 C =1.5~2 n ? 同时受力的吊耳数 (2) 吊耳的强度按下列公式校验 1、正应力 ][min σσ16~40mm, s σ=225Mpa; δ>40~60mm, s σ=215Mpa;
16Mn δ≤16mm, s σ=345Mpa; δ>16~25mm, s σ=325Mpa; δ>25~36mm, s σ=315Mpa; δ>36~50mm, s σ=295Mpa; δ>50~100mm, s σ=275Mpa 。 3、吊耳的挤压强度 []s s s d F σσσσδσ42.07.06.0'6.0*=?=?<== 厚度 铰轴挤压 在一般情况下吊耳强度仅校验其剪切强度即可,当有必要时也可校验其弯曲强度。 (3) 吊耳的焊缝强度计算 1、吊耳装于面板之上 i 、开坡口、完全焊透。 ][σσ≤= dl p 单吊耳 K K 7.0=
][σσ ≤= ∑F p 有筋板吊耳 ii 、不开坡口 ][ττ ≤= ∑l a p 式中: P ? 作用于吊耳的垂直拉力(N)。 ∑F ? 焊接于面板的所有吊耳板和筋板面积总和(mm 2)。 ∑l ? 焊缝总长度(mm)。 [σ]? 焊缝许用正应力(N/mm 2)。 [σ]=0.3σb σb ? 焊接母材抗拉强度(N/mm 2)。 [τ] ? 焊缝许用切应力(N/mm 2)。 [τ]=0.18σb 2、吊耳贴焊于侧板 ∑= l K P 7.0τ (Kg/mm 2) 式中:∑l ?全部焊缝长度;K ?角焊缝高度 3、吊耳竖焊于侧板
工艺吊耳设计规范
欢迎阅读工艺吊耳设计作业标准 1、吊耳材质要求 一般用Q345(结构钢)或AH36(船板)或同级别的钢板,不使用Q235及A级钢板; 2、下料 吊耳用数控下料; 3、坡口 5 P 进行设计,舱盖二线5.5m。并在翻身方案里规定钢丝绳长度,也不小于6m,通常取8m。钢结构产品无特殊情况,吊耳开档设计也小于6m。 吊耳受力示意图 吊耳垂直安装,在正应力一定的情况下,吊耳另增加了剪应力和弯曲应力。 图2 吊耳与钢丝绳同轴线倾斜安装后消除了剪应力和弯曲应力,仅受正应力作用,受力显着改善。
7、吊耳选型计算 两个吊耳均匀受力,倾斜安装状态: 吊耳选型重量=构件重量/2/sinα。 A、舱盖产品吊耳 如侧移式舱盖对于小于36t的舱盖,钢丝绳与构件夹角60度,主吊耳选型 =36/2/sin600=25T,需要在侧板上设置标明2个翻身主吊耳(标准吊耳D25t)标准吊耳;如钢丝绳与构件夹角68度(吊耳开档6m,钢丝绳8m),主吊耳选型=36/2/sin680=20T(标准 要保 舱盖选图3
30mm, 图5 吊离式舱盖翻身可参照上述。 折叠式舱盖按照NE系列MCG吊耳设计,见附图。最终如吊耳保留不切割,需要得到设计师及船东的确认。 B、钢结构产品吊耳 a.平面分段翻身吊耳
一般平面分段重量较小,翻身选用下面型式的B型吊耳,安装根据钢丝绳与构件的夹角,一般倾斜20~30度,吊耳反面要增加硬档。 20~30 吊耳, -1~-500 9、吊耳设计存在问题示例: 1、上下盖板尺寸过大,与卸扣干涉; 2、吊耳开档跨距过大,且没有倾斜安装,造成吊耳拉弯; 3、吊耳上部没有加三角板,吊耳拉弯。
板式吊耳的设计及应用
板式吊耳的设计及应用 摘要:本文结合应用实例,对机械设备起重吊装常用板孔式吊耳的设计与校核进行了归纳和总结,弥补了相关规范涵盖范围的不足,为类似板孔式吊耳的设计及应用提供了良好的借鉴。关键词:板孔式吊耳设计应用 前言在起重吊装工程中经常使用板式吊耳,通常板式吊耳的失效形式以吊耳板与设备本体的焊接强度不够及板孔撕裂为多,易造成不安全因素。所以吊耳板孔的强度和焊缝强度是板式吊耳设计的最重要环节。本文仅介绍单板吊耳的设计计算,双板孔吊耳的设计计算参照执行。1 吊耳板孔的强度计算1.1 拉曼公式 图1板孔式吊耳图2孔壁承压应力分布图3板孔失效形式图1为板式吊耳的基本形式,即单板吊耳。图2为板式吊耳在受外力作用下孔壁承压应力分布情况。图3为板式吊耳板孔强度不够吊耳板被撕裂的主要失效形式示意图。也就是说板孔失效是吊轴与板孔接触所形成的接触压应力过大,不是造成接触处压溃,而是吊耳在外力的作用下对吊耳板进行的剪切作用引起的。所以吊装工程中常用拉曼公式来对吊耳板孔进行抗剪强度校验。拉曼公式板孔校核表达式为:(1)式中:k—动载系数,k=1.1;—板孔壁承压应力,MPa;P—吊耳板所受外力,N;δ—板孔壁厚度,mm;d—板孔孔径,mm;R—吊耳板外缘有效半径,mm;r—板孔半径,mm;—吊耳板材料抗剪强度许用值,N/mm2;1.2 吊耳参数确定从(1)式可以看出,当P、d、一定时,取适宜的值可最节省材料,显然,令,则。从理论而言,较为科学,但使用单板孔吊耳,还应考虑卸扣和绳扣连接时必须预留的间隙,显然R值不宜太大。笔者认为,较适宜。通常设计时,应首先按负荷选定使用的卸扣或受力轴的尺寸,则孔径。首先,确定板厚,使根部焊缝的强度与设备本体局部稳定性满足要求。必要时,可延长焊缝长度或增加筋板加以解决。 其次,按选定R值。再次,采取加补强板的措施增加板孔局部的强度。通常在吊耳孔处焊接单或双面补强板。(参见图4)通过以上措施可以比较合理的利用材料。校核时需按照公式(1)中来替换,即补强圈的半径。2 吊耳板强度计算2.1 吊耳板材料选择吊耳板选择材料时,宜选择与设备的材质相同或相近为好。施工现场一般选择Q235、Q345等普通材质的材料,且可焊性较好。按《钢结构设计规范》对应的钢材板厚取值,只要(1)式成立,吊耳板的强度可满足要求。 2.2 吊耳板焊接与焊缝强度校核吊耳板焊接应有焊接工艺评定。焊缝应为连续焊,不应有夹渣、气孔、裂纹等缺陷。主受力焊缝应按JB4730-2005进行
吊耳设计原则
1、机械设备上吊耳的用途: 机械设备吊耳的用途主要分为设备运输吊耳、设备安装吊耳和设备厂内工艺过程中起吊用吊耳。在设备的设计过程中需要充分考虑上述三种情况下使用的各种吊耳。所谓运输吊耳是设备发货时起吊用吊耳;安装吊耳是设备运到现场后安装时起吊用吊耳;工艺过程中的吊耳是在厂内制造过程中和倒运过程使用的吊耳。在正常情况下不允许直接使用钢丝绳捆扎的方式起吊大型构件或部件。所以,为保证设备的制造、运输和安装过程中的设备安全和人身安全,设备的起吊要求除少数重量较轻的部件外都应当使用吊耳起吊。 2、设计中需要进行的吊耳设计: 设备运输吊耳、设备安装吊耳和设备厂内工艺过程中起吊用吊耳有时是相同的有时是不同的,即运输吊耳有时可以用于安装和工艺过程,也有时不能用于安装过程和工艺过程。在产品的设计中要设计设备的运输过程中使用的吊耳和安装过程中使用的吊耳,这两部分的吊耳在设计过程中不能省略。工艺过程中需要使用的吊耳可以由工艺设计决定,必要时工艺人员可以和设计者协商确定吊耳的设计和使用。运输中使用的固定牵拉用吊耳将由包装工艺人员进行设计。 3、吊耳的去除: 设备工艺过程中使用的吊耳在设备发货前要割除,但要考虑不损伤设备母体。设备在安装完成后设备上的部分吊耳会影响到设备的使用,此时可采用气割的方式割除吊耳,割除时吊耳要留有15毫米以上的留量,以免损伤设备母体,具体的位置和留量大小要在图纸上详细的标出。设备上的吊耳在设备安装完成后不影响设备的使用和外观时可以不割除吊耳。 4、吊耳的焊缝 大型和特大型钢结构,重量超过10吨时吊耳的焊缝要严格按照坡口的焊接方式焊接。重量小于10吨的构件可以使用双面角焊缝的方式焊接。重量超过30吨的特大型构件之吊耳焊缝必要时可采用磁粉探伤检验焊缝质量。 5、吊耳的选用 吊耳的形式和尺寸以及承载能力的选用使用相关的国家标准和企业标准进行选择,主要有孔形吊耳、带筋板孔形吊耳、斜置式孔形吊耳等。尽可能不要自己设计吊耳的形式与尺寸。如确实需要自行设计吊耳时,为安全起见,建议许用应力按照下列参数设计: Q345B 剪切应力50MPa 拉应力 60MPa Q235-A 剪切应力40MPa 拉应力50MPa 在起吊时钢绳的方向偏斜较大时要考虑使用带筋板孔形吊耳和斜置式孔形吊耳。
盾构机吊装计算书
附件6:计算书 1.单件最重设备起吊计算 (1)单件设备最大重量:m=120t。 (2)几何尺寸:6240mm×6240mm×3365mm。 (3)单件最重设备吊装验算 图1 中盾吊装示意图 工况:主臂(L)=30m;作业半径(R)=10m 额定起重量Q=138t(参见性能参数表) 计算:G=m×K1+q =120×1.1+2.5=134.5t 式中:m=单件最大质量;K1=动载系数,取1.1倍;q=吊索具质量,吊钩2t+索具0.5t;额定起重量Q=138t>G=134.5t(最大) 故:能满足安全吊装载荷要求。 为此选择XGC260履带式起重机能满足盾构机部件吊装要求。 2 钢丝绳选择与校核
图2钢丝绳受拉图 主吊索具配备:(以质量最大120t为例) 主吊钢丝绳规格:6×37-65.0 盾构机最大重量为120t,吊具重量为2.5t. 总负载Q =120t+2.5t=122.5t 主吊钢丝绳受力P:P=QK/(4×sina) =34.57t a=77°(钢丝绳水平夹角),K-动载系数1.1 钢丝绳单根实际破断力S =331t 钢丝绳安全系数=331 /34.57=9.575,大于吊装规范要求的8倍安全系数,满足吊装安全要求。 (详见《起重机设计规范》(GB/T3811-2008)符合施工要求)。 3.吊扣的选择与校核 此次吊装盾构机,选用了6个55T的“?”型美式卸扣连接盾构机前盾、中盾的起吊吊耳与起吊钢丝绳,设每个卸扣所承受的负荷为H’,则 H’=K1×Q÷4 式中K1:动载系数,取K1=1.1,Q:前盾的重量。则H’=K1×Q÷4=1.1×120÷4=33T<55T 因此所选用的6个该型号“?”型美式卸扣工作能力是足够的,可以使用。 吊装器具选择如下: (1)美式弓型2.5寸55t卸扣6只。 (2)6×37+1-∮65钢丝绳4根,2根用于主钩吊装,两根用于辅助翻身。规格为Φ22×10m、Φ22×12m、Φ25×14m的钢丝绳数根。安全负荷为55t,满足施工
起重吊耳标准
****市************公司 工艺文件 工程名称 WORKS ITEM:起重吊耳选用标准工号 WORKS NUMBER: 编制 ORGNIAZATION: 校对 PROOF-READING: 审核 CHECK BY:
起重吊耳选用标准 一.对吊耳制作与安装的工艺要求: 1)吊耳所用的钢材应具有良好的可焊性。焊接应采用碱性焊条(如J507焊条),焊脚尺寸应符合规定要求。 2)吊耳的孔眼宜采用钻孔。气割孔眼应磨光,以免损坏索具。 3)吊耳的安装位置应与分段的重心对称,以保持吊耳负荷的均衡和分段吊运的平稳。 4)吊耳的安装方向应与其受力方向一致,以免产生扭矩。 5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段的一根刚性构件上。 6)吊耳安装处的船体内部构件应进行双面连续焊,连续焊范围约1m。吊耳及其安装处船体内部构件的焊接质量,均应作认真检查。 二.常用吊耳的形式与规格: 吨的A型吊耳要求开坡口全焊透。
2) 注:此表适用于屈服点为235N/mm2(24kgf/mm2)的钢材。
表2 D 型吊耳的形式和规格 注:(1) 此表适用于屈服点为:235N/mm 2(24kgf/mm 2)的钢材。 (2) 对于使用负荷超过15吨的D 型吊耳要求开坡口深熔焊,使用负荷超过20吨的D 型吊耳要求 开坡口全焊透。 三. 起重吊耳的强度计算: 吊耳的允许负荷按下式计算: n cD P = 式中:P ——吊耳允许的负荷,kgf ; D ——起重量(包括加强材料等重量),kgf ; c ——不均匀受力系数,取c=1.5~2; n ——同时受力的吊耳数。 吊耳的强度按下列公式校验: 正应力 ][m i n σσ<= F P k s σσ=][ 切应力 ][m i n ττ<= A P ][6.0][στ=
起重吊耳标准
COSCO (NANTONG) SHIPYARD CO.,LTD. 工艺技术文件 TECHNICAL DOCUMENT 工程名称 WORKS ITEM:起重吊耳选用标准 工号 WORKS NUMBER: 编制 ORGNIAZATION: 校对 PROOF-READING: 审核 CHECK BY:
起重吊耳选用标准 一.对吊耳制作与安装的工艺要求: 1)吊耳所用的钢材应具有良好的可焊性。焊接应采用碱性焊条(如J507焊条),焊脚尺寸应符合规定要求。 2)吊耳的孔眼宜采用钻孔。气割孔眼应磨光,以免损坏索具。 3)吊耳的安装位置应与分段的重心对称,以保持吊耳负荷的均衡和分段吊运的平稳。 4)吊耳的安装方向应与其受力方向一致,以免产生扭矩。 5)吊耳通常应布置在分段中纵、横构件交叉处,或至少布置在分段的一根刚性构件上。 6)吊耳安装处的船体内部构件应进行双面连续焊,连续焊范围约1m。吊耳及其安装处船体内部构件的焊接质量,均应作认真检查。 二.常用吊耳的形式与规格: 吨的A型吊耳要求开坡口全焊透。
2) 注:此表适用于屈服点为235N/mm2(24kgf/mm2)的钢材。
表2 D 型吊耳的形式和规格 注:(1) 此表适用于屈服点为:235N/mm 2 (24kgf/mm 2 )的钢材。 (2) 对于使用负荷超过15吨的D 型吊耳要求开坡口深熔焊,使用负荷超过20吨的D 型吊耳要求开 坡口全焊透。 三. 起重吊耳的强度计算: 吊耳的允许负荷按下式计算: n cD P = 式中:P ——吊耳允许的负荷,kgf ; D ——起重量(包括加强材料等重量),kgf ; c ——不均匀受力系数,取c=1.5~2; n ——同时受力的吊耳数。 吊耳的强度按下列公式校验: 正应力 ][min σσ<= F P k s σσ=][ 切应力 ][min ττ<= A P ][6.0][στ=