焊接过程与检验记录表
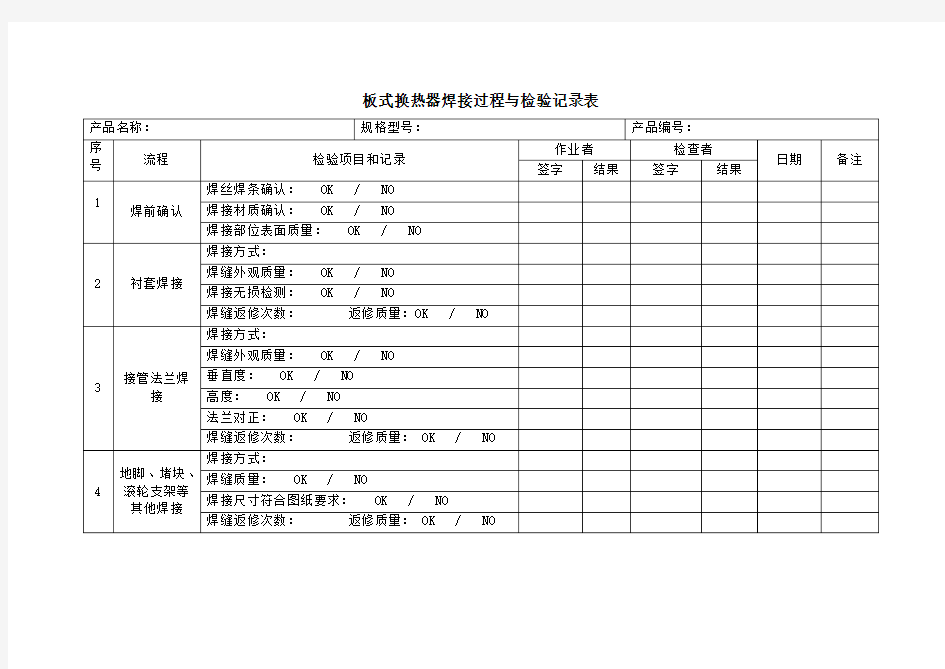
板式换热器焊接过程与检验记录表
焊接质量检查表.doc
焊接质量检查表 序号检查点检查项目检查标准存在问题备注 1、质量管理体系检查工程管理及施工单位建立焊接质量管理体系,并运转正常。 2、人员资质检查焊接技术员、质量检查员、焊工具备相应资质,焊工证合格项目有效齐全。 符合管理规范,审批手续齐全,项目覆盖现场作业。并依据合格评定文件编写焊接工艺卡,发 3、焊接工艺评定 专业管理及放到作业层。 1 材料管理编制符合实际,具有指导性,审批手续齐全。及时向焊接操作人员进行交底,制定的措施具体、 4、焊接施工方案检查 得力。 进厂检验合格,入库保管规范,分类码收,标识清楚。焊材库有专人管理,烘烤、发放、回收 5、焊接材料管理 管理记录准确 / 受控。 焊接环境温度应能保证焊件焊接所需的猪狗温度和焊工技能不受影响。焊条电弧焊风速≧ 1、焊接环境检查8m/s,气体保护焊风速≧2m/s,相对湿度≧90%(铝及铝合金焊接≧80%),雨雪气象条件,不 保护措施,不得进行焊工作业。冬期、雨期施工应有专用技术措施。 坡口形式、尺寸、符合设计文件和焊接作业指导规范,焊接切割和坡口加工符合方案要求,热 2焊前检查 2、焊缝坡口检查切割表面采用机械方法去除渗碳层,组对前应将内外表面10-20mm范围内的油、漆、垢、锈、 毛刺及镀层等清楚干净,不得有裂纹、夹层等缺陷。 除有要求外,焊件不得强行组对。不等厚焊接组对,厚端应按规定加工减薄,坡度、对口误差 3、焊缝组队检查 猫族错变量要求,搭接组对时,搭接宽度应符合设计要求。 1、严格按照焊接工艺卡和技术交底施焊。焊材选用、烘干、现场携带符合规定,严格控制工 1、焊接工艺措施检查卡具的焊接、拆除、打磨和检验,定位焊缝符合规定,禁止在坡口之外的母材表面引弧和试验 电流,焊接热输入、焊接程序、防变形措施符合要求,不锈钢焊接应有防飞溅保护措施。 2、不锈钢管内充氩保护措施,铝及铝合金、镍及镍合金、工业纯钛焊接工艺措施应符合设计、 2、特殊工艺检查 3焊接施工规范及作业指导书的规定。 3、焊前预热、后热和焊后热处理符合设计和焊接作业指导书的规定,加热方式、加热宽度、 3、预热、后热、焊后 保温方法和升降温速度、恒温时间符合规定(检查热处理记录曲线记录图),热处理后的焊缝 热处理 进行硬度试验(检查硬度试验报告)。 4、焊缝标识检查4、管线设备号、焊缝号、焊工号、焊接日期宝石与单线图、排版图温和,便于追溯。 1、焊缝宽度符合相应要求,焊缝余高根据焊缝质量等级、厚度符合相应规定,焊接接头焊脚 1、焊缝几何尺寸检查 尺寸符合设计规范、图样要求,焊缝外观成型符合相应规定。 2、除焊接作业指导书有特殊要求的焊缝外,焊缝完成后应立即去除焊渣、飞溅物,清理干净 的焊缝表面,进行焊缝外观检查。设计文件规定焊缝系数为 1 的焊缝或规定进行 100%RT或 UT 4焊后检查2、焊缝外观缺陷检查 RT或 UT 检验的焊缝,其外观检验的焊缝,其外观质量不得低于Ⅱ级,设计文件规定局部进行 质量不得低于Ⅲ级。 3、不锈钢焊接表面应酸洗、钝化处理,工业纯钛焊缝应经色泽检查、焊缝表面银白、金黄为
工序检验记录(焊接)
产品名称规格型号下达任务时间完成时间数量建筑配电箱1600*800*300mm 2018.2.9 2018.2.13 2台序号工序加工要求检测结果操作人员结论 1 下料尺寸公差按图纸要求是□否□ 符合要求 ∨ 形位公差按图纸要求是□否□ 符合要求 ∨ 钢板厚度按图纸要求是□否□ 符合要求 ∨ 2 弯边折弯尺寸公差按图纸要求是□否□ 符合要求 ∨ 折弯角度按图纸要求是□否□ 符合要求 ∨ 3 开孔 孔尺寸误差0~+0.5∨∨ 间距误差±1 ∨∨ 4 焊接板材厚度: 2.0mm 是□否□ 符合要求 ∨焊条直径:2mm 焊接电流:40A 焊接光洁均匀,无焊缝焊穿、 虚焊、夹渣、裂纹、气孔、咬 边等现象,焊药皮清除干净 ∨ 5 平面度1米内的凸凹值≤3mm ∨ 6 门开启角度≥90度∨门的缝隙≤2mm∨ 开启应灵活是□否□ 符合要求 ∨ 7 接地应有可靠的接地装置,或焊有 不小于M8的接地螺钉 是□否□ 符合要求 ∨ 8 整体检查长×宽×高 1600*800*300 mm ∨对角线∨∨ 检验结果合格合格数量:2台不合格数量:0 检验员:检验日期:2018.2.13 检验结果无检测量值的合格打∨,不合格打╳,有量值的要填写检测数值。
产品名称规格型号下达任务时间完成时间数量综合配电箱1700*800*300mm2018.3.42018.3.93台序号工序加工要求检测结果操作人员结论 1 下料尺寸公差按图纸要求是□否□ 符合要求 ∨ 形位公差按图纸要求是□否□ 符合要求 ∨ 钢板厚度按图纸要求是□否□ 符合要求 ∨ 2 弯边折弯尺寸公差按图纸要求是□否□ 符合要求 ∨ 折弯角度按图纸要求是□否□ 符合要求 ∨ 3 开孔 孔尺寸误差0~+0.5∨∨ 间距误差±1 ∨∨ 4 焊接板材厚度: 2.0mm 是□否□ 符合要求 ∨焊条直径:2mm 焊接电流:40A 焊接光洁均匀,无焊缝焊穿、 虚焊、夹渣、裂纹、气孔、咬 边等现象,焊药皮清除干净 ∨ 5 平面度1米内的凸凹值≤3mm ∨ 6 门开启角度≥90度∨门的缝隙≤2mm∨ 开启应灵活是□否□ 符合要求 ∨ 7 接地应有可靠的接地装置,或焊有 不小于M8的接地螺钉 是□否□ 符合要求 ∨ 8 整体检查长×宽×高 1600*800*300 mm ∨对角线∨∨ 检验结果合格合格数量:3台不合格数量:0 检验员:检验日期:2018.3.9 检验结果无检测量值的合格打∨,不合格打╳,有量值的要填写检测数值。
焊接记录表
焊接记录表 焊材烘干记录 工程名称: 巨野麒麟化工锅炉安装 烘干储存 焊材牌焊材数量 日期规格结论操作者原始烘焙时间号代号 (根) 时间(n) 温度? 温度? 温度? (h) E4303 Φ3.2 52 19 150 8:30—9:50 100? 7 合格 11.3.3 QILU422 E4303 Φ3.2 47 22 150 8:20—9:40 100? 8 合格 11.3.4 QILU422 编制人:韩茂盛 焊材发放与回收记录 工程名称巨野麒麟化工锅炉安装分项名称出汽管管线号 C 焊材焊材回收焊条头日期焊缝代号规格数量(根) 领用人发放 人牌号代号数量 (个) C-01 QILU422 E4303 Φ3.2 36 5 16 11.3.3 C-06 C-02 C-03 QILU422 E4303 Φ3.2 59 3 14 11.3.4 C-04 C-05 编制:韩茂盛 焊缝外观质量检查记录工程名称:郓城诚信液化气站分项工程名称: 残液管出液管线号:CC 检查焊缝焊工焊接顶部施焊缝裂纹气孔夹渣咬边未焊接余高凹 陷错位结论 编号代号日期收缩厚度不足日期
无无无无无无无 1.5,3.6 无 0.08mm 合格 03.8.25 CC-1 B4 03.8.25 无无无无无无无 1.0,3.6 无无合格 03.8.25 CC-2 A3 03.8.25 无无无无无无无 2.0,3.2 无无合格 03.8.25 CC-3 A3 03.8.25 无无无无无无无 1.7,3.0 无无合格 03.8.25 CC-4 A3 03.8.25 无无无无无无无 1.7,4.0 无无合格 03.8.25 CC-5 A3 03.8.25 无无无无无无无 1.2,3.7 无无合格 03.8.26 CC-6 A3 03.8.26 无无无无无无无 1.5,3.2 无无合格 03.8.26 CC-7 A3 03.8.26 无无无无无无无 1.4,2.9 无无合格 03.8.26 CC-8 A3 03.8.26 无无无无无无无 1.7,2.9 无无合格 03.8.26 CC-9 A3 03.8.26 技术员: 王建刚质检员: 焊缝外观质量检查记录 工程名称:郓城诚信液化气站分心项工程名称: 残液管出液管线号:CC 检查 焊缝焊工焊接顶部施焊缝裂纹气孔夹渣咬边未焊接余高凹陷错位 结论 编号代号日期收缩厚度不足日期 无无无无无无无 1.5,3.6 无无合格 03.8.26 CC-10 B4 03.8.26 无无无无无 0.01 mm 无 1.0,3.6 无无合格 03.8.29 CC-11 B4 03.8.29 无无无无无无无 2.0,3.2 无无合格 03.8.29 CC-12 A3 03.8.29 无无无无无无无 1.7,3.0 无无合格 03.8.29 CC-13 A3 03.8.29 无无无无无无无 1.7,4.0 无 0.05mm 合格 03.8.29 CC-15 A3 03.8.29 无无无无无无无 1.2,3.7 无无合格 03.9.2 CC-14 B4 03.9.2 技术员: 质检员: 焊缝外观质量检查记录
焊接记录表
编号:QG/QC-02 作业指导书 版/次: A/0 受控状态: 分发号: 编审: 张勇张辉日期:2007年3月25日 批准: 王建国日期:2007年3月25日 颁布日期:2007年3月25日实施日期: 2007年3月25日 常州市顺江电气设备有限公司
1.产品生产工艺流程图如下: 1. 产品生产的工艺流程, a.梅花触头 △△ △ b.导电杆 △△△★△△△ c. 触头座 △△△★△△ 注:★为关键过程、△为检验点。 2.外购 严格在公司评定的合格供方中进行采购。 3.原辅材料检验/成品检验 按公司《检验规程》、图纸及有关技术要求进行检验。 3.1下料-根据图纸尺寸和《工序流程卡》要求实施 3.1.1检查拟采用的材料是否和图纸及《工序流程卡》规定的要求相符; 3.1.2检查设备是否完好、安全,监视测量装置是否在检定或校准的有效期内。 3.1.3测量、划线、复核后实施下料。 4.金加工 4.1粗加工检查下料后的材料是否和规定的图纸及《工序流程卡》规定的要求 相符; 4.1.1检查加工设备、夹具是否完好、安全,监视测量装置是否在检定或校准的有效期内。 4.1.2按图纸及《工序流程卡》要求划线、测量、复核后实施加工。
4.1.3各种加工设备的粗加工余量的一般要求按图纸及《工序流程卡》要求 a.刨加工加工余量 b.车加工加工余量 c.铣加工加工余量 d.对各产品或部、零件粗加工余量的要求如上溯要求不适用时应在图纸及《工序流程卡》上作出说明;以上加工余量均按图纸及《工序流程卡》要求作业。 e.将加工完毕的零部件上油,做好标识备用。 5焊接 .5.1.用酒精清洗表面油污,油渍,用清洁布或回丝擦干净。 5.2外观要求:焊接不能有未焊透、烧穿、气孔、夹渣、凸瘤等焊接缺陷。焊后去渣、磨光。 5.3焊接工艺参数控制如下表: 6精加工 6.1检查粗加工工序是否和规定的图纸、《工序流程卡》要求相符; 6.2按图纸、《工序流程卡》要求确定加工工艺和刀具;
焊接管理程序
MSOP-00-14焊接过程控制程序 1、目的 通过对焊接过程的管理,使工程的焊接质量满足要求,保障焊接作业人员健康,减少环境影响。2、范围 本程序适用于公司建筑、安装工程施工及加工制作中的焊接过程管理工作。 3、职责 3、1公司检测中心负责公司焊接过程管理及焊工培训取证工作,宏观掌握各项目部的焊接管理信息,指导和协调各项目部检测中心的焊接管理工作。 3、2项目部检测中心负责本项目部的焊接过程管理及焊工培训工作。 机械部负责焊接设备的监督管理工作。 人力资源部负责全公司焊接人员的外委培训管理工作,并协助检测中心搞好焊工的内部培训管理。 工程处具体负责本单位焊接及热处理人员、设备、材料、技术、质量和施工的日常管理工作,并负责中级焊工的培训工作。 4程序 4 .1焊接技术管理 工程施工前,由项目部检测中心焊接专工组织编制焊接施工专业组织设计,编制要求见MSP—00—01《质量策划控制程序》。 专业工程处焊接技术人员根据《焊接施工专业组织设计》中的焊接作业指导书编制计划,编写本单位焊接作业指导书,编制要求参见MSOP—00—03《作业指导书编写管理程序》。 在项目开工前,检测中心根据工程的需要及公司现有焊接工艺评定情况,确定焊接工艺评定任务,组织进行焊接工艺评定工作,并将工艺评定文件报分管副总审批。工艺评定文件及工艺评定试验报告原件由公司检测中心保存。 根据焊接工艺评定文件,由检测中心专工编制焊接工艺规程,经分管副总批准后,印刷发放至相关人员,并作为工程处技术人员编制焊接作业指导书的依据。 工程处分管焊接的技术人员,根据施工图纸编制主要焊接工程一览表,绘制主要焊接工程施工技术记录图,报项目部检测中心审核、项目部总工批准后出版、发放。发放范围包括焊接和热处理技术人员、质检人员和NDT人员。 工程项目施工前,由工程处焊接技术人员,对参加焊接、热处理施工的人员进行技术交底,办理技术交底签证。对于重要的焊接项目,通知检测中心参加,交底要求见MSP-00-13《施工过程控制程序》。 焊接作业人员作业时按规定正确使用劳动防护用品,执行MSP—00—25《职工劳动保护控制程序》、MSOP —00—24《职工劳动保护用品管理程序》。 工程处焊接技术人员,应深入现场检查焊接指导书的执行情况,及时解决施工中的技术问题,并做好焊接施工技术纪录。 项目部检测中心焊接专工,在指导各工程处焊接技术管理的同时,应深入现场,做好现场的技术监督。工程处焊接技术人员做好本单位的焊接竣工资料整理和工程总结;项目部检测中心焊接专工做好本项目的焊接竣工资料审核和焊接工程总结工作。 焊接技术控制流程见附件S14—1. 焊接人员培训管理 每年末,各工程处根据工程需要编制本单位下年度焊接人员培训计划,编制要求见MSP—00—06《培训控制程序》。 由检测中心对公司新招焊工进行初级培训,考核合格后,颁发上岗证,可从事一般钢结构焊接工作或气割工作(气焊工)。 中级焊工培训 初级焊工一般要从事现场工作一年以上,可进行中级焊工培训。