试模通知单
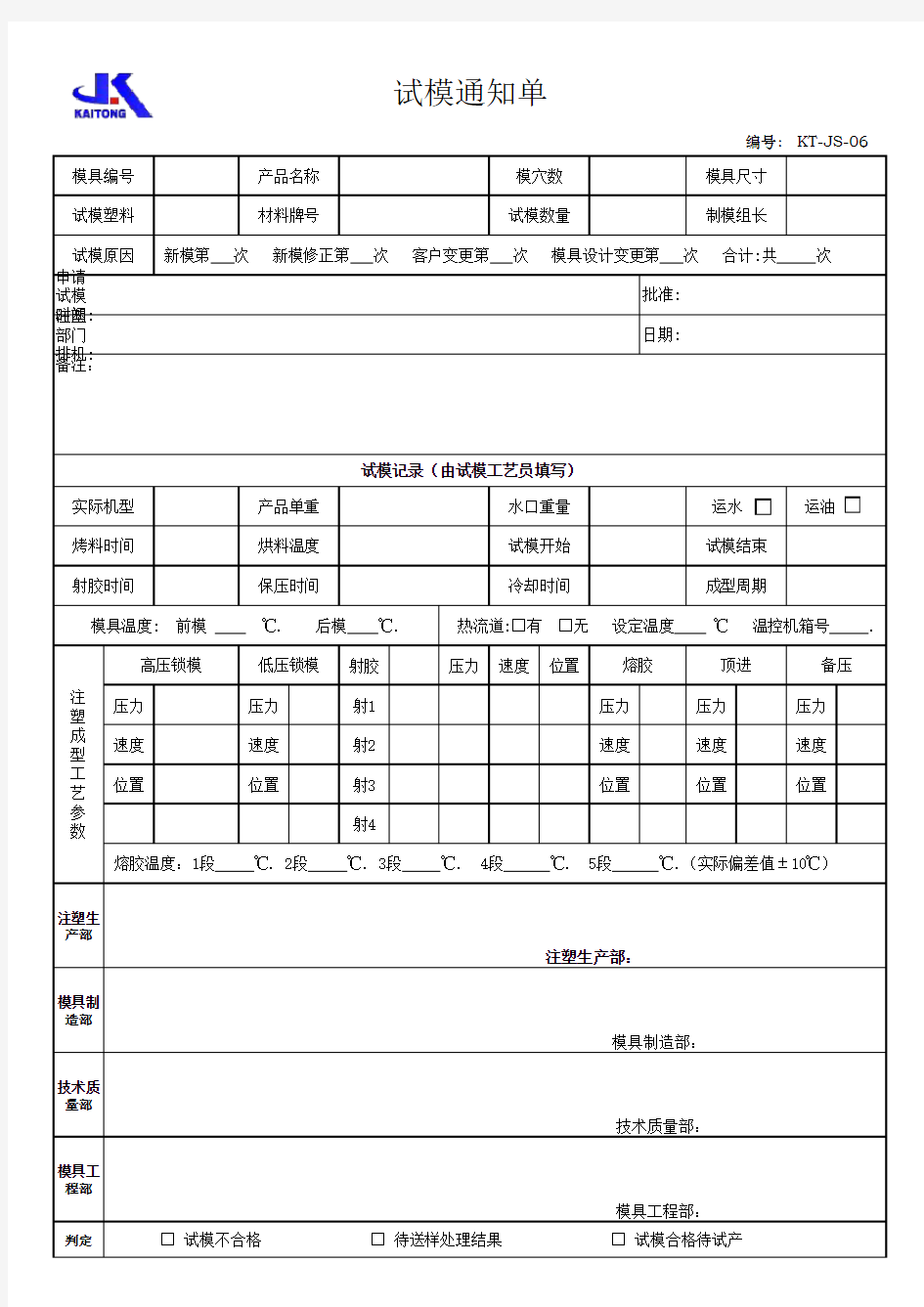
申请试模时间: 年 月 日 模具部:注塑部门排机: 年 月 日在 号机 注塑部:射胶压力
速度
位置
压力压力射1压力压力压力速度速度射2速度速度速度位置
位置
射3位置
位置
位置
射4
注塑生产部
模具制造部
技术质量部
模具工程部
判定试模记录(由试模工艺员填写)
备注:
□ 试模不合格 □ 待送样处理结果 □ 试模合格待试产
注塑生产部:
模具制造部:
技术质量部:
模具工程部:
备压产品名称制模组长
新模第 次 新模修正第 次 客户变更第 次 模具设计变更第 次 合计:共 次
材料牌号
运油
日期:
运水 热流道:□有 □无 设定温度 ℃ 温控机箱号 .冷却时间
试模原因
射胶时间
试模结束高压锁模
保压时间
成型周期
烤料时间烘料温度试模开始试模通知单
模具编号模具尺寸试模数量
试模塑料实际机型产品单重水口重量顶进模具温度: 前模 ℃. 后模 ℃.
注塑成型工艺参数
熔胶温度:1段 ℃. 2段 ℃. 3段 ℃. 4段 ℃. 5段 ℃.(实际偏差值±10℃)
模穴数低压锁模熔胶批准:编号:KT-JS-06
相关主题