注塑试模记录表 精品
文件编号:Ⅰ级
Ⅱ级
Ⅲ级
Ⅳ级
Ⅴ级
Ⅰ级
Ⅱ级
Ⅲ级
Ⅳ级
Ⅴ级
射胶压力mpa 射胶速度熔胶压力mpa
熔胶速度锁模压力mpa 保压速度保压压力mpa 锁模速度熔胶背压力mpa
Ⅰ区前进Ⅱ区后退Ⅲ区进压IV 区出压
V 区抽 胶
抽胶行程速度
压力
射嘴前模温度
射胶时间(秒)
热嘴温度
熔胶时间(秒)冷却时间(秒)保压级数
2#
保压时间
其它事项
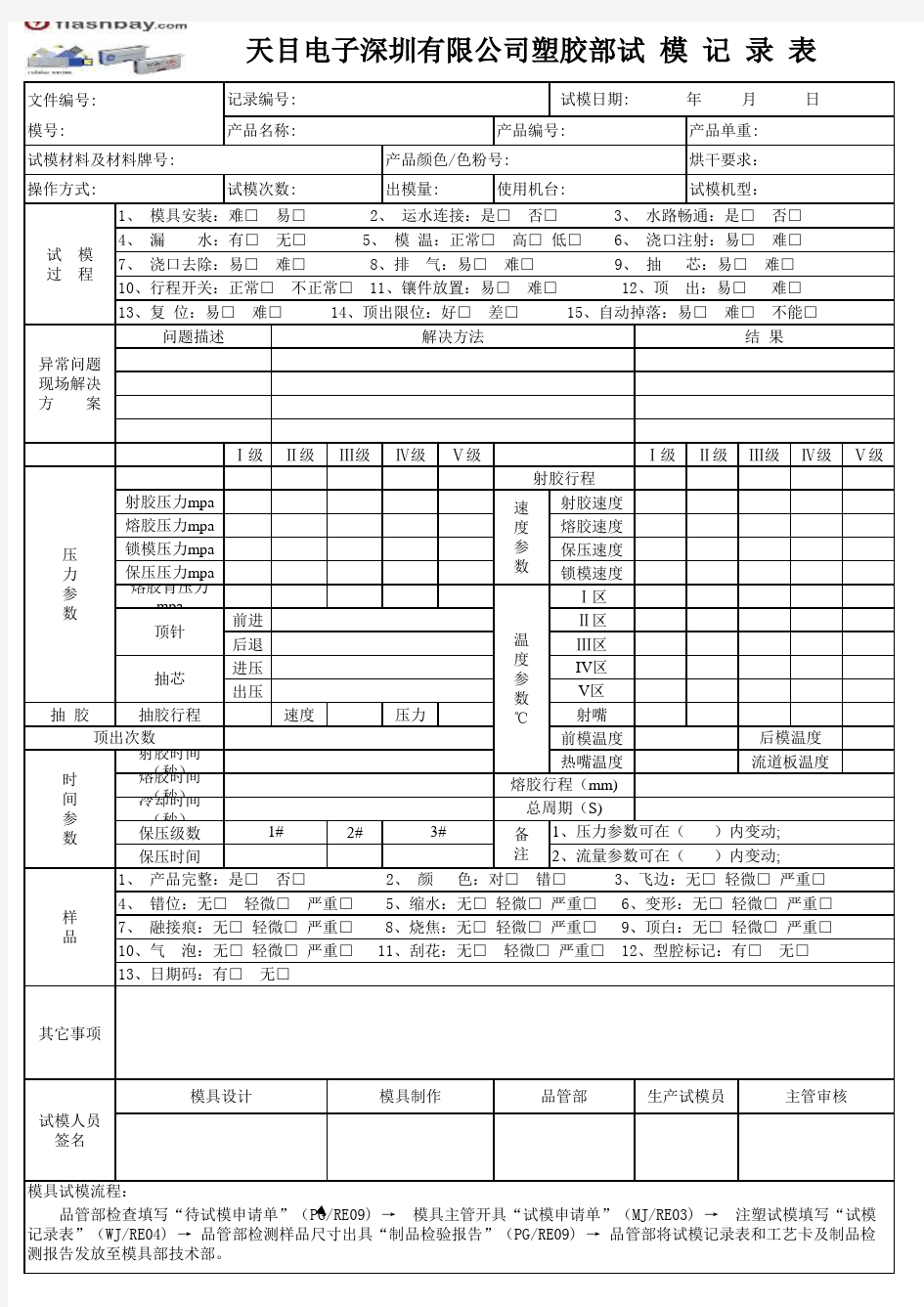
模具试模流程:
试模人员签名
解决方法
模具制作品管部生产试模员主管审核
模具设计
试模材料及材料牌号:模号:
产品名称:
产品编号:
产品颜色/色粉号:结 果
试 模过 程
烘干要求:抽芯
出模量:
使用机台:
试模机型:
温度参数℃
压力参数
射胶行程速度参数
13、日期码:有□ 无□
异常问题现场解决方 案
顶针问题描述
样品
顶出次数
4、 错位:无□ 轻微□ 严重□
5、缩水:无□ 轻微□ 严重□
6、变形:无□ 轻微□ 严重□
7、 融接痕:无□ 轻微□ 严重□
8、烧焦:无□ 轻微□ 严重□
9、顶白:无□ 轻微□ 严重□10、气 泡:无□ 轻微□ 严重□ 11、刮花:无□ 轻微□ 严重□ 12、型腔标记:有□ 无□ 1、 产品完整:是□ 否□ 2、 颜 色:对□ 错□ 3、飞边:无□ 轻微□ 严重□
时间参数
熔胶行程(mm)总周期(S)流道板温度
后模温度操作方式:
1#
3#
备注
1、压力参数可在( )内变动;
2、流量参数可在( )内变动; 天目电子深圳有限公司塑胶部试 模 记 录 表
1、 模具安装:难□ 易□
2、 运水连接:是□ 否□
3、 水路畅通:是□ 否□
4、 漏 水:有□ 无□
5、 模 温:正常□ 高□ 低□
6、 浇口注射:易□ 难□
7、 浇口去除:易□ 难□
8、排 气:易□ 难□
9、 抽 芯:易□ 难□10、行程开关:正常□ 不正常□ 11、镶件放置:易□ 难□ 12、顶 出:易□ 难□13、复 位:易□ 难□ 14、顶出限位:好□ 差□ 15、自动掉落:易□ 难□ 不能□
试模日期: 年 月 日
产品单重: 记录编号:试模次数: 品管部检查填写“待试模申请单”(PG/RE09) → 模具主管开具“试模申请单”(MJ/RE03) → 注塑试模填写“试模记录表”(WJ/RE04) → 品管部检测样品尺寸出具“制品检验报告”(PG/RE09) → 品管部将试模记录表和工艺卡及制品检测报告发放至模具部技术部。