日常保养检查记录表

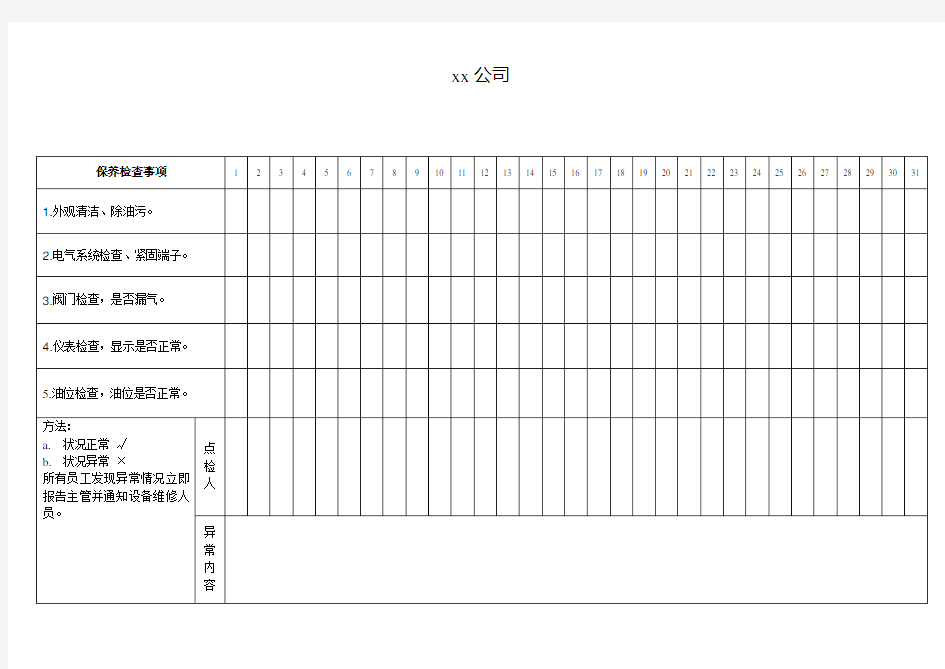
生产设备日常保养检查记录表年月QR-6.3-04
使用部门/人:设备名称:设备型号:设备编号:
台钻安全操作规程97448
精品文档 台钻操作规范 (适应本公司所有台钻) 一、工作前安全防护准备: 1,检查主轴箱在立柱上的夹紧情况,主轴套筒的升降 2. 检查手柄位置,进行保护性运转。 3、检查穿戴、扎紧袖口。长发必须戴工作帽。 4、严禁戴手套操作,以免被钻床旋转部分铰住,造成事故。 二、安装钻头前,需仔细检查钻套,钻套标准化锥面部分不能碰伤凸起,如有,应用油石修好、擦净,才可使用。拆卸时必须使用标准钭铁。装卸钻头要用夹头扳手,不得用敲击的方法装卸钻头。 三,钻孔时不可用手直接拉切屑,也不能用纱头或嘴吹清除切屑,头部不能与钻床旋转部分靠得太近,机床未停稳,不得转动变速盘变速,禁用手把握未停稳的钻头或钻夹头。操作时只允许一人。 四、钻孔时工件装夹应稳固,特别是在钻薄板零件、小工件、扩孔或钻大孔时,装夹更要牢固,严禁用手把持进行加工。孔即将钻穿时,要减小压力与进给速度。 五、钻孔时严禁在开车状态下装卸工件,利用机用平口钳夹持工件钻孔时,要扶稳平口钳,防止其掉落砸脚,钻小孔时,压力相应要小,以防钻头折断飞出伤人。 六、清除铁屑要用毛刷等工具,不得用手直接清理。工作结束后,要对机床进行日常保养,切断电源,搞好场地卫生 七,每天开机前按说明书在机床各移动,转动部位加注润滑油,并检查主轴箱在立柱上的夹紧情况,主轴套筒的升降。 八,保养 1,每天检查电源不得欠压,缺相。本公司使用的台钻要求的电源为三相,电压380V,频率50HZ。 2,每天开机前按说明书在机床各移动,转动部位加注润滑油。 3,每天清洁台钻卫生,注意死角不要漏掉。 4,一个月检查一次电气控制盒,各开关的可靠性。清除杂物和灰尘。 5,三个月清洗老润滑脂,打上新的润滑油。 6,一年查检一各机械部位的磨损情况,如间隙过大要更换新的部件,保证加工的精准度。 九,做好当天的设备点检记录。 感谢您的支持与配合,我们会努力把内容做得更好! .
台钻的操作与维护保养规程
台钻的操作与维护保养规程 1 范围 本标准规定了台钻的操作及维护保养方法 本标准适用于钻井队Z516型台钻的操作及维护保养2技术参数 型号:Z516 最大钻孔直径:16mm 主轴最大行程:100mm 主轴中心线至立柱表面距离:193mm 主轴端至工作台最大距离:318mm 主轴端至底座最大距离:548mm 主轴锥度:B18 主轴转速范围:480~4100rpm 主轴转速级数: 5 工作台面尺寸:265×265mm 底座尺寸工作台面尺寸:250×300mm 总高:1037mm 电动机:550W
4 安装及要求 无 5 操作步骤 5.1工作前安全防护准备 5.1.1检查手柄位置,进行保护性运转。 5.1.2检查穿戴、扎紧袖口。 5.1.3严禁戴手套操作,以免被钻床旋转部分铰住,造成事故。 5.2安装钻头前,需仔细检查钻套,钻套标准化锥面部分不能碰伤凸起,如有,应用油石修好、擦净,才可使用。拆卸时必须使用标准钭铁。 5.3钻头装夹必须牢固可靠,闲杂人员不可在旁观看。 5.4钻薄板零件、小工件、扩孔或钻大孔时,严禁用手把持进行加工。 5.5钻通孔时,使钻头通过工作台让刀,或在工作台上垫木块,避免损伤工作台面。 5.6钻削用力不可过大,钻销量必须控制在允许的技术范围内。 5.7机床未停稳,不得转动变速盘变速,禁用手把握未停稳的钻头或钻夹头。操作时只允许一人。 5.8工作中出现任何异常情况,应停车再处理 5.9清除铁屑要用毛刷等工具,不得用手直接清理或用嘴吹。 5.10工作结束后,要清理好机床,加油维护,切断电源,搞好场地卫生。 6 维护和保养
6.1由专人负责设备的定期技术保养,按规定加注润滑脂。 6.2定期检查皮带松紧度。 6.3保证开关控制有效。 6.4保持设备清洁。 8 相关文件 Z516型台钻使用说明书
各种设备维护保养记录表格
《设备维护保养记录》 编号:NO: 设备名称:使用部门维护人:年月 维护项目 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 异常情况 异常情况 记录 备注 注1:根据设备日常维护制度,用“√”表示该天进行维护,用“×”表示该天没有进行维护。 注2:异常情况栏,用“√”表示该日无异常情况,用“×”表示今日出现异常情况,并在异常情况记录栏内予以记录。
设备台帐 编号:BJJOD/JL/Q/E/S6.3-01NO:1 序号设备编号设备名称及规格型号验收日期放置地点备注 1 Sgsb001 切割机MH110 2 Sgsb002 切割机400A 3 Sgsb003 电焊机BX1 4 Sgsb004 电焊机BX1 5 Sgsb005 角磨机VG100-2D 6 Sgsb006 角磨机S1M-100 7 Sgsb007 角磨机S1M-100 8 Sgsb008 电钻D6-10 9 Sgsb009 电钻JIZ-KP07-10A 10 Sgsb010 电钻Mod.60006 11 Sgsb011 电钻6013BR 12 Sgsb012 云石锯EON永远110 13 Sgsb013 云石锯GDM12-34 14 Sgsb014 云石锯GDM13-34 15 Sgsb015 云石锯VG110 16 Sgsb016 云石锯VG110-2D 17 Sgsb017 气瓶 18 Sgsb018 氩弧焊机CW-3000 19 Sgsb019 氩弧焊机WS-400
20 Sgsb020 切铝机YJ-360ZC 21 Sgsb021 配电箱 22 Sgsb022 水平仪DSL01 23 Sgsb023 水平仪DSL01 24 Sgsb024 水平仪DSL01 25 Sgsb025 水平仪DSL01 26 Sgsb026 电锤GBH 4-32 DFR 27 Sgsb027 电锤GBH 4-32 DSC 28 Sgsb028 电锤GBH 3-28 E 29 Sgsb029 电锤GBH 3-28 E 30 Sgsb030 电锤日立DH45MR 31 Sgsb031 手电钻GBM 23-2 E 32 Sgsb032 手电钻GBM 23-2 E 33 Sgsb033 手电钻GBM 23-2 E 34 Sgsb034 手电钻日立D13 35 Sgsb035 手电钻威克士WORX WT101KE 36 Sgsb036 手电钻威克士WORX WT101KE 37 Sgsb037 吊车 38 Sgsb038 大型气泵 39 Sgsb039 空压机 40 Sgsb040 吊篮 41 Sgsb041 吊轮
台式钻床操作、维护和保养规程
Regulations on the operation and maintenance of bench type drilling Date:2011/8/15Revised code: 0 machine 编制(constitutor):审批(audit): 台式钻床操作、维护和保养规程 Regulations on the operation and maintenance of the bench type drilling machine 1.目的 1. objective 通过对设备的严格规范化管理,确保设备保持完好状态,更好地为生产服务。 For the objective that the equipments can work with high efficiency to finish the production well through the strict and standard management. 2.适用范围 2. Scope 台钻的操作、维护和保养。 It is applied in all kinds of the operation and maintenance of the bench type drilling machine. 3.操作规程 3.Regulations on operation 3.1操作场地必须整洁,照明充分。砂轮必须戴好砂轮罩,托架距砂轮不得超过5mm;使用 后必须拉闸。 Enough illumination ensure,sand wheel must be covered with its carter, bracket shall not exceed 5mm from sand wheel, (power supply cut off after operation finished) 3.2操作人员必须戴好安全眼镜不得正对砂轮,而应站在侧面。不准戴手套,严禁使用棉纱 等物包裹刀具进行磨削。 Operator must wear safety glasses and shall not stare at the wheel directly, he or she shall stand in the side direction toward sand wheel machine. It is not allowed to slicing by wrapping cutting tools with cotton yarn. 3.3砂轮只限于磨刀具、不得磨笨重的物料或薄铁板以及软质材料(铝、铜等)和木质品。 Sand wheel machine is only used to polish the cutting tools no other materials. 3.4砂轮机在开动前,要认真察看砂轮机与防护罩之间有无杂物。应先用手转动砂轮,观察 转动是否灵活,有无相擦现象。确认无问题时,再开动砂轮机。 Before starting the machine, check whether there are foreign articles between sand wheel machine and the protection carter. Rotate sand wheel manually to check if it is flexible, start the machine when everything goes well. 3.5在同一块砂轮上,禁止两人同时使用,更不准在砂轮的侧面磨活。磨工件时,操作者应 站在砂轮机的侧面。不要站在砂轮机的正面,以防砂轮崩裂,发生事故。 it is not permitted to allow two people operate one sand wheel at the same time, when polishing the workpieces, stand in the side position to prevent accident happening. 3.6使用时要精神集中,磨削时的站立位置应与砂轮机成一夹角,且接触压力要均匀,严禁 撞击砂轮,以免碎裂。
日常维护记录表
日常维护记录表 车型: VIN : 入库日期: 出库日期: 维护日期 维护人员签字 经销商库龄 维护大类 维护内容 维护情况 (已正常维护打勾,有维护数据需记录,有问题请列明) 年 月 日 入库7天内 电瓶维护 拆电瓶负极桩头 电瓶电压检测并记录 电压值: 轮胎维护 测量轮胎气压(气压不符则充放气并记录) 左前: /右前: /左后: /右后: 车身外观维护 生产满6个月需撕车膜(需查车生产日期) 需撕膜:已撕:□ / 不需撕膜,未撕:□ 车内功能检查 记录总里程数 燃油量检查(根据需要加油) 需加油:已加:□ / 不需加油,未加:□ 空调功能检查 年 月 日 30天 电瓶维护 拆电瓶负极桩头 电瓶电压检测并记录 电压值: 若电压值<12.3V ,则进行充电(自行选择充电方式) 电瓶怠速泵电(30min 以上):□ 电瓶快速充电:□ 轮胎维护 变更着地点 刹车盘除锈 车身外观维护 生产满6个月需撕车膜(查车生产日期) 需撕膜:已撕:□ / 不需撕膜,未撕:□ 洗车(包括雨刮片) 洗车人员签字: 表面清洁 车内功能检查 记录总里程数 燃油量检查(根据需要加油) 需加油:已加:□ / 不需加油,未加:□ 喇叭鸣叫功能检查 年 月 日 60天 电瓶维护 拆电瓶负极桩头 电瓶电压检测并记录 电压值: 若电压值<12.3V ,则进行充电(自行选择充电方式) 电瓶怠速泵电(30min 以上):□ 电瓶快速充电:□ 发动机舱维护 发动机舱清洁 卡箍螺栓除锈 轮胎维护 测量轮胎气压(气压不符则充放气并记录) 左前: /右前: /左后: /右后: 变更着地点 刹车盘除锈 车身外观维护 生产满6个月需撕车膜(查车生产日期) 需撕膜:已撕:□ / 不需撕膜,未撕:□ 洗车(包括雨刮片) 洗车人员签字: 表面清洁 车内功能检查 记录总里程数 燃油量检查(根据需要加油) 需加油:已加:□ / 不需加油,未加:□ 喇叭鸣叫功能检查 门铰链螺栓除锈 年 月 日 90天 电瓶维护 拆电瓶负极桩头 电瓶电压检测并记录 电压值: 若电压值<12.3V ,则进行充电(自行选择充电方式) 电瓶怠速泵电(30min 以上):□ 电瓶快速充电:□ 轮胎维护 卡箍螺栓除锈 变更着地点 刹车盘除锈 车身外观维护 生产满6个月需撕车膜(查车生产日期) 需撕膜:已撕:□ / 不需撕膜,未撕:□ 洗车(包括雨刮片) 洗车人员签字: 表面清洁 车内功能检查 记录总里程数 燃油量检查(根据需要加油) 需加油:已加:□ / 不需加油,未加:□ 喇叭鸣叫功能检查 年 月 日 120天 电瓶维护 拆电瓶负极桩头 电瓶电压检测并记录 电压值: 若电压值<12.3V ,则进行充电(自行选择充电方式) 电瓶怠速泵电(30min 以上):□ 电瓶快速充电:□ 发动机舱维护 发动机舱清洁 卡箍螺栓除锈 轮胎维护 测量轮胎气压(气压不符则充放气并记录) 左前: /右前: /左后: /右后: 变更着地点 刹车盘除锈 车身外观维护 生产满6个月需撕车膜(查车生产日期) 需撕膜:已撕:□ / 不需撕膜,未撕:□ 洗车(包括雨刮片) 洗车人员签字: 表面清洁 车内功能检查 记录总里程数 燃油量检查(根据需要加油) 需加油:已加:□ / 不需加油,未加:□ 注:1.维护方案,国产和进口车都适用;2.室内存放车辆洗车周期可适当延长至2个月一次。