游标卡尺读数方法
游标卡尺和螺旋测微器
1、游标卡尺的组成及分类
尺寸常用游标卡尺或千分尺测量,卡尺的组成,游标卡尺的式样很多,常用的有两用游标卡尺和双面游标卡尺。
2、游标卡尺的分类
以测量精度上分又有0.1㎜(游标尺10格)精度游标卡尺,0.05(游标尺20格)精度游标卡尺和0.02(游标尺50格)精度游标卡尺。
3、游标卡尺的刻线原理
(1)0.1㎜(1/10)精度游标卡尺刻线原理
尺身每小格为1㎜,游标刻线总长为9㎜,并等分为10格,因此每格为9/10=0.9㎜,则尺身和游标相对一格之差为1-0.9=0.1㎜,所以它的测量精度为0.1㎜。
(2)0.05㎜(1/20)精度游标卡尺刻线原理
尺身每小格为1㎜,游标刻线总长为39㎜,并等分为20格,因此每格为39/20=1.95㎜,则尺身和游标相对一格之差为2-1.95=0.05㎜,所以它的测量精度为0.05㎜。
(3)0.02㎜(1/50)精度游标卡尺刻线原理
尺身每小格为1㎜,游标刻线总长为49㎜,并等分为50格,因此每格为49/50=0.98㎜,则尺身和游标相对之差为1-0.98=0.02㎜,所以它的测量精度为0.02㎜。
4、游标卡尺读数方法:
读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取最接近对齐的线进行读数)。
判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的线在尺身对应线左右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了。
5、游标卡尺的使用游标卡尺可用来测量工件的宽度、外径、内径和深度。
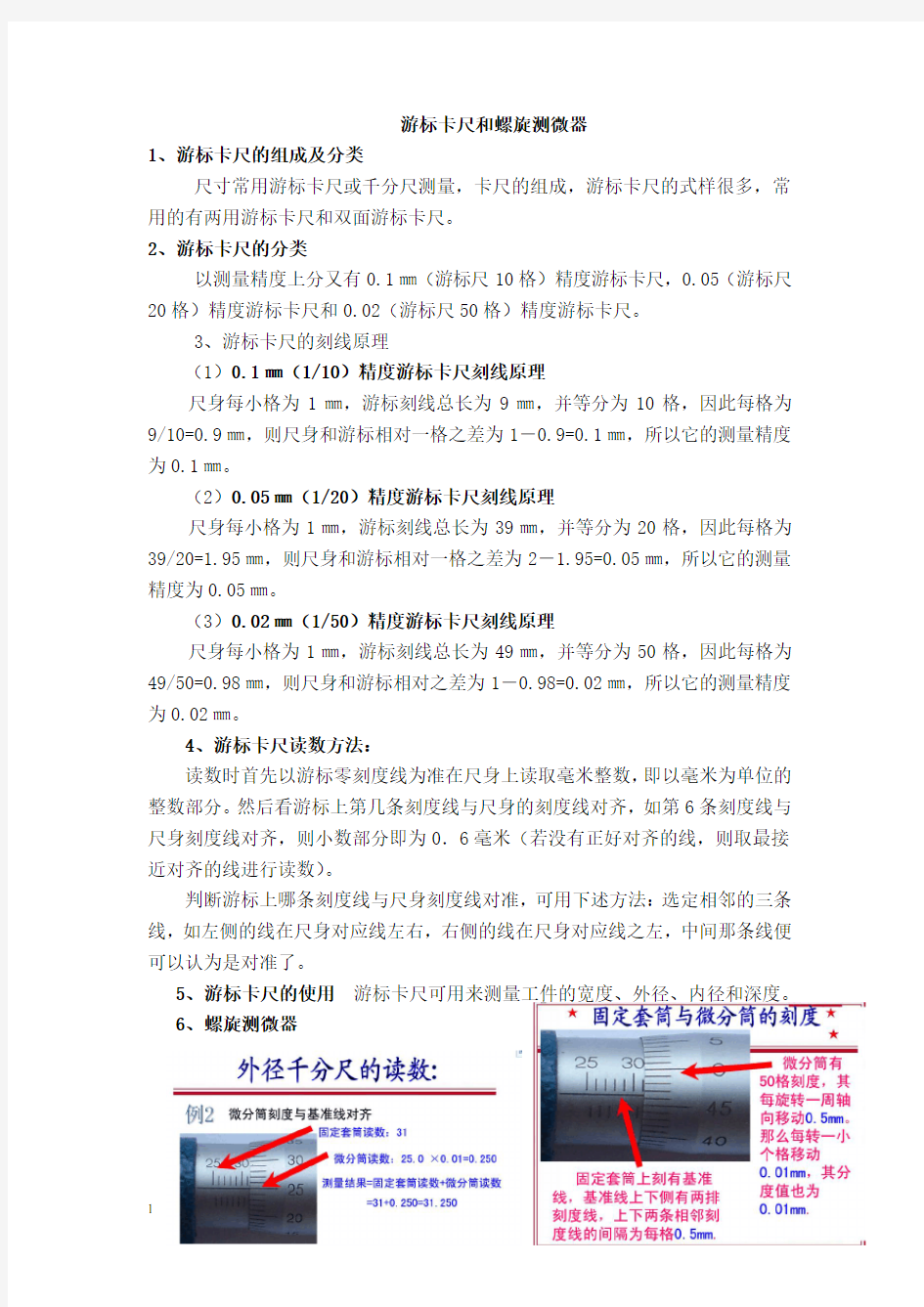
6、螺旋测微器
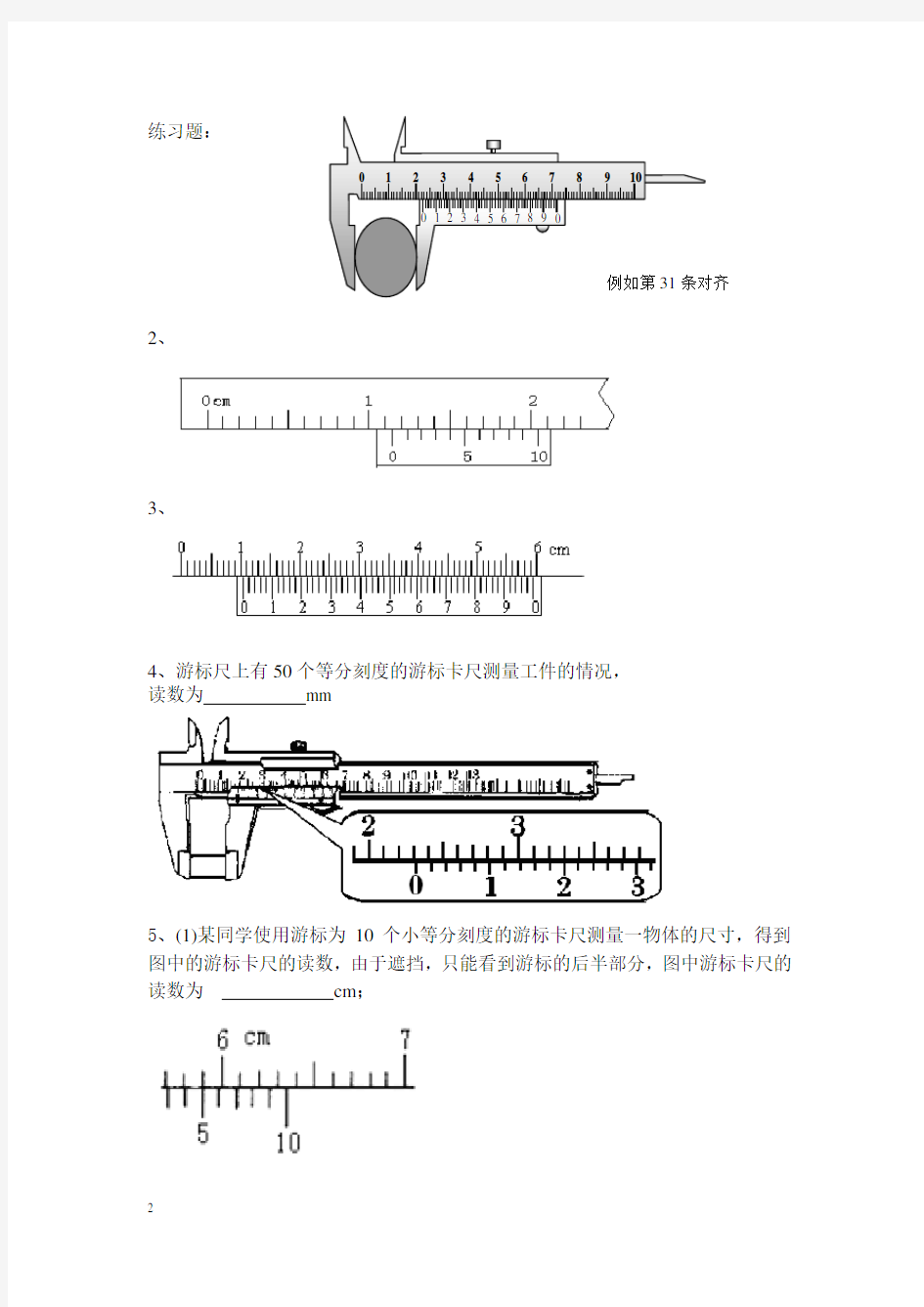
练习题:
2、
3、
4、游标尺上有50个等分刻度的游标卡尺测量工件的情况, 读数为 mm
5、(1)某同学使用游标为10个小等分刻度的游标卡尺测量一物体的尺寸,得到图中的游标卡尺的读数,由于遮挡,只能看到游标的后半部分,图中游标卡尺的读数为 cm ;
6、读出游标卡尺的读数为__________cm .
7、游标尺上有50个等分刻度的游标卡尺测量 工件的情况,请读出它们的读数为__
__mm
8、
9、游标卡尺(游标尺上有50个等分刻度)读数为_________cm 。
10、
1. 1
2.62mm 9.203mm 2. 11.4mm 0.920mm
3. 10.52mm 10.295mm
4. 1.880mm 23.20mm
5. 1.760mm 720nm
6. 5.45cm 0.520mm
7. 5.45cm 0.6725c
8. 1.880mm 10.44mm
9. 4.205mm 5.015mm 10. 1.998mm 1.094mm 11. 61.70mm 20 215v 100.8s 1
5
10
5
6
6 7 8(cm )
10
20
(图甲)
1、10.039m
2、8.063mm
3、6.407mm
4、2.141mm
5、8.805mm
6、14.540mm
7、3.008mm
8、5.383mm
9、2.586mm 10、7.500mm 11、9.270mm 12、5.804mm
游标卡尺读数方法
游标卡尺和螺旋测微器 1、游标卡尺的组成及分类 尺寸常用游标卡尺或千分尺测量,卡尺的组成,游标卡尺的式样很多,常用的有两用游标卡尺和双面游标卡尺。 2、游标卡尺的分类 以测量精度上分又有0.1㎜(游标尺10格)精度游标卡尺,0.05(游标尺20格)精度游标卡尺和0.02(游标尺50格)精度游标卡尺。 3、游标卡尺的刻线原理 (1)0.1㎜(1/10)精度游标卡尺刻线原理 尺身每小格为1㎜,游标刻线总长为9㎜,并等分为10格,因此每格为9/10=0.9㎜,则尺身和游标相对一格之差为1-0.9=0.1㎜,所以它的测量精度为0.1㎜。 (2)0.05㎜(1/20)精度游标卡尺刻线原理 尺身每小格为1㎜,游标刻线总长为39㎜,并等分为20格,因此每格为39/20=1.95㎜,则尺身和游标相对一格之差为2-1.95=0.05㎜,所以它的测量精度为0.05㎜。 (3)0.02㎜(1/50)精度游标卡尺刻线原理 尺身每小格为1㎜,游标刻线总长为49㎜,并等分为50格,因此每格为49/50=0.98㎜,则尺身和游标相对之差为1-0.98=0.02㎜,所以它的测量精度为0.02㎜。 4、游标卡尺读数方法: 读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取最接近对齐的线进行读数)。 判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的线在尺身对应线左右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了。 5、游标卡尺的使用游标卡尺可用来测量工件的宽度、外径、内径和深度。 6、螺旋测微器
游标卡尺构造原理附使用方法与读数
游标卡尺的构造、原理及使用方法和读数 一、构造 常用的游标卡尺外形如图l-1所示。 游标尺B套在主尺A上并能沿主尺滑动,C、D、E分别为外径测脚、内径测脚和藏在主尺背面的深度测脚。测量时使测脚与被测物的端面接触,如图l—2所示。测脚与被测物接触的表面叫工作面。两个外径测脚的工作面互相平行并且都垂直于主尺,用它们夹住圆柱体时,两工作面的距离等于圆柱直径D。两个内径测脚的工作面相互平行并且都垂直于主尺,用它们从内部撑住圆孔且张开最大时,两工作面的距离等于圆孔内径d。将主尺尾端抵住凹槽上口表面,深度测脚抵住槽底时,测脚伸出的长度等于槽深h。 二、测量原理
某一种游标卡尺的刻度状况如图1—3甲所示,主尺最小分度为1毫米,游标尺刻度总长度为9毫米,划成10等分。因此游标1分度的长度为0.9毫米,与主尺1毫米之差△L(叫做微差)为0.1毫米,它的第一条刻线与主尺上1毫米刻线重合,其余刻线都与主尺上刻线不重合。同样,游标尺向右移动0.2毫米,将只有它的第二条刻线与主尺上2毫米刻线重合。 设用外径测脚夹住一张铜片时游标尺位置如图l—3乙所示,游标的第七条刻线与主尺上某刻线重合(图中用▲指示),则可知游标尺从甲图位置向右移动的距离d = 0.7毫米,就等于该铜片的厚度。 这种精度的游标还有另一种刻制方法:游标尺刻度仍为10等分,但总长度等于19毫米,游标尺1分度与主尺上2毫米的微差也是0.1毫米,如图1—3丙所示。 三、使用方法 右手握住主尺,用拇指推动游标尺进退。先让测脚并拢检查零点,正常情况下游标零刻线应与主尺零刻线重合。若未能对正,应记下此时读数x0,叫做初读数或零点读数。它可能是正值也可能是负值,如图1一4所示的。x0 =-0.3毫米。
游标卡尺的读数方法
游标卡尺的读数方法 游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。 结构组成 游标卡尺由主尺和副尺(又称游标)组成。主尺与固定卡脚制成一体;副尺与活动卡脚制成一体,并能在主尺上滑动。游标卡尺有0.02、0.05、 0.1mm三种测量精度。 读数方法 游标卡尺是利用主尺刻度间距与副尺刻度间距读数的。以13-2图0.02mm游标卡尺为例,主尺的刻度间距为1mm,当两卡脚合并时,主尺上49mm刚好等于副尺 上50格,副尺每格长为=0.98mm。主尺与副尺的刻度间相关为1-0398=0.02mm,因此它的测量精度为0.02mm(副尺上直接用数字刻出) 游标卡尺读数分为三个步骤,下面以图13-3所示0.02游标卡尺的某一状态为 例进行说明。 1.在主尺上读出副尺零线以左的刻度,该值就是最后读数的整数部分。图示 33mm。 2.副尺上一定有一条与主尺的刻线对齐,在刻尺上读出该刻线距副尺的格数, 将其与刻度间距0.02mm相乘,就得到最后读数的小数部分。图示为0.24mm。
3.将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。 游标卡尺的使用方法 量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,对国家造成不必要的损失。所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量。 使用游标卡尺测量零件尺寸时,必须注意下列几点: 1.测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损, 把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要 相互对准。这个过程称为校对游标卡尺的零位。 2.移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。用固 定螺钉固定尺框时,卡尺的读数不应有所改变。在移动尺框时,不要忘记 松开固定螺钉,亦不宜过松以免掉了。 3.当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能 歪斜。测量时,可以轻轻摇动卡尺,放正垂直位置,图2-6所示。否则,量爪若在如图2-6所示的错误位置上,将使测量结果a比实际尺寸b要大; 先把卡尺的活动量爪张开,使量爪能自由地卡进工件,把零件贴靠在固定 量爪上,然后移动尺框,用轻微的压力使活动量爪接触零件。如卡尺带有 微动装置,此时可拧紧微动装置上的固定螺钉,再转动调节螺母,使量爪 接触零件并读取尺寸。决不可把卡尺的两个量爪调节到接近甚至小于所测 尺寸,把卡尺强制的卡到零件上去。这样做会使量爪变形,或使测量面过 早磨损,使卡尺失去应有的精度。 4.用游标卡尺测量零件时,不允许过分地施加压力,所用压力应使两个量爪 刚好接触零件表面。如果测量压力过大,不但会使量爪弯曲或磨损,且量 爪在压力作用下产生弹性变形,使测量得的尺寸不准确(外尺寸小于实际 尺寸,内尺寸大于实际尺寸)。 在游标卡尺上读数时,应把卡尺水平的拿着,朝着亮光的方向,使人的视 线尽可能和卡尺的刻线表面垂直,以免由于视线的歪斜造成读数误差。 5.为了获得正确的测量结果,可以多测量几次。即在零件的同一截面上的不 同方向进行测量。对于较长零件,则应当在全长的各个部位进行测量,务 使获得一个比较正确的测量结果。
游标卡尺读数方法
游标卡尺读数方法 Prepared on 22 November 2020
游标卡尺和螺旋测微器 1、游标卡尺的组成及分类 尺寸常用游标卡尺或千分尺测量,卡尺的组成,游标卡尺的式样很多,常用的有两用游标卡尺和双面游标卡尺。 2、游标卡尺的分类 以测量精度上分又有㎜(游标尺10格)精度游标卡尺,(游标尺20格)精度游标卡尺和(游标尺50格)精度游标卡尺。 3、游标卡尺的刻线原理 (1)㎜(1/10)精度游标卡尺刻线原理 尺身每小格为1㎜,游标刻线总长为9㎜,并等分为10格,因此每格为9/10=㎜,则尺身和游标相对一格之差为1-=㎜,所以它的测量精度为㎜。 (2)㎜(1/20)精度游标卡尺刻线原理 尺身每小格为1㎜,游标刻线总长为39㎜,并等分为20格,因此每格为 39/20=㎜,则尺身和游标相对一格之差为2-=㎜,所以它的测量精度为㎜。 (3)㎜(1/50)精度游标卡尺刻线原理 尺身每小格为1㎜,游标刻线总长为49㎜,并等分为50格,因此每格为 49/50=㎜,则尺身和游标相对之差为1-=㎜,所以它的测量精度为㎜。 4、游标卡尺读数方法: 读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取最接近对齐的线进行读数)。 判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的线在尺身对应线左右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了。 5、游标卡尺的使用游标卡尺可用来测量工件的宽度、外径、内径和深度。 6、螺旋测微器 练习题: 2、 3、 0 1 2 3 4 5 6 7 8 9 0 0 1 2 3 4 5 6 7 8 9 10 例如第31条对齐
游标卡尺正确的读数方法
游标卡尺的正确的读数方法 游标卡尺是科研和工程技术上常用的的比较精确的长度测量工具。它的正确使用和准确读数是历届高考的热点。下面介绍游标卡尺的一种快速正确的读数方法。 10等分的游标尺长度为9毫米,20等分的游标尺长度为19毫米,50等分的游标尺长度为49毫米,,,其中的n分之一毫米就是该种游卡尺的准确度,所以游标卡尺读数的小数部分就等于刻度线乘以该游标卡尺的精确度。 正确的游标卡尺的测量长度是主尺零刻度到游标尺零刻度之间的长度。游标卡尺的读数结果一般先以毫米为单位,然后再换算成所需要的单 位。游标卡尺的读数一般不用估读。游标卡尺的读数 等于主尺上的整毫米数加上游标尺上的毫米以下的小 数部分。 游标卡尺的读数可分为两步:第一步读出主尺的 零刻度线到游标尺的零刻度线之间的整毫米数a;第 二步根据游标尺上与主尺对齐的刻度线读出毫米以下 的小数部分,两者相加就是待测物体的测量值。一般 是第一步较容易,第二步比较困难,下面着重介绍第二步的读数方法。 对于游标尺上有10个等分小格的,是精确 度0.1毫米的游标卡尺,游标尺的刻度如图3所 示。这种游标尺的第几条刻度线与主尺的某条刻 度线对齐就读零点几毫米,第0条、第1条、第 2、第3条、第4条、第5条、第6条、第7条、 第8条、第9条,它们对应的读数分别就是:0.0、 0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、 0.0mm。 对于游标尺上有20个等分小格的,是精 确到0.05毫米的游标卡尺,游标尺的刻度如 图4所示。游标尺上从零刻度线开始,每隔2 小格的刻度线分别标上数字1、2、3、4、5、 6、7、8、9、0。从游标尺的零刻度线开始, 各条刻度线与主尺某条刻度线对齐时,所对应 的读数分别是:0.00,0.05,0.10,0.15,0.20, 0.25mm,如此等等,直到0.90、0.95、0.00mm。例如,当游标尺的第10条刻度线与主尺的某条刻度线对齐时,其小数部分的读数为0.50mm,这时刚好是标有数字5的刻度线与主尺的某条刻度线对齐;当当游标尺标有数字5刻度线右边的第1条刻度线与主尺的某条刻度线对齐时,游标尺的读数为0.55mm;当游标上标有数字6的刻度线与主尺上的某条刻度线对齐时,其小数部分的读数为0.60mm,注意不是0.6mm,因为这时准确度为0.05mm,对毫米为单位,小数后面应该有两位。 对于游标尺上有 50个等分小格的,是 精确到0.02毫米的游 标卡尺,游标尺的刻 度如图5所示。游标 尺上从零刻度线开
游标卡尺的正确读数方法
游标卡尺的正确读数方法 游标卡尺的读数方法 游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。 结构组成 , 游标卡尺由主尺和副尺(又称游标)组成。主尺与固定卡脚制成一体;副 尺与活动卡脚制成一体,并能在主尺上滑动。游标卡尺有0.02、0.05、 0.1mm三种测量精度。 读数方法 游标卡尺是利用主尺刻度间距与副尺刻度间距读数的。以13-2图0.02mm游标卡尺为例,主尺的刻度间距为1mm,当两卡脚合并时,主尺上49mm刚好等于副尺上50格,副尺每格长为,0.98mm。主尺与副尺的刻度间相关为1,0398,0.02mm,因此它的测量精度为0.02mm(副尺上直接用数字刻出) 游标卡尺读数分为三个步骤,下面以图13-3所示0.02游标卡尺的某一状态为例进行说明。
1. 在主尺上读出副尺零线以左的刻度,该值就是最后读数的整数部分。图示 33mm。 2. 副尺上一定有一条与主尺的刻线对齐,在刻尺上读出该刻线距副尺的格 数,将其与刻度间距0.02mm相乘,就得到最后读数的小数部分。图示为 0.24mm。 3. 将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。 游标卡尺的使用方法 量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,对国家造成不必要的损失。所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量。 使用游标卡尺测量零件尺寸时,必须注意下列几点: 1. 测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无 损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻 线要相互对准。这个过程称为校对游标卡尺的零位。 2. 移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。用固 定螺钉固定尺框时,卡尺的读数不应有所改变。在移动尺框时,不要忘记 松开固定螺钉,亦不宜过松以免掉了。 3. 当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能 歪斜。测量时,可以轻轻摇动卡尺,放正垂直位置,图2-6所示。否则, 量爪若在如图2-6所示的错误位置上,将使测量结果a比实际尺寸b要大; 先把卡尺的活动量爪张开,使量爪能自由地卡进工件,把零件贴靠在固定
游标卡尺读法大全
游标卡尺的快速正确的读数方法 游标卡尺是科研和工程技术上常用的的比较精确的长度测量工具。它的正确使用和准确读数是历届高考的热点。下面介绍游标卡尺的一种快速正确的读数方法。 游标卡尺的读数公式推导: 设某次测量物体的长度的情况如图1所示,其中 L 1为主尺的零刻度线到游标尺的零刻度线之间的整毫 米数,设有a 小格,则为a 毫米;L 2是主尺上紧靠游 标尺前的整毫米刻度线到与游标尺对齐的刻度线之间 的长度,设有b 小格,则为b 毫米;L 3是游标尺上的 零刻度线到游标尺上与主尺对齐的刻度线之间的长 度,设有c 小格;主尺零刻度线到游标尺零刻度线之 间的长度等于待测物体的长度为L 。则有: x a L L L L 321+=-+= 其中a 是以毫米为单位读数的整数部分;x 是以毫米为单位读数的小数部分,显然有:32L L x -=。 设游标尺总的长度为m 毫米,有n 个等分小格,每1小格的长度等于n m 毫米。50等分的游标尺长度为49毫米,20等分的游标尺长度为19毫米,10等分的游标尺长度为9毫米,这类游标卡尺,有1n m -=。另外有一种10等分的游标尺长度为19mm ,则1n 2m -=。 则n m c b L L x 32? -=-=, 当1n m -=时, )n 11(c b n m c b x --=?-=, 这类游标卡尺,实践中发现c b =,即主尺上紧靠游标尺的零刻度线前毫米刻度线到与游标尺对齐的刻度线的毫米数b ,等于游标尺上的零刻度线到游标尺与主尺对齐的刻度线之间的小格数c 是相等的。则有: n 1c x ?=。 当1n 2m -=时, )n 12(c b n m c b x --=?-=, 对这种游标卡尺,实验中发现,c 2b =。则同样有: n 1c x ?=。
带表游标卡尺及其读数方式
带表卡尺及其读法 1、带表卡尺,是指通过机械传动系统,将两测量爪相对移动转变为指示表指针的回转运动,并借助尺身刻度和指示表,对两测量爪相对移动所分隔的距离进行读数的一种通用长度测量工具。 2、有0.01、0.02、0.05这三种。指示表指针旋转一周所指示的长度,对分度值0.01的为1mm,对分度值0.02的为2mm,对分度值为0.05的为5mm。带表游标卡尺的测量范围:有0~150、0~200、0~300这三个范围。 3、使用方法 带表卡尺使用方法是否正确,直接影响精度,使用时应遵守下列要求: 1.使用前应将游标卡尺擦干净,然后拉动尺框,沿尺身滑动应灵活、平稳,不得时紧时松或卡住现象。用紧固螺钉固定尺框身读数不应发生变化。 2.检查零位。轻轻推动尺框,使两测量爪的测量面合拢,检查两测量面接触情况,不得有明显漏光现象,并且表盘指针指向“0”,同时,检查尺身与尺框是否在零刻度线对齐。 3.测量时,用手慢慢推动和拉动尺框,使量爪与被测零件表面轻轻接触,然后轻轻晃动游标卡尺,使其接触良好。使用游标卡尺时因没有测力机构,全凭操作者手感掌握,不得用力过大,以免影响测量精度。 4.测量外形尺寸时,应先将游表卡尺活动量爪张开,使工件能自由地放入两量爪之间,然后将固定量爪贴靠在工作表面上,用手移动尺框,使活动量爪紧密贴在工件表面上。注意:1.测量时工件两端面与量爪不得倾斜。2.测量时,不得使用量爪间的距离小于工件尺寸,而强制将量爪卡到零件上。 5.测量内径尺寸时,应将两刀口内量爪分开且距离小于被测尺寸,放入被测孔内后再移动尺框内量爪使其在工件内表面紧密接触,即可以在卡尺进行读数。注意:游标卡尺测量爪应测在工件两端孔的直径位置处,且不得歪斜。 6.游标卡尺量爪测量面有多种形状。测量时,应根据被测零件的形状正确选用。如测量长和外形尺寸,则应选用外量爪测量;如测内径,应选用内量爪测量;如测深度,则应选用深度尺来测量。 7.读数时,带表游标卡尺应水平拿着,使视线正对刻度线表面,然后按读数方法仔细辩认指示位置,以便读出,以免因视线不正,造成读数误差。 4 读数方式 读数时,先读主尺上面的值,再读表盘上面的值。当主尺上面的值为偶数时,我们则在表盘上读右半圈的数值;当主尺上面的值为奇数时,我们则在表盘上读左半圈的数值。(如下)
高考物理游标卡尺、螺旋测微器原理及使用读数
——螺旋测微器 读数公式: 测量值=固定刻度值+固定刻度的中心水平 线与可动刻度对齐的位置的读数×0.01mm 螺旋测微器是依据螺旋放大的原理制成的, 即螺杆在螺母中旋转一周,螺杆便沿着旋转 轴线方向前进或后退一个螺距的距离。因 此,沿轴线方向移动的微小距离,就能用圆 周上的读数表示出来。螺旋测微器的精密螺 纹的螺距是0.5mm ,可动刻度有50个等分 刻度,可动刻度旋转一周,测微螺杆可前进 或后退0.5mm ,因此旋转每个小分度,相当于测微螺杆前进或后退这0.5/50=0.01mm 。可见,可动刻度每一小分度表示0.01mm ,所以以螺旋测微器可准确到0.01mm 。由于还能再估读一位,可读到毫米的千分位,故又名千分尺。使用螺旋测微器应注意以下 几点: ①测量时,在测微螺杆快靠近被测物体时应停止使用旋钮,而 改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能 保护螺旋测微器。 ②在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。 ③读数时,千分位有一位估读数字, 不能随便扔掉,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。 ④当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现零误差,应加以修正,即在最后测长度的读数上去掉零误差的数值。 [经验之谈]:(1)看半刻度是否漏出,固定刻度上的刻度值是以mm 为单位; (2)可动刻度要估读,小数点后应保留三位有效数字。 如右图读数时,从固定刻度上读取整、半毫米数,然后从可动刻度上读取剩余部分(因为是10分度,所以在最小刻度后应再估读一位),再把两部分读数相加,得测量值。右图中的读数应该是6.702mm 。测量值=6.5+20.3×0.01mm =6.703mm (6.702mm ~6.704mm 均正确) 例1、 ⑴ ⑵ 答案:⑴ 读数 9.270 读数 5.804 读数 7.500
游标卡尺的使用方法游标卡尺读数方法
游标卡尺的使用方法游标卡尺读数方法 不知道怎么使用游标卡尺怎么办?不用担心,一起来看看出guo 为大家精心的“游标卡尺的使用方法游标卡尺读数方法”,欢迎大家阅读,供您参考。更多内容请关注出guo。 游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。若从背面看,游标是一个整体。游标与尺身之间有一弹簧片,利用弹簧片的弹力使游标与尺身靠紧。游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。 尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。深度尺与游标尺连在一起,可以测槽和筒的深度。尺身和游标尺上面都有刻度。以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐。 当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,依此类推。在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取最接近对齐的线进行读数)。如有零误差,则一律用上述结果减去零误差(零误差为负,相当于加上相同大小的零误差),读数结果为: L=整数部分+小数部分-零误差判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的线在尺身对应线左右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了,如图2.3-4。 L= 对准前刻度+游标上第n条刻度线与尺身的刻度线对齐 *(乘以)分度值 如果需测量几次取平均值,不需每次都减去零误差,只要从最后结果减去零误差即可。 以刻度值0.02mm的精密游标卡尺为例,读数方法,可分三步; 1)根据副尺零线以左的主尺上的最近刻度读出整毫米数; 2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02 读出小数; 3)将上面整数和小数两部分加起来,即为总尺寸。 0.02mm游标卡尺的读数方法 如上图所示,副尺0线所对主尺前面的刻度64mm,副尺0线后的第9条线与主尺的一条刻线对齐。副尺0 线后的第9条线表示:
高二物理游标卡尺的读数方法(最新)
一.游标卡尺的使用 1.结构组成:标卡尺由主尺和副尺(又称游标)组成。主尺与固定卡脚制成一体;副尺与活动卡脚制成一体,并能在主尺上滑动。游标卡尺有0.02、0.05、0.1mm三种测量精度。 2.读书方法: (1)游标卡尺是利用主尺刻度间距与副尺刻度间距读数的。以下图0.02mm游标卡尺为例,主尺的刻度间距为1mm,当两卡脚合并时,主尺上49mm刚好等于副尺上50格,副尺每格长为=0.98mm。主尺与副尺的刻度间相关为1-0398=0.02mm,因此它的测量精度为0.02mm(副尺上直接用数字刻出) (2)在主尺上读出副尺零线以左的刻度,该值就是最后读数的整数部分为33mm。副尺上一定有一条与主尺的刻线对齐,在刻尺上读出该刻线距副尺的格数,将其与刻度间距0.02mm 相乘,就得到最后读数的小数部分为0.24mm。将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。 3.使用游标卡尺测量零件尺寸时,必须注意下列几点: (1)测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。这个过程称为校对游标卡尺的零位。 (2)移动尺框时,活动自如,不应过松或过紧,更不能有晃动现象。用固定螺钉固定尺框时,卡尺的读数不应有所改变。移动尺框时,不要忘记松开固定螺钉,亦不宜过松。 (3)当测量零件外尺寸时:卡尺两测量面的连线应垂直于被测表面,不能歪斜。测量时,可轻轻摇动卡尺,放正垂直位置。如卡尺带有微动装置,此时可拧紧微动装置上的固定螺钉,再转动调节螺母,使量爪接触零件并读取尺寸。决不可把卡尺的两个量爪调节到接近甚至小于所测尺寸,把卡尺强制卡到零件上去。这样做会使量爪变形,或使测量面过早磨损,使卡尺失去应有的精度。 (4)用游标卡尺测量零件时,不允许过分施加压力,所用压力应使两个量爪刚好接触零件表面。如果测量压力过大,不但会使量爪弯曲或磨损,且量爪在压力作用下产生弹性变形,使测量得的尺寸不准确(外尺寸小于实际尺寸,内尺寸大于实际尺寸)。 (5)游标卡尺上读数时,应把卡尺水平拿着,朝着亮光方向,使人的视线尽可能和卡尺的刻度线表面垂直,以免由于视线的歪斜造成读数误差。 (6)结果,可以多测量几次。即在零件的同一截面上的不同方向进行测量。对于较长零件,则应当在全长各个部位进行测量,获得一个比较正确的测量结果。 二.“测定电源电动势和内阻”实验误差分析与比较 1.电流表外接法
游标卡尺读数及使用方法
2.1游标卡尺原理与读数 游标卡尺调整 测量读数前,首先,检查主标尺和游标表的0标记是否重合(如下图示),如果主标尺已经在0位,游标表未回到0位,此时,我们应松开游标制动螺丝,缓缓制动游标表,置0位,然后锁紧,接下来就可以测量。 游标卡尺读数 把主标尺与游标尺的标记重合处的主标尺与游标尺数值相加即为测量值。以下举例予以说明。 如下图所示,标有“●”处表示两者标记重合处。 主标尺标记与游标尺标记完全重合时最好,但也有某些标记不完全重合的情形。 当我们向右拉动游标卡尺时,游标标刚好旋转180度,刻度为50等分,由此可见1/50,每个刻度值为0.02毫米,刻度等分越多,卡尺精度越高。 例一:整数读法
例二:含有一位小数读法 例三:含有两位位小数读法
2.2 测量面的精度 游标卡尺有3个测量面,分别上测量外径用的尺身和游标的外测量爪,测量内径用的尺身和游标的内测量爪及测量深度用的深度尺。 量爪 最为重要的是测量爪合并时,主标尺的0标记和游标尺的0标记要重合。 该主标尺和游标尺的0标记重合时,两测量爪必须紧靠在一起,保证其接触紧密且缝隙处不漏光,间隙宽度在3μm以下。因为JIS规定的测量长度小于100MM,分度值小于0.02MM时,1级综合精度为0.02MM (2级是±0.04MM),所以间隙宽度3μm,游标卡尺符合测量精度要求。 由于游标卡尺在机械加工中多次使用,测量爪的测量面易受磨损出现缝隙,这时就不能正确测量了。 内测量爪 对于测量内径的内测量爪,使量爪紧密闭合时,仅仅能看到透过极微小的光为宜。不透光或透光较多都是不准确的,要注意的是内测量爪的尖端碰上异物容易损伤,如发生碰撞必须检查。 深度尺 深度尺可完全缩到尺身的凹槽里面,深度基准面和深度尺水平对齐时,主标尺和游标尺的O标记必须重合,立在平板上时,测量爪间出现缝隙,标尺的0标记偏离,则为不准确的游标卡尺。
游标卡尺的读数原理和读数方法
游标卡尺的读数原理和读数方法 游标卡尺的读数机构,是由主尺和游标(如图2―2中的6和8)两部分组成。当活动量爪与固定量爪贴合时,游标上的“0”刻线(简称游标零线)对准主尺上的“0”刻线, 此时量爪间的距离为“0”,见图2―2。当尺框向右移动到某一位置时,固定量爪与活动量爪之间的距离,就是零件的测量尺寸,见图2―1。此时零件尺寸的整数部分,可在游标零线左边的主尺刻线上读出来,而比1mm小的小数部分,可借助游标读数机构来读出,现把三种游标卡尺的读数原理和读数方法介绍如下。 1游标读数值为0.1mm的游标卡尺 如图2―4(a)所示,主尺刻线间距(每格)为1mm,当游标零线与主尺零线对准(两爪合并)时,游标上的第10刻线正好指向等于主尺上的9mm,而游标上的其他刻线都不会与主尺上任何一条刻线对准。 游标每格间距=9mm÷10=0.9mm 主尺每格间距与游标每格间距相差=1mm-0.9mm=0.1mm 0.1mm即为此游标卡尺上游标所读出的最小数值,再也不能读出比0.1mm小的数值。 当游标向右移动0.1mm时,则游标零线后的第1根刻线与主尺刻线对准。当游标向右移动0.2mm时,则游标零线后的第2根刻线与主尺刻线对准,依次类推。若游标向右移动0.5mm,如图2-4(b),则游标上的第5根刻线与主尺刻线对准。由此可知,游标向右移动不足1mm的距离,虽不能直接从主尺读出,但可以由游标的某一根刻线与主尺刻线对准时,该游标刻线的次序数乘其读数值而读出其小数值。例如,图2―4(b)的尺寸即为:5×0.1=0.5(mm)。 图2-4 游标读数原理 另有1种读数值为0.1mm的游标卡尺,图2-5(a) 所示,是将游标上的10格对准主尺的19mm,则游标每格=19mm÷10=1.9mm,使主尺2格与游标1格相差=2-1,9=0.1mm。这种增大游标间距的方法,其读数原理并未改变,但使游标线条清晰,更容易看准读数。 在游标卡尺上读数时,首先要看游标零线的左边,读出主尺上尺寸的整数是多少毫米,其次是找出游标上第几根刻线与主尺刻线对准,该游标刻线的次序数乘其游标读数值,读出尺寸的小数,整数和小数相加的总值,就是被测零件尺寸的数值。 在图2-5(b)中,游标零线在2与3mm之间,其左边的主尺刻线是2mm,所以被测尺寸的整数部分是2mm,再观察游标刻线,这时游标上的第3根刻线与主尺刻线对准。所以,被测尺寸的小数部分为3×0.1=0.3(mm),被测尺寸即为2+0.3=2.3(mm)。 2游标读数值为0.05mm的游标卡尺
游标卡尺和千分尺的使用及读数方法
游标卡尺 游标卡尺的结构 游标卡尺的种类 游标卡尺有0.1毫米(游标尺上标有10个等分刻度)、0.05毫米(游标尺上标有20个等分刻度)、和0.02毫米(游标尺上标有50个等分刻度)、0.01毫米(游标尺上标有100个等分刻度)4种最小读数值 游标卡尺的工作原理(选讲) 游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。若从背面看,游标是一个整体。游标与尺身之间有一弹簧片(图中未能画出),利用弹簧片的弹力使游标与尺身靠紧。游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐。 当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。 在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。 游标卡尺的使用 用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。 测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能歪斜。测量时,
游标卡尺的使用方法
游标卡尺是比较精密的量具,使用时应注意如下事项: 1) 使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺0 线与主尺0 线是否对齐,若未对齐,应根据原始误差修正测量读数。 2) 测量工件时,卡脚测量面必须与工件的表面平行或垂直,不得歪斜。且用力不能过大,以免卡脚变形或磨损,影响测量精度。 3) 读数时,视线要垂直于尺面,否则测量值不准确。 4) 测量内径尺寸时,应轻轻摆动,以便找出最大值。 5) 游标卡尺用完后,仔细擦净,抹上防护油,平放在合内。以防生锈或弯曲。游标卡尺读数方法 读数方法,可分三分步骤: 1) 根据副尺零线以左的主尺上的最近刻度读出整毫米数; 2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02读出小数; 3)将上面整数和小数两部分加起来,即为总尺寸。 应用游标读数原理制成的量具有;游标卡尺,高度游标卡尺、深度游标卡尺、游标量角尺(如万能量角尺)和齿厚游标卡尺等,用以测量零件的外径、内径、长度、宽度,厚度、高度、深度、角度以及齿轮的齿厚等,应用范围非常广泛。 游标卡尺的读数原理和读数方法 游标卡尺的读数机构,是由主尺和游标(如图2―2中的6和8)两部分组成。当活动量爪与固定量爪贴合时,游标上的“0”刻线(简称游标零线)对准主尺上的“0”刻线, 此时量爪间的距离为“0”,见图2―2。当尺框向右移动到某一位置时,固定量爪与活动量爪之间的距离,就是零件的测量尺寸,见图2―1。此时零件尺寸的整数部分,可在游标零线左边的主尺刻线上读出来,而比1mm小的小数部分,可借助游标读数机构来读出,现把三种游标卡尺的读数原理和读数方法介绍如下。 1 游标读数值为0.1mm的游标卡尺 如图2―4(a)所示,主尺刻线间距(每格)为1mm,当游标零线与主尺零线对准(两爪合并)时,游标上的第 10刻线正好指向等于主尺上的9mm,而游标上的其他刻线都不会与主尺上任何一条刻线对准。 游标每格间距=9mm÷10=0.9mm 主尺每格间距与游标每格间距相差=1mm-0.9mm=0.1mm 0.1mm即为此游标卡尺上游标所读出的最小数值,再也不能读出比0.1mm小的数值。 当游标向右移动0.1mm时,则游标零线后的第1根刻线与主尺刻线对准。当游标向右移动0.2mm时,则游标零线后的第2根刻线与主尺刻线对准,依次类推。若游标向右移动0.5mm,如图2-4(b),则游标上的第5根刻线与主尺刻线对准。由此可知,游标向右移动不足1mm的距离,虽不能直接从主尺读出,但可以由游标的某一根刻线与主尺刻线对准时,该游标刻线的次序数乘其读数值而读出其小数值。例如,图2―4(b)的尺寸即为:5×0.1=0.5(mm)
游标卡尺 的正确 使用方法
创作编号: GB8878185555334563BT9125XW 创作者:凤呜大王*
1、机械游标卡尺的简介: 游标卡尺是精密的长度测量仪器,常见的机械游标卡尺如下图所示。它的量程为0~110mm,分度值为0.1mm,由内测量爪、外测量爪、紧固螺钉、微调装置、主尺、游标尺、深度尺组成。 0~200mm以下规格的卡尺具有测量外径、内径、深度三种功能: 外径测量 内径测量
深度测量 2、游标卡尺的零位校准: 步骤一:使用前,松开尺框上坚固螺钉,将尺框平稳拉开,用布将测量面、导向面擦干净; 步骤二:检查“零”位:轻推尺框,使卡尺两个量爪测量面合并,观察游标“零”刻线与尺身“零” 刻线应对齐,游标尾刻线与尺身相应刻线应对齐。否则,应送计量室或有关部门调整。 3、游标卡尺的测量方法:(外径) 步骤一:将被测物擦干净,使用时轻拿轻放; 步骤二:松开千分尺的固紧镙钉,校准零位,向后移动外测量爪,使两个外测量爪之间距离略大于被测物体; 步骤三:一只手拿住游标卡尺的尺架,将待测物置于两个外测量爪之间,另一手向前推动活动外测量尺,至活动外测量尺与被测物接触为止。 步骤四:读数。 注意:1)测量内孔尺寸时,量爪应在孔的直径方向上测量。 2)测量深度尺寸时,应使深度尺杆与被测工件底面相垂直。 4、游标卡尺的读数: 游标卡尺的读数主要分为三步: 1)看清楚游标卡尺的分度。10分度的精度是0.1mm,20分度的精度是0.05mm,50分度的精度是0.02mm; 2)为了避免出错,要用毫米而不是厘米做单位; 3)看游标卡尺的零刻度线与主尺的哪条刻度线对准,或比它稍微偏右一点,以此读出毫米的整数值; 4)再看与主尺刻度线重合的那条游标刻度线的数值n,则小数部分是nX精度,两者相加就是测量值;
游标卡尺的使用方法游标卡尺读数方法
游标卡尺的使用方法游标卡尺读数方法 英文:[verniercaliper] 知名品牌:瑞士TESA、日本Mitutoyo、安一量具、哈量、成量、青量、上工等。 释义:游标卡尺,是一种测量长度、内外径、深度的量具。游 标卡尺由主尺和附在主尺上能滑动的游标两部分构成。主尺一般以 毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格 游标卡尺等,游标为10分度的有9mm,20分度的有19mm,50分度 的有49mm。游标卡尺的主尺和游标上有两副活动量爪,分别是内测 量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来 测量长度和外径。 应用范围:游标卡尺作为一种常用量具,其可具体应用在以下 这四个方面:1)测量工件宽度2)测量工件外径3)测量工件内径4) 测量工件深度。 工作原理 游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。若从背面看,游标是一个整体。游标与尺身之间有一弹簧片,利用弹簧片的弹力使游标与尺身 靠紧。游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。 尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。深度尺与游标 尺连在一起,可以测槽和筒的深度。尺身和游标尺上面都有刻度。 以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米, 游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。量爪并拢时尺身和游标的零刻
度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,第10条刻度线相差1毫米,即游标的第10条刻度线恰 好与主尺的9毫米刻度线对齐。 当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1 毫米。这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。同 样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量 爪之间有0.5毫米的宽度,依此类推。在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。 游标卡尺的读数方法 读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。然后看游标上第几条刻度线与尺身的刻度线 对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫 米(若没有正好对齐的线,则取最接近对齐的线进行读数)。如有零 误差,则一律用上述结果减去零误差(零误差为负,相当于加上相同 大小的零误差),读数结果为: L=整数部分+小数部分-零误差判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的线在尺身对 应线左右,右侧的线在尺身对应线之左,中间那条线便可以认为是 对准了,如图2.3-4。 L=对准前刻度+游标上第n条刻度线与尺身的刻度线对齐*(乘以)分度值 如果需测量几次取平均值,不需每次都减去零误差,只要从最后结果减去零误差即可。 以刻度值0.02mm的精密游标卡尺为例,读数方法,可分三步; 1)根据副尺零线以左的主尺上的最近刻度读出整毫米数; 2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02读 出小数; 3)将上面整数和小数两部分加起来,即为总尺寸。