大块非晶合金的超塑性成形技术及发展现状
本科生课程论文
(2013-2014学年第二学期)
大块非晶合金超塑性成形技术及研究现状
曾昭源
提交日期:2014、6、2 学生签名:曾昭源
大块非晶合金超塑性成形技术及研究现状
曾昭源
摘要:与晶态合金相比,大块非晶合金成形出来的零件在表面光洁度、强度、硬度、冲击断裂性能以及耐腐蚀性等方面具有十分明显的优势。但是大块非晶合金的高强度、高硬度的特点使得其在室温下机加工困难、可塑性差、延伸率几乎为零,这大大制约了非晶合金的广泛应用。超塑性成形方法是利用大块非晶合金在过冷液相区下呈现牛顿粘性流动状态或近似的牛顿粘性流动状态而表现出优良的塑性的特点,实现对大块非晶合金的塑性加工。本文从大块非晶合金的超塑成形原理、影响非晶合金超塑性的因素以及该技术在精细零部件中的应用等方面对大块非晶合金超塑性成形技术进行综述,介绍大块非晶合金在上述三方面的研究现状,指出目前研究主要考虑了温度和应变速率对大块非晶合金超塑性的影响,而对应力应变状态、加热速率等研究却很少涉及。同时说明了理论体系建立落后于实验研究是目前大块非晶合金超塑成形技术的主要问题。
关键词:大块非晶合金;过冷液相区;超塑性成形;温度;应变速率;精细零部件
1 大块非晶合金超塑性成形机理及其特点
大块非晶合金是指在结构上具有长程无序、短程有序和各向同性的特点,其原子在空间排列上不具有周期性和平移性,不存在晶态合金所特有的各种晶体缺陷的一类合金。[1]大块非晶合金在热力学上属于亚稳态材料,当温度升高时,会发生玻璃化转变,进而发生晶化反应。在玻璃转化温度与晶化开始温度之间存在一个50 ~150C 的温度区间,这个区间被称为过冷液相区。正是这一特殊区域的存在,使大块非晶合金可以在保持类似于液体结构的同时表现出具有一定粘度的与氧化物玻璃极为相似的性质,呈现牛顿粘性流动状态或近似的牛顿粘性流动状态,表现出优良的超塑性能。[2]因此,对于大块非晶合金,所谓的超塑性成形是指把合金的温度控制在过冷液相区的塑性成形。与传统的成形工艺相比,大块非晶合金超塑性成形机理成形出来的零件具有高强度、高精度、高表面光洁度的特点,适合应用于国防装备、航空航天器件、精密机械等领域精密零部件的制造。
2 影响大块非晶合金超塑性的因素
2.1 温度对大块非晶合金超塑变形的影响
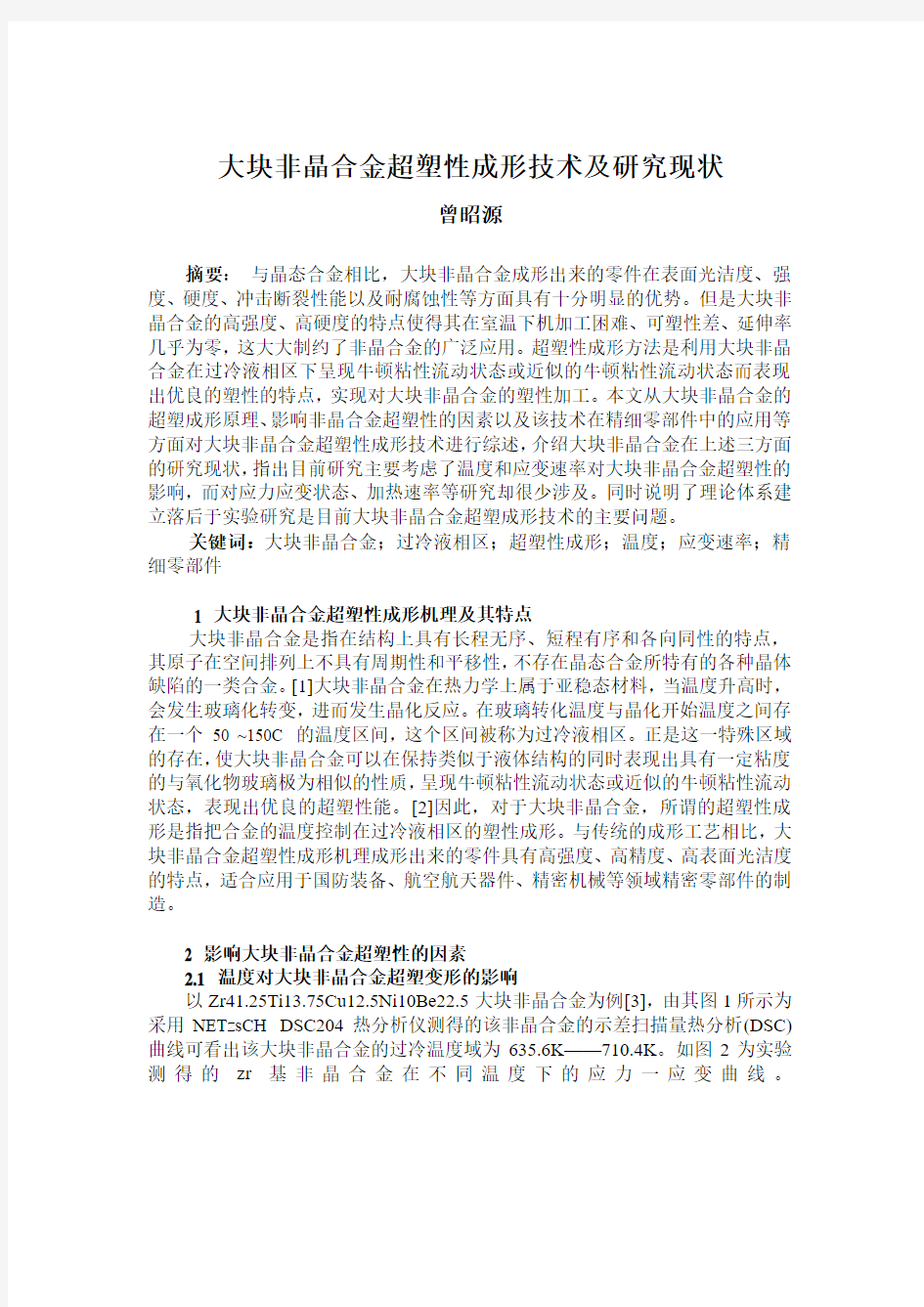
以Zr41.25Ti13.75Cu12.5Ni10Be22.5大块非晶合金为例[3],由其图1所示为采用NETzsCH DSC204热分析仪测得的该非晶合金的示差扫描量热分析(DSC)曲线可看出该大块非晶合金的过冷温度域为635.6K——710.4K。如图2为实验测得的zr基非晶合金在不同温度下的应力一应变曲线。
图2
由图2可以看出,在573K(不在过冷温度域内)的条件下,该大块非晶合金具有非常大的强度,在1 GPa以上。但是在632K—678K的过冷温度条件下,该大块非晶合金具有较小的流变应力,且随着温度的升高流变应力逐渐下降。由这样看来在过冷温度域内,大块非晶合金的温度越高越易加工,但是在实际的制造中还需要考虑另一个重要因素随着保温时间的增加,非晶合金会发生晶化现象,晶化后的合金会失去许多优良的性能。图3所示为通过等温DSC曲线获得的Zr41.25Ti13.75Cu12.5Ni10Be22.5大块非晶合金在过冷温度区域的温度一时间一晶化转变曲线(各晶化转变点由第二晶化峰决定)。由图中可以看出,在过冷温度域内,随着温度的升高,合金发生晶化的时间会变短,也就是说温度越高,大块非晶合金的可加工时间会越短。因此,综合图2与图3该大块非晶合金在金在653~668 K的温度下进行超塑性成形较为理想。从上述的两个实验我们可以看出大块非晶合金的流变应力对温度是极其敏感的,在实际生产中不但要考虑温度对大块非晶合金变形的影响,还要考虑晶化现象对大块非晶合金的影响。
图3
2.2 应变速率对大块非晶合金的变形的影响
以Zr41.25Ti13.75Cu12.5Ni10Be22.5大块非晶合金的拉伸实验为例[4],如图4所示为不同温度下Zr41.25Ti13.75Cu12.5Ni10Be22.5大块非晶合金的流变应力和延伸率与拉伸速率的关系。
Kawamura等综合研究了Zr41.25Ti13.75Cu12.5Ni10Be22.5和Pd40Ni40P20的高温变形行为,发现在过冷液态区,材料的变形行为强烈依赖于应变速率。如图5为Kawamura的实验结果[5]。
1964年Baclofen建立超塑性拉伸变形的指数方程:(为应力;为应变速率;k为材料常数;m为应变速率敏感性指数)[6].因此综上述两个实
验和Baclofen提出的理论,应变速率直接决定了非晶合金的变形方式。在不同温度条件下,都有随着应变速率的增加,流变应力也随之增加。当应变速率超过1×10 s-1时,即使非晶合金处于过冷液态区,仍然有可能出现脆性断裂。应变速率决定了制造加工的效率,但过高的流变应力又会是制造的成本上升,因此如何处理这个矛盾,还需要科研工作者不断的探索。
2.3 影响大块非晶合金粘度的因素
粘度是评价粘性流体成形性能最重要的参数,粘度大,则成形性能差,充型能力差,成形力大,粘度小,则充型能力好,容易成形。图6所示为不同温度下Mg60Cu30Y10合金粘度与应变速率的关系。[7]
图6
Kawamura等在研究非晶合金高温变形的过程中,也研究了粘度的变化,如图7所示为Pd40 Ni40P20的粘度与温度、应变速率的关系。
图7
同样,Trouton的研究表明,粘度、流动应力和应变速率之间满足这样的关系:
因此,从以上的两个实验和Trouton的研究中可以发现:随着温度升高,非晶合金的粘度下降;在温度一定的情况下,随着应变速率的升高,粘度也下降。因此,在实际的制造中,为了保证容易成型、降低大块非晶合金的粘度,应选择尽可能高的应变速率和温度。
2.4应变状态对大块非晶合金超塑成形的影响
研究发现,不同的应力状态对大块非晶合金的超塑成形会有不同的影响。CHU[8]等进行了Pd40Ni40P20非晶合金(过冷温度区范围为589K~670K)的压缩实验,并与Kawamura的拉伸实验做了对比。如图8
可以发现压缩试验与拉伸实验有许多不同:(1)在温度和应变速率相同的情况下,压缩流动应力比拉伸实验高一些;(2)通过对粘度的对比计算,发现流动方式的重要区别:对于压缩实验,在较低的温度区,随着应变速率的提高,变形从牛顿流变转变为非牛顿流变,而在高温区(>650K),变形为牛顿流变。而对于拉伸实验,在所有温度范围内,应变率较低时为牛顿流变,应变率较高时为非牛顿流变。另外,同等条件下,压缩实验的粘度大约是拉伸实验的2倍。
4 大块非晶合金的超塑成形技术在精细零部件上的应用
4.1 典型的超塑性成形非晶合金型材与零部件[9]
如前所述.由于其优异的使用性能和超塑性流变成形性能.人们尝试采用大块非晶合金和超塑性成形技术制备各种精细零部件和型材.包括微型机械用零部件和精密仪器部件等。图12为采用Zr41.25Ti13.75Cu12.5Ni10Be22.5大块非晶合金经超塑性成形的精密光学仪器部件的照片,制品表面呈明亮的金属光泽,经测试确认制品表面为纳米级镜面。图13为采用超塑性挤压成形的大块非晶合金超微齿轮型材。
图12塑性模锻成形的精密光学部件
图9 塑性模锻成形的精密光学部件
4.2 Zr基非晶合金精密直齿轮的超塑性成形[10]
成形齿轮的零件如图9所示。设计成形模具时考虑了Zr基大块非晶合金的热膨胀系数、弹性模量及零件尺寸精度要求等影响因素。采用实心坯料镦挤精锻成形。所用坯料为Zr41.25Ti13.75Cu12.5Ni10Be22.5大块非晶合金棒材。
图9
成形工艺方案如图10所示,共3种。方案a采用上芯杆成孔一步成形的方法;方案b采用下芯杆成孔一步成形的方法,即将芯杆置于下模,挤压垫片为空心管状,以便承受冲孔料头;方案c采用两阶段冲孔成形方法,即先用带短芯杆的压头充型,再用带长芯杆的压头冲孔。
图10
齿轮超塑性成形装置示意图如图3所示,主要由真空炉、可更换的一体式或组合式压头(图11所示为组合式压头,由带芯杆的内压头、外压头、滑块和连接座构成)、模具和顶出机构三部分组成。真空炉的极限真空度为3×10-3 Pa,采用电阻加热方式,最高温度800℃,可充氮气或氩气形成保护气氛。压头部分可以更换,对于成形方案a和b,采用整体式平压头或带长芯杆的压头一次成形;对于成形方案c,则采用如图11所示的组合压头机构实现两阶段冲孔连续成形:即坯料和模具在真空炉中加热到预定温度;在外加压力的作用下,内压头和外压头通过滑块的联结作用同步向下运动,使坯料充填型腔,完成第一步成形——充型;然后滑块滑入联结座中,外压头与联结座联结,带芯杆的内压头单独继续向下运动,成形内孔,完成第二步成形一冲孔,其成形过程的主要特点是充型和冲孔两次动作在真空炉内连续完成。成形结束卸载后,由顶出机构直接将成形件从模具的模腔内顶出。
图11塑性成形装置示意图
5 大块非晶合金的发展趋势
从上面的论述我们可以得知,目前对大块非晶合金超塑性的研究主要集中在温度和应变速率对非晶合金的超塑性的影响,而对于应力应变状态、加热的速率等很少涉及,这在很大程度上阻碍了该项技术的发展,甚至有时候导致不同的实
验得出了相互矛盾的结论。因此,未来非晶合金超塑性成形的研究,将涉及更多的影响因素,在积累更多实验的基础上,致力于建立一套相对规范或标准的成形测试方法和体系。再者,由于温度和应变速率等因素的影响,大块非晶合金的成形效率不如传统的成形技术的效率高,因此有足够的理由相信如何在高应变速率和室温下进行大块非晶合金的超塑加工也会变成一个热门课题。最后,由于理论体系的不完善,使得非晶合金许多超塑现象无法得到解释,例如上述的非晶合金在拉伸以及压缩状态下应力的不同这一现象无法从理论上解释。因此,要使未来大块非晶合金超塑性成形技术得到更好发展,必须加强非晶合金超塑性变形理论模型的研究和建立。
6 结语
大块非晶合金由于其高强度、高硬度、高耐腐蚀性等特点被广泛用于精细零部件的制造。而超塑性技术使得加工大块非晶合金变得越来越简单,采用超塑性成形技术制备外形尺寸从毫米级到亚毫米级的高精密零部件,是极具发展前景的前沿研究领域.其相关技术的开发对于促进电子信息、精密机械、国防军工尖端技术的发展至关重要,大力发展大块非晶合金超塑性成形技术对于我国的制造业、国防的发展具有极其重要的意义。
7 参考文献
[1] 袁子洲,王英君,佟亚东等.大块非晶合金的超塑性研究进展[J].锻压技术,2007,32(2):1-4.DOI:10.3969/j.issn.1000-3940.2007.02.001.
[2] 吴参军,寇生中,李永强等.大块非晶态合金成形技术研究现状[J].金属功能材料,2011,18(1):66-70.
[3] 张志豪,刘新华,周成等.Zr基大块非晶合金的超塑性成形性能[J].中国有色金属学报,2004,14(7):1073-1077.DOI:10.3321/j.issn:1004-0609.2004.07.003.
[4] 沈军,王刚,孙剑飞等.Zr基块体非晶合金在过冷液相区的超塑性流变行为[J].金属学报,2004,40(5):518-522.DOI:10.3321/j.issn:0412-1961.2004.05.015
[5] Yoshihito Kawamura ,Toshihiro Nakamura ,Akihisa Inoue. SUPER_PLASTICITY IN Pd40Ni40P20 METALLIC GLASS. Script a Materialia,1998,(03):301-306.doi:10.1016/S1359-6462(98)00163-8.
[6]陶平均,杨元政,白晓军等.应变速率对(Zr72Cu16.5Ni11.5)90Al10大块非晶合金超塑性变形行为的影响[J].功能材料,2011,42(1):10-13.
[7]程明,张士宏,J.A.Wert等.镁基大块非晶合金在过冷液相区流变行为本构关系[J].中国有色金属学报,2005,15(11):1682-1686.DOI:10.3321/j.issn:1004-0609.2005.11.006.
[8]JP Chu, C L Chiang, T G Nie h, Y Kawamura. Super plasticity in a bulk amorphous Pd-40Ni-20P alloy :a compression study[J].Intermetallics,2001,(11/12):1191-1195.doi:10.1016/S0966-9795(02)00132-2.
[9]谢建新,周成,张志豪等.非晶合金精细零部件的超塑性成形技术[J].材料导报,2003,17(2):8-11.DOI:10.3321/j.issn:1005-023X.2003.02.003
[10] 张志豪,刘新华,谢建新等.Zr基非晶合金精密直齿轮超塑性成形试验研究[J].机械工程学报,2005,41(3):151-154.DOI:10.3321/j.issn:0577-6686.2005.03.028.
块体非晶合金材料的性能、应用及展望
块体非晶合金材料的性能、应用以及展望引言:非晶态合金又称为金属玻璃,具有长程无序、短程有序的亚稳态结构特征。固态 时其原子的三维空间呈拓扑无序排列,并在一定温度范围内这种状态保持相对稳定。与传统的晶态合金相比,非晶合金具备很多优异的性能,如高强度、高硬度、耐磨和耐腐蚀等,因而引起人们极大的兴趣。 一、非晶合金的发展历程 自1960 年加州理工学院的P.Duwez 小组采用液态喷雾淬冷法以106K/s 的冷却速率从液态急冷获得Au-Si 非晶合金以来,人们主要通过提高冷却速度的方法来获得非晶态结构。由于受到高的临界冷却速率的限制,只能获得低维的非晶材料(非晶粉、丝、薄带等),这在很大程度上限制了非晶的应用,特别是阻碍了对其力学、物理等性能的研究。 20 世纪80 年代末90 年代初,日本东北大学(Tohoku University)的T.Masumoto 和A.Inoue 等人发现了具有极低临界冷却速率的多元合金系列,如Mg-TM-Ln,Ln-AI-TM,Zr-AI-TM,Hf-AITM ,Ti-Zr-TM(Ln 为铡系元素,TM 为过渡族元素)。1993 年W.L.Johnson 等人发现了具有临界冷却速率低达1K/s 的Zr 基大块非晶合金。经过二十多年的发展,非晶从只有几个微米到现在的厘米级别,现在已经有6 个体系(锆基: Zr41.2Ti13.8Cu12.5Ni10.0Be22.5, Zr55Al10Ni5Cu30;铂基:Pd40Cu30Ni10P20;钇基:Y36Sc20Al24Co20;钯基:Pt57.5Cu14.7Ni5.3P22.5;镁基:Mg54Cu26.5Ag8.5Gd11)临界尺度达到了20mm。 对非晶态的大量研究表明,非晶合金中不存在晶界、位错、层错等晶体缺陷,非晶合金具有传统的晶态金属所不具有的诸多优良性能,如良好的机械、物理、化学性能以及磁性能。鉴于大块非晶合金优良的力学、化学及物理性能以及在电子、机械、化工、国防等方面具有广泛的应用前景,大块非晶合金的研制就具有重要的技术和经济价值,是一个具有广阔发展前景的研究领域。 二、块体非晶合金的形成机理 1、合金的形成特点 合金熔体形成非晶态合金的过程与凝固结晶过程有较大的不同。非晶态合金在凝固时,随着冷速的增大和温度的降低,熔体连续地和整体地凝固成非晶合金。而晶态合金在凝固时,晶体的形成经历了形核和长大两个阶段,并且通过固液界面的运动从局部到整体逐步凝固结晶。 2、形成条件 按照传统的凝固理论,熔融的金属与合金在冷却过程中如果抑制了非均匀形核并跨越结晶区而被“冻结”,即可获得非晶态。要使金属或合金获得玻璃态组织,首先应使其熔体具有有利于形成玻璃态的合理结构,使原子在随后的冷却过程中重新排列较为困难。这种结构与合金的种类、组元原子半径差及原子间结合的本性有关,取决于非晶形成过程中的热力学和动力学。其次,应有适当高的冷却速率,减少或消除异质形核。以上分别为非晶形成的内部和外部条件,下面分别从结构条件、热力学条件以及动力学条件等方面详细论述。 2.1 结构条件 结构条件是影响非晶合金形成的主要因素。组元原子的半径差别越大,原子在无序密集排列时的密度越大,越有利于组成密集随机堆垛结构,位形改变就越困难,则越容易形成非晶。
金属塑性成形工艺
有色金属塑性加工趋势 冶金 金属塑性成形工艺有着悠久的历史,4000多年前(青铜器时代),金属的塑性加工与金属的熔炼与铸造同时出现,可加工铜、铁、银、金、铅、锌、锡等,所采用的工艺包括热锻、冷锻、板材加工、旋压、箔材和丝材拉拨。 近代第一次技术革命开始于18世纪中叶,以蒸汽机的发明和广泛使用为标志,从而实现了手工工具到机械工具的转变。塑性加工也从手工自由锻向机械压力机(蒸汽锤、自由锻锤及蒸汽轧钢机)进步。 近代第二次技术革命以电力技术为主导,电磁理论的建立,为电力取代蒸汽动力的革命奠定了基础。金属塑性加工设备以蒸汽向电力驱动进步。机械制造业的进一步发展,提高了塑性加工设备的制造水平,出现了轧钢机、挤压机、锻造机、拉拨机和压力机。 现代科技革命开始于上世纪40年代,其主要标志为电子技术的发展,电控和电子计算机的应用,塑性加工设备和技术向全流程自动化进步。现在可以做到配料、熔炼、铸造、轧制及随后处理全线自动化。 目前,金属材料在日常生活和高科技中占有相当大的比例,其加工技术是其它加工的基础。材料加工成形工艺通常有液态金属成形、塑性成形、连接成形等。塑性成形主要是利用金属在塑性状态下的体积转移因而材料的利用率高流线分布合理高了制品的强度, 可以达到较高的精度, 具有较高的生产率. 坯料在热变形过程中可能发生了再结晶或部分再结晶,粗大的树枝晶组织被打破,疏松和孔隙被压实、焊合,内部组织和性能得到了较大的改善和提高。有色金属塑性加工的基本方法:轧制、挤压、拉拔、锻造、冲压等。 近年来,随着科学技术整体的飞速进步,金属塑性加工技术也取得了迅速发展。人们充分认识到随着科学技术整体的飞速进步,金属塑性加工技术也取得了迅速发展。人们充分认识到最终决定材料及产品结构和控制性能的关键是合成与加工。因此,材料科学与材料工程学紧密结合成为开发新材料和提高传统材料性能的必然途径。有色金属材料加工技术向高精度、高性能、低消耗、低成本、优化生产过程和自动化方向发展。最终决定材料及产品结构和控制性能的关键是合成与加工。因此,材料科学与材料工程学紧密结合成为开发新材料和提高传统材料性能的必然途径。有色金属材料加工技术向高精度、高性能、低消耗、低成本、优化生产过程和自动化方向发展。目前金属塑性加工技术现状与总的发展趋势是主要体现在以下一些方面:(1)生产方法、工艺技术向着节能降耗、综合连续、优化精简、高速高效的方向发展。如实行冶炼、铸造与加工的综合一体化,采用连铸连轧,连续铸轧、连续铸挤,半固态加工等新工艺技术;尽量生产最终和接近最终形状产品;利用余热变形、热变形与温变形配合,冷加工与热加工变形量之间的优化匹配,变形与热处理的配合,省略或减少加热与中间退火次数等。(2)工艺装备更新换代加快,设备更趋大型、精密、成套、连续,自动化水平更加提高。生产线更趋大型化、专业化。产品单重大大增加。(3)产品向多品种、高质量、高精度发展,产品结构不断调整,新材料新产品不断被开发。轻型薄壁材料、复合材料、镀层涂层材料等不断发展,产品注重深度加工,有色材料的产品综合性能和使用效能大大提高。(4)工模具结构、材质,加工工艺、热处理工艺和表面处理工艺不断改进和完善。模具的质量和使用效果、寿命得到极大的提高。(5)在加工辅助工序和其他环节,开发新型辅助设备,采取先进技术和多种
先进材料成型技术及理论
华中科技大学博士研究生入学考试 《先进材料成形技术与理论》考试大纲 一、《先进材料成形技术及理论》课程概述 编号:MB11001 学时数:40 学分:2.5 教学方式:讲课30、研讨6、实验参观4 二、教学目的与要求: 材料的种类繁多,其加工方法各异,近年来随同科学技术的发展,新材料、材料加工新技术不断出现。本课程将概述材料的分类及其加工方法的选择;重点介绍液态金属精密成形、金属材料塑性精确成形及金属连接成形等研究与应用领域的新技术、新理论;阐述材料加工中的共性与一体化技术。本课程作为材料加工工程专业的学位课,将使研究生对材料加工的新技术与新理论有个全面的了解,引导研究生在大材料学科领域进行思考与分析,为从事材料加工工程技术的研究与发展奠定基础。 三、课程内容: 第一章材料的分类及其加工方法概述 1.1材料的分类及加工方法概述 1.2材料加工方法的选择(不同材料)及不同加工方法的精度比较(同一种材料) 1.3材料加工中的共性(与一体化)技术 1.4材料加工技术的发展趋势 第二章液态金属精密成形理论及应用 2.1 材料液态成形的范畴及概述 2.2 消失模精密铸造原理及应用(原理、关键技术、应用实例、缺陷与防治) 2.3 Corsworth Process新技术(精密砂型铸造:锆英(砂)树脂砂型、电磁浇注、热法旧砂再生) 2.4 半固态铸造成形原理与技术(流变铸造、触变成形、注射成形) 2.5 铝、镁合金的精确成形技术(金属型铸造、压铸、反重力精密铸造、精密熔模铸造等) 2.6 特殊凝固技术(快速凝固、定向凝固、振动凝固) 2.7 金属零件的数字化铸造(铸件三维造型、工艺模拟及优化、样品铸件快速铸造、工业化生产及 其设计) 2.8 高密度粘土砂紧实机理及其成形技术(高压造型、气冲造型、静压造型) 第三章金属材料塑性精密成形工艺及理论 3.1 金属塑性成形种类与概述 3.2金属材料的超塑性及超塑成形(概念、条件、成形工艺) 3.3 复杂零件精密模锻及复杂管件的精密成形(精密模锻、复杂管件成形) 3.4 板料精密成形(精密冲裁、液压胀形、其它板料精密成型) 3.5 板料数字化成形(点(锤)渐进成形、线渐进(快速)成形、无模(面、液压缸作顶模)成形)
非晶合金变压器的优缺点
非晶合金变压器的优缺点 摘要:在工业化进程中,工业革命的不断发展,给人们的生产生活带来了无数的方便,但同时也给自然环境带来极端的破坏。人们已经渐渐认识到环境保护的重要性,并提出了环保、低碳生活的概念。非晶合金变压器的诞生,响应了社会的主流。本文主要介绍了非晶合金材料的特点,及非晶合金变压器性能上的优缺点。 关键词:非晶合金变压器优缺点 非晶合金变压器是高科技环保节能产品,其节能和环保作用已被国际所公认,也被国内电力系统、建设部门上下所认识。目前,产品在制造使用技术上的可行性已日趋成熟,在市场上获得了竞争优势。其高效能、美观环保的卓越特性赢得了广大用户的一致推崇和广泛好评,被誉为“当前世界电气潮流的高科技绿色产品”。 所谓非晶合金变压器,就是指用非晶合金制造成变压器铁芯,并组装成的变压器。 非晶合金是指,合金材料在制造过程中采用了超急冷凝固的技术,使得在材料的微观结构中,金属原子在从液体(钢水)固化成固体的过程中,原子来不及排列成常规的晶体结构就被固化,而形成的原子结构无序排列的合金材料被成为非晶合金。非晶合金材料被发现具有非常优异的导磁性能,它的去磁与被磁化过程极易完成。非晶态合金与晶态合金相比,在物理性能、化学性能和机械性能方面都发生了显著的变化。此外非晶态合金材料,还被广泛地应用于电子、航空、航天、机械、微电子等众多领域中,例如,用于航空航天领域,可以减轻电源、设备重量,增加有效载荷。用于民用电力、电子设备,可大大缩小电源体积,提高效率,增强抗干扰能力。微型铁芯可大量应用于综合业务数字网ISDN中的变压器。非晶条带用来制造超级市场和图书馆防盗系统的传感器标签。非晶合金神奇的功效,具有广阔的市场前景。在第十个五年计划期间:我国的科技工作者必将在非晶态合金技术领域做出更加令世人瞩目的贡献。 以铁元素为主的非晶态合金为例,它具有高饱和磁感应强度和低损耗的特点。铁基非晶合金较硅钢材料铁芯损耗大大降低,达到高效节能效果。因而作为一种极其优良的导磁材料被引入变压器等需要磁路的产品中。 铁基非晶合金在工频和中频领域,正在和硅钢竞争。铁基非晶合金和硅钢相比,有以下优缺点。 1)铁基非晶合金的饱和磁通密度Bs比硅钢低。但是,在同样的磁通Bm 下,铁基非晶合金磁通损耗的量比0.23mm厚的硅钢小3%。一般人认为损耗小的原因是铁基非晶合金带材厚度薄,电阻率高。这只是一个方面,更主要的原因是铁基非晶合金是非晶态,原子排列是随机的,不存在原子定向排列产生的磁晶各向异性,也不存在产生局部变形和成分偏移的晶粒边界。因此,妨碍畴壁运动
塑性成形技术讲解
第二章塑性成形技术 ※塑性成形技术: 利用外力使金属材料产生塑性变形,使其改变形状、尺寸和改善性能,从而获得各种产品的加工方法。 ※主要应用: 1)生产各种金属型材、板材和线材; 2)生产承受较大负荷的零件,如曲轴、连杆等; ※塑性成形特点: 1)产品力学性能优于铸件和切削加工件; 2)材料利用率高,生产率高; 3)产品形状不能太复杂; 4)易实现机械化、自动化 ※分类: 1)轧制 2)挤压 3)拉拔 4)锻压:a锻造(自由锻,模锻)。b 冲压 第一节金属塑性成形的物理基础 一、塑性变形的实质 ●宏观:外力,弹性变形,塑性变形(分切应力作用) ●微观(晶体内部):位错滑移和孪晶 ●多晶体:晶粒变形、晶界滑移、晶粒转动 二、塑性变形的分类 ●冷塑性变形:低于再结晶温度以下时发生的变形 钨的再结晶温度在1200度。 ●热塑性变形:高于再结晶温度以上时发生的变形 铅、锡等金属再结晶温度在零度以下。 三、冷塑性变形对金属组织和性能的影响 产生加工硬化:随着变形程度的提高,金属的强度和硬度提高,塑性和韧性下降的现象。 原因:位错密度提高,亚结构细化 2. 产生内应力:变形开裂,抗腐蚀性能降低,采用去应力退火进行消除。 3. 晶粒拉长或破碎,可能产生各向异性的塑性变形→晶格畸变→ 加工硬化→内能上升(不稳定)→加热→原子活力上升→ 晶格重组→内能下降(温度低时,回复。温度高时,再结晶) 四、热塑性变形对金属组织和性能的影响 一)、五种形态:静态回复;静态再结晶;动态回复;动态再结晶;亚动态再结晶
1、静态回复、静态再结晶:变形之后,利用热变形后的余热进行,不需要重新加热。 2、动态回复、动态再结晶:热变形过程中发生的。 3、亚动态再结晶:动态再结晶进行的热变形过程中,终止热变形后,前面发生的动态再结晶未完成而遗留下来的,将继续进行无孕育期的再结晶。 二)、热变形对金属组织和性能的影响 1. 使铸锭或毛坯中的气孔和疏松焊合,晶粒细化,改善夹杂物和第二相等形态和分布,偏析部分消除,使材料成分均匀。 2. 使铸态金属中的各种偏析、第二相和夹杂物等沿变形方向延伸,形成条状的纤维组织,使材料的塑性和冲击韧性增加。 3. 热变形中各个相或晶内偏析沿变形方向伸长成带条状,冷却时形成带状组织,使材料的横向塑性和韧性降低。 4. 细化晶粒。 五、金属的可锻性 可锻性:金属经过压力加工时,获得优质制品的难易程度。 衡量标准:①金属的塑性:塑性越小,可锻性越好 ②变形抗力:变形抗力越小,可锻性越好 1、影响可锻性的因素:金属本质、加工条件 ★金属本质:面心>体心>密排六方 ★化学成分:纯金属>合金,碳钢>合金钢,低碳钢>高碳钢 ★金属的组织:相的组织及分布:固溶体>机械混合物>化合物 晶粒大小:等轴晶>柱状晶;细晶粒>粗晶粒 加热条件: 变形温度↑→塑性↑变形抗力↓→可锻性↑ 变形速度↑→加工硬化→塑性↓变形抗力↓→可锻性↓ 第二节金属的体积成形方法 使金属材料在三维空间的三个方向上都发生变形的塑性成形方法 一、锻造: ●概念:利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定力学性能、一定形状和尺寸锻件的加工方法。 锻件的力学性能一般优于铸件。 ●分类: 1). 作用力来源:手工锻造和机械锻造 2). 锻造温度:热锻(再结晶温度以上)、温锻(回复和再结晶温度之间)和冷锻(回复温度以下)。 3). 工艺特点:自由锻和模锻 ★自由锻:在砧块之间成形 ★模锻:在模锻设备上用模具成形 ★自由锻特点:
非晶合金在电机中的应用
1引言 1.1非晶合金促进电机产业发生重大变革 节能环保、发展绿色低碳经济已受到人们的广泛重视,国家“十二五”规划明确提出了以环境保护为重点的经济发展要求,2012年下半年出台的节能减排“十二五”规划进一步提出了推动节能减排技术创新和推广应用的要求。电机是应用量大、使用范围广的高耗能动力设备,据统计,我国电机耗电约占工业用电总量的70%左右。因此,推行电机节能具有重要的经济效益和社会效益。 非晶合金作为一种新型软磁材料,具有优异的电磁性能(高磁导率、低损耗)。将非晶合金材料应用于电机铁心来替代常规硅钢片材料,能够显著降低电机的铁耗、提高电机效率,节能效果显著,尤其对于铁耗占主要部分的高频电机应用场合(如电动车驱动电机、高速电主轴、航空发电机、舰船发电机和其他军事领域等),节能效果更好,具有广阔的应用前景。从长远看,非晶合金材料的逐步推广应用,必将会使现有硅钢片电机的市场地位受到挑战。图1为电机发展历程中的几个重大节点。 1.2非晶合金带材的主要特点 非晶材料作为一种新型软磁功能材料,具有典型的“双绿色”节能特征。表1给出了非晶合金带材和冷轧硅钢片的性能对比。从对比数据中可以看出非晶合金带材突出的优点是铁耗极低,仅为冷轧硅钢片的1/5~1/10,甚至1/15,将非晶合金材料应用于电机铁心来替代常规硅钢片材料,能够显著降低电机的铁耗。但是其应用于电机时有两个弱点: ①物理性能薄、脆、硬,且磁性能对应力非常敏感,需要开发新的拓扑结构和制造工艺; ②饱和磁密低,目前仅1.56T,工作磁密小于1.3T。如果电机定子铁心的工作磁密设 计值高于1.3T,需增加定子铁心的尺寸。
2非晶合金电机的研发动态 2.1研发过程 随着变频器的发展和大量应用,非晶合金电机的运行频率从早期的50Hz、60Hz发展到如今的几百甚至上千赫兹。非晶合金材料在不断发展,非晶合金电机的制造工艺、拓扑结构和优化设计技术也在不断深入,电机的性能也在不断提高。美国通用电气公司(GE)早在1978年便申请了制造非晶合金定子铁心的专利,非晶带材一边开槽一边卷绕成圆柱形铁心。GE的研究人员于1982年开发了一台额定功率250W的非晶合金(牌号Met.glass2605SC)异步电机样机,这是首次在文献资料公开发表的非晶合金电机?。 美国莱特公司(LE)是目前世界上非晶合金电机做得最成功的企业之一,也是最早实现非晶电机产业化的公司,其产品均为轴向磁通非晶永磁电机。LE公司自1996年开始研究非晶合金在电机中的应用,从1998年到2001年,该公司处于技术积累阶段。从2001年到2004年,该公司开始开发原型样机和铁心模型,并于2003年形成了一套适用于非晶合金轴向磁通电机定子铁心加工的工艺体系心。从2004年到2006年,该公司开始进行非晶合金电机整机工艺和技术开发,并着手寻找适宜的应用场合。从2007年到2009年,LE公司开始将非晶合金轴向磁通永磁电机推向市场,进行初步的产品化。图2为LE 公司开发的典型非晶合金电机产品——双定子、单转子轴向磁通永磁电机的拓扑结构。
非晶合金的发展与应用
非晶合金的发展与应用 学校: 班级: 学号: 姓名: 指导教师: 日期: 目录 目录 2 一、非晶合金简介 2 二、非晶合金的发展历史 2 三、非晶形成的控制因素 3 3.1 非晶形成的热力学因素 3 3.2非晶形成的动力学因素3 3.3非晶形成的结构学因素3 四、大块非晶合金制备方法 3 4.1液相急冷法 3 4.2气相沉积法 4 4.3化学溶液反应法 4 4.4固相反应法 4 五、非晶合金制备工艺技术 4 5.1铜模吸铸法 5 5.2粉末冶金技术5 5.3熔体水淬法 5 5.4压铸法 5 5.5非晶条带直接复合爆炸焊接5 5.6定向凝固铸造法 5 5.7磁悬浮熔炼铜模冷却法5 5.8固态反应5 六、非晶合金性能 6 6.1大块非晶合金的机械性能 6 6.2非晶合金优秀的耐蚀性6 七、非晶合金应用实例 6 八、参考文献7 一、非晶合金简介 非晶态合金又称金属玻璃,具有短程有序、长程无序的亚稳态结构特征。固态时其原子的三维空间呈拓扑无序排列,并在一定温度范围内这种状态保持相对稳定。与晶态合金相比,非晶合金具备许多优异性能,如高硬度、高强度、高电阻、耐蚀及耐磨等。块体非晶合金材
料的迅速发展,为材料科研工作者和工业界研究开发高性能的功能材料和结构材料提供了十分重要的机会和巨大的开拓空间。 二、非晶合金的发展历史 1959年,美国加州理工大学Duwez在研究晶体结构和化合价完全不同的两个元素能否形成固溶体时,偶然发现了Au70-Si30 非晶合金。1969年陈鹤寿等将含有贵金属元素Pd的具有较高非晶形成能力的合金(Pd-Au-Si,Pd-Ag-Si等),通过B2O3反复除杂精炼,得到了直径1mm的球状非晶合金样品。1989年日木东北大学的Inoue等通过水淬法和铜模铸造法制备出毫米级的La-AI-Ni大块非晶合金,随后Zr基非晶合金体系也相继问世。20世纪90年代以来,人们在大块非晶合金制备方而取得了突破性进展。Inoue等成功地制备了Mg-Y-(Cu, Ni), La-AI-Ni-Cu, Zr-AI-Ni-Cu等非晶形成能力很高,直径为1一10 mm的棒,条状大块非晶态合金。Johnson等也发现了非晶形成能力比较好的Zr-Ti-Ni-Cu-Be合金体系。目前,合金材料体系有La基、 Zr基、已开发出的块体非晶Mg基、 Al基、Ti基、 Pd基、 Fe基、Cu 基、Ce基等。 1970年在前南斯拉夫的布莱拉召开了第一届国际快淬金属会议(RQI ) ,1975年在关国的坎布里奇召开了第二届国际快淬金属会议(RQII),此后每隔3年就定期举办一次国际快淬金属会议。1975年关国Allied Corporation开始生产Metglas 2826,其软磁性能比Permalloy 好;1978年示范推广采用Meglas磁芯的节能变压器;1979年利用平断而流铸技术专利生产宽金属玻璃带;1980年在关国帕西潘尼建设投资1千万关元的工厂,生产Metglas合金。此后,国际快淬金属会议虽然从未间断,但是,非晶合金的应用却止步于软磁材料,在其它方而一直没有取得进展,会议的关注度慢慢冷了下来,2005年8月在韩国举办了第十二届会议(RQ 12)。 特别是Johnson教授用他们发现的Vitreloy合金制造了第一件非屏,高尔夫球杆,引起了人们对大块非屏,合金作为结构材料的极大兴趣和期望。2000年9月在新加坡举办了首届大块非屏,合金国际研讨会(International conference on bulk metallic glasses),此后,每隔1. 5年定期举行,人们的关注度也越来越高。2002年3月在中国台湾,2004年10月在中国北京,2005年5月在美国田纳西州,已经举办了4届会议。2006年10月在日本淡路岛举办第五届大块非屏,合金国际研讨会。 半个世纪以来,非晶合金已经从当初被嘲笑为“愚蠢的合金”,发展成为今天航天、航空等高技术和高档手表、手机、手提电脑等时尚品争相选用的时尚材料。作为兼有玻璃、金属,固体和液体特性的新型金属材料,非晶合金是金属材料很多记录的“保持者”:比如,非晶合金是迄今为止发现的最强的金属材料和最软的金属材料之一(最强的Co基非晶合金的强度高达到创纪录的6.0 GPa最软的Sr基非晶合金的强度低至300 MPa);非晶合金还是迄今为止发现的最强的穿甲材料,最容易加工成型的金属材料,最耐蚀的金属材料,最理想的微、纳米加工材料之一;非晶合金还具有很宽的成分调制范围、具有过冷液相区(软化区)、遗传、记忆、软磁、大磁熵和蓄冷效应等独特性能。 三、非晶形成的控制因素 3.1 非晶形成的热力学因素 在热力学上,非晶态是一种亚稳态,在相同温度下其对应的自由能既高于平衡条件下的非晶态相,也高于非平衡过程的其他所有亚稳相.因为任何其他亚稳相的形成都比非晶态相更依赖于原子扩散和重排。 3.2非晶形成的动力学因素 从动力学的观点来看,讨论非晶态合金形成的关键问题,不是材料从液态冷却时是否会形成非晶,而是讨论在什么条件下,能使液态金属冷却到非晶态转变温度以下而不发生明显的结晶,或不发生可察觉到的结晶。从液态到固态的快速冷却过程中,如果抑制了结晶过程
浅谈铸造成型与塑性成形的新发展
浅谈铸造成型与塑性成形的新发展摘要:经过了三个多月的金属工艺学学习,课程也将要接近尾声了,在杨老师的课程中,我学到了很多关于金属铸造、成型的各种原理和发展过程和发展前景,随着我国的科学技术和工业化的发展,也大大的促进了制造业和制造工艺的发展,推动了铸造成型和塑性成形的新工艺的开发和创新,使得铸造成型和塑性成形的工艺朝着批量化、工艺化、精细化、轻量化的方向有了长足的进步,接下来我就铸造成型和塑性成形的一些了解的进行一下简单的论述。 关键词:铸造成型铸造工艺新工艺塑性成形缺点技术发展 随着科学技术在各个领域的突破,尤其是计算机的广泛应用,促进了铸造技术塑性成形的飞速发展,各种工艺技术与铸造技术的相互渗透和结合,也促进了铸造新工艺、新方法的发展。通过与计算机的紧密结合,数控加工、激光成型、人工智能、材料科学和集成制造等一系列与塑性成形相关联的技术的发展大大的促进了塑性成形的飞速发展。 一、铸造成型 铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。 铸造工艺通常包括: ①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素; ②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金; ③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。 近年来基于汽车轻量化的要求,越来越多的汽车零件正逐步由钢、铁改为铝、镁、塑料等轻质材料,其中以铝代钢铁是当前汽车轻量化的主要发展方向。而由于效率、成本、性能的综合考虑,目前采用压铸成形的零件越来越多,零件结构越来越复杂。 压铸合金材料也从常规的亚共晶Al-Si-Cu系(ADC12,A380)或共晶Al-Si系(YL102)合金向特殊的合金材料发展,如过共晶的Al-Si-Cu系合(ADC14A390)、亚共晶的Al-Si-Mg 系(AlSi10MgFe)以及Al-Mg系(AlMg5)合金等也正逐步大量应用于压铸零件中。过共晶Al-Si合金由于具有热膨胀系数小、密度小、耐磨及高温性能好、铸造性能优良等特点,是高强度、耐磨、低膨胀零件如汽车活塞汽缸体、斜盘、离合器齿轮等的理想材料但是目前国内外有关Al-Si合金的压铸件开发及应用的报道很少。 铸造成型的新工艺主要有三个方向 一是凝固理论推动的铸造技术的发展,主要的成就是定向凝固和单晶、细晶铸造、半固态铸造、快速凝固铸造和其他凝固铸造、差压铸造等通过控制凝固过程而提高材料性能,减少缩松缩孔,从而获得优质的铸件。 二是造型技术的新发展,主要有气体冲压造型,静压造型,真空密封造型,冷冻造型。 三是计算机技术推动的铸造新发展,计算机技术是21世纪的核心技术,是改造传统铸造产业的必由之路。运用计算机对铸造生产过程进行设计、仿真、模拟,可以帮助工程技术人员优化工艺设计,缩短产品制造周期,降低生产成本,确保铸件质量。现代的计算机技术在铸造方面的应用主要有铸造过程的数值模拟和制造工艺CAD两方面。
无模成形技术简介
无模成形技术简介 1.引言 无模成形是以计算机为主要手段,利用多点成形或增量成形的方法,实现板料的无模具塑性成形的先进智能化制造技术。 金属板料成形在制造业中有着十分重要的地位,该技术广泛应用于航空航天、船舶工业、汽车覆盖件和家电等生产行业,但传统的金属板料加工工艺都离不开模具,采用模具成形生产周期长,而且缺乏柔性,产品变化时就需要重新更换模具,这就延长了新产品的开发周期。而现代社会产品的更新换代非常迅速,如何快速、低成本和高质量地开发出新产品,是企业生存和发展的关键。为此,国内外许多学者都在致力于板料塑性成形新技术的研究,努力实现金属板料快速高效的柔性冲压和无模成形,以适应现代制造业产品快速更新的市场竞争需要。 2.研究概况 国内外许多学者都对板料塑性成形新技术进行了大量的研究,从无模多点成形和数字化渐进成形到喷丸成形、爆炸成形、激光热应力成形和激光冲击成形等,并取得了一定的成果。 2.1无模多点成形 无模多点成形是利用高度可调节的数控液压加载单元(基本群体)形成离散曲面,来替代传统模具进行三维曲面成形的方法,是一种多点压延加工技术。此法特别适合于多品种小批量生产,体现了敏捷制造的理念。目前已在高速列车流线型车头制作、船舶外板成形、建筑内外饰板成形及医学工程等领域,得到广泛应用。与传统模具成形方法相比,其主要区别就是他具有“柔性”,可以在成形前也可在成形过程中改变基本体的相对位移状态,从而改变被成形件的变形路径及受力状态,以达到不同的成形效果。图2-1为传统模具成形与多点成形的比较。图2-2为多点模具成形的过程。
图2-1模具成形与多点成形的比较 图2-2多点模具成形过程 20世纪70年代,日本造船界开始研究多点成形压力机,并成功应用于船体外板的曲面成形。此后许多学者为开发多点成形技术进行了大量的探讨与研究,制作了不同的样机,但大多只能进行变形量较小的整体变形。吉林大学李明哲等人对无模多点成形技术进行了较为系统的研究,已自主设计并制造了具有国际领先水平的无模多点成形设备,2002年底,李教授组建了产学研实体:长春瑞光科技有限公司。目前,公司已有的多台产品投入到工程使用中,表2-1给出了产品的具体型号。 表2-1长春瑞光科技有限公司产品具体型号 YAM-4型1000KN多点成形压力机 1.总成形力:1000KN 2.基本体调整量:100mm 3.有效成形尺寸:500x400mm 4.可加工板材厚度:2~8mm
非晶软磁合金材料及其产业现状与发展前景分析
非晶软磁合金材料及其产业现状与发展前景 纳米(超微晶)软磁合金材料 铁基纳米晶合金由铁、硅、硼和少量的铜、钼、铌等组成,其中铜和铌是获得纳米晶结构必不可少的元素。它们首先被制成非晶带材,然后经过适当退火,形成微晶和非晶的混合组织。这种材料虽然便宜,但磁性能极好,几乎能够和非晶合金中最好的钴基非晶合金相媲美,但是却不含有昂贵的钴,是工业和民用中高频变压器、互感器、电感的理想材料,也是坡莫合金和铁氧体的换代产品。 非晶软磁合金材料的优点 优良的磁性:与传统的金属磁性材料相比,由于非晶合金原子排列无序,没有晶体的各向异性,而且电阻率高,因此具有高的导磁率是铁氧体的10倍以上、低的损耗(是硅钢片的1/5-1/10,是铁氧体损耗的1/2~1/5),是优良的软磁材料,代替硅钢、坡莫合金和铁氧体等作为变压器铁心、互感器、传感器等,可以大大提高变压器效率、缩小体积、减轻重量、降低能耗。非晶合金的磁性能实际上是迄今为止非晶合金最主要的应用领域。 非晶合金的制造是在炼钢之后直接喷带,只需一步就制造出了薄带成品,节约了大量宝贵的能源,同时无污染物排放,对环境保护非常有利。正是由于非晶合金制造过程节能,同时它的磁性能优良,降低变压器使用过程中的损耗,因此被称为绿色材料和二十一世纪的材料。 非晶软磁合金材料的应用领域 电力电子技术领域: 大功率中、高频变压器 逆变电源变压器 大功率开关电源变压器 通讯技术: 程控交换机电源 数据交换接口部件 脉冲变压器 UPS电源滤波和存储电源、功率因素校正扼流圈、标准扼流圈 抗电磁干扰部件: 交流电源、可控硅、EMI差模、共模电感、输出滤波电感 开关电源: 磁饱和电抗器 磁放大器 尖峰抑制器 扼流圈 传感器: 电流电压互感器 零序电流互感器 漏电开关互感器 防盗感应标签 目前非晶软磁合金材料的产品,应用场合主要包括:互感器铁心、大功率逆变电源变压器和电抗器铁心、各种形式的开关电源变压器和电感铁心、各种传感器铁心等。 在低频电磁元件中,铁基非晶合金被大量应用,在电力配电变压器中的应用已取得良好效果,成为现在生产量最大的非晶合金。在中、高频领域可以代替钴基非晶合金和铁镍高导磁合金。 纳米晶合金的最大应用是电力互感器铁心。电力互感器是专门测量输变电线路上电流和电能的特种变压器。 从目前国内外应用以及今后发展来看,非晶合金的大量使用还是在电力系统:a、配电变压器铁心。铁基非晶合金铁心具有高饱和磁感应强度、低矫顽力、低损耗(相当于硅钢片的1/3~1/5)、低激磁电流、良好的温度稳定性,使非晶合金变压器运行过程中的空载损失远低于硅钢变压器。这种情况尤其适用于空载时间长、用电效率低的农村电网。
塑性成形新技术的发展趋势
塑性成形新技术的发展趋势 班级:机制学号:姓名:周祯 张涛 朱越 一、历史沿革 从人类社会的发展和历史进程的宏观来看,材料是人类赖以生存和发展的物质基础,也是社会现代化的物质基础和先导。而材料和材料技术的进步和发展,首先应归功于金属材料制备和成型加工技术的发展。人类从漫长的石器时代进化到青铜时代(有学者称之为“第一次材料技术革命”),首先得益于铜的熔炼以及铸造技术进步和发展,而由铜器时代进入到铁器时代,得益于铁的规模冶炼技术、锻造技术的进步和发展(所谓“第二次材料技术革命”)。直到世纪中叶,冶金(金属材料的制备与成型加工)才由“技艺”逐渐发展成为“冶金学”,人类开始注重从“科学”的角度来研究金属材料的组成、制备与加工工艺、性能之间的关系,迎来了所谓的“第三次材料技术革命”——人类从较为单一的青铜、铸铁时代进入到合金化时代,催生了人类历史的第一次工业革命,推动了近代工业的快速发展。 进入世纪以后,材料合成技术、符合技术的出现和发展,推动了现代工业的快速发展,而电子信息、航天航空等尖端技术的发展,反过来对高性能先进材料的研究开发提出了更高的要求,起到了强大的促进作用,促成了一系列新材料和新材料技术的出现和发展。 一般而言,材料需要经历制备、成型加工、零件或结构的后处理等工序才能进入实际应用,因此,材料制备与成型加工技术,与材料的成分和结构、材料的性质一起,构成了决定材料使用性能的最基本的三大要素。 先进工业国家对材料制备与成型加工技术的研究开发十分重视。美国制定了“为了工业材料发展计划”,其核心是开放先进的制备与成型加工技术,提高材料性能,降低生产成本,满足未来工业发展对材料的需求。德国开展的“世纪新材料研究计划”将材料制备与成型加工技术列为六个重点内容之一。在欧盟的“第六框架”计划中,先进制备技术时新材料领域的研究重点之一。日本在世纪年代后期,先后实施了“超级金属”、“超钢铁”计划,重点是发展先进的制备加工技术,精确控制组织,大幅度提高材料的性能,达到减少材料用量、节省资源和能源的目的。 新材料的研究、开发与应用,综合反应了一个国家的科学技术与工业化水平,而先进制备与成型加工技术的发展,对于新材料的研制、应用和产业化具有决定性的作用。先进制备与成型加工技术的出现与应用,加上了新材料的研究开发、生产和应用进程,促成了诸如微电子和生物医用材料等新兴产业的形成,促进了现代航天航空,交通运输,能源环保等高技术产业的发展。 传统结构材料向高性能“,复合化,结构功能一体化发展,尤其需要先进制备与成型加工技术及装备,可使材料的生产过程更加高效,节能和洁净,从而提高传统材料产业的国际竞争力。 另一方面,开展本科学领域色前沿和基础研究,并综合利用相关学科基础理论和科技发展成果,提供预备新材料的新原理新方法,也是材料科学与工程学科自身发展的需求。 因此,材料先进制备与成型加工技术发展,对提高国家综合实力,突破先进工业国家的技术
塑性成形新技术概况
材料成形设备小论文 塑性成形新技术概况 系名 专 学号 学生姓名 指导教师 2016年 4 月12 日
摘要:文章介绍了当前塑性成形加工中的微成形、超塑成型、柔性加工、半固态加工等各种新技术,并分别阐述了各新技术的相关概念、特点、发展趋势等。这些相关介绍及发展概况对理解塑性成形技术及推广和运用高新技术,推动塑性成形的进一步发展具有一定参考意义。 关键词:塑性成形;新技术;发展概况 1 引言 塑性成形就是利用材料的塑性,在工具及模具的外力作用下来加工制件的少切削或无切削的工艺方法。塑性成形技术可分为板材成形和体积成形两大类。板材成形是使用成型设备通过模具对金属板料在室温下加压以获得所需形状和尺寸零件的成形方法,习惯上也称为冲压或冷冲压。板料成形可分为分离工序和成形工序。分离工序俗称冲裁,包括落料、冲孔、修边等。成形工序包括弯曲、拉伸、胀形、翻边等。体积成形是指对金属块料、棒料或厚板在高温或室温下进行成形加工的方法,主要包括锻造、轧制、挤压或拉拔等。 塑性成形技术具有高产、优质、低耗等显著特点,已成为当今先进制造技术的重要发展方向。据国际生产技术协会预测,到21世纪,机械制造工业零件粗加工的75%和精加工的50%都采用塑性成形的方式实现。工业部门的广泛需求为塑性成形新技术的发展提供了原动力和空前的机遇。[1] 2 塑性成形新技术 随着科学技术的迅速发展,通过与计算机的紧密结合,数控加工、激光成型、人工智能、材料科学和集成制造等一系列与塑性成形相关联的技术发展速度之快,学科领域交叉之广泛是过去任何时代无法比拟的,塑性成形新工艺和新设备不断地涌现,出现了高速高能成形、少无切削、超塑成型、柔性加工、半固态加工等多种塑性加工新技术。掌握塑性成形技术的现状和发展趋势,有助于及时研究、推广和应用高新技术,推动塑性成形技术的持续发展。 3.1 高速高能成形 高速高能成形是一种在极短时间内释放高能量而使金属变形的成形方法。 高速高能成形的历史可追溯到一百多年前。但由于成本太高及当时工业发展的局限,该工艺并未得到应用。随着航空及导弹技术的发展,高速高能成形方法才进入到实际应用。 与常规成形方法相比,高速高能成形具有以下特点: 1)模具简单:仅需要凹模即可成形。可节省模具材料,缩短模具制造周期,
非晶合金研究综述
非晶态合金研究现状及发展前景综述 [摘要]:概述了非晶态材料的发展历史及该领域的最新研究进展,并从成分结构条件、热力学条件、动力学条件等方面阐述了大块非晶合金的形成机制。介绍了非晶合金的制备方法,并比较了其产业化的可行性。同时综述了大块非晶合金优异的性能和应用前景。 [Abstract]:An overview of the latest research progress in the history of the development of non crystalline material and the field, and the formation mechanism of bulk amorphous alloys was expounded from the aspects of component structure condition, thermodynamic conditions, dynamic conditions etc.. Introduced the preparation method of amorphous alloy, and the feasibility of its industrialization. The properties and application of bulk amorphous alloys with excellent and review. 1.引言 非晶态合金是指不具有长程有序但短程有序的金属合金,又由于其具有金属合金的一些特性,故它们也被称为玻璃态合金或者非结晶合金,属于非晶态材料中新兴的分支[1]。 非晶态合金长程无序但短程有序,是指原子在空间排列上不呈周期性和平移对称性,但在1~2nm的微小尺度内与近邻或次近邻原子间的键合(如配位数、原子间距、键角和键长等参量)具有一定的规律性。短程有序又可分为化学短程有序和几何短程有序。化学短程有序是指合金元素的混乱状态,即每个合金原子周围的化学成分与平均成分不同的度量;几何短程有序包括拓扑短程有序和畸变短程有序[2]。 非晶态合金与晶态合金一样,都是多组元的合金体系,但是与晶态合金中原子的周期性排列不同,在非晶态合金中,原子的排列不具有长程有序的特点,而仅在单个原子的附近具有一定程度的短程有序,如图1.1所示[3]。非晶态合金独特的原子排列结构使得它具有了显著区别于晶态合金的物理、化学和力学行为[4-7]。因此,非晶态合金作为一种完全不同于晶态合金的新材料具有科学研究上的重要价值[8]。另外,非晶态合金具有某些优异的性能,如高强度、高弹性、耐腐蚀、热成型性能好,等等,这使得非晶态合金具有非常广阔的应用前景[9-10]。例如,与传统的工程材料相比,非晶态合金就综合了晶态合金在力学性能方面的高强度和工程塑料高弹性的优点,如图1.2所示。因此,近年来世界各研究单位投入了大量的研究力量和经费,对非晶态合金的形成理论、制备工艺和性能表征等各个方面进行了深入系统的研究[11-14]。对非晶态合金的研究已成为当代材料科学发展的一个最活跃、最令人激动的方向[15-16]。
金属塑性成形技术
文献综述 题目金属塑性成形 学院航空制造工程学院专业机械制造及其自动化姓名段盼光 学号140308020101 2015年6月10日
金属塑性成形 () 【摘要】金属塑性成形技术是机械冶金、汽车拖拉机、电工仪表、宇航军工、五金日用品等制造业最基本,最古老,亦是极重要的加工手段之一,包括锻、冲、挤、轧,拉、辊、旋、辗等工艺技术。结合近代科技,金属成形技术正向精密、高效、节能、节材,清洁化生产方向发展,是国家工业发展的最基础工艺技术之一。文章主要对塑性成形的基本原理、方法以及应用做了综合介绍。文章还列举了塑性成形在工业生产中的具体应用实例,收集了国内外关于塑性成形的一些最新研究进展。最后针对塑性成形技术的发展提出了一些建议和对该技术在以后的生产中的展望。 【关键词】塑性成形原理应用展望 【abstract】Metal plastic forming technology is the most basic,oldest and important processing means in machinery, metallurgy, automobile tractor, electrician instruments, the space industry, including forging, blunt, extrusion, rolling, pull, roller, spin and rolling process technology. With modern technology, metal forming technology of positive precision, high efficiency, energy saving, section, the clean production direction development, is the national industrial development of one of the most basic technology. The thesis mainly introduced the principle、method and application of plastic forming.In addition,the thesis also listed some specific application examples about plastic forming in industrial production and collected some latest research progress about plastic forming. Finally, in allusion to the development of plastic forming ,I have given some personal opinions and made a good expectation for the technology . 【key words】plastic forming principle application expectation 引言 金属塑性成形就是利用金属的塑性,在工具及模具的外力作用下来加工制件的少切削或无切削的工艺方法。由于工艺本身的特点,它虽然有很长的发展历史却又在不断的研究和创新之中,新工艺、新方法层出不穷。这些研究和创新的基本目的不外乎增加材料塑性、提高成形零件的精度及性能、降低变形力、增加模具使用寿命和节约能源等。而“塑性成形原理”正是实现这些目的的基础理论知识。金属塑性成形技术是机械冶金、汽车拖拉机、电工仪表、宇航军工、五金日用品等制造业最基本,最古老,亦是极重要的加工手段之一。除了这些传统的应用外金属成形技术正向精密、高效、节能、节材,清洁化生产方向发展,是国家工业发展的最基础工艺技术之一。 一、金属塑性成形机理 1、冷态下的塑性成形 塑性成形所用的金属材料绝大部分是多晶体,其变形过程较单晶体的复杂得多,这主要是与多晶体的结构特点有关。多晶体是由许多结晶方向不同的晶粒组成。每个晶粒可看成是一个单晶体。晶粒之间存在厚度相当小的晶界。