电装实习 收音机
一、实习目的与要求
1.实习目的
(1).学会查找和分析电器器件的资料和功能,掌握收音机原理。
(2).了解印刷电路板的设计和制作过程,使用protel画出原理图和PCB。
(3).培养动手实践和独立自主能力,包括掌握焊接、测试和检查等方法和手段。
(4).培养创新等综合素质,包括提高自学能力和语言表达能力。
2.实习要求
(1).分析分立器件收音机工作原理及调频调幅收音机原理及整机调试方法;
(2).查阅并分析期器件CXA1191集成块功能;
(3).独立使用protel画出电路图和设计电路板;
(4).电子元器件的识别与测量;
(5).实验结束写实习报告和总结。
二、收音机工作原理
1.工作原理及原理图
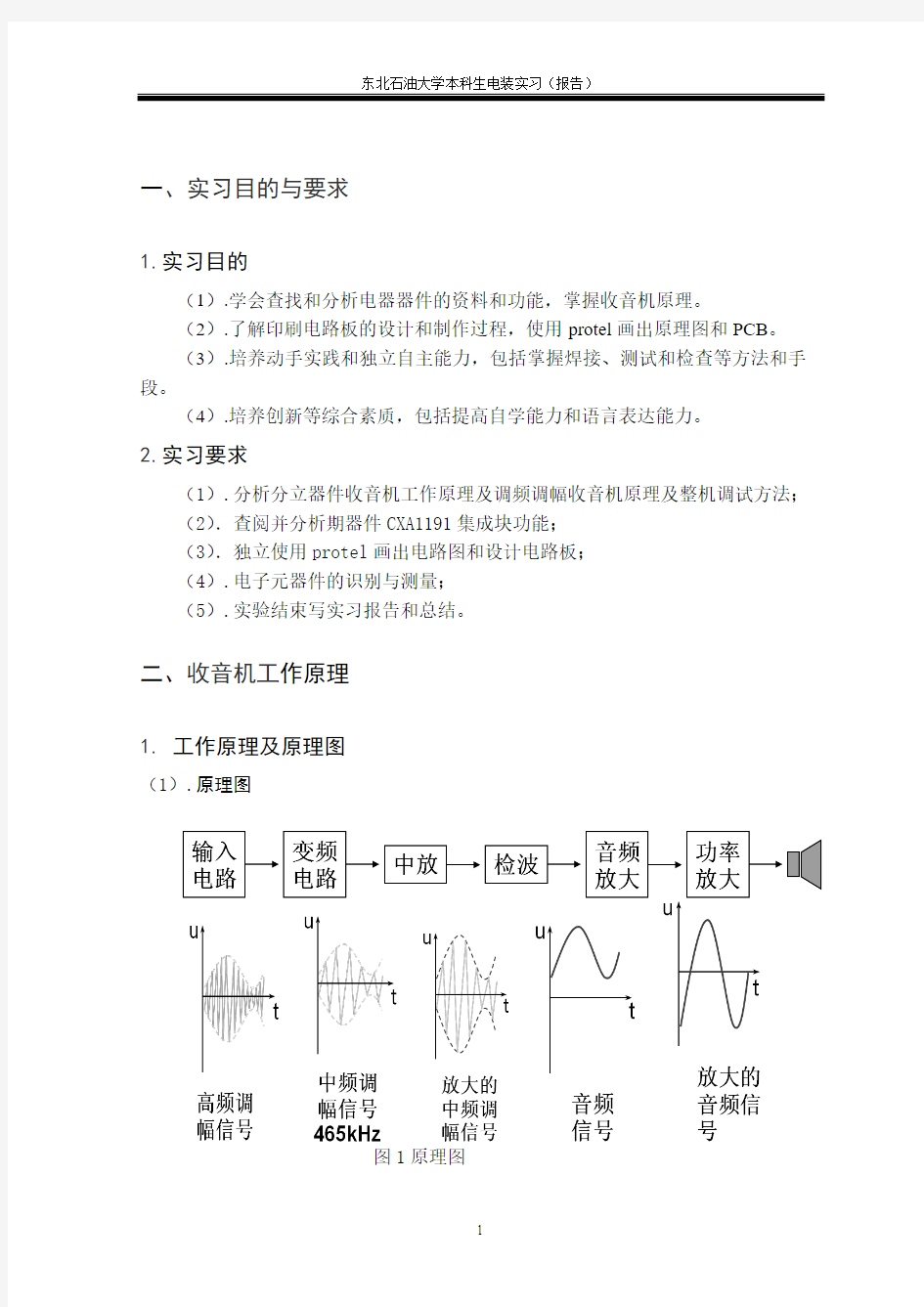
(1).原理图
图1原理图
(2).AM工作原理
中波调幅广播信号由磁棒天线线圈Ll和四联可变电容中的C3构成的调谐回路,选择的电台信号送入IC第10脚。本振信号由振荡线圈L4和四联可变电容中的C4与IC第5脚的内部电路组成的本机振荡器产生,并与由IC第10脚送入的中波调幅广播信号在IC内部进行混频,混频后产生的多种频率的信号,由IC第14脚输出,经过中频变压器T1(包含内部的谐振电容)组成的中频选频网络及455kHz 陶瓷滤波器CF1双重选频,得到的455kHz中频调幅信号耦合到IC第16脚进行中频放大,放大后的中频信号在IC内部的检波器中进行检波,检出的音频信号由IC 的第23脚输出,经C20耦合进入IC第24脚进行功率放大,放大后的音频信由IC 第27脚输出,推动扬声器发声。
(3).FM工作原理
由拉杆天线接收到的调频广播信号,经C1、C2、L5、C3耦合,使调频波段(88~108MHz)以内的信号顺利通过并到IC的第12脚进行高频放大,放大后的高频信号被送到IC的第9脚,接IC第9脚的L2和四联可变电容中的C1组成调谐回路,对高频信号进行选择并在IC内部混频,本振信号由振荡线圈L3和四联可变电容中的C2与IC第7脚相连的内部电路组成的本机振荡器产生,在IC内部与高频信号混频后得到多种频率的合成信号由IC的第14脚输出,经R4耦合至10.7MHz的陶瓷滤波器CF2得到的10.7MHz中频调频信号经耦合进入IC第17脚FM中频放大器,经放大后的中频调频信号在IC内部进入FM鉴频器,IC的第2脚外接鉴频中周T2。鉴频后得到的音频信号由IC第23脚输出,经C20耦合进入IC第24脚进行放大,放大后的音频信号由IC第27脚输出,推动扬声器发声。
2.集成块CXA1191及各元器件
(1).电阻
电阻值计算示意图如下图所示:
试验中用到了5个电阻,阻值分别为:100,150,510欧姆和2.2K,100K欧姆,注意一定不要接错,实验时有一个接错了一个电阻,结果没收到信号,在改正后就成功了
(2)电解电容和瓷片电容
电解电容有正负之分,长管脚为正极,实验时如果不小心把管脚剪短了,可以根据电解电容外侧的图形判断,有灰色线条为负极。
瓷片电容无正负之分,只要按照原理安装即可。
安装时本着先装小器件后大器件的原则,力求板子美观又不影响后盖的安装,电容的管脚长度要适中,和电解电容一样,要求其管脚的长度要合适。
(3)中频变压器(中周):
中频变压器(简称中周)两只为一套,振荡线圈(中周)为T2,中频变压器(中周)为黄色。这两只中周在出厂前均已调在规定的频率上,装好后只需微调甚至不调,不要乱调,实验是一般不会安错。
(4)磁棒线圈:
实验时将磁棒插入到线圈内部,磁棒线圈的三个线头的接在对应的印制板的焊盘上,即AMT+,AMT-,AMT点。长的接AMT+,红的接AMT-,黑的接AMT,按照原理图接就可以了。最后为防止磁棒线圈不牢固,最好用实验固定冒固定在电路板上(5)耳机插座:
先将插座的靠尾部下面的一个焊片往下插在电路板上的对应的位置,焊接时的速度一定要快以免烫坏插座的塑料部分,影响电路的导通。
(6)发光二极管和喇叭:
发光二极管主要用来指示收音机的工作状态,当工作时发光二极管亮,反之则不亮,为使二极管正好露出头,应当将其焊在电路板的背面,由于实验时我比较心急,没等老师讲完就焊在了正面,所以损坏了发光二极管。焊接时要注意二极管的正负极。
把喇叭放好后,接线时要注意喇叭的磁性会吸电烙铁,手要持住电烙铁不松动,以免烫坏电烙铁,同时因为固定的不牢固,所以回来我用电胶棒将其固定以免其松动不稳。
三、整机组装与系统调试
1.焊接
(1)电烙铁是最常用的焊接工具。
电烙铁要用220V交流电源,使用时要特别注意安全。应认真做到以下几点:电烙铁插头最好使用三极插头。要使外壳妥善接地。
使用前,应认真检查电源插头、电源线有无损坏。并检查烙铁头是否松动。
电烙铁使用中,不能用力敲击。要防止跌落。烙铁头上焊锡过多时,可用布擦掉。不可乱甩,以防烫伤他人。
焊接过程中,烙铁不能到处乱放。不焊时,应放在烙铁架上。注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。
使用结束后,应及时切断电源,拔下电源插头。冷却后,再将电烙铁收回工具箱。
(2)焊锡和助焊剂
焊接时,还需要焊锡和助焊剂。
焊锡:焊接电子元件,一般采用有松香芯的焊锡丝。这种焊锡丝,熔点较低,而且内含松香助焊剂,使用极为方便。
助焊剂:常用的助焊剂是松香或松香水(将松香溶于酒精中)。使用助焊剂,可以帮助清除金属表面的氧化物,利于焊接,又可保护烙铁头。焊接较大元件或导线时,也可采用焊锡膏。但它有一定腐蚀性,焊接后应及时清除残留物。
(3)焊前处理
焊接前,应对元件引脚或电路板的焊接部位进行焊前处理。
①清除焊接部位的氧化层
可用断锯条制成小刀。刮去金属引线表面的氧化层,使引脚露出金属光泽。
印刷电路板可用细纱纸将铜箔打光后,涂上一层松香酒精溶液。
②元件镀锡
在刮净的引线上镀锡。可将引线蘸一下松香酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。
(4)焊接技术
做好焊前处理之后,就可正式进行焊接。
①右手持电烙铁。左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。
②将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。
③抬开烙铁头。左手仍持元件不动。待焊点处的锡冷却凝固后,才可松开左手。
④用镊子转动引线,确认不松动,然后可用偏口钳剪去多余的引线。
(5)焊接质量
焊接时,要保证每个焊点焊接牢固、接触良好。要保证焊接质量。应是锡点光亮,圆滑而无毛刺,锡量适中。锡和被焊物融合牢固。不应有虚焊和假焊。虚焊是焊点处只有少量锡焊住,造成接触不良,时通时断。假焊是指表面上好像焊住了,但实际上并没有焊上,有时用手一拔,引线就可以从焊点中拔出。这两种情况将给电子制作的调试和检修带来极大的困难。只有经过大量的、认真的焊接实践,才能避免这两种情况。焊接电路板时,一定要控制好时间。太长,电路板将被烧焦,或造成铜箔脱落。从电路板上拆卸元件时,可将电烙铁头贴在焊点上,待焊点上的锡熔化后,将元件拔出。
四、总结及体会
通过这次电装实习实验,我收获颇多。首先,在实验前,为了较好的完成试验
任务,自学了protel,了解到一个pcb板是如何设计的,虽然有些电路原理图很简单,但是当生成pcb时,对于元器件的布局就有些困难了,如何让点路线在单面板上就可以完成设计,如何用最小的空间完成,这都是一些需要我们考虑的问题。其次在实验前,我作为小组长去焊接集成块,刚开始还有些吃力,有时焊锡点多了,有时把俩引脚连起来了,但是焊了几个之后就熟练多了,掌握了很多小技巧,焊出来之后也美观多了。之后,实验课上由于以前接触过焊接元器件,所以焊接的比较快,成为了第一个焊接完成的同学,受到了老师的表扬,但是之后我反思了一下,其实追求速度是不可取的,我当时可以收到八九个频道,而之后的同学有可以达到十二三个频道的,产生差距的原因就是焊接点的焊接质量问题,所以以后要在保证质量的前提下再追求速度,这才是真正的效率。自己完成之后,我也帮助其他同学解决他们实验中遇到的问题,通过他们所犯的细小错误,我自己也记在心中,防止以后我也犯同样的错误。最后,通过写实验报告,也让我接触到论文的格式,要点,为以后毕业论文写作学习了一些别人的经验。
总而言之,这次实习实验我不但收获了知识、经验,而且最重要的是我收获了快乐。
创新点:现在什么产品都向多元化发展,例如手机基本上就是一个微型电脑,而收音机还是停留在单一的收听广播功能上,是否可以给他拓展一些附加功能,但还是保证主题是一个收音机,我觉得这方面还是有余地的。对于老年人这个群体,他们的关注点多是新闻,评书之类的,是否可以增加一个存储系统,是老人不会因事错过精彩的节目,而且还可以增加一个紧急呼叫按钮,以防老人突然发病而家人却不知;对于在户外使用的人群,可以增加指南针(高级一点可以GPS)功能,另外还可以设置一个随时可呼叫外界的频率,以防遇到紧急情况而手机没信号无法与外界取得联系的情况出现。
《收音机实验报告》
电工电子实习(EDA) 实验报告 姓名蒋从伟 班级网络10K1班 学号 101909030107
EDA 实验 一、实验目的: 1、掌握多位计数器相连的设计方法。 2、掌握十进制、六十进制和二十四进制计数器的设计方法。 3、巩固数码管的驱动原理及编程方法。 4、掌握CPLD 技术的层次化设计方法。 二、实验要求: 基本要求:具有时、分、秒计数显示功能,以二十四小时循环计时。 扩展要求:具有调整时间的功能以及整点报时功能。 三、实验原理: 选用74LS163芯片共计6片,采用同步计数的方法来设计相关计时器,同一源输入脉冲接至CLK ,控制ENT 使能端实现计数,秒位计时器与分位计时器均为六十进制,时位计时器为24进制。 四、实验结果(电路图、仿真波形以及说明): 1、秒位计时电路设计(60进制) 秒低位计数用十进制计数器(74163改装)计数,由脉冲信号触发计数,9秒(秒低位输出1001B )时,秒低位清零;秒高位计数用六进制计数器(74163改装)计数,9秒时,秒高位芯片ENT 输入高电平,由此触发计数,59秒(秒低位输出1001B ,秒高位输出0101B )时,秒高位清零。
2、分位计时电路设计(六十进制) 分位计时电路与秒位计时电路计时原理相差无几,只在触发计数的使能信号量上有一定差异。分低位计数用十进制计数器(74163改装)计数,59秒时触发计数,9分59秒(分低位输出为1001H,秒高位输出0101B,秒低位输出1001B)时,分低位清零;分高位计数用六进制计数器(74163改装)计数,9分59秒时,分高位芯片ENT输入高电平,由此触发计数,59分59秒(分高位输出为0101B,分低位输出为1001B,秒高位输出0101B,秒低位输出1001B)时,分高位清零。
2020版收音机焊接电工实习报告
2020版收音机焊接电工实习报 告 Radio welding electrician practice report ( 实习报告 ) 汇报人:_________________________ 职务:_________________________ 日期:_________________________ 适用于工作总结/工作汇报/年终总结/全文可改
2020版收音机焊接电工实习报告 一、实习内容: (1)学习识别简单的电子元件与电子线路; (2)学习并掌握收音机的工作原理; (3)按照图纸焊接元件,组装一台收音机,并掌握其调试方法。 二、实习器材介绍: (1)电烙铁:由于焊接的元件多,所以使用的是外热式电烙铁,功率为30w,烙铁头是铜制。 (2)螺丝刀、镊子等必备工具。 (3)松香和锡,由于锡它的熔点低,焊接时,焊锡能迅速散步在金属表面焊接牢固,焊点光亮美观。 (4)两节5号电池。 三、实习目的: 电子技术实习的主要目的就是培养我们的动手能力,同金工实
习的意义是一样的,金工实习要求我们都日常的机械车床,劳动工具能够熟练使用,能够自己动手做出一个像样的东西来。而电子技术实习就要我们对电子元器件识别,相应工具的操作,相关仪器的使用,电子设备制作、装调的全过程,掌握查找及排除电子电路故障的常用方法有个更加详实的体验,不能在面对这样的东西时还像以前那样一筹莫展。有助于我们对理论知识的理解,帮助我们学习专业知识。使我们对电子元件及收音机的装机与调试有一定的感性和理性认识,打好日后深入学习电子技术基础。同时实习使我获得了收音机的实际生产知识和装配技能,培养理论联系实际的能力,提高分析问题和解决问题的能力,增强独立工作的能力。同时也培养同学之间的团队合作、共同探讨、共同前进的精神。 具体目的如下: 1.熟悉手工焊锡的常用工具的使用及其维护与修理。 2.基本掌握手工电烙铁的焊接技术,能够独立的完成简单电子产品的安装与焊接。熟悉电子产品的安装工艺的生产流程。 3.熟悉印制电路板设计的步骤和方法,熟悉手工制作印制电板
收音机的实训报告
模电收音机实训报告 姓名:空明 1501 班级:电气自动化 学号:151602101 专业:电气自动化 辅导老师:
实习内容: (1) 学习识别简单的电子元件与电子线路。 (2) 学习并掌握收音机的工作原理。 (3) 按照图纸焊接元件,组装一台收音机,并掌握其调试方法 实习器材及介绍: ①电烙铁,焊锡丝 ②螺丝刀,镊子,斜口钳等必备工具 ③万用表 ④S66型收音机实验套件 ⑤电路图及原件清单 ⑥五号电池一对 元件说明: 电阻 按用途分:压敏电阻、热敏电阻、光敏电阻等等。 按阻值分:定值电阻、可变电阻(电位器)。 电容 作用:存储电荷、滤波器、耦合。 分类:有极性(长正短负管身有标示负极)、无极性。
二极管 具有单向导通性,在用万用表测量时显示的两端压降。 三极管 (1)、分类:PNP 型、NPN 型。 (2)、一般用于反放大电路,用万用表测量时显示的是放大系数。 电感:产生谐振。 -I-R L-L 心片 安装顺序 先装低矮和耐热元件,然后再装大元件。 电阻的安装:先将阻值识别号,可以采用紧贴式和立式。焊完电阻后 我们需要用万用表检验一下各电阻是否还和以前的值是一样的(检验是否存在虚焊的情况)。 电容和三极管的安装:先焊接瓷片电容,要注意上面的读数。紧接着就是焊电解电容,特别要注意长脚是“ + ”极,断脚是“一”极。剪 脚长度要适中,电解电容要紧贴线路板立式安装焊接,太高会影响后盖的安装。 实验器材:三极管3DG201(黄或绿、兰)用EB极1支 三极管3DG201(绿)或9014 1支 三极管3DG201(蓝)或90142支
三极管3DG201(灰)或90142支三极管9012 或3CX201 85502支 二极管1N4148 2支 振荡线圈TFl0-920(红色)1支 中频变压器TFl0-921(黄色)1支 中频变压器TFl0-922(白色)1支 中频变压器TFl0-923(绿色)1支 输入变压器绿色(或二色)1支 输出变压器红色(自耦型)1支 磁棒及线圈B-5 × 13× 100mm1套 电动扬声器YD66-0.25 ?2W-4?8Ω1支电阻器10、15、51、220、470各1支电阻器610,820、3K 15K各1支电阻器150、IK、20K、62各2支电位器WH15-K4 ① 16-5K1支 瓷片电容O.OIu(或103)1支 瓷片电容0.022u(或223)8支 电解电容 4.7u 2 支电解电容10u1支 电解电容100u3支双联电容CBM-223PF1支耳机插座① 3.5mm1个
电工实习-收音机组装实验报告2
实习内容: 1.学习识别简单的电子元件与电子线路; 2.学习并掌握收音机的工作原理; 3.掌握电焊技术,能用电烙铁进行焊接; 4.按照图纸焊接元件,组装一台收音机,并掌握其调试方法; 5.了解工程用电安全常识。 实习器材介绍: 1.电烙铁(含支架):由于焊接的元件多,所以使用的是外热式电烙铁,功率 为30 w,烙铁头是铜制。 2.螺丝刀、镊子等必备小工具。 3.松香和锡。由于锡它的熔点低,焊接时,焊锡能迅速散步在金属表面焊接牢 固,焊点光亮美观。 4.两节5号电池。 5.BS208HAF型号收音机。 6.元件清单。 7. 实习目的: 电子技术实习的主要目的就是培养我们的动手能力,要求我们熟悉日常的机械车床,熟练使用劳动工具(如电烙铁,螺丝刀,尖嘴钳等等),能够自己动手做出一个像样的东西来。此外电子技术实习也要求我们会识别电子元器件,熟悉相应工具的操作与相关仪器的使用,掌握电子设备制作、装调的全过程,学会查找及排除电子电路故障的常用方法等。实习有助于我们对理论知识的理解,帮助我们学习专业知识。使我们对电子元件及收音机的装机与调试有一定的感性和理性认识,打好日后深入学习电子技术基础。同时实习使我获得了收音机的实际生产知识和装配技能,培养理论联系实际的能力,提高分析问题和解决问题的能力,增强独立工作的能力。同时也培养同学之间的团队合作、共同探讨、共同前进的精神。 具体目的如下: 1.常用电子元器件及材料类别、型号规格,主要性能及其使用范围,能查阅有 关的电子器件图书了解他们的应用,作用等,并能正确的辨认出电子器件; 2.接触电子产品生产实际,了解和掌握一般电子工艺知识和技能,学习电子产 品制作工艺流程; 3.熟悉手工焊锡的常用工具的使用及其维护与修理,并基本掌握手工电烙铁的 焊接技术,能够独立的完成简单电子产品的安装与焊接。熟悉电子产品的安装工艺的生产流程。 4.了解电子产品的焊接、调试与维修方法,并装焊一个正规的电子产品(收音 机); 5.建立起对电子产品的感性认识,对后续课程打下良好的基础。 实习安排 鉴于学生课表的的具体情况,采用班级课余时间的进行实习的方案。每学期第六周公布实习题目、实习要求、实习地点和实习时间安排等相关信息。 具体安排详细见下表:
焊接实训的心得体会
焊接实训的心得体会 通过一个星期的学习,我觉得自己在以下几个方面与有收获: 一、对电子工艺的理论有了初步的系统了解。 我们了解到了焊普通元件与电路元件的技巧、印制电路板图的设计制作与工艺流程、收音机的工作原理与组成元件的作用等。这些知识不仅在课堂上有效,对以后的电子工艺课的学习有很大的指导意义,在日常生活中更是有着现实意义。 二、对自己的动手能力是个很大的锻炼。 实践出真知,纵观古今,所有发明创造无一不是在实践中得到检验的。没有足够的动手能力,就奢谈在未来的科研尤其是实验研究中有所成就。在实习中,我锻炼了自己动手技巧,提高了自己解决问题的能力。比如做收音机组装与调试时,好几个焊盘的间距特别小,稍不留神,就焊在一起了,但是我还是完成了任务。 三、实习课程实习让我们学到了很多课本上没有办法学到的很多实用的东西。 通过组装一个光控报警电路让我们将在课本中学习到的一些电路的组成以及一些电路元器件的工作原理以及其正常工作的检测运用到实践中,并且得到延伸以及拓展。不仅增强了实际动手能力,也同时深化了我们对课本知识的了解,以及运用。真正的做到发现问题,提出问题,解决问题的自主学习,在实践中找寻问题的所在,并运用自己所知道的知识去解释,与同学互帮互助,共同探讨共同进步。 我学会了基本的焊接技术,电路的检测与调试,知道了电子产品的装配过程,我们还学会了电子元器件的识别及质量检验,知道了整机的装配工艺,这些都我们的培养动手能力及严谨的工作作风,也为我们以后的工作打下了良好的基矗而且这在我们以后的计算机专业课学习硬件中应该也是很有用的 通过了电子电工实训,我确实是学到了很多知识,拓展了自己的的视野。通过这一次的电子电工实训,增强了我的动手打操作的能力。记得我在读高中的时候,我帮家里安装一个开关控制电路,由于自己的动手能力不够强,结果把电路接成短路,还好因为电路原先装有保险丝,才没有造大的安全事故。而通过这一
收音机实习报告
一:实习目的 1、学习焊接电路板的有关知识,熟练焊接的具体操作。 2、看懂收音机的原理电路图,了解收音机的基本原理,学会动手组装和焊接收音机。 3、学会调试收音机,能够清晰的收到电台。 4、学习使用protel电路设计软件,动手绘制电路图。 二:焊接的技巧或注意事项 焊接是安装电路的基础,我们必须重视他的技巧和注意事项。 1、焊锡之前应该先插上电烙铁的插头,给电烙铁加热。 2、焊接时,焊锡与电路板、电烙铁与电路板的夹角最好成45度,这样焊锡与电烙铁夹角成90度。 3、焊接时,焊锡与电烙铁接触时间不要太长,以免焊锡过多或是造成漏锡;也不要过短,以免造成虚焊。 4、元件的腿尽量要直,而且不要伸出太长,以1毫米为好,多余的可以剪掉。 5、焊完时,焊锡最好呈圆滑的圆锥状,而且还要有金属光泽。 三:收音机的原理 本收音机由输入回路高放混频级、一级中放、二级中放、前置低放兼检波级、低放级和功放级等部分组成接收频率范围为535千赫—1065千赫的中段。 1、具体原理如下原理图所示:
2、安装工艺要求: 动手焊接前用万用表将各元件测量一下,做到心中有数,安装时先安装低矮和耐热元件(电阻),然后再装大一点的元件(如中周、变压器),最后装怕热的元件(如三极管)。电阻的安装:将电阻的阻值选择好后根据两孔的距离弯曲电阻脚可采用卧式紧贴电路板安装,也可以采用立式安装,高度要统一。瓷片电容和三极管的脚剪的长短要适中,它们不要超过中周的高度。电解电容紧贴线路板立式焊接,太高会影响后盖的安装。、棒线圈的四根引线头可直接用电烙铁配合松香焊锡丝来回摩擦几次即可自动上锡,四个线头对应的焊在线路板的铜泊面。由于调谐用的双联拨盘安装时离电路板很进,所以在它的圆周内的高出部分的元件脚在焊锡前先用斜口钳剪去,以免安装或调协时有障碍,影响拨盘调谐的元件有T2和T4的引脚及接地焊片、双联的三个引出脚、电位器的开关脚和一个引脚脚。耳机插座的安装:先将插座靠尾部下面一个焊片往下从根部弯曲90度插在电路板上,然后用剪下来的一个引脚一端插在靠尾部上端的孔内,另一端插在电路板对应的J孔内(如图),焊接时速度要快一点以免烫坏插座的塑料部分。发光二极管的安装要弯曲后,直接插在电路板上焊接。喇叭安放挪位后再用电烙铁将周围的三个塑料桩子靠近喇叭边缘烫下去把喇叭压紧以免喇叭松动。 3、调试过程: 测量电流,电位器开关关掉,装上电池(注意正负级)用万用表的50mA档,表笔跨接在电位器开关的两端(黑表笔接电池负极、红表笔接开关另一端)若电流指示小于10mA,则说明可以通电,将电位器开关打开(音量旋至最小即测量静态电流)用万用表分别依次测量D、C、B、A四个电流缺口,若被测量的数字在规定(参考电路原理图)的参考植左右即可用烙铁将这四个缺口依次连通,再把音量开到最大,用双联拨盘即可收到电台。在安装电路板时注意把喇叭及电池引线埋在比较隐蔽的地方,并不要影响调谐拨盘的旋转和避开螺丝桩子,电路板挪位后再上螺丝固定。当测量不在规定值左右时仔细检查三极管的极性有无装错,中周是否装错位置以及虚假错焊等,若哪一极不正常则说明哪一极有问题。 4、焊接练习 1、焊接注意事项
收音机制作实验报告
一、目的 通过对一台正规产品“六管超外差式调幅收音机”的安装、焊接及测试,掌握元件的识别及质量检验方法,了解电子产品的装配过程,学习整机的装配工艺。通过对收音机的通电检测调式,了解一般电子产品的生产调试过程,初步学习调试电子产品的方法培养动手能力,检测能力及严谨的科学作风。 二、收音机组成与工作原理介绍 1.方框图 2.原理电路 3.电路工作原理 当调幅信号感应到B1及C1组成的天线调谐回路,选出我们所需要的电台信号(f1)进入V1(9018H)三级管基极;本振信号在高出f1频率一个中频的f2 (f2=f1+465 kHZ),例如:f1=700 kHZ 则f2=700 kHZ+465 kHZ,这个信号输入到V1发射极,由V1三极管进行变频,通过B3选出465KHZ的中频信号,经V2和V3进行两级中频放大,然后进入V4检波管,检出音频信号经V5(9014)进行低频放大,再由V6、V7组成的功率放大器进行功率放大,进而推动扬声器发出选择的电台播音。
图中D1、D2(IN4148) 组成1.3V±0.1V稳压电路,来固定变频级、一中放级、二中放级、低放级的基极电压,进而稳定各级的工作电流,以保持灵敏度。由V4(9018)三极管的一个PN 结用作检波。R1、 R4 、R6、 R10分别为V1、 V2、 V3 、V5的工作点调整电阻。R11为 V6、 V7功率放大级的工作点调整电阻。R8为中放的反馈电阻,B3、 B4、 B5为中周(内置谐振电容),既是放大器的交流负载又是中频选频器,起交流负载及阻抗匹配作用。三.元器件的筛选与识别 1.电阻的检测与识别 先将阻值识别好,可以采用紧贴式和立式。我们要按R1——R8的顺序焊接,以免漏掉电阻,焊接完电阻之后我们需要用万用表检验一下各电阻是否还和以前得值是一样(检验是否有虚焊)。 2.电容的检测与识别 先焊瓷片电容,它无需分正负级,在焊电解电容,分清它的正负级。将阻值识别好,脚剪得长度要适中,不要剪得太短,也不要剪得太长。它们不要超过中周的长度,太高会影响后盖的安装。最后检查C1——C11是否全焊完,以免漏掉电容(检验是否有虚焊)。 3.变压器类检测与识别 中周变压器的检测: 将万用表拨至R×1挡,按照中周变压器的各绕组引脚排列规律,逐一检查各绕组的通断情况,进而判断其是否正常。 4.发光二极管的检测与识别 用万用表检测。利用具有×10kΩ挡的指针式万用表可以大致判断发光二极管的好坏。正常时,二极管正向电阻阻值为几十至200kΩ,反向电阻的值为∝。如果正向电阻值为0或为∞,反向电阻值很小或为0,则易损坏。 5.喇叭的检测与识别 电喇叭的测量与检修。电喇叭线圈的检测。用万用表RXI挡测量喇叭线圈电阻,将测得值与标准值对照,若阻值低于规定值,说明线圈有短路;若测得阻值无穷大,说明线圈有开路故障。当线圈有短路、开路和搭铁故障时,可按原数据重新绕制。 检查喇叭的鸣声,如果感到鸣声不清脆,低沉而弱,大都是接点的接触不好。 如果喇叭有时鸣响,有时不鸣响,大都是按动开关内部的接点接触不好。 左右地转动转向盘,如果有较大的嘶嘶磨擦声,可以向相关的接点部位喷注一些润滑脂。 如果喇叭完全不鸣响,很可能是熔断器被烧断了,检查相关的熔断器。也可能是喇叭的电源线有问题,找到喇叭的电源线,把电源线的接线插头拆装一次,检查是否有接触不良。喇叭安放挪位后再用电路铁将周围的三个塑料桩子靠近喇叭边缘烫下去把喇叭压紧以免喇叭松动。 6.三极管的检测与识别 判定基极。用万用表R×100或R×1k挡测量三极管三个电极中每两个极之间的正、反向电阻值。当用第一根表笔接某一电极,而第二表笔先后接触另外两个电极均测得低阻值时,则第一根表笔所接的那个电极即为基极b。 判定集电极c和发射极e。(以PNP为例)将万用表置于R×100或R×1K挡,红表笔基极b,用黑表笔分别接触另外两个管脚时,所测得的两个电阻值会是一个大一些,一个小一些。在
收音机实训优秀总结
收音机实训优秀总结 两个星期的实训即将结束,对于这次实训,我们都很期待,其结果也很满意。学习了新的知识,巩固了从前所学,收获了一台亲手组装的收音机。 实训即将结束,再此,我要总结一下自己在实训期间的体会。 在这之前,在班级就早已经把各个测量小组分好,我是第四小组,担任组长一职,这就意味着我将付出比他人更多的努力,担负起整个测量小组的总的工作的调度与协调,这对我是一次机遇,更是一次挑战。 工作往往不是一个人的事情,是一个团队在完成一个项目,在工作的过程中如何去保持和团队中其他同事的交流和沟通也是相当重要的。合理的分工可以使大家在工作中各尽所长,团结合作,配合默契,共赴成功。个人要想成功及获得好的业绩,必须牢记一个规则:我们永远不能将个人利益凌驾于团队利益之上,在团队工作中,会出现在自己的协助下同时也从中受益的情况,反过来看,自己本身受益其中,这是保证自己成功的最重要的因
素之一。这次,我们做的了这一点。 对于本次实训,我感觉最欠缺的就是动手能力还不是很好,当今电子行业发展很快,我们的知识跟不上时代的进步。与之前万用表实训相比,此次收音机原理与维修实训采用贴片元件替代了传统插装元件,这大大减小了电子产品体积、重量、提高了可靠性高、抗震能力;但对我的们的焊接技术也提高了要求。电子科技革命在进行,电子产品功能在完整,所采用的集成电路已无穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件。电子的发展方向不会改变,我们只能顺应时代,提高自己的能力。在焊接中,不允许丝毫的马虎,严谨认真是时刻要牢记的。特别是在焊接集成块时,焊错了,真的很麻烦!另外本次组装的收音机采用超外差收音机原理,对我来说掌握这个原理可能有些困难,但这也说明电子类专业知识涉及广泛,自己要学的太多,自己还需要更加努力,同时这次学习对我的专业知识提高很多,认识了更多的元器件及其检测方法,同时也增强了自己的动手实践能力.在学习过程中,对一年来所学的专业知识(与模电相关),
焊接收音机实训报告
电子实训报告: 焊接收音机 院系: xxxx 专业班级: 13 学号:xxxxxxx 姓名: xx 成绩: 2013年xx月 一实验目的 1.了解常用电子器件的类别、型号、规格、性能及其使用范围,能查阅有关的电子器件图书。能够正确识别和选用常用的电子器件。 2.学习并掌握收音机的工作原理 3.熟悉手工焊锡的常用工具的使用及其维护与修理,基本掌握手工电烙铁的焊接技术。 4. 了解电子产品的焊接、调试与维修方法。初步学习调试电子产品的方法,提高动手能力。 二、实习器材及介绍: 1.实验器材 印刷电路板、电阻、电解电容、瓷片电容、双联电容、三极管、发光二极管、振荡线圈(中周)、中频变压器(中周)、输入变压器、磁棒及线圈、扬声器、电位器、电烙铁、松香、锡丝电池 一些器材的介绍: (1)电烙铁:由于焊接的元件多,所以本次使用的是外热式电烙铁,功率为30 w,烙铁头是铜制。 (2) 工具箱:工具箱内装有斜口钳、螺丝刀、镊子等必备工具。 (3) 焊锡丝: 为锡铅合金,中间为松香。通常用于电子设备的锡焊。其锡前铅比为60/40。它的熔点低,焊接时,焊锡能迅速散步在金属表面焊接牢固,焊点
光亮美观。 (4) 两节5号电池。 2.电子器件的识别 1)普通电阻 表示方法:直标法、文字符号法、色标法 直标法:用阿拉伯数字和单位符号在电阻器表面直接标出标称阻值, 容值 文字符号法:用阿拉伯数字和文字符号两者有规律的组合来表示标称 色标法:用不同颜色的环或点在电阻器表面上标出标称阻值和允许误 差 2)电容瓷片电容无正负极电容值大小表在电容上 表示方法:用1~3位数字表示,容量单位为pF,如103=10×103 PF 电解电容有极性长引脚为正短引脚为负电容值标在圆环上 3) 三极管以面对矩形面为参考面由左至右依次为射极、基极、集电极 4) LED发光二极管长脚为正短脚为负 注意:元件的大小与极性一定不能弄错。区分二极管的极性,黑头端为负极。区分电解电容的极性长端为正极,短端为负极。– 三、实验原理图与原理介绍 1.实验原理图 S66为六管超外差式收音机,具有安装调试方便、工作稳定、声音洪亮、耗电省等优点。他有输入回路高放混频级、一级中放、二级中放、前级低放兼检波级、低放级和功放级等部分组成,接受频率范围为535~1605KHZ的中波段。
焊接收音机的实验报告
焊接ZX-921型收音机的实习报告 一、实习内容: (1)学习识别简单的电子元件与电子线路; (2)学习并掌握收音机的工作原理; (3)按照图纸焊接元件,组装一台收音机,并掌握其调试方法。 二、实习器材介绍: (1)电烙铁:由于焊接的元件多,所以使用的是外热式电烙铁,功率为30w,烙铁头是铜制。 (2)螺丝刀、镊子等必备工具。 (3)松香和锡,由于锡它的熔点低,焊接时,焊锡能迅速散步在金属表面焊接牢固,焊点光亮美观。 (4)两节5号电池。 三、实习目的: 电子技术实习的主要目的就是培养我们的动手能力,电子技术实习就要我们对电子元器件识别,相应工具的操作,相关仪器的使用,电子设备制作、装调的全过程,掌握查找及排除电子电路故障的常用方法有个更加详实的体验,不能在面对这样的东西时还像以前那样一筹莫展。有助于我们对理论知识的理解,帮助我们学习专业知识。使我们对电子元件及收音机的装机与调试有一定的感性和理性认识,打好日后深入学习电子技术基础。同时实习使我获得了收音机的实际生产知识和装配技能,培养理论联系实际的能力,提高分析问题和解决问题的能力,增强独立工作的能力。同时也培养同学之间的团队合作、共同探讨、共同前进的精神。 具体目的如下: 1.熟悉手工焊锡的常用工具的使用及其维护与修理。 2.基本掌握手工电烙铁的焊接技术,能够独立的完成简单电子产品的安装与焊接。熟悉电子产品的安装工艺的生产流程。 3.熟悉印制电路板设计的步骤和方法,熟悉手工制作印制电板的工艺流程,能够根据电路原理图,元器件实物设计并制作印制电路板。 4.熟悉常用电子器件的类别、型号、规格、性能及其使用范围,能查阅有关的电子器件图书。 5.能够正确识别和选用常用的电子器件,并且能够熟练使用普通万用表和数字万用表。
收音机实训报告
收音机实训报告
实训(习)报告课程名称:专业综合实训 专业:电子信息工程班级:113021学号: 28 姓名:王忠良 指导教师:冯暖成绩: 完成日期:年 07 月 18 日
目录 1调频式收音机焊接前准备 (1) 1.1实训时间与地点 (1) 1.2实训器材.......................................................................................................... . (1) 1.3 实训内容与任务 (1) 2 收音机电路原理与分析 (1) 2.1工作原理分析 (1) 2.2接收机方框图 (2) 2.3电路原理图 (2) 3 焊接过程及注意事项 (3) 3.1焊接过程.......................................................................................................... . (3)
3.1.1原件安装及要求 (3) 3.1.2元件焊接主次顺 序 (3) 3.2注意事项.......................................................................................................... (3) 3.3出现问题及解决方法 (4) 4 收音机调试............................................................................................................. (4) 5 实训目的............................................................................................................. . (5) 6实训总结与体会 (6)
收音机的实验报告
信息与电气工程学院生产实习报告书 课程名称:生产实习 班级:电气004班 学号:********** 姓名:********** 指导教师:********** 2011 年06 月30
一.实习目的: 1. 现代生活离不开电,我们每个人都必须掌握一定的用电知识及电工操作技能。 2. 通过电工实习可使我们学会一些常用电工工具、仪表、开关元件等的使用方法及工作原理。 3. 接触电学知识,实现理论联系实际,并为后续课程的学习打下一定的基础。 收音机是最常用的家用电器之一,通过这次实习,我们应该在了解其基本工作原理的基础上学会安装、调试、使用 ,并学会排除一些常见故障。 锡焊技术是电工的基本操作技能之一,通过实习要求大家在初步掌握这一技术的同时,注意培养自己在工作中耐心细致,一丝不苟的工作作风。 二.调幅收音机的工作原理: (1).工作方框图 输入 混频 中放1 中放2 检波 前置 功放 AGC 本振
本机电路图如上图所示。由B1及C1-A 组成的天线调谐回路感应出广播电台的调幅信号,选出我们所需的电台信号f1进入V1基极,本振信号调谐在高出f1一个中频(465KHz)的f2进入V1发射极,由V1三极管进行变频(或称混频),在V1集电极回路通过B3选取出f2与f1的差频(465KHz 中频)信号;中频信号经V2和V3二级中频放大,进入V4检波管,检出音频信号经V5低频放大和由V6、V7组成变压器耦合功率放大器进行功率放大,推动扬声器发声。图中D1、D2组成1.3V ±0.1V 稳压,提供变频、一中放、二中放、低放的基极电压,稳定各级工作电流,保证整机灵敏度。V4发射结结用作检波。R1、R4、R6、R10分别为V1、V2、V3、V5的工作点调整电阻,R11为V6、V7功放级的工作点调整电阻,R8为中放的AGC 电阻,B3、B4、B5为中周(内置谐振电容),既是放大器的交流负载又是中频选频器,该机的灵敏度、选择性等指标靠中频放大器保证。B6、B7为音频变压器,起交流负载及阻抗匹配的作用。(“×”为各级Ic 工作电流测试点) 三.安装: 1、 安装前用万用表初步判别元器件好坏,测量内容见附表; 2、 将所有元器件引脚上的漆膜、氧化膜清除干净,按照装配图正确插入元件,其高低、极性应符合图纸规定; 3、 焊接时可按电阻、二极管、瓷片电容、晶体三极管、中周、输入输出变压器、电位器、电解电容、双联、天线线圈、电池夹引线、喇叭引线顺序焊接,注意焊点要光滑,大小不要超出焊盘,不能有虚焊、搭焊、漏焊; 4、 特别提示:二极管、三极管的极性不要接错;输入(绿色)、输出(红色)变压器不能调换位置;红中周B2外壳应弯脚焊牢,否则会造成卡调谐盘; 黄中周B3外壳一定要焊牢(C2、C4的地由B3外壳连通);将双联CBM-223P 安装在印刷电路板正面,将天线组合件上的支架入在印刷电路板反面双联上,然后用2只M2.5×5螺钉固定,并将双联引脚超出电路板部分,弯脚后焊牢,并剪去多余部分; 5、 焊接完一类元器件,应检查一遍焊接质量及是否有错焊、漏焊,发现问 0.18~0.22 mA 0.4~0.8 mA 1~2 mA 3~5 mA 4~10 mA C15 100μ V6 9013H C11 223 R11 1K + B7 B6 R10 51K C14 100μ R12 220 + B5 V5 9014 V4 9018H V3 9018H R6 62K B4 V2 9018H R4 20K B3 C13 223 R13 24K B2 R1 100K D1 ~D2 IN41 48 V1 9018H R3 100 C1 A R8 1K C1 B C2 223 C3 103 R2 2K C1 CBM223P C4 4.7μ C5 223 C6 223 C7 223 R7 51 C8 223 C9 223 R9 680 + + C10 4.7μ W 5K D3 IN4148 C12 223 V7 9013 H K Y 8Ω D C 3V 红 黄 白 黑 B1 R5 150
收音机实习心得
收音机总结报告 实习内容及目的:收音机的安装、焊接及调试,让学生了解电子产品的装配过程;掌握电子元器件的识别及质量检验;学习整机的装配工艺;培养动手能力及严谨的工作作风。 辨认测量:①学会了怎样利用色环来读电阻,然后用万用表来验证读数和实际情况是否一致,再将电阻别在纸上,标上数据,以提高下一步的焊接速度;②学会了怎样测量二极管及怎样辨认二极管的“+”,“—”极,③学会了怎样利用万用表测量三极管的放大倍数,怎样辨认三极管的“b”,“e”,“c”的三个管脚;④学会了电容的辨认及读数,“╫”表示元片电容,不分“+”、“—”极;“┥┣+”表示电解电容(注意:电解电容的长脚为“+”,短脚为“—”)。 焊接体会:在电焊的收音机的时候,学会电焊应该是我最大的收获,下面简单介绍以下焊接的体会,焊接最需要注意的是焊接的温度和时间,焊接时要使电烙铁的温度高于焊锡,但是不能太高,以烙铁接头的松香刚刚冒烟为好,焊接的时间不能太短,因为那样焊点的温度太低,焊点融化不充分,焊点粗糙容易造成虚焊,而焊接时间长,焊锡容易流淌,使元件过热,容易损坏,还容易将印刷电路板烫坏,或者造成焊接短路现象。 焊接顺序:①焊接中周,为了使印刷电路板保持平衡,我们需要先焊两个对角的中周,在焊接之前一定要辨认好中周的颜色,以免焊错,千万不要一下子将四个中周全部焊在上面,这样以后的小元件就不好安装→②焊接电阻,前面我们已经将电阻别在纸上,我们要按R1——R13的顺序焊接,以免漏掉电阻,焊接完电阻之后我们需要用万用表检验一下各电阻是否还和以前的值是一样(检验是否有虚焊)→③焊接电容,先焊接元片电容,要注意上面的读数(要知道223型元片电阻&103型元片电阻的区别,元片电容的读数方法——前两数字表示电容的值,后面的数字表示零的个数),紧接着就是焊 页脚内容1
收音机实验报告
《高频电子线路》课程设计报告 题目SD-105 七管半导体收音机 学院(部)信息学院 专业通信工程 班级2011240401 学生姓名张静 学号33 指导教师宋蓓蓓,利骏
目录 一、概括……………………………………页码 二、收音机工作原理……………………………………页码 三、各部分设计及原理分析……………………页码 四、实验仿真及结果……………………………页码 五、结论…………………………………………页码 六、心得体会……………………………………页码 七、参考文献……………………………………页码
调幅半导体收音机原理及其调试 一概述:收音机的发明人类自从发现能利用电波传递信息以来,就不断研究出不同的方法来增加通信的可靠性、通信的距离、设备的微形化、省电化、轻巧化等。接收信息所用的接收机,俗称为收音机。目前的无线电接收机不单只能收音,且还有可以接收影像的电视机、数字信息的电报机等。 随着广播技术的发展,收音机也在不断更新换代。自1920年开发了无线电广播的半个多世纪中,收音机经历了电子管收音机、晶体管收音机、集成电路收音机的三代变化,功能日趋增多,质量日益提高。20世纪80年代开始,收音机又朝着电路集成化、显示数字化、声音立体化、功能电脑化、结构小型化等方向发展。 1947年、美国贝尔实验室发明了世界上第一个晶体管,从此以后.开始了收音机的晶体管时代.并且逐步结束了以矿石收音机、电子管收音机为代表的收音机的初级阶段。 调幅收音机:由输入回路、本振回路、混频电路、检波电路、自动增益控制电路(AGC)及音频功率放大电路组成输入回路由天线线圈和可变电容构成,本振回路由本振线圈和可变电容构成,本振信号经内部混频器,与输入信号相混合。混频信号经中周和455kHz陶瓷滤波器构成的中频选择回路得到中频信号。至此,电台的信号就变成了以
制作收音机实验报告
一、实验目的 1、制作一个收音机。 2、会用Protel 99SE软件设计收音机的原理图和电路板图。 3、会焊接,和原理图电路比较,会测试版图是否有错。 二、实验原理 1、收音机的性能特性 国内首颗采用CMOS工艺的调频收音机芯片;驱动能力强,可直接驱动耳机及放大器;功耗低,比国外最先进数字收单机方案还低价1MS;频率覆盖从 76M-108M的各国调频波段;高度集成度,所需外围器件数大概为零;强大的数 字信号处理技术(DSP),实现自动频率控制和自动增益控制;数字自适应噪声 抑制接受灵敏度高、音质出色、立体声效果优异;支持重低音,可调式电台搜寻、 混音等功能;只需一个32.768K晶体作为参考时钟;支持I2C和SPI数字接口, 可以配合所有多媒体处理芯片;可数字音量控制、线性模拟输出电压。 2、收音机原理图电路 图1 收音机原理图电路 电源指示和滤波接插件
单片机 耳机接口RDA5807SP 图2 Protel中的原理图电路 3、电路板设计 图3 Prtel 中的电路板
三、实验步骤及内容 1、原理图设计 (1) 原理图构成基本要素 原理图的基本要素包括元器件、电器连接和必要的注释。原理图符号是原理图的主体,来源于系统或设计者提供的原理图库,因此在设计原理图之前常 常要先载入原理图。原理图中的电气连接主要包括导线连接、网络标号连接和 端口连接等方式,其中导线连接和网络标号连接最为常见。注释包括元器件序 号、参数以及为了使原理图更易读懂、交流和施工等添加的注释文字,其主要 功能是方便读图、装备调试和交流等工作。 (2)绘制原理图的基本原则 整齐、美观,能清晰、准确地反映设计者的意图,而且能方便读懂。 (3)原理图设计的基本流程 根据图1收音机电路进行新建原理图设计→设置图纸区域的工作参数→载入原理图库→查找元器件→放置元器件、调整元器件位置→原理图布线→补充完 善→校验、调整和修改→打印输出。 (4)绘制原理图符号 在绘制原理图符号之前,要先建立一个原理图库文件,以放置即将绘制的原理图符号,原理图设计文件为vedio.Sch。在本实验中绘制了两个符号, 八管脚单片机MCU和16管脚RDA5807SP。 (5)创建网表文件 绘制完原理图后,就要生成网表文件,执行菜单命令【Design】/【Create Netlist】,执行网络表文件生成命令之后,打开【Netlist Creation】设置对话框, 一般默认网络表文件选项,点击OK。系统将自动生成网络表文件,并打开 网络表文本编辑器。 2、PCB电路板设计 (1)制作元器件的封装 制作元器件的基础知识。元器件外形:元器件安装到电路板上后,在电路板上的投影即为元器件的外形。焊盘:主要用于安装元器件的引脚,并 通过它与电路板上其他的导电图件连接。根据元器件种类的不同,可分为表 贴式焊盘和直插式焊盘。元器件封装的焊盘序号与原理图符号中的引脚序号 具有一一对应的关系,网表标号就是通过焊盘序号和引脚序号来传递的。元 器件封装:是指实际元器件焊接到电路板上时,在电路板上所显示的外形和 焊接位置关系的集合。元器件封装库:是用来放置元器件封装的设计文件, 在Protel 99 SE中其后缀名称为“.Lib”。 在本实验中制作了三个封装,分别是按键anjian.lib,封装形式是
收音机电装实习心得体会
收音机电装实习心得体会 一、实习内容: 使用电烙铁和焊锡丝在电路板上焊接元件。实习目的:初步掌握焊接技能,为后续实 习打下扎实基础。实习要求:焊点要成型牢固可靠、圆滑光亮,成半球形,元件排列整齐。 二、实习器材及介绍: 1.电烙铁:由烙铁头.加热管.电源线和烙铁架组成我们使用的是内热式电烙铁,功率 在20―30w之间,其优点是功率小,热量集中,适于一般元件的焊接。由于焊接的元件多,烙铁头是铜制。 2.钳子、镊子各一把。 3.焊锡丝:由37%的铅和63%的锡组成的合金。焊锡丝有熔点低,易与铜、铁等金属 结合,焊接强度合适,电阻率低等优点因此是用于焊接合适材料。由于锡它的熔点低,焊 接时,焊锡能迅速散步在金属表面焊接牢固,焊点光亮美观 4.印刷电路板pcb板:硬制塑料板上印有钢制电路,可将一些电子元件焊在其上。印 刷线路板的原料主要是铜箔,粘结剂,极板。 5.细铜丝。 三.原理简述: 电烙铁是加热工具,可将烙铁头加热到250摄氏度左右,在此温度下,焊锡便可融化 为熔融状态,此时便可将与锡相亲的铜制元件与pcb板上铜制电路焊接在一起。 焊锡线为锡铅合金,通常用于电子设备的锡焊,其锡铅比为:60:40它的熔点低,焊接时,焊锡能迅速散步在金属表面焊接牢固,焊点光亮美观。 烙铁头在正常使用下氧化得很快,清理办法是:将烙铁头在有松香的烙铁板上轻轻摩擦。 四.实习步骤: 步骤1:准备焊接将烙铁头和焊接物靠近焊接物 电装实习心得电装实习心得 步骤2:焊接物加热将烙铁头接触焊接物 步骤3:焊接溶解将焊丝接近焊接物使之溶解
步骤4:焊丝离开见到焊锡中之助焊物流出时,将焊丝拿开 步骤5:烙铁离开将烙铁头按照箭头方向加速离开 五、实习小结及心得: 电烙铁头、焊锡丝尖与焊盘三点要接触在一点上,焊接时间不宜过长或过短,焊锡之 前应该先插上电烙铁的插头,给电烙铁加热。焊接时,焊锡与电路板、电烙铁与电路板的 夹角最好成45度,这样焊锡与电烙铁夹角成90度。 焊接时,焊锡与电烙铁接触时间不要太长,以免焊锡过多或是造成漏锡;也不要过短,以免造成虚焊。元件的腿尽量要直,而且不要伸出太长,以1毫米为好,多余的可以剪掉。焊完时,焊锡最好呈圆滑的.圆锥状,而且还要有金属光泽。经过对焊接技术的实习,我 们初步掌握了焊接方法与技术要点并对电路板的基本构造和电路元器件有了初步认识。 听了老师讲的技术要点再经过在实践的过程中不断自我摸索,我们由不会到会,焊点 从不均匀到均匀。整个过程持续的时间不宜太长,最多三秒而已。锡量也要进行控制,太 多容易造成虚焊,而太少又有可能会容易折断。并且在焊接结束时应先将锡丝拿开后再将 烙铁拿开,否则易使锡丝粘在集成板上。通过一上午的练习,我了解了焊接的基本原理与 方法。 感谢您的阅读,祝您生活愉快。
HX1082七管半导体收音机实训报告(精)
安徽****学院 《HX108-2 七管半导体收音机》 装配实训报告 专业:电子信息系 班级:电子****班 指导老师:*** 第***组 姓名:*** 考号:** 时间:****年**月**日 实训目的 1、掌握HX108-2 七管半导体收音机各功能模块的基本工作原理;
2、掌握调幅接收系统的调试过程及故障排除; 3、通过对收音机的安装、焊接及调试,了解电子产品的生产制作过程; 4、培养学生分析问题、发现问题和解决问题的能力; 6、学会利用工艺文件独立进行整机的装焊和调试,并达到产品质量要求。 实训使用工具 元器件及常用工具的认识 所用电子元器件:HX108-2七管半导体调幅收音机套件; 常用电子元器件介绍: 电阻:电阻的读法,电阻上一共有四个色标,颜色为金银的一端肯定为末端, 读的方式如图: 二极管:二极管分正负极,只有当电源正极接二级管正极时,二极管才能导通,二极管主要用于数字电路中,用来控制高低电平。 三极管:三极管是一种放大元件,主要用于电流的放大
所用到的工具、器材: 电烙铁镊子万用表 HX108-2七管半导体收音机完整组件焊锡丝两节5号电 池电路图、元件清单 收音机的工作原理 本机电路图如图所示。由B1及C1-A组成的天线调谐回路感应出广播电台的调幅信号,选出我们所需的电台信号f1进入V1基极,本振信号调谐在高出f1一个中频(465KHz的f2进入V1发射极,由V1三极管进行变频(或称混频,在V1集电极回路通过B3选取出f2与f1的差频(465KHz中频信号;中频信号经V2和V3二级中频放大,进入V4检波管,检出音频信号经V5低频放大和由V6、V7组成变压器耦合功率放大器进行功率放大,推动扬声器发声。图中D1、D2组成1.3V±0.1V稳压,提供变频、一中放、二中放、低放的基极电压,稳定各级工作电流,保证整机灵敏度。V4发射结结用作检波。R1、R4、R6、R10分别为V1、V2、V3、V5的工作点调整电阻,R11为V6、V7功放级的工作点调整电阻,R8为中放的AGC电阻,B3、 B4、B5为中周(内置谐振电容),既是放大器的交流负载又是中频选频器,该机的灵敏度、选择性等指标靠中频放大器保证。B6、B7为音频变压器,起交流负载及阻抗匹配的作用。本机由3V直流电压供电。为了提高功放的输出功率,因此,
SMT收音机实验报告
电子信息工程专业 电子产品制造工艺实验SMT收音机实验报告 姓名:刘洋 班级:电子1201 学号:201215017
一、实践目的 完成SMT收音机的组装 ——元件的焊接、外围电路的连接以及整机装配和调试 二、实践目的 1、掌握SMT元件的识别及其检测方法; 2、熟练电路板及其上SMT元件的焊接、安装; 3、掌握产品的调试和故障查找、排除的过程和方法; 4、从培养焊接到产品安装、调试的工程实践能力。 三、工作原理 1.SMT收音机特点 1) 采用电调谐单片FM收音机集成电路,调谐方便准确。 2)接受频率为87~108MHZ。 3)较高接收灵敏度。 4)外形小巧。便于携带。 5)电源范围宽1.8~3.5V,AAA 7号电池2节。 6)内设静噪电路,抑制调谐过程中的噪声。 2.工作原理 收音机电路的核心是单片收音集成电路SC1088。它采用特殊的低中频(70KHz)技术,外围电路省去了中频变压器和陶瓷滤波器,使电路简单可靠,调试方便。SC1088采用SOT16脚封装。
四、实验内容 1.焊膏印刷 (1)放置电路板的时候需放准,否则电路板不能被完全附上焊膏;
(2)刮焊锡膏的时候把握一定角度,不能太用力,否则焊锡膏过多不利于贴片及回流焊。 2.贴片 按位置用镊子贴上指定元件,注意大小、方向以及正反,放置时须放正,若放斜容易造成相邻管脚之间焊膏短路,必须垂直拿起后重新放置。 3.检查 4.再流焊 平稳的放进再流焊机,等待结束。 5.安装THT分立元器件 用传统的方法将元器件焊接到电路板上,避免虚焊、短路以及元件的正负引脚别弄错;不要忘记焊接跨接线J1、J2;耳机插孔焊接时须插着耳机焊。 6.调试 (1)目视检查:元器件(型号,规格);焊点检查:虚汗,楼韩,桥接,飞溅等 (2)测总电流: a)检查无误后将电源线接到电池片上。 b) 在电位器开关断开的状态下接入电阻。 c)插入耳机 d)用数字表200mA档跨接在开关两端测电流,约为6~25mA,并且LED正常点亮。电流为0或超过35mA的应检查电路