空压机联控控制方案
三台空压机联控控制方案
一、系统说明:
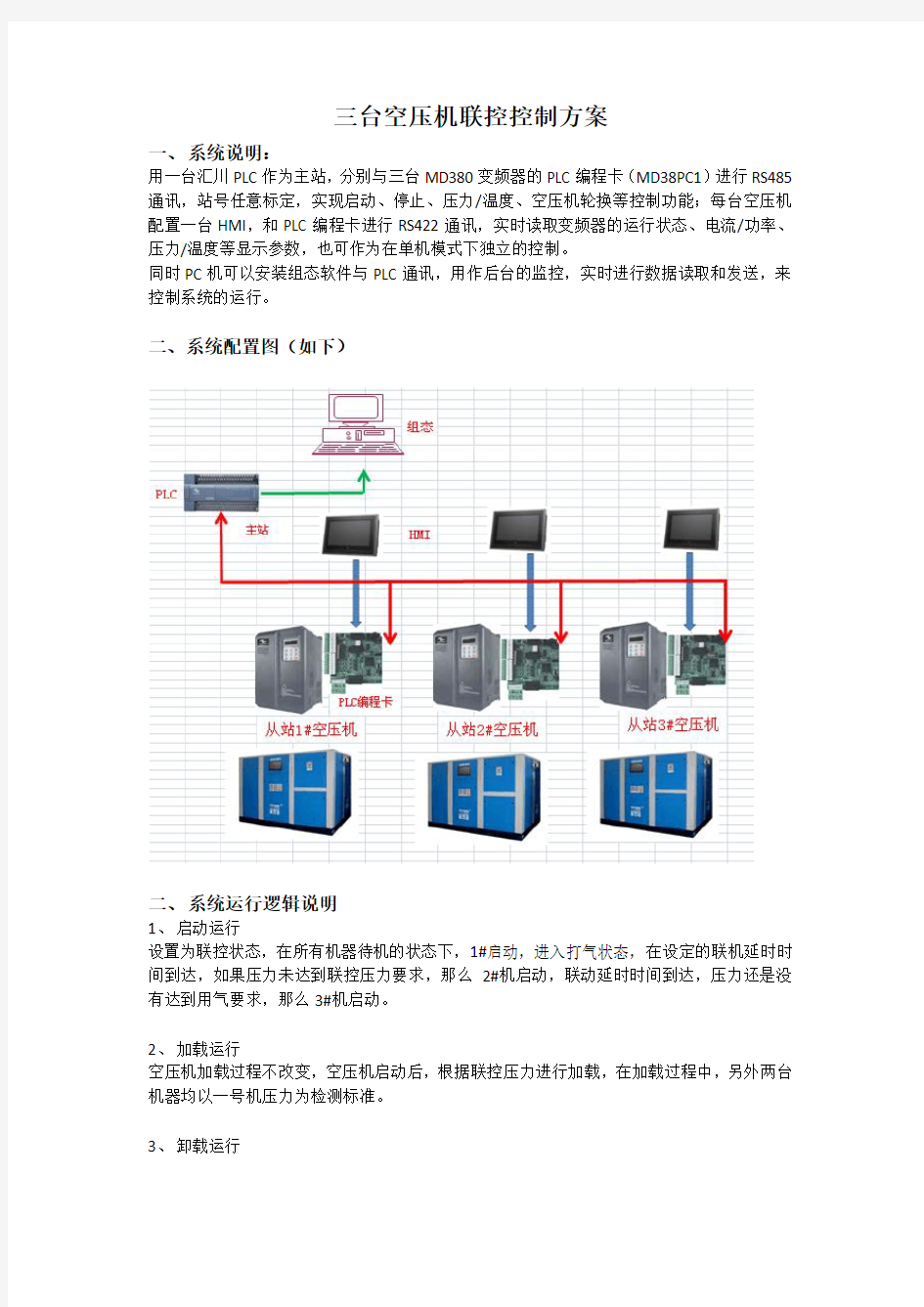
用一台汇川PLC作为主站,分别与三台MD380变频器的PLC编程卡(MD38PC1)进行RS485通讯,站号任意标定,实现启动、停止、压力/温度、空压机轮换等控制功能;每台空压机配置一台HMI,和PLC编程卡进行RS422通讯,实时读取变频器的运行状态、电流/功率、压力/温度等显示参数,也可作为在单机模式下独立的控制。
同时PC机可以安装组态软件与PLC通讯,用作后台的监控,实时进行数据读取和发送,来控制系统的运行。
二、系统配置图(如下)
二、系统运行逻辑说明
1、启动运行
设置为联控状态,在所有机器待机的状态下,1#启动,进入打气状态,在设定的联机延时时间到达,如果压力未达到联控压力要求,那么2#机启动,联动延时时间到达,压力还是没有达到用气要求,那么3#机启动。
2、加载运行
空压机加载过程不改变,空压机启动后,根据联控压力进行加载,在加载过程中,另外两台机器均以一号机压力为检测标准。
3、卸载运行
当压力高于联控压力时,此时系统的3号机将进入卸载状态(可任意以条件设定,如总的运行时间等等),联动延时时间到,如果系统压力还是高于联控设定压力,那么继续执行2#机卸载,直至压力平衡。
4、停机状态
在联控状态下,如果手动停止1#主机,联控系统将关闭,其它空压机进入独立运行状态,互补影响,其它空压机手动停止运行后,进入停机状态。
5、空压机轮换状态
假设当前1#机,2#机运行能够满足用气需求,3#就处理待机状态或空载运行状态,再假设2#空压机连续运行时间达到轮换时间,此时3#空压机将启动,2#空压机进入停机状态。
6、单机和联机运行可切换。
电解铝压缩空气系统节能方案
铝业股份有限公司 电解铝压缩空气系统 节能改造项目 技 术 方 案
四、改造内容 4.1、打壳节气 电解铝行业中打壳缸的耗气量对整个工厂能耗的影响至关重要。有效地降低打壳缸压缩空 气的能耗、提高打壳缸的压缩空气使用效率是解决电解铝行业压缩空气系统节能的有效途径。打壳专用节气单元可有效节省电解打壳用气30%以上。 4.2、管道供气节能管理单元 供气管网之间的压力调节与流量调度,稳定管网的压力,保证压缩空气在各压力管网间的有效分配和利用,减少供气管网的压力波动及供气盈余所造成的浪费。同时对主要用气工序进 行恒压恒流控制调节,避免用气过程中的压力流量波动,减少重点用气工序的用气浪费;实现恒压恒流供气。 4.3、空压机供气及调度系统 构建空压机供气及调度系统,包含空压机节能监测系统及供气管理单元,实现压缩空气系统节能改造后的产气供气平衡;对空压机附属设备的干燥机、过滤器及冷却水泵等进行监测管理;通过精细化管理手段,降低空压机房内各硬件的维保成本,提高供气管网运行的稳定性,实现精益生产及安全生产。 4.4、局部增压 铸造车间对于压缩空气的需求流量较低,但需要较高压力以满足堆垛机工作。大流量增压柜可实现最高2倍增压,可解决目前用气压力需求。 4.5、节能型喷嘴应用 电解车间吹扫用风仍然是造成局部管道瞬时用气波动较大的原因之一;而现有吹扫等用气工序使用的喷嘴过于粗放且不合理,吹力小流量大,对于压缩空气的使用存在极大浪费;通过拉瓦尔管式节能型喷嘴,可有效降低压缩空气使用消耗量,提高出口吹力。 4.6、流量计量监测系统 构建流量计量系统,对各生产车间及使用环节等进行流量监测,实现各工段的实时流量监测。开展培训,协助企业进行精细化现场管理、提升员工节能意识、杜绝浪费。
空压机联控系统方案
目--录: 一、客户需求 二、改造方案 三、功能的实现 四、控制特点 五、改造材料 六、项目实施计划进度表 七、售后服务措施及承诺
一、客户需求 通过与客户沟通,客户需要要求如下: 客户设备数为7台,安装在同一个空压机房,共同对同一个储气罐打气,输出管道统一。现在各空压机为独立运行。现需希望通过空压机联网控制实现下列功能。 1、起停控制:7台空压机顺序启动,加载,卸载及停机。避免空压机同时启动,影响电网波动。 2、压力及流量控制:空压机的启停根据用气要求,当气压达到用气压力低于用气需求,空压机将再启动一台。压力过盛,达到卸载状态后,空压机自动减少一台。现场压力已经达到要求,则保持当前空压机开启数目。 3、空压机轮换:空压机启动时,可以互相变换启动顺序,充分消耗每台空压机的耗材使用时间,平均使用耗材时间。 二、改造方案 针对客户的要求,我们采用如下联网控制方案,方案如下: 为了实现所有空压机联网,使空压机使用同样的通讯协议,实施方案过程中,必须更换所有空压机控制器,更换为支持同一通讯协议的控制器(控制器的规格及型号将更加每台机器的安装尺寸而定)。这样所有空压机将可以实现同步通讯。分别设置每台机器的地址编码。按下列连接方式,使用485半双工通信方式连接各机器。实现网络连接。设定其中一台空压机为主机(初步选定110KW空压机为主空压机)。其他为从机,并根据排列顺序依次对从机进行编号并设置地址。
连接图如下: 根据每台机的功率配置好参数,使空压机单机运行正常后,再将空压机选择为联控模式。 在新的控制器安装过程中,必须更换对应的压力传感器及温度传感器。交流互感器等设备。同时,如外观差别比较的情况下,可能需要采用钣金件覆盖,填补的措施,恢复原机器的外观。 三、功能的实现 我们将空压机编号假设为 主机------1# 从机------2#,3#,4#,5#,6#,7#
空压机控制程序设计
空压机控制程序设计 郑丽菊 摘要:介绍了我厂旧空压站四台空压机进行PLC控制系统改造的程序结构。论述了空压机联锁跳车程序、开车程序、辅助油泵控制程序、压力(负荷)控制程序、防喘振控制程序的原理及实现方法。 关键词: 空压机 PLC 控制程序 1、前言 众所周知,一直以来空气压缩机的控制系统都采用专用控制器,COOPER空气压缩机的专用控制系统从QUADIII,QUAD97,QUAD2000,再到V ANTIAGE,都是单板机专用控制器,英格索兰空气压缩机亦然,采用的是MP3,CMC专用控制系统。这些专用控制器都有两个共同的特点:1)程序保密;2)零配件价格昂贵。给用户的维护使用带来很大的不便,维护成本很高。是否可以采用目前应用很广泛,技术成熟,价格相对低廉很多的PLC做为空压机的控制系统呢?这个想法在很多年前便有人提出来了,但由于空压机控制有其特殊性,厂家对控制程序保密,很多用户都比较谨慎。随着近几年,部分空压机厂家控制器采用了PLC,如三星、艾里奥利,虽然程序依然不对用户开放,用户维护起来依然不是很方便,但是已证明用PLC取代专用控制器是可行的。那么,是否可以用PLC取代目前采用QUAD2000,CMC专用控制系统的COOPER、英格索兰空压机控制器呢?如何用PLC程序实现空压机控制,这就是本文将探讨的内容。 我厂旧空压站有4台空压机,分别独立进行控制,一台是英格索兰的,型号3CII80MX3,控制系统是CMC,另外三台是JOY空压机,型号TA60M330RRZ,控制系统为QUAD2000,系统互相无法进行通信实现集中统一监视和控制,使工艺无法实时监控空压机。空压机控制系统为专用控制器,价格昂贵,使维修费用高,且都为淘汰产品,厂家已不生产,无备件来源。同时控制系统已使用多年出现老化,已出现多次不知原因的故障现象和停车事故。控制系统无历史记忆功能,难以进行事故分析。以致多次出现事故停车后,找不到真正原因。2010年总公司立项作为隐患整改项目,2011年4月完成改造。成功改造的关键就是空压机控制程序的设计。 2控制系统结构 图1是控制系统的结构图。由三部分组成:1)检测仪表;2)PLC控制系统;3)执行元件。核心是PLC控制系统,主要由五个程序构成。
空压机联控控制方案
三台空压机联控控制方案 一、系统说明: 用一台汇川PLC作为主站,分别与三台MD380变频器的PLC编程卡(MD38PC1)进行RS485通讯,站号任意标定,实现启动、停止、压力/温度、空压机轮换等控制功能;每台空压机配置一台HMI,和PLC编程卡进行RS422通讯,实时读取变频器的运行状态、电流/功率、压力/温度等显示参数,也可作为在单机模式下独立的控制。 同时PC机可以安装组态软件与PLC通讯,用作后台的监控,实时进行数据读取和发送,来控制系统的运行。 二、系统配置图(如下) 二、系统运行逻辑说明 1、启动运行 设置为联控状态,在所有机器待机的状态下,1#启动,进入打气状态,在设定的联机延时时间到达,如果压力未达到联控压力要求,那么2#机启动,联动延时时间到达,压力还是没有达到用气要求,那么3#机启动。 2、加载运行 空压机加载过程不改变,空压机启动后,根据联控压力进行加载,在加载过程中,另外两台机器均以一号机压力为检测标准。 3、卸载运行
当压力高于联控压力时,此时系统的3号机将进入卸载状态(可任意以条件设定,如总的运行时间等等),联动延时时间到,如果系统压力还是高于联控设定压力,那么继续执行2#机卸载,直至压力平衡。 4、停机状态 在联控状态下,如果手动停止1#主机,联控系统将关闭,其它空压机进入独立运行状态,互补影响,其它空压机手动停止运行后,进入停机状态。 5、空压机轮换状态 假设当前1#机,2#机运行能够满足用气需求,3#就处理待机状态或空载运行状态,再假设2#空压机连续运行时间达到轮换时间,此时3#空压机将启动,2#空压机进入停机状态。 6、单机和联机运行可切换。
基于plc压缩机性能测试系统的控制器设计.doc
基于PLC压缩机性能测试系统的控制器设计 摘要: 控制器(PLC)具有编程灵活,可靠性高,控制功能强大的特点,以PLC为测控核心单元,建立了压缩机性能测控系统,能自动完成汽车空调压缩机的各项性能测试o 该设计包括该系统的基木特性、装置、控制流程和P L C软、硬件设计。以PLC为测控核心单元,建立了压缩机性能测控系统,实现了对压缩机试验台位及骊?动系统的选择,压缩机的启动、停机、转速调节、排气压力调节等的控制,以及对压缩机的各个运行参数实时采集和监控;并通过计算机将采集参数进行处理,实时获得压缩机各项性能指标并输出测试报告。设计了用PLC和触摸届实现的压缩机性能测试系统的控制,控制系统以可编程控制器为控制核心, 触摸屏为人机接曰,使系统控制界面友好,简单直观,便于操作。 Abstract: Controller (PLC) with programming flexibility, high reliability, control and powerful features to the core of PLC monitoring and control unit for the establishment of a compressor performance monitoring system that can automatically complete the automotive air conditioning compressor performance testing. The design includes the basic characteristics of the system, device, control flow and PLC software and hardware design. PLC core module for the monitoring and control to establish a compressor performance monitoring system, implemented on the compressor test rig and the choice of drive system, the compressor start, stop, speed regulation, regulation, control of discharge pressure and compression machine operating parameters of each real-time collection and monitoring; and the acquisition parameters by computer processing, real-time access to the compressor performance and output of the test report. Designed with the implementation of PLC and touch screen control system, the compressor performance test, the control system for the control of a programmable controller core, man-machine interface touch screen is so user-friendly system control, simple and intuitive, easy to operate. 1引言 Introduction 目前空调压缩机多为斜盘式压缩机或涡旋式压缩机,空调压缩机的几个关键质量指标有:高压泄漏情况、真空池露情况,填充效率和离合器性能,压缩机在出厂前必须对这几项性能进行严格的测试。随着通信和控制技术的飞速发展,人们对动控制设备的信任和依赖越来越重,各种具有高速通信和准确高效的H 动控制设备广泛应用在
双螺杆空压机配置方案
双螺杆空压机配置方案 基本配置方案流程图: ①螺杆空压机②储气罐③前过滤器④干燥器⑤后过滤器⑥精过滤器 二、配置说明 两台或多台空压机合用一套后处理设备时,可根据实际用气量来选配后处理设备,如果其中一台空压机仅作为备机而不同时使用,则只需配置运行机组的后处理设备。 当压缩空气进入储气罐,经由(P级)前过滤器再进入干燥器去除压缩空气中的水分,然后通过(A级)后过滤器时,压缩空气的品质达:含尘粒径≤1um、含油量≤0.1ppm。如果加装(F级)精过滤器,压缩空气品质可达:含尘粒径≤0.01um、含油量≤0.01ppm。
螺杆式空气压缩机 基本技术参数情况 螺杆式空气压缩机 参数 \ 型号SE7A-8 容积流量 m3/min 1.15 最大工作压力 bar 8 电动机功率kW7.5(380V /50 Hz) 电动机防护等级IP54 电动机/绝缘等级 F 机组噪音dB(A)62 冷却方式风冷式 含油量ppm2~3 气量控制方式自动(60-100%) 出口连接尺寸mm Rp 1/2 外形尺寸(L×W×H)mm925×620×1426 机组重量kg220 卓越的压缩机主机 由SUCCESS ENGINE总部提供的高性能主机,该主机 采用世界上最先进的转子型线匹配SKF重载型轴承和三 重轴封,其卓越的设计和绝对可靠性,使SE核心技术一 直处于遥遥领先地位,是SE公司智慧精髓的结晶。 大直径转子、低转速设计,节能效果明显,投资回报快!
储气罐技术参数 储气罐 参数 \ 型号C-0.6/8 容积m30.6 工作压力bar8 设计压力bar 12.5 进出气口尺寸mm DN65 外形尺寸(内径×高) mm700×1940 重量Kg185 储气罐按照国家劳动总局颁发的《压力容器安全监察规程和钢制焊接压力容器技术 条件GB150-89标准》进行制造,并提供试验报告、产品质量证明书。随罐附带安全阀、排污阀和压力表。
空压机使用说明书
空压机使用说明书 目录 1.概述 (90) 2.启动和运行程序 (93) 3.控制和仪表 (95) 4.润滑油、冷却器和油细分离器 (104) 5.空气滤清器 (105) 6.故障排除 (106)
1.概述 压缩机:原装进口的螺杆压缩机主机是一靠啮合的螺旋形转子进行压缩的单级容积式回转机械。两转子都靠安装在压缩腔外的高额定负载转子轴承支承,单一宽度的圆柱滚子轴承装在吸气端承受径向载荷。装在排气端的圆锥滚子轴承对转子进行轴向定位并承受所有轴向载荷和剩余的径向载荷。 压缩原理(图1-1):压缩是通过主辅转子在一气缸内同时啮合来完成的。主转子有四个互成90°分布的螺旋形凸齿,辅转子有五个互成60°分布的螺旋形凹槽与主转子凸齿啮合。 空气入口位于压缩机气缸顶部靠近驱动轴侧。排气口在气缸底部相反的一侧。图1—1是为了表示吸、排气口的反向视图,当转子在吸气口尚未啮合时,空气流入主转子凸齿和辅转子凹槽的空腔内,此时压缩循环开始。(见图A)当转子与吸气口脱开时,空气被封闭在主辅转子构成的空腔内,并随啮合的转子轴向移动,(见图B)当继续啮合,更多的主转子凸齿进入辅转子的凹槽,容积减少,压力升高。 喷入气缸的油用以带走压缩产生的热量和密封内部间隙。容积减少,压力升高一直持续到封闭在转子内腔中的油气混和物通过排气孔口排入油气桶内的时候。为了生成一个连续平稳无冲击的压缩空气流,转子上的每一容积都以极高的连续性遵循同样的“吸气——压缩——排气”循环。 压缩机系统的空气流程(图4—1):空气进入空气滤清器,流经吸气卸荷阀进入压缩机,经压缩后,油气混合物进入油气桶内,在那里,大多数带走的油通过
空压机系统的节能改造方案样本
空压机节能改造方案 前言 节能是提高能源利用率、控制能源消耗; 《节约能源法》规定, ”节约资源是中国的基本国策。国家实施节约与开发并举、把节约放在首位的能源发展战略。”新修订的《节约能源法》健全了节能标准体系和监管制度, 从源头上控制能源消耗, 遏制重大浪费能源的行为; 加大了政策激励力度, 明确国家实行促进节能的财政、税收、价格、信贷和政府采购政策; 明确了节能管理和监督主体, 强化了法律责任。 1月1日起, 实施的《新企业所得税法》第二十七条第( 三) 项规定, 对符合条件的环境保护、节能节水项目, 包括公共污水处理、公共垃圾处理、沼气综合开发利用、节能减排技术改造、海水淡化等。自项目取得第一笔生产经营收入所属纳税年度起, 第一年至第三年免征企业所得税, 第四年至第六年减半征收企业所得税。8月底, 财政部、国家税务总局、国家发改委联合公布《节能节水专用设备企业所得税优惠目录》和《环境保护专用设备企业所得税优惠目录》, 规定从1月1日起, 两大类18种节能节水专用设备、五大类19种环境专用设备可享受税收优惠。即企业购置目录规定的环保、节能节水等专用设备投资额的10%, 能够从企业当年的纳税额中抵免, 并能够在5个纳税年度结转抵免, 而且投资抵免企业所得税的设备范围不在限定于国产设备。
长沙盛拓电子科技本着”为人类节能事业服务, 为企业控制成本努力! ”的企业宗旨, 期待与您的合作能为人类的节能事业做出自己贡献! 变频节电控制器在空压机供气系统的改造方案 改革开放以来, 中国国民经济迅速发展, 可是能源工业的发展远远满足不了需要, 而且相当一个时期内能源缺口的状态不会改观, 因此国家以开发与节约并重的能源政策为主。特别以节约宝贵的二次能源-电能为主, 中国电能最大的用户是电机, 约占50%。而且一般在设计中, 用户设计容量都要比实际需要高出很多, 这样容易形成人们常说的”大马拉小车”的现象, 造成电能的大量浪费。另外由于半导体电力电子元器件的普及应用, 各种变流变频装置的整流部分所产生的谐波电流注入电网后对电气设备产生干扰影响, 平均功率因数低, 造成更大的电能浪费。变频调速技术的出现为交流调速方式带来了一场革命。随着近十几年变频技术的不断完善、发展。变频调速性能日趋完美, 已被不同学科、不同行业的工程技术人员广泛应用于不同领域的交流调速。为企业带来了可观的经济效益, 推动了工业生产的自动化进程。 变频调速用于交流异步电机调速, 其性能远远超过以往任何交、直流调速方式。而且结构简单, 调速范围宽、调速精度高、安装调试使用方便、保护功能完善、运行稳定可靠、节能效果显著, 已经成
MAM8070空压机物联网联控屏监控系统用户手册
MAM8070空压机物联网联控屏监控系统 用 户 手 册
感谢 非常感谢您选择深圳市普乐特电子有限公司生产的可编程空压机物联网联控屏。 深圳市普乐特有限公司成立于2001年,20年来一直致力于设备控制器研发与生产,公司结合行业特点,定制开发生产多款PLC控制器、触摸屏显示器,产品广泛的应用于锅炉燃烧机、空压机、工业冷水机、热能回收机、燃油气化、加油机等众多行业,并紧跟时代热点,建立物联网平台,公司所有的产品都可以接入公司物联网平台,实现远程控制。我们致力于用高质量的产品,优质的服务赢得您的信任。 我们将尽量保证手册的完整性和准确性,但普乐特公司保留产品不断研发和改进的权利,而不负有对以前出厂的产品进行修改和改进的义务,当产品设计变更时将不再另行通知。 如果您在使用我们机器的过程中遇到了任何问题,请及时与我司联系。欢迎您随时提出宝贵意见! 在安装使用控制器之前,详细阅读该使用说明书! 如用户需自己组态软件,做个性化程序,请联系我们,提供DEMO 程序及组态软件!
目录 一、系统说明 (4) 二、界面介绍 (5) 1、开机启动界面 (5) 2、参数设置界面 (6) 3、监控一台空压机界面 (8) 4、监控二台空压机界面 (9) 5、监控三台空压机界面 (9) 6、监控四台空压机界面 (9) 7、监控五台空压机界面 (10) 8、监控六台空压机界面 (10) 9、监控七台空压机界面 (11) 10、监控八台空压机界面 (11) 11、密码验证界面 (12) 12、与中控室通信参数设置界面 (12) 三、控制原理 (13) 1、单机运行 (13) 2、联网运行 (13) 五、与中央控制室通信 (14) 六、供电电源、外形与开孔尺寸 (14) 七、与中央控制室通信 (16) 1、与中控室通信说明 (16) 2、触摸屏通信地址列表 (16) 3、中控室查询空压机运行数据示例 (26)
空压机方案
DA420型离心空压机安装 施工方案
DA420型离心空气压缩机组安装 一、性能规格 DA420型离心空气压缩机组包括压缩机本体、润滑油系统、吸排气管路系统、冷却水管路系统、电力和自控系统等部分。由于压缩机本体结构紧凑,转速较高,要求较高的施工安装技能水平。 这里介绍压缩机的主要安装程序。 下面是压缩机的有关参数: 型号规格:DA420型 压缩介质:空气 进口容积流量:420m3/min 进口压力:0.096 Mpa 进口温度:32℃ 排气压力:0.62 Mpa 转速:8656 r/min 压缩机重量:9000kg(不包括附属设备) 配电机型号:YKOS2200-2 电机功率:2200Kw 电压:10000V 转速:2985 r/min 增速器转数:高速轴:8656 r/min 低速轴:2985 r/min 速比: 2.9 其他参数参见《使用说明书》。 二、安装相关参数 1、增速器的轴承间隙设计值
2 3、润滑油 润滑油为国产N32汽轮机油,(HU-20) 4. 安全保护系统 为保护压缩机组操作及运行的安全,防止任何意外事故的发生,设有各种安全,保护装置. 防喘振装置 当用户管网阻力增大到某值时,压缩机的流量下降很快,流小到一定程度时就会出现整机组管网系统的气流周期性的振荡现象,压力和流量发生脉动,并发出严重的噪音,加剧机组的严重振动,这种现象即是"喘振".压缩机严禁在喘振区域运行,为了防止喘振的发生,本机组配有防喘振装置。
三、施工准备工作 3.1技术资料准备 3.1.1熟悉建设单位提供的技术文件,包括设计及设备资料; 3.1.2进行设计技术交底、图纸会审; 3.2开工条件检查 3.2.1土建条件 3.2.1.1设备基础、管沟等施工完毕,养生期满,预留孔洞、预埋件无遗漏,并经监理、建设单位会同检验合格,清理基础表面,弹出明显的基准线和中心线; 3.2.2设备条件 3.2.2.1安装前会同制造厂家,建设单位开箱检验,详细检查机壳,转动部件及其它分别包装运输的另部件数量、规格,按发送清册上的箱数检查,应齐全,并作好记录; 3.2.2.2设备保管妥当,包装无破损; 3.3场地准备 3.3.1机器另部件临时放置处,应靠近施工现场; 3.3.2对施工现场进行清理。 3.4工机具及施工辅材准备 3.4.1主要检测设备、工机具及消耗材料如下:
空压机使用操作步骤
复盛空压机 一、日常开机前检查准备工作 1、油气桶泄水:慢慢打开油气桶之泄油阀,将停机时的凝结水排出,直到有润滑油流出时, 立刻关闭。 注意:打开油气桶泄油阀前,务必先确认油气桶内无压力 2、检查油位:必要时添加至油位计的上下限中间。 注意:请使用复盛螺杆空压机高级冷却液,不可混合其它厂牌或不同牌号的润滑油补充润滑油时需确定系统内无压力 观察油位应在停机后十分钟为之,在运转中油位可能较停机时之油位稍低。 3、周边设备准备:送电,冷却水塔、水泵、打开压缩机出口阀,运转压缩空气干燥机。 4、起动压缩机。 二、联控机工作 (一)、联控柜起机前检查: 1、导通输气流程,确认系统设备、管路通气阀门和排污阀门在正确的开关位置。 2、通知变电所送电,现场合联控柜内空气压缩机动力电源开关,合联控柜控制电源开关及 干燥机电源开关,检查电源电压在规定范围内。 3、将空气压缩机控制方式置于远控方式。 4、联控柜控制方式置于远控方式。 5、将压缩空气干燥机柜控制方式置于远控方式。 6、打开空气压缩机油气桶和气水分离器的泄水阀少许,将停机时的凝结水排出,打开油气桶泄水阀时当有润滑油流出时,立刻关闭。 7、检查空气压缩机润滑油油位,油位应在上下限中间,如果不足应添加润滑油。 8、检查空气压缩机控制面板、联控柜控制面板指示灯是否正常及所设置的参数是否正常,紧急停机按钮是否复位。 9、机组散热排风口是否打开,冬季向外排风口开少许,主要向室内排风,夏季向外排风口 全开。 (二)、联控柜起机: 1、按联控柜控制面板启动按钮,启动空气压缩机。 2、倾听机组运行声音是否正常。 3、系统设备管路有无漏气、漏油现象。 4、运行电压、电流是否正常。 5、压缩空气干燥机运行是否正常,能否实现正常切换。
空压机使用说明书
下载可编辑 空压机使用说明书 目录 1.概述 (90) 2.启动和运行程序 (94) 3.控制和仪表 (97) 4.润滑油、冷却器和油细分离器 (108) 5.空气滤清器 (109) 6.故障排除 (111)
1.概述 压缩机:原装进口的螺杆压缩机主机是一靠啮合的螺旋形转子进行压缩的单级容积式回转机械。两转子都靠安装在压缩腔外的高额定负载转子轴承支承,单一宽度的圆柱滚子轴承装在吸气端承受径向载荷。装在排气端的圆锥滚子轴承对转子进行轴向定位并承受所有轴向载荷和剩余的径向载荷。 压缩原理(图1-1):压缩是通过主辅转子在一气缸内同时啮合来完成的。主转子有四个互成90°分布的螺旋形凸齿,辅转子有五个互成60°分布的螺旋形凹槽与主转子凸齿啮合。 空气入口位于压缩机气缸顶部靠近驱动轴侧。排气口在气缸底部相反的一侧。图1—1是为了表示吸、排气口的反向视图,当转子在吸气口尚未啮合时,空气流入主转子凸齿和辅转子凹槽的空腔内,此时压缩循环开始。(见图A)当转子与吸气口脱开时,空气被封闭在主辅转子构成的空腔内,并随啮合的转子轴向移动,(见图B)当继续啮合,更多的主转子凸齿进入辅转子的凹槽,容积减少,压力升高。 喷入气缸的油用以带走压缩产生的热量和密封内部间隙。容积减少,压力
升高一直持续到封闭在转子内腔中的油气混和物通过排气孔口排入油气桶内的时候。为了生成一个连续平稳无冲击的压缩空气流,转子上的每一容积都以极高的连续性遵循同样的“吸气——压缩——排气”循环。 压缩机系统的空气流程(图4—1):空气进入空气滤清器,流经吸气卸荷阀进入压缩机,经压缩后,油气混合物进入油气桶内,在那里,大多数带走的油通过速度变化和撞击从空气中分离出来,并落入油气桶内。空气和残留的油进入分离器,在那里油被分离并通过分离器壳体与压缩机之间的连接管道流回压缩机。空气流经压力维持阀,排气止回阀和冷却器,然后进入车间空气管线。 润滑、冷却和密封:油气桶内的空气压力驱使润滑油流过油冷、热控阀和油过滤器,排入压缩机主油路。一部分油通过内部通道注入轴承,齿轮和轴封。其余的油直接喷入压缩腔,带走压缩热,密封内部间隙和润滑转子。 旋转阀:旋转阀是位于气缸排气侧靠近吸气端的一回转螺旋阀。此阀打开和关闭气缸上与吸气通道连通的孔口,这改变压缩机转子的容积来匹配空气的需求,从而达到节能的目的。
螺杆式空压机MAM 控制器
螺杆空压机微电脑控制器 MAM880 用 户 手 册 深圳市普乐特电子有限公司 地址:深圳市福田区商报路天健工业区25栋西六楼 电话:(0755)邮编:518034 传真:(0755)E-mail 网址:
特点: ●LCD中英文显示. ●远程/机旁选择控制. ●联动/独立选择运行. ●对电机具有起停控制. ●对空压机进行防逆转保护. ●对温度进行检测与控制保护. ●对电压进行检测与保护 ●RS-485通讯功能,支持MODBUS RTU协议。 ●对电机具有缺相、过载、不平衡、电压过高、电压过低保护功能. ●高度集成,高可靠性,高性价比.
目录
一、基本操作 1、按键说明 图1.1.1 ——启动键:空压机处于待机状态时,按此键可启动空压机运行;联动控制功能正确设置时,如果空压机为1号机并设置为主机,按启动键启动空压机,同时启动联动控制功能。 ——停机键:空压机处于运行状态时,按此键可停止空压机运行;联动控制设置时,如果空压机为1号机并设置为主机,按停机键停止空压机运行,同时停止联动控制功能;设备处于停机 状态时,长按停机键,切换到软件版本显示界面。 ——加、卸载键/确认键:空压机运行时此键作为加、卸载键,控制空压机加载运行或卸载运行; 在数据设置模式时,修改完数据后,按此键确认数据输入;输入密码后,按此键确认密码输入, 并验证密码是否正确. ——下移键/递减键:查看参数时,按此键下移滚动条;修改数据时,按此键递减当前闪烁位置数据。 ——上移键/递增键:查看参数时,按此键上移滚动条;修改数据时,按此键递增当前闪烁位置数据。 ——移位键/进入键:修改数据时,按键作为移位键,移动闪烁光标到下一个数据位;在菜单选择时按此键,进入当前菜单的下一级菜单,如果当前菜单没有下一级菜单,则进入当前菜单的设置 模式,当前菜单数据出现闪烁光标。 ——返回键/复位键:在设置模式时,按此键退出设置模式,在参数查看模式时,按此键返回上一级菜单;故障停机时,长按此键复位故障。 2、指示灯说明 空滤指示灯,空滤器堵、使用时 间到预警时亮。主电机电源故障时亮。 排气温度高时亮、排气温度传感器失灵时亮。 油滤器使用时间到预警时亮。油分器使用时间到预警时亮。
空压机的DCS控制
空气透平压缩机在DCS自动控制中的应用和操作 吴建平王键 (江苏沙钢集团制氧项目办,江苏张家港市锦丰镇,215625) 摘要:本文详细介绍了沙钢21000Nm3/h空分装置空气透平压缩机自动控制的原理、逻辑联锁,以及改用CENTUM CS3000控制的组态设计和操作方法。 关键词:空气透平压缩机;集散控制系统;防喘振控制;压力控制;启动、加载、卸载以及事故联锁;软件组态; 作者简介: 吴建平(1965-):男,工程师,现任江苏沙钢集团氧气厂副厂长,项目办副主任,主管制氧项目仪电条线工作。先后负责筹建了六套21000Nm3/h制氧机组。 王健(1976-):男,工程师,主任协理,1999年毕业于上海理工大学,现从事制氧项目的工艺和仪表条线工作。 一、前言 沙钢集团650万吨热卷板工程配套6套21000Nm3/h无氢制氩工艺流程的空分装置,主体设备为杭氧生产。空压机采用美国Cooper公司3MSG--25/10型三级压缩的空气透平压缩机,配套ABB公司9800KW电机,软启动器为HTR—10000S柜式高压热变电阻。目前五套制氧机已经投产、第六套在建。其中第一、二套空压机的控制系统采用原厂专用QUAD2000控制器(单片机),后由于空压机控制器及其电源问题频繁停车就决定后四套装置改用DCS系统(Yokogawa Centum CS3000)控制,沙钢自行组态设计,从三台已投用空压机的使用情况来看完全能达到原厂控制器的相同效果。 二、空压机改用DCS控制的方案和过程 1、开停车的控制方案 我们将空压机的压力、温度、振动、位移、电流等模拟量直接接入DCS,DCS到电控的开关量信号通过机旁PLC执行控制。并可实现“电控”现场开停车或远程“DCS”全自动开停车功能。 空压机的控制要求压缩机在空分工艺要求的压力、流量变
空压机无人值守
空压机无人值守网络监控控制系统操作规程 一:系统说明: 电脑网络监控系统是为了配合我公司开发的MAM-KY2S空压机运行控制保护器,而开发的一套计算机网络监控管理软件。系统主体部分采用多文档界面。通过不同的设置,能适应不同的客户的需求。系统分为数据采集、自动控制、联网控制、数据储存、数据查询、报表生成和系统参数设置等多个功能部分。 系统中计算机为主机,空压机控制器为从机。采取主机“轮询”,从机“应答”的点对点通讯方式。主机用MODEL485SI+C外接通信接口转换器,完成RS232到RS485转换。 电脑网络监控系统由下图所示界面组成: 系统控制(F)数据处理(S) 启动网络停止网络历史故障系统参数联网参数层叠窗口自动排列 二:系统初始化: 第一次运行本程序,用户必须根据自身情况对系统进行初始化工作。从参数设置菜单进入系统参数设置界面,设置各项参数。 系统参数设置界面 参数设置 1.波特率:默认值。 2.通讯端口:按计算机实际使用端口设置。 3.奇数效验:默认值。 4.从机台数:按下位机实际台数设置。 5.保存最近几天记录数据:一般2天设置。 6.每回合轮询未联机设备:一般1次设置。 7.查询未联机设备无回应时的重复次数:一般1次设置。
8.选择对用户值班情况进行记录:选择记录设置。 9.开关下位机再次确认:需求选择需要确认设置。 10.启动用户值班登陆界面:一般调试时选择不启动…….。 11、记录用户值班记录频率分/次:一般按1小时抄表时间设置。 设置完成后,点击确认按钮,程序自动检测用户输入数据,正确后记录下用户输入数据。并根据用户输入数据生成对应下位机的窗体数。开始监控下位机运行。 三:联网参数设置: 用户要启动网络运行必须先设置联网参数,保存后点击启动按钮网络,才能进入联网运行模式。 点击联网参数窗口,出现参数设置界面 参数设置 1、下位机联机控制设置: 下位机是否加入联机网络案需要设置。 2、联控参数设置: 联机控制压力下限、联机控制压力上限的设置必须在空压机用户参数压力下限和上线之间。 3、联机控制中最多允许空载运行机器数: 按空压机实际卸负载情况设置。 4、联机主机号: 主要是指按那一台的压力讯号为计算机所要采集的网络压力值。 5、联机加/卸载后系统等待时间: 一般为40S。 6、轮休时间(分钟): 若用户有多台空压机联网运行,并在系统参数中设置了轮休激活时间(等于0将不进行轮休),则系统发现网络处于运行状态时,开始计时,若网络连续运行时间大于
空压机联控功能全
联控功能 8.1 主机联控 8.1.1 简介 本控制器符合MODBUS 485-RTU协议。空压机作为从机通过主机进行控制(PLC/PC)进行多台联控运行,最多可达32 台。主机联控适用于多台机组联合供气的场合,达到节能集中控制的要求。多台空压机组与一个主机组成了主机联控网络。 8.1.2 机组连接 用通讯用双绞屏蔽电缆将每台空压机控制器的第二路通讯口的A,B分别连接起来,在最远的两端AB之间接一个330Ω的终端电阻并使屏蔽层接地。一般通讯长度不超过500米,大于500米不到1000米需要特殊电缆,大于1000米需要信号转接。 8.1.3 参数设置 用户需要将网络内各台机组的波特率设置为9600Kbps,机组号按照顺
序从1 设到联控最大台数(确保同一网络内机组号不重复)。将通讯方式设置成从机方式。使用的时候把需要入网控制各台机组在功能菜单中切换到远控状态。此时控制器的启动按钮不再有效等待主机发送查询、启动、停止以及加、卸载命令。 联控主机根据管线压力以及各种状态信息控制多台空压机自动启动、停止和加/卸载, 以适应系统对空压站的用气要求。在达到用户供气要求的前提下,合理控制机组提高整体的工作效率。 当某一台机组需要停机检修时,先使用功能菜单将此台机组切换成近控方式。脱离网络,使本机进行自我控制然后再按停机按钮使机组停机。为了安全起见检修时应切断电源,若无法切断或者不允许断电的情况则必须按下紧停按键。若不切换成近控方式就按停止按键虽然机组也会停机,但主控设备发现有备用机组会自动发出启动命令,使本机组自动启动,从而发生危险。
8.1.4 空压机MODBUS通讯地址表
气动控制系统设计
气动控制系统设计 2007-08-23 11:43 气动控制系统设计 1、气动控制系统的组成。 在气动控制系统中,气动发生装置一般为空气压缩机,它将原动机供给的机械能转换为气体的压力能;气动执行元件则将压力能转化为机械能,完成规定动作;在这两部分之间,根据机械或设备工作循环运动的需求、按一定顺序将各种控制元件(压力控制阀、流量控制阀、方向控制阀和逻辑元件)、传感元件和气动辅件连接起来。 设计程序有关事项 2.1设计程序 2.1.1调研主机工作要求,明确设计依据。 A.了解主机结构、循环动作过程、执行元件操作力、运动速度及调整范围、运动平稳性、定位精度、传感器元件安装位置、信号转换、联锁要求、紧急停车、操作距离和自动化程度等。 B.工作环境,如温度及变化范围、湿度、振动、冲击、灰尘、腐蚀、防爆要求等。 C.是否要和电气、液压系统相配合,如需要须了解相应的安装位置等。 D.其他要求,如气控装置的重量、外形尺寸、价格要求等要求。 2.1.2气动回路设计 A.由执行元件数目、工作要求和循环动作过程,拟出执行元件的工作程序图。根据工作速度要求确定每一个气缸在一分钟内的动作次数。 B.根据元件的工作程序,参考各种气动基本回路,按程序控制回路设计方法,设计气动回路。 为了得到最合理的气动回路,设计时可做几种法案比较,如气控制,气-----电控制,射流控制方案等进行选择,绘出气动回路图,使用电磁阀的场合,同时还绘出电气回路图。 2.1.3执行元件选择和计算 气动执行元件的类型一般应与主机相协调,即直线往复运动应选择气缸,回转运动应选择气动马达,往复摆动应选择摆动缸。 2.1.4控制元件选择 根据系统或执行元件的工作压力和通过阀的最大流量,选用各生产厂制造的阀和气动元件。选择各种控制阀或逻辑元件时应考虑的特性有: 1工作压力 2额定流量 3响应速度 4使用温度范围 5最低工作压力和最低控制压力 6使用寿命 7空气泄漏量 8尺寸及联接形式 9电气特性等 选择控制阀时除了根据最大流量外,还应考虑最小稳定流量,以保证气缸稳定工作。
复盛空压机控制系统操作使用说
SINCE 1953 高效节能型 SA-220、250螺杆空气空压机控制系统 使用说明书 (中文液晶显示PLC控制) 复盛实业(上海)有限公司 (2002年10月)
“FS AUTO SENTRY-ES+”控制器 “FS AUTO SENTRY-ES+”控制器,它所有的功能是由可编程控制器(PLC)来控制。这些功能包含了安全保护停机,空压机排气量调节,控制及警告维护讯息指示等。操作键盘及显示器、流程图提供操作人员方便的逻辑操作及显示功能。在启动之前,按“复位”键,将控制器设定进入准备状态,空压机现在可以经由按任何一种操作模式键启动运转。运转以后,操作模式可经由按其它操作模式键来更改,更改后的操作模式会显示在显示窗的右下方。在正常运转情况下,任何时间按”停机”键将使空压机停止运转。且油气桶压力会先被释放,然后电机停止转动。 “FS AUTO SENTRY-ES+”可接受其他控制器遥控操作。当经由其他控制器控制时,显示器将显示“远程”。 当荧屏上有其他显示时,连续按“返回”键可回到(正常)状态。在运转中,空压机可以经由持续按住数秒操作模式键来使得空压机空载。将此键放开后,空压机控制功能会恢复。 油气桶内压力需低于0.35 BAR(5PSIG),空压机才可以启动。
操作模式 一般运转模式 这种运转模式适用于在突然出现大量空压空气消耗或没有长期空车运转的工况,空压机控制系统会配合耗气量连续运转。 控制器设置于(容调)模式下,当消耗量降到低于空压机排量以下时,压力会升高,当压力升高到接近控制盘的设定压力时, ES+控制器会操作各电磁阀TVO(旋转阀打开)、TVC(旋转阀关闭)及IVO(进气阀打开)、IVC(进气阀关闭)来控制空压机的排气量与耗气量相匹配。当耗气量变化时,控制器会相应地调节空压机,使其以最佳状态运转。在一般及重负荷工况下,进气阀会保持全开状态,由旋转阀控制排气量。在轻负荷工况下,旋转阀全开,而由进气阀控制排气量。在极轻负荷工况下,空压机会空车,但油气桶内空压空气不泄放。只要低于下限设定压力,空压机会再次加载。控制器会保持排气压力在设定压力范围内。 如果控制器被设定为空/重车模式,控制器会提供全量输出,直到系统压力升至设定压力。然后它会空车,停止输出空压空气至系统(但油气桶内的空气不泄放)。当系统压力降至下限设定压力时,空压机将重新全负荷加载。 低用量运转模式
电解铝压缩空气系统节能方案
铝业股份有限公司 电解铝压缩空气系统节能改造项目 技 术 方 案
四、改造内容 4.1、打壳节气 电解铝行业中打壳缸的耗气量对整个工厂能耗的影响至关重要。有效地降低打壳缸压缩空气的能耗、提高打壳缸的压缩空气使用效率是解决电解铝行业压缩空气系统节能的有效途径。打壳专用节气单元可有效节省电解打壳用气30%以上。 4.2、管道供气节能管理单元 供气管网之间的压力调节与流量调度,稳定管网的压力,保证压缩空气在各压力管网间的有效分配和利用,减少供气管网的压力波动及供气盈余所造成的浪费。同时对主要用气工序进行恒压恒流控制调节,避免用气过程中的压力流量波动,减少重点用气工序的用气浪费;实现恒压恒流供气。 4.3、空压机供气及调度系统 构建空压机供气及调度系统,包含空压机节能监测系统及供气管理单元,实现压缩空气系统节能改造后的产气供气平衡;对空压机附属设备的干燥机、过滤器及冷却水泵等进行监测管理;通过精细化管理手段,降低空压机房内各硬件的维保成本,提高供气管网运行的稳定性,实现精益生产及安全生产。 4.4、局部增压 铸造车间对于压缩空气的需求流量较低,但需要较高压力以满足堆垛机工作。大流量增压柜可实现最高2倍增压,可解决目前用气压力需求。 4.5、节能型喷嘴应用 电解车间吹扫用风仍然是造成局部管道瞬时用气波动较大的原因之一;而现有吹扫等用气工序使用的喷嘴过于粗放且不合理,吹力小流量大,对于压缩空气的使用存在极大浪费;通过拉瓦尔管式节能型喷嘴,可有效降低压缩空气使用消耗量,提高出口吹力。 4.6、流量计量监测系统 构建流量计量系统,对各生产车间及使用环节等进行流量监测,实现各工段的实时流量监测。开展培训,协助企业进行精细化现场管理、提升员工节能意识、杜绝浪费。
压缩机控制系统资料
论文关键词:天然气压缩机组控制系统 论文提要:随着国际、国内油气工业的快速发展,特别是天然气工业的飞速发展,用于天然气增压的往复式天然气压缩机组被越来越多的使用,本文通过对L7044GSI/JGD4型往复式天然气压缩机组的控制系统进行分析,简单介绍了控制系统的结构组成与控制功能的实现。 前言 随着国际、国内油气工业的快速发展,特别是天然气工业的飞速发展,一种用于天然气增压的往复式天然气压缩机组(简称机组)被越来越多的用在长输管道增压输送,地下储气库高压注气,油田气举采油,油田天然气回注,煤层气处理,天然气发电,油气处理厂等场合,虽然不同应用场合下的机组的控制系统略有不同,本文通过对哈萨克斯坦KAM油田使用的美国HANOVER公司成撬的L7044GSI/JGD4型往复式天然气压缩机组控制系统WAHLE CONTROL SYSTEMS进行分析,简单介绍了控制系统的结构组成与控制功能的实现。 1.机组控制系统概述 机组控制系统(Unit Control System,简称UCS)或称机组就地控制系统(Unit Local Control System,简称LCS)通常以就地控制柜的形式安装在机组主撬上或机组主撬附近,由机组供应商成套提供。第一论文范文网https://www.360docs.net/doc/037218687.html,编辑。 机组控制系统主要由过程控制单元、操作员工作站、数据通信接口等构成,通常,过程控制单元采用可编程序逻辑控制器(PLC),做为人机界面的操作员工作站采用带触摸屏的计算机。因此,机组控制系统实际上是一套以PLC为控制核心,用于机组逻辑顺序控制,PID 控制,实时数据处理,报警停机保护,联网通讯的自动控制系统,可完成单台机组及其辅助系统(空冷器系统、仪表气系统等)的控制。机组控制系统自成体系,独立于站控系统(SCS)以外。 UCS自动、连续地监视和控制压缩机组及其辅助系统的运行,保证人身和设备安全。具体来说,该系统至少满足以下性能:根据命令或条件,按预定程序自动完成机组的启动、加载、卸载和停机/紧急停机等操作;在所有工况下执行对机组的保护;在系统故障或误操作的情况下避免不安全的因素发生;在触摸屏上显示各种工艺变量及其它有关参数;提供声光报警;与SCS交换信息;接受SCS的操作命令。