轧机主电机转子自动定位新方法
轧机主电机转子自动定位新方法
【摘要】本文简要介绍了偶道次过转矩问题,之后研究了转子自动定位的新方法,跟踪和分析了使用新方法后的效益。
【关键词】转子定位;方法
[Abstract] This paper simply introduced the problem of even passes over torque,then researched the rotor automatic position new method,tracking and benefit analysis based on actual production situation after using this method.
[Key words] rotor automatic;position
0.引言
同步电机调速系统离不开转子位置的测定和初始定位,只有知道转子实际空间位置才能决定变频器的通电方式、控制模式和输出电流的相位与频率。精准的转子位置检测是同步电机调速的必要条件之一。
安钢TMDRIVE-70调速系统对位置检测精度要求更高,选用的是型号为TS2062N21E10(1X-BRS)型分解器[1]。分解器的作用是对同步电机进行速度检测和转子位置检测。
1.问题及原因分析
在轧制过程中,轧机压下量和轧制力均在正常范围内,但每过一段时间(不定期)就会出现轧机主电机偶道次过转矩的现象,对传动系统造成的损害极大,长期如此必然造成变频元件的寿命缩短,并严重影响管线钢等高强度钢种的生产,如图1.1所示。
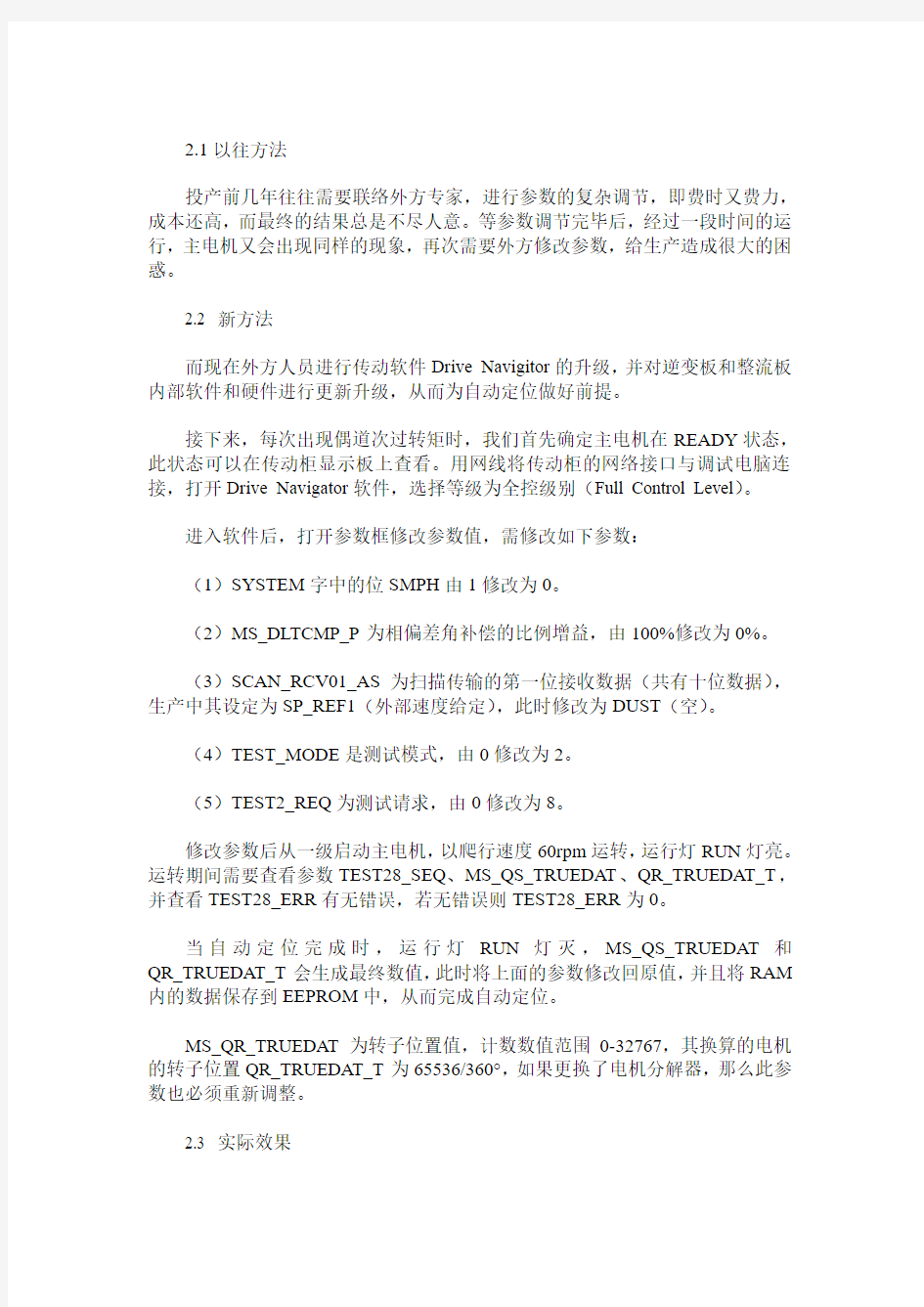
图1.1 偶道次过转矩
图1.1中轧制的板坯均为按照工艺要求正常压下量和道次轧制,奇道次时各转矩及电流均正常,但圆圈内的上下主电机的转矩在偶道次均长时间达到了限定的转矩最大值-225%,电机电流也随之变大,对设备造成了很大的影响。
经过认真分析,并与外方专家沟通得出最终原因为:为了实现经济效益的最大化,特别是在钢铁行业形式不好的情况下,轧制钢种高等级比例远远超过了设计比例,因而在轧机主传动的长期大负荷运转下,电机的磁路发生了变化,转子的初始角发生了改变。由于初始设计的传动系统没有初始定位功能,从而导致偶道次频繁过转矩。
2.解决方法