SMT作业指导书B版
制作审核高岳高岳序号时段流程参照标准使用工具异常处理使用表单1班前工作准备车间管理规定静电服手指套静电手腕
静电手腕测试不合格
时,立即向主管报告,更换合格的静电手腕静电手腕测试记录
2班前点检监视和测量
装置控制程序抹布
工具未校验或者校验超期,不能够使用。反馈主管处理3班前确认生产任务日生产计划任务不明确时和班组长确认生产顺序SMT首检记录表4班前确认文件设计文件5班前确认样品有效的样品6班中首件测试准备首件确认作业程序设计文件测试治具直流稳压电源万用表
工装不符合时退回工程部门,重新领用SMT首检记录表7班中首件检验8班中首件确认
1、在确认合格的样品上贴标签,并签名
2、将检验合格的首件交技术员进行最终确认样品设计文件功能检验标准首件确认作业程序
万用表测试治具直流稳压电源根据生产计划,从技术员处领用有效的设计文件和工艺策划
根据生产计划,从技术员处领用有效的样品1、根据设计文件和工艺策划,确定产品是否需要性能测试2、需要性能测试的产品:①从外观PQC处接收已经外观检验合格的首件②从工程部领用测试治具,确认测试治具是否在有效期内、标识是否和待测试的产品相符。符合时使用,不符合时退回③按照测试要求正确连接直流稳压电源和测试治具,并确认④按照测试文件要求调试VDD、IDD等参数,并确认
3、不需要测试的产品可以直接跳过本指导书
确认首检不合格时必须反馈生产责任人进行改善,对改善后需重新进行首检,直至首检合格方可批量生产SMT首检记录表根据《日生产计划》和班组的任务确定当天的生产任务
1、将待测首件和测试工装连接后进行首件测试。
2、对比样品、设计文件,检验标准逐项对首件进行测试并对测试结果进行记录。
3、重点确认:①测试程序显示画面是否与设计文件测试画面一致;②带LED灯产品需确认LED的颜色(加背光)与样品是否一致③LCD显示质量:缺划、浅划、显示异常、无显示;产品型号:全机种 工段:SMT 工位名称:功能测试 文件编号:HX/WI-ZY-001-012版本:B 页码:第1页,共 3 页作业重点图示
无设计文件和工艺策划、无样品、样品无效时暂停生产,反馈主管处理SMT首检记录表北京汉朔科技有限公司
LCM产品生产作业指导书
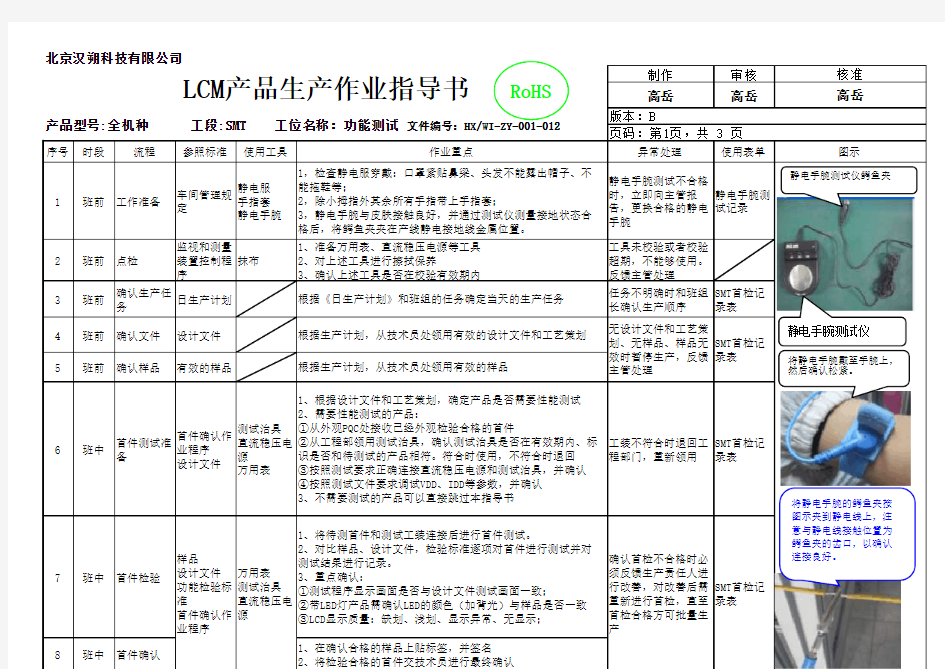
核准高岳1,检查静电服穿戴:口罩紧贴鼻梁、头发不能露出帽子、不能拖鞋等;2,除小拇指外其余所有手指带上手指套;3,静电手腕与皮肤接触良好,并通过测试仪测量接地状态合格后,将鳄鱼夹夹在产线静电接地线金属位置。1、准备万用表、直流稳压电源等工具2、对上述工具进行擦拭保养3、确认上述工具是否在校验有效期内
RoHS 静电手腕测试仪鳄鱼夹静电手腕测试仪将静电手腕戴至手腕上,
然后确认松紧。
将静电手腕的鳄鱼夹按图示夹到静电线上,注意与静电线接触位置为鳄鱼夹的齿口,以确认连接良好。
制作审核高岳高岳序号时段流程参照标准使用工具异常处理使用表单9班中批量检验样品设计文件外观检验标准万用表电容表卡尺以PCBA计算,不良率超过1%时反馈生产主管进行分析改善品质检查记录表质量反馈处理报告10班中良品存放托盘铝盘托架托盘或者托盘数量不够、成品架合格区空间不够时,反馈生产班组长处理标识卡11班中不良品存放不良品管理规定托盘铝盘托架托盘或者托架数量不够、成品架不合格区空间不够时,反馈生产班组长处理
标识卡北京汉朔科技有限公司
LCM产品生产作业指导书
核准高岳产品型号:全机种 工段:SMT 工位名称:功能测试 文件编号:HX/WI-ZY-001-012版本:B 页码:第 2 页,共 3 页作业重点图示1、将检验不合格产品用不良标签标示不良现象,指出不良位
置后放置到专用红色不良容器内,并统一放置工位附近的红色
不良区域内
2、对双面贴元器件和带有LED的产品,必须是单片放置
4、托盘或托架盛放满产品后或者产品收尾时,填写物料标识
卡,标识清产品型号、数量、不良状态等信息,并将标识卡和
产品放到一起
5、将检验不合格区产品移动到成品架不合格区,放置时同一
型号产品集中存放,产品码放高度不允许超过3层?放置时物
料标识卡向外,不同型号产品间距离大于50mm 1、首件检验合格后,方可批量生产2、从外观测试合格区取待测产品,放入工位附件待测区3、依据设计文件、样品、首件、检验标准对产品进行测试4、重点确认:①测试程序显示画面是否与设计文件测试画面一致;②带LED灯产品需确认LED的颜色(加背光)与样品是否一致③LCD显示质量:缺划、浅划、显示异常、无显示5、待检产品、已检产品标识清晰,按照规定的区域存放,不要混淆6、测试产品时,特别注意以下两点:
A.无负压产品放上产品至测试架上后再打开电源,关闭电源后
再从测试架上取下产品。
B.有外接负压测试的产品,放上产品至测试架上后先打开正电
源,再打开负电源,先关负电源再关正电源,然后才能从测试
架上取下产品。
1、将检验合格的产品用托架或吸塑盘进行盛放,不能重叠放
置;并放入检验合格区
2、对双面贴元器件和带有LED的产品,必须是单片放置
3、托盘或托架盛放满产品后或者产品收尾时,填写物料标识
卡,标识清产品型号、数量、状态等信息,并将标识卡和产品
放到一起
4、将检验合格区产品移动到成品架合格区,放置时同一型号
产品集中存放,产品码放高度不允许超过3层?放置时物料标
识卡向外,不同型号产品间距离大于50mm
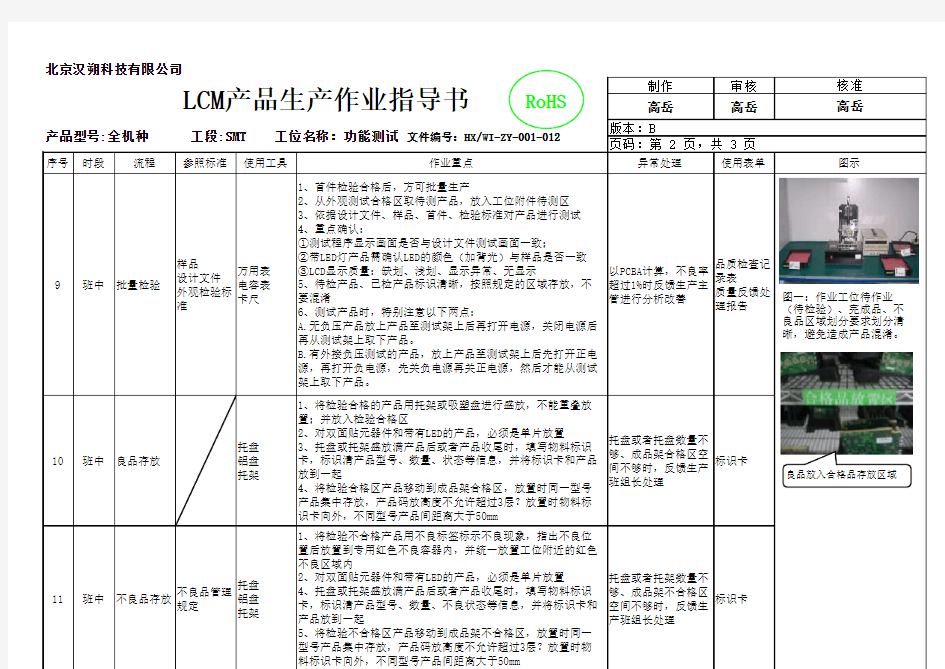
图一:作业工位待作业(待检验)、完成品、不良品区域划分要求划分清晰,避免造成产品混淆。RoHS 良品放入合格品存放区域
制作审核高岳高岳序号
时段流程参照标准使用工具异常处理使用表单12班中返修品检验接收产线不合格品管理制度托盘铝盘托架
无返修流程卡时拒收,退给上工位13班中返修品检验样品设计文件外观检验标准
托盘铝盘托架返修流程卡品质检查记录表14班中
返修品存放产线不合格品管理制度托盘铝盘托架托盘或者托盘数量不够、成品架合格区空间不够时,反馈生产
班组长处理返修流程卡品质检查记录表物料标识卡15班中检验记录填
写签字笔计算器以PCBA计算,不良率超过1%时反馈生产主管进行分析改善
品质检查记录表16班末放置工具直流稳压电源
测试治具工具发生损坏的,及
时向主管报告17班末填写记录签字笔等必须待班组长确认后方可离岗生产记录表品质检查记录表18班末生产交接
必须待班组长确认后方可离岗生产记录表品质检查记录表19班末班末整理车间管理规定簸箕、笤帚等必须待班组长确认后方可离岗
版本:B 页码:第 3 页,共 3 页北京汉朔科技有限公司
作业重点图示LCM产品生产作业指导书
核准高岳 2011-8-10产品型号:全机种 工段:SMT 工位名称:功能测试 文件编号:HX/WI-ZY-001-0121、班末时将关闭直流稳压电源、热风枪等电源2、将万用表、直流稳压电源、测试治具、热风枪等工具整理好,放入指定区域存放
1、将当日生产情况填写到生产记录中,对异常情况,必须详
细记录
2、当日工作完成后计算出当日整体的检验良率状况并填入品
质检查记录表中
1、如实填写生产记录
2、向下班次人员进行生产交接,对物料存放、生产情况等必
须详细交接
3、上交品质检查记录表班末时对生产现场进行清扫和整理,确保生产现场整洁、干净1、和车间确认返修品信息,返修品应集中接收
2、接收返修品时,车间必须附带红色返修流程卡1、按照上述 序号9 的要求对返修品进行检验2、针对返修项目进行重点检验
3、检验完成后填写特殊流程卡,注明合格品、不合格品数量并签名将每两小时的检验记录随时填写在检查记录表中,并计算出单位时间内的不良率1、合格品处理:①去掉之前的不良标签②在板边做标记,③将返修流程卡和合格品一起存放入指定区域。存放时和一次合格的产品之间间隙大于30mm,并将返修流程卡向外
2、对不合格品按照 序号11 的要求处理RoHS 不良品使用专门器具盛放,做特殊标记,放入特殊区域
,