如何计算OEE

如何计算OEE
OEE=表现指数*可用率*质量指数
?可用率
可用率是将停机时间记入的参数。当机床由于故障而停机,将使你损失计划运行时间:
可用率=实际操作时间/计划生产时间
?表现指数
许多公司有一系列关于生产节拍的计算:
表现指数=(理想节拍时间*产品生产数)/操作时间
理想节拍时间是指机床以最快速度生产的时间作为一个单位节拍时间。它有时也称为铭牌节拍时间。表现指数通常用100%表示,这样能保证避免如果一个节拍时间太短而造成计算混乱。
?质量指数
质量指数是计算由于质量问题而造成的废品率。
质量指数=合格品数/生产总数
下面举一个例子来说明:
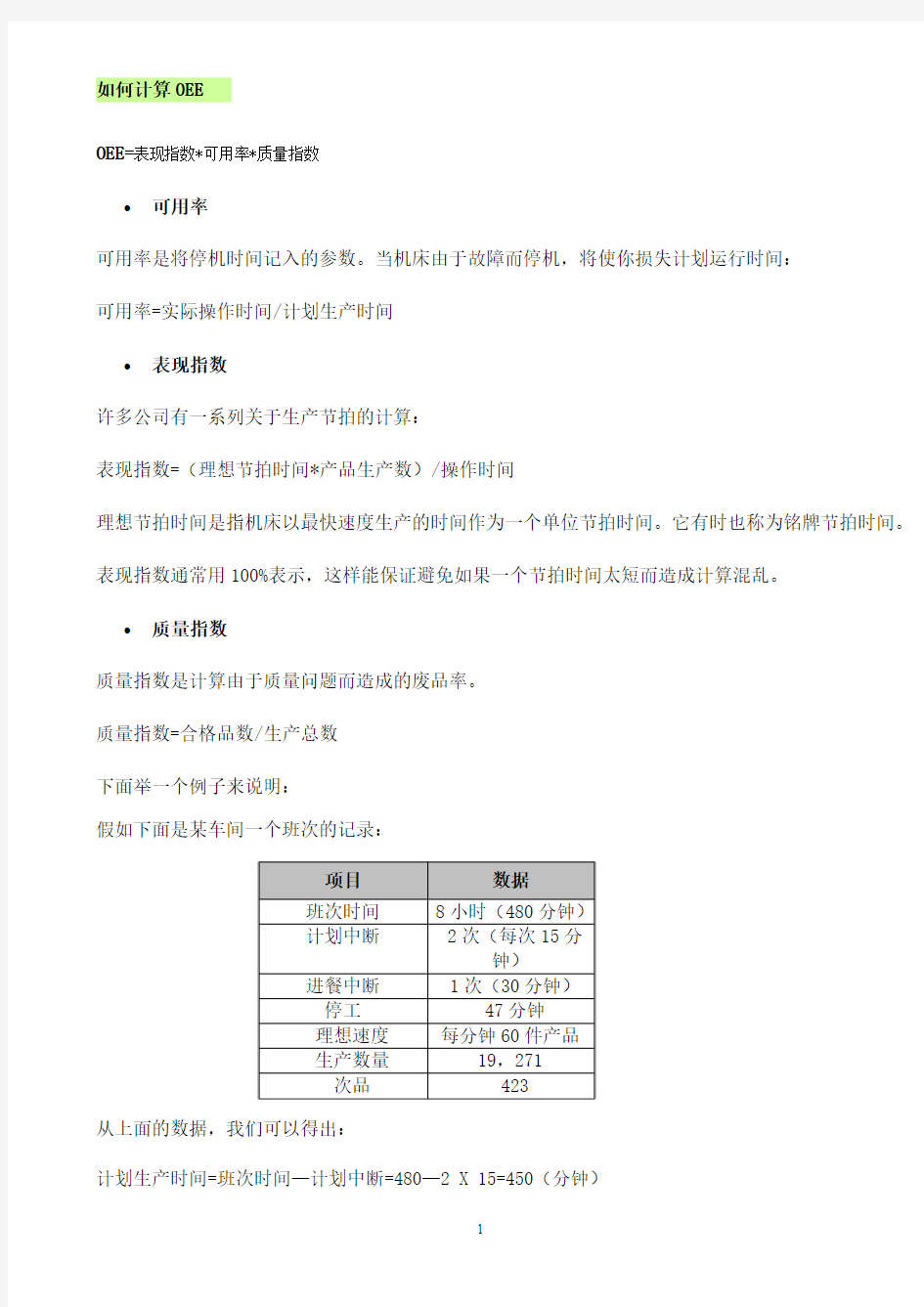
假如下面是某车间一个班次的记录:
从上面的数据,我们可以得出:
计划生产时间=班次时间—计划中断=480—2 X 15=450(分钟)
1
工作时间=计划时间—停工时间=420—47=373(分钟)
良品=生产数量—次品=19271—423=18,848(件)
从而:
有效率=工作时间/计划生产时间=373/420=0.888(88.8%)
表现性=生产数量/(理想速度 X 工作时间)=19271/(60 X 373)=0.861(86.1%)
质量指数=良品/生产数量= 18,848/19,271=0.978(97.8%)
OEE=有效率 X 表现性 X 质量指数=0.888 X 0.861 X 0.978=0.748(74.8%)
根据OEE系统所提供的数据,你可以方便的知道自己工厂存在什么问题,例如,如果你的有效率在某一个时间段很低,说明在六大损失中和OEE可用率损失有关的故障太多,那么,显而易见,你应该把改善重点放在这些方面了!同样,如果质量指数或者表现性导致你的OEE水平降低,那么你就应该把目光放在和它们有关的问题点上。在表一中,我们只列举了一些事件原因,其实它可以包括和生产有关的任何方面,因此,你可以对生产做到全面的管理和改善。
2