焊丝钢ER70S_6化学成分的优化
作者简介:徐云龙(1982-),男,江苏沙钢集团有限公司总工办,硕士,从事炼钢质量管理工作。
焊丝钢ER70S 6化学成分的优化
徐云龙,王志褔
(江苏沙钢集团有限公司总工办,江苏张家港215625)
摘 要:介绍了江苏沙钢集团有限公司ER 70S 6焊丝钢盘条的试生产情况,通过采取控制化学成分,添加钛元素等措施,改善了ER 70S 6焊丝钢盘条的综合性能,基本解决了严重影响焊丝焊接质量的问题。关键词:焊丝钢;成分优化;焊接质量
中图分类号:T F 762 文献标识码:B 文章编号:1002 1043(2010)06 0006 04
Chemical composition optimization of ER 70S 6welding wire steel
XU Yun long,WANG Zhi fu
(Chief Eng ineer Office,Jiang su Sha steel Co.,Ltd.,Zhang jiagang 215625,China )Abstract:The present paper introduces the tr ial productio n of ER 70S 6w elding w ire steel in Sha steel.By w ays o f contr olling chemical components and adding Ti the combi natio n pro perties and quality of w elding w ire steel r od are improved and some pro blems severely affecting the w elding quality of w elding w ire solv ed as w ell.
Key words:w elding w ire steel;optim ization o f chemical com position;w elding quality 近年来,随着我国气体保护焊技术的快速发展,气体保护焊丝的用量逐年增加。美国焊接协会牌号ER 70S 6是气体保护焊丝钢中最常见品种,该焊丝在焊接时具有较好的电弧稳定性和较高的焊缝性能,因此广泛应用于压力容器、电力、汽车以及各类机械制造业。
为适应市场需求,江苏沙钢集团有限公司(简称沙钢)于2009年9月份进行了ER 70S 6焊丝钢盘条开发。但在试制初期,存在盘条成分波动大、氧氮含量高的问题。据焊丝生产厂家反映,沙钢焊丝钢盘条强度波动大,拉拔性能不一致;制成焊丝后在焊接过程中出现大颗粒飞溅物,造成焊缝区清理困难,而且存在焊缝强度偏低的问题。针对上述问题,沙钢通过优化钢种化学成分,严格控制有害元素及气体含量,显著提高了ER 70S 6盘条质量,基本解决了影响下游用户使用的焊接质量问题。
1 工艺流程
ER 70S 6焊丝钢生产工艺流程为:45t 顶底复吹转炉冶炼 钢包底吹氩搅拌 LF 精炼 140
m m 140m m 方坯连铸 高速线材轧机 5.5mm 盘条。
2 化学成分优化
ER 70S 6焊丝钢盘条是深加工用钢,盘条在生产过程中要经过多道次拉拔,冷加工变形量大,因此对盘条的冷变形能力提出了相当高的要求。同时,要求生产出的焊丝焊接过程飞溅少,焊缝质量符合要求,焊缝平滑美观。美国焊接协会AW SA 5.18!1979?气体保护焊碳钢焊丝规程#和GB/T 8110!2008?气体保护电弧焊用碳钢、低合金钢焊丝#规定的化学成分范围大,如果按其组织生产,盘条的碳、硅、锰含量波动较大,会造成盘条拉拔性能不一致,影响下游焊丝厂家生产工艺,而且碳、锰含量高会恶化焊接性能;氮、氧气体元素含量偏高时,会引起焊接飞溅,磷、硫元素会降低焊缝强度。因此,需要在符合标准的前提下对ER 70S 6焊丝钢盘条的化学成分进行合理的优化,从而制定出符合沙钢实际情况的内控标准。
2.1 碳、锰、硅含量的控制
碳是钢中对强度贡献最大的元素,要保证焊
?6? 2010年 12月 第26卷第6期
炼 钢Steelm aking
Dec.2010V ol.26 No.6
缝强度符合要求,必须在焊丝中添加一定含量的碳元素,但是碳含量过高会降低钢的焊接性能和塑性,使冷加工性能变差。钢中锰、硅质量分数大于0.8%时,会引起断面收缩率和延伸率降低,使钢的冷加工性能变差,对拉拔不利[1]。因此,为保证ER70S 6焊丝钢盘条冷加工性能(拉拔性能),碳、锰、硅含量应按下限控制。
2.2 添加微量钛元素
钛是强脱氧元素,炼钢过程中加入适量钛可降低盘条氧含量,还可在焊接过程中改善因焊丝氧含量高而产生的飞溅现象。一些研究表明,焊缝中含有的钛可形成大量弥散分布的细小TiN或TiO2质点,这些质点可以作为焊缝凝固时针状铁素体的非均质形核核心,促使焊缝中形成大量细针状铁素体,针状铁素体是焊缝中希望得到的纤维组织,针状铁素体越多、越细小,焊缝的强度越高[2 5]。为解决该厂焊丝钢盘条存在的氧含量偏高,焊接性能差等问题,在查阅大量文献后,决定将盘条中钛质量分数控制在0.008%~0.025%。
2.3 降低磷、硫含量
对绝大多数钢种来说,磷、硫是有害元素,现代钢铁材料的发展趋势是尽量降低钢中磷、硫含量。磷、硫在钢中是严重偏析元素,磷影响钢的塑性和焊接性能,钢中硫化物夹杂恶化钢材的性能。根据沙钢实际情况,磷、硫质量分数控制在0.020%以下,在实际生产中尽量降低磷、硫含量。
综合以上分析,在满足AWSA5.18!1979和GB/T8110!2008标准的基础上,根据用户要求,结合沙钢的实际情况,制订了企业内控标准(见表1)。
3 实物质量分析
3.1 检验结果
2010年5月下旬,沙钢按上述成分组织生产了一批ER70S 6焊丝钢盘条,其化学成分见表2。
表1 ER70S 6焊丝钢盘条化学成分要求
要求
w B/%
C Si M n T i P S
标准0.06~0.150.80~1.151.40~1.85-%0.025%0.025内控0.06~0.090.80~0.901.45~1.550.008~0.025%0.020%0.015目标0.070.851.500.012--
表2 ER70S 6焊丝钢盘条成品化学成分
项目
w B/%
C Si M n T i P S Ca N O
平均值0.0720.8591.4840.0100.0130.00100.0100.004010.00296最小值0.0600.8201.4300.0020.0070.00050.0050.003070.00142最大值0.0900.9001.5500.0230.0190.00130.0160.005430.00426
从表2可知,盘条成品成分能达到内控标准要求,碳、硅、锰控制非常好,均按照工艺下限控制。制定内控标准后,盘条成品氮、氧平均质量分数分别由原来的42.310-6、38.610-6降低到现在的40.110-6和29.610-6,控制水平较好。
3.2 用户使用效果
将成分优化后生产的盘条发往用户试用,某用户使用沙钢生产的ER70S 6盘条加工成 0.8 m m焊丝,进行试板焊接及工艺评定,发现沙钢焊丝钢盘条生产的焊丝焊接飞溅量少,焊缝平整,焊缝机械性能合格,完全能满足用户使用要求。4 钛元素作用机理探讨
4.1 减少焊接飞溅
1)焊接飞溅冶金因素分析。在焊接过程中,大部分焊丝熔化金属可以过渡到熔池,有一部分焊丝熔化金属(也包括少量的熔池金属)飞到熔池以外的地方,这种现象称作为焊接飞溅。焊接飞溅造成焊接材料的损失,恶化操作环境,增加焊接清理工序,严重时对电弧稳定性及焊接过程构成影响。
冶金因素和焊接工艺都可能造成焊接飞溅,下面仅从冶金因素角度分析飞溅产生机理。
CO2气体在电弧高温下可按下式分解:
2CO2=2CO+O2(1)
?
7
?
第6期徐云龙,等:焊丝钢ER70S 6化学成分的优化
分解度与温度有关,在焊接过程中的非平衡状态下,电弧气氛中同时含有CO2、CO和O2,在高温下O2进一步分解为氧原子:
O2=2O(2)所以CO2气体在高温时有强烈的氧化性。CO2与液态铁的反应和平衡常数如下:
CO2+[Fe]=CO+[FeO](3)
lg K=-11576/T+6.855(4)当温度升高时,上述反应的平衡常数增大,反应向右进行,促使Fe氧化。这表明,用CO2作保护气体只能防止空气中氮的侵入,而不能防止金属的氧化。
溶入熔滴中的FeO与焊缝中的碳元素作用产生的CO气体,见式(5),在电弧高温下急剧膨胀,使熔滴爆破而导致金属飞溅,焊缝中的其它合金元素在高温下也同样发生氧化反应,使合金元素烧损与金属飞溅。
FeO+C=Fe+CO(5)
2)Ti的脱氧作用。从上面分析可以看出,要减少冶金因素导致的飞溅,就要减少被焊金属的氧化和从液态金属中排除氧,即在焊缝中添加脱氧元素。主要措施是在焊丝中加入合适的元素和铁合金,使之在焊接过程中夺取氧。选择脱氧剂应遵循以下原则:
(1)脱氧剂在焊接温度下对氧的亲和力应比被焊金属对氧的亲和力大。焊接铁基合金时, Al、Ti、Si、M n等可作为脱氧剂,在其它条件相同的条件下,元素对氧的亲和力越大,脱氧能力越强。Al是最强的脱氧剂之一,它可以很容易地使FeO脱氧,但是Al会降低焊缝金属的抗热裂能力。Al还会在炼钢过程中形成A l2O3夹杂物,使连铸过程浇铸困难,Al2O3大尺寸夹杂物还会造成拉拔断丝。T i也是强脱氧剂之一,除脱氧外它还可以在钢中起到细化晶粒的作用。一般情况下T i在钢中加入量较少,生成的氧化物不会对连铸过程和拉拔造成影响。
(2)在满足脱氧要求的前提下,还要考虑脱氧剂的成本。市场上FeTi30钛铁价格在10000元/t 左右,按钛目标质量分数0.012%、钛收得率为75%计算,每吨钢成本增加5.3元,可以接受。
通过上述分析,利用Ti进行脱氧是完全可行的,且成本低廉。
4.2 提高焊缝机械性能
焊缝组织大体上由先共析铁素体、侧板条铁素体、针状铁素体和珠光体等组成。先共析铁素体和侧板条铁素体强度高,但塑性和冲击韧性较低,抗裂性差。针状铁素体组织是一种热力学非平衡组织,是焊缝金属中常见的组织,也是焊缝金属中希望得到的组织。它既可增加焊缝强度,又可提高焊缝韧性,并具有优良的抗裂性能。
针状铁素体在奥氏体晶内生成,以非金属夹杂物为核心形核、长大。焊缝中加入微量的Ti可形成细小且弥散分布的T iN、TiO、Ti2O3粒子,作为形核质点,有利于针状铁素体的形核。日本学者将氧化物诱导铁素体形核的理论应用于钢铁材料的研究中,在第6届国际钢铁大会上提出了&氧化物冶金?的概念[6 9],即控制氧化物的组成,使之细小、弥散,并成为异质形核核心,用以控制钢的性能。
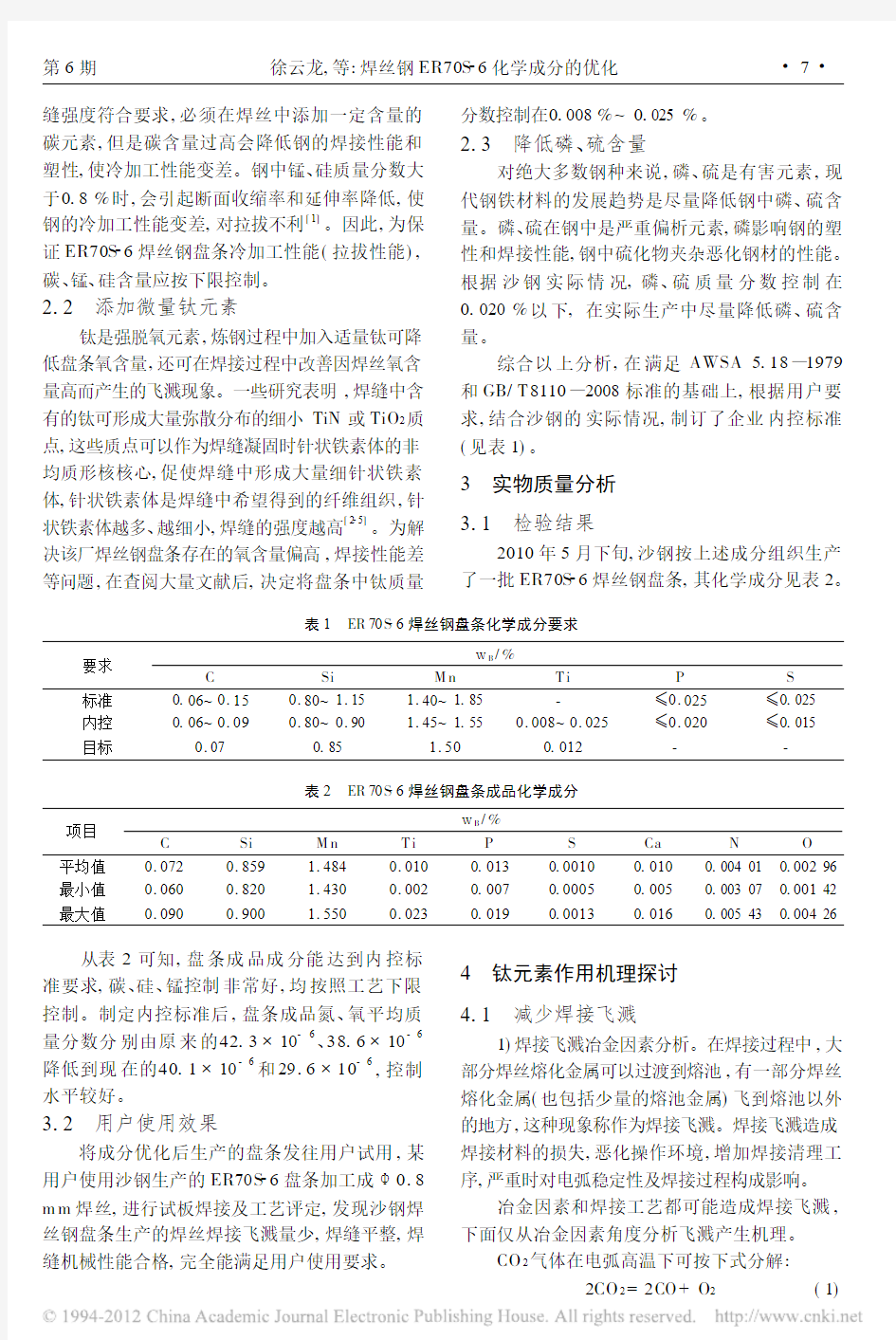
客户用沙钢盘条生产的焊丝进行焊板试验后,沙钢在焊缝区进行取样,利用金相显微镜和扫描电镜进行分析。图1是焊缝区金相组织,可以看到焊缝区由针状铁素体,片状铁素体和少量珠光体组成,
针状铁素体含量较多。
图1 焊缝区金相组织
利用SEM和EDS对焊缝区夹杂物进行分析,发现夹杂物尺寸均在1 m以下,根据Kim Beo mjoo[10]等研究,尺寸小于2 m的夹杂物可以作为针状铁素体的形核核心。表3是对夹杂物的能谱分析结果,其中T i、M n、O含量很高,可以判断是Ti、M n的氧化物。
表3 夹杂物的能谱分析结果
谱图
w B/%
O A l Si T i M n F e 132.192.813.3036.1520.924.63 227.563.844.6729.0329.735.17 319.130.971.3849.0926.642.79平均26.292.543.1138.0925.764.20 5 结 论
1)在满足AW SA5.18!1979和GB/T
?
8
? 炼 钢第26卷
8110!2008要求的基础上,结合沙钢实际情况,制订了ER 70S 6焊丝钢企业内控标准。
2)钢中添加适量T i 元素,可以降低盘条氧含量,减少焊接过程中的飞溅,还可提高焊缝强度。
3)通过采取上述措施,沙钢生产的ER 70S 6焊丝钢盘条质量稳定,焊接性能良好,能够满足焊丝制造商使用要求。
[参考文献]
[1] 宋维锡.金属学[M ].北京:冶金工业出版社,1989:275
280.
[2] Byun J S ,S him J H,Cho Y W,et al.Non m etallic inclu
sion an d intragranular n ucleation of ferrite in T i killed C M n steel[J].Acta M aterialia ,2003,51(6):1593 1606.[3] Blais C ,L 'Esprance G,Evans G M.Ch aracterisation of in
clus ions foun d in C M n steel welds containing titanium [J].Science an d T echnology of Welding an d J oin ing,1999,4(3):143 149.
[4] Sh im J H,Byu n J S ,Cho Y W ,et al.Hot deform ation and
acicular ferrite microstru cture in C M n s teel containing Ti 2O 3inclusions[J].IS IJ International,2000,40(8):819 823.
[5] Evans G M .T he effect of titanium in m anganese containing
SM A w eld d eposits [J ].W elding Journal,1993,72(3):123 133.
[6] T AKAM URA J C,M IZOGUCH I S.Roles of oxid es in
steels perform an ce[C ]//Proceedings of the Sixth Interna tion al Iron and Steel Congress.Nagoya:ISIJ,1990:591.[7] M IZOGU CHI S,TAKAM URA J C.C ontr ol of qxides as
inoculants [C]//Proceedings of the Sixth International Iron an d Iteel Ion gres s.Nagoya:ISIJ ,1990:598.
[8] SAW AI T ,W ALKOH M ,U WSH IM A Y,et al.Effect of
Zr on the precipitation of M n S in low carbon steels [C]//Proceedings of th e S ixth Intern ational Iron and S teel Con
gres s.Nagoya:ISIJ,1990:605.
[9] OGIBAYASH I S,YAM AGUCH I K,GOT O H.T he fea
tures of oxides in T i deoxidiz ed steel[C ]//Proceedings of the sixth intern ational iron and steel con gres s.Nagoya:ISIJ,1990:612.
[10]Kim B,Uh m S ,Lee C,et al.Effects of inclusions and mi
crostructu res on impact en ergy of high h eat input s ub merged arc w eld m etals[J ].Journ al of Engin eering M ateri als and T ech nology,Transactions of the ASM E,2005,127(2):204 213.
(收稿日期:2010 06 17)
(上接第5页)
计算机自动控制炼钢的目标和采取上述一系列措施以来,全过程计算机自动炼钢率从2009年1月的33.6%逐月大幅度地提高,至2009第4季度已经稳定在83%的水平,12月份最高已达到83.4%(见图8)
。
图8 2009年计算机全自动炼钢率
3 结 语
武钢炼钢总厂三分厂自投产以来,完全依靠自身力量,成功地将计算机控制炼钢技术用于实际生产,并且不断改进、不断完善,最终实现了全过程计算机自动控制的目标,为转炉冶炼操作的标准化和规范化提供了坚实基础,同时也创造出
了多项良好的技术经济指标。
1)通过在实际生产中不断改进和修正模型参数和系数,计算机控制炼钢吹炼终点C T 双命中率逐步提高,到2009年全年平均达到了96.3%;2)通过对动态模型和吹炼模式的不断完善,模型计算的准确率和操作结果再现性不断提高,计算机自动控制拉碳率逐步上升,从2007年80.2%逐步提高至2009年85.1%;
3)随着全过程计算机自动控制炼钢的各年中条件的逐步完善以及各项技术的成熟,自2008年该厂开始提出全过程计算机自动控制炼钢的目标以来,水平提高较快,至2009年第4季度平均已经稳定在83%的水平,12月份达到83.4%的最
好成绩。
[参考文献]
[1] 斎藤忠,坪根巌,東 洵,等.転炉自動吹錬技術 開発[J].
铁 钢,1990,76(11):1978 1985.
[2] 余志祥.现代转炉炼钢技术[J ].炼钢,2001,17(1):13 18.[3] 彭其春,金 炎,张 波,等.基于副枪转炉终点磷预报
[C]//2009年全国钢铁年会论文集,中国金属学会,北京:2009.
(收稿日期:2010 07 01)
?9?第6期徐云龙,等:焊丝钢ER 70S 6化学成分的优化
fillarc合金焊条焊丝的化学成分及用途
ARCOS/FILLARC/SMC ERNiCrMo-3 焊丝 符合:GB/T15620 ERNiCrMo-3 AWS A5.14 ERNiCrMo-3 一、特性与用途: ERNiCrMo-3焊丝是Inconel 625系列的焊材,耐腐蚀性优,有高强度的熔敷金属,应用于Inconel 625、Alloy904L 焊接、异种材料焊接,广泛应用在多层焊接。 二、焊丝化学成分(%) C Mn Fe Si P S Ni Cu Mo Al Cr Nb Ti 典 型值 0.07 0.34 2.1 0.15 0.0015 0.003 59.0 0.11 9.1 0.32 19.8 3.64 0.3 保 证值 ≤0.10 ≤0.5 ≤5.0 ≤0.50 ≤0.02 ≤0.015 ≥58.0 ≤0.5 8.0~10.0 ≤0.4 20~23 3.15~4.15 ≤0.4 三、熔敷金属机械性能 抗拉强度 MPa 伸长 率 % 冲击值(J )A KV -196℃ 典型值 780 42 145
保证值≥760 -- -- 四、注意事项: 1、所使用的氩气保护气体纯度要在99.997%以上且气体流量控制要适当。 2、施焊时必须有适当的防风措施,否则保护气体易受风的影响而致气体保护不良,使焊道恶化而发生气孔,打底时须背吹,防止产生不良焊道。 3、母材表面的铁锈、油污、灰尘等必须清除干净。 4、电源极性为DC-,道间温度建议在150℃以下。 5、为避免高温裂纹,必须降低热输入量。
ARCOS/FILLARC/SMC ERNiCu-7 MONEL 400 合金自身的焊接;以及MONEL 400 合金与钢的焊接;用于钢的表面堆焊。 ERNiCu-7 MONEL 400 合金自身的焊接,以及MONEL 400 合金与钢的焊接;用埋弧焊方法对钢的表面进行堆焊;( 其缓冲层填充材料61 合金需用手工电弧焊方法熔敷) 成分:C≤0.15 Mn≤4.0 Fe≤2.5 P≤0.02 S≤0.015 Si≤1.25 Cu余量Ni≤62∽69 Co- A1≤1.25 Ti1.5∽3.0 镍合金焊条的国标对照 镍合金焊条 型号GB/T:ENi-0 说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。 用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。 熔敷金属化学成份/% C≤0.03 Mn 0.6-1.1 Si≤1 Ni≥92 Fe≤0.5 Ti 0.7-1.2 Nb 1.8-2.3 S≤0.015 P≤0.015
各种焊条化学成份及力学性能
各种焊条化学成份及力学性能
各种焊条化学成份及力学性能 (一)碳钢焊条格式如下: 焊条牌号标准型号gb/t5117,aws.a5.1 主要用途及特点熔敷金属化学成分(%) 力学性能纯铁焊条—主要用途及特点:以微碳纯铁为焊芯的纯铁焊条。具有抗高温氢、氮、氨腐蚀能力。抗裂性能良好,直流反接,可作要求抗裂而不要求等强度的焊接或过渡层。c≤0.04,mn+si≤1.0,s≤0.03,p≤0.03。— j350/j357 —以微碳纯铁为焊芯的纯铁焊条。具有抗高温氢、氮、氨腐蚀能力。抗裂性能良好,直流反接,专用于微碳纯铁氨合成塔内件的焊接,也可作要求抗裂而不要求等强度的焊接或过渡层。c≤0.04,mn0.20/0.50,si0.20/0.50,al≤0.05,s≤0.015,p≤0.015。σb≥340mpa,δ5≥22%,akv≥80j(常温)。 j421、e4313 e6013 焊接低碳钢结构,焊接工艺性能优良,尤其适宜薄板小件间断焊和表面光洁的盖面焊。c≤0.07,mn≤0.40,si≤0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥75j(常温) j421x、e4313 e6013 适用于薄板立向下焊及间断焊。c≤0.08,mn≤0.50,si0.25,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥70j(0℃) j421fel6 e4324、e6024 适用于低碳结构和要求表面光洁的平焊平角焊的盖面焊,熔敷效率达160% c≤0.12,mn,0.40,si,0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥60j(常温) j421z e4324、e6024 熔敷效率160%的重力焊条,化学成分、力学性能与j421fe16一样,c≤0.12,mn,0.40,si,0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥60j(常温) j422 e4303 焊接较重要的低碳钢结构和强度等级相当的低合金钢结构c≤0.12,mn,0.40,si,0.18,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-20℃) j422fe e4303 适用于较重要的低碳钢结构的焊接,可提高熔敷效率,化学成分、力学性能同j422 c≤0.12,mn0.40,si0.18,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-20℃) j422fe16 e4323 用于焊接较重要的低碳钢结构和强度等级相当的低合金钢结构的焊接,熔敷效率达160% c≤0.12,mn0.40,si0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-20℃) j422crcu e4303 耐候钢专用焊条,用于12mncrcu等耐候钢焊接,具有良好的耐大气腐蚀性能c≤0.12,mn0.40,si0.20,s≤0.035,p≤0.040,cr0.40,cu0.30 σb≥420mpa,σs≥340mpa,δ5≥17%,akv≥47j(-20℃) j422cucrni e4303 耐候钢专用焊条,用于09crp、09cupre,09cucrni等耐候钢焊接,具有良好的耐大气腐蚀性能c≤0.12mn,0.40,si0.20,s≤0.035,p≤0.040,cr≤0.60,cu0.40,ni≤0.5 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥27j(0℃) j423 e4301 可焊接较重要的低碳钢结构,c≤0.12,mn0.40,si0.16,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(0℃) j425 e4311 用于低碳钢薄板结构的立向下焊专用焊条,c≤0.20,mn0.40,si0.25,s≤0.03,p≤0.040 σb≥420mpa,σs≥330mpa δ5≥22%,akv≥27j(-30℃) j426 e4316 用于重要的低碳钢和低合金钢的结构焊接,如09mn2等。可交直流两用c≤0.12,mn1.25,si≤0.90,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-30℃) j427 e4315 用于重要的低碳钢和低合金钢的结构焊接,如09mn2等,仅限用直流施焊c≤0.12,mn≤1.25,si≤0.90,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-30℃)
焊条的分类及型号和牌号
焊条的分类及型号和牌号 一、焊条的分类 1.按用途分类: (1)碳钢焊条:主要用于强度等级较低的低碳钢和低合金钢焊接。 (2)低合金钢焊条:用于低合金高强度钢,含合金元素较低的钼和钻钼耐热钢及低温钢的焊接。 (3)不锈钢焊条:用于含金元素较高的钼耐热钢和钻钼耐热钢及各类不锈钢的焊接。 (4)堆焊焊条:用于金属表面层的堆焊。 (5)铸铁焊条:用于铸铁的焊接和补焊。 (6)铜及铜合金焊条:用于铜及铜合金的焊接、补焊式堆焊。 (7)铝及铝合金焊条:用于铝及铝合金的焊接、补焊式堆焊。 (8)特殊焊条:用于水下焊接。 2.按焊条药皮融化后的熔渣特性分类: (1)酸性焊条:溶渣以酸性氧化物(SiO2、TiO2、FeO3)为主的焊条为酸性焊条。 特点:1)引弧容易、燃烧稳定;
)可用于交、直流电源焊接;2 3)飞溅小、脱渣性好; 4)焊接烟尘少; 5)脱硫性能差、抗热裂纹性能差; )药皮的熔点高,导热慢,焊条端点熔化时药皮套筒 6 长;)焊条端部熔化面呈现内凹型;7 )CaF2(CaO、(2)碱性焊条:溶渣以减性氧化物和氟化钙为主的焊条为减性焊条。)燃烧的稳定性差,主要用于直流焊机焊接;特点:1 )飞溅较大,脱性能差; 2 )烟尘较多,放出氟化氢有毒气体;3 )熔渣流动性好;4 )焊条端面呈现凸型;5
二、焊条的型号X X E XX 焊及型类皮药条焊 接电流种类。 适应的焊接位置。 度强属抗拉敷熔金 的最小值。表示焊条。 三、焊条的牌号通常以一个汉字拼音字母(或汉字)与三位数字表示。拼音字母(或汉字表示焊条各大类,后面的三位数字中,前二位数字表示熔敷金属抗拉强度最低值,第三位数字表示焊条药皮类型及焊接电源种类。 第二节碳钢焊条选用的和使用 碳钢焊条的选用原则一、使用性能要求:1、同种钢的焊接,按钢材抗拉强度等强的原则选用。1) )不同钢号的焊接,按强度较低一侧钢材选用。2承受动负载的焊缝,选用熔敷金属具有较高冲击韧度)3 的焊条。承受静负载的焊缝,选用抗拉强度与母材相当的焊条。)4 、
各种焊条化学成份及力学性能
各种焊条化学成份及力学性能 (一)碳钢焊条格式如下: 焊条牌号标准型号gb/t5117,aws.a5.1 主要用途及特点熔敷金属化学成分(%) 力学性能纯铁焊条—主要用途及特点:以微碳纯铁为焊芯的纯铁焊条。具有抗高温氢、氮、氨腐蚀能力。抗裂性能良好,直流反接,可作要求抗裂而不要求等强度的焊接或过渡层。c≤0.04,mn+si≤1.0,s≤0.03,p≤0.03。— j350/j357 —以微碳纯铁为焊芯的纯铁焊条。具有抗高温氢、氮、氨腐蚀能力。抗裂性能良好,直流反接,专用于微碳纯铁氨合成塔内件的焊接,也可作要求抗裂而不要求等强度的焊接或过渡层。 c≤0.04,mn0.20/0.50,si0.20/0.50,al≤0.05,s≤0.015,p≤0.015。σb≥340mpa,δ5≥22%,akv≥80j(常温)。 j421、e4313 e6013 焊接低碳钢结构,焊接工艺性能优良,尤其适宜薄板小件间断焊和表面光洁的盖面焊。c≤0.07,mn≤0.40,si≤0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥75j(常温) j421x、e4313 e6013 适用于薄板立向下焊及间断焊。c≤0.08,mn≤0.50,si0.25,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥70j(0℃) j421fel6 e4324、e6024 适用于低碳结构和要求表面光洁的平焊平角焊的盖面焊,熔敷效率达160% c≤0.12,mn,0.40,si,0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥60j(常温) j421z e4324、e6024 熔敷效率160%的重力焊条,化学成分、力学性能与j421fe16一样,c≤0.12,mn,0.40,si,0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥60j(常温) j422 e4303 焊接较重要的低碳钢结构和强度等级相当的低合金钢结构c≤0.12,mn,0.40,si,0.18,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-20℃) j422fe e4303 适用于较重要的低碳钢结构的焊接,可提高熔敷效率,化学成分、力学性能同j422 c≤0.12,mn0.40,si0.18,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-20℃) j422fe16 e4323 用于焊接较重要的低碳钢结构和强度等级相当的低合金钢结构的焊接,熔敷效率达160% c≤0.12,mn0.40,si0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-20℃) j422crcu e4303 耐候钢专用焊条,用于12mncrcu等耐候钢焊接,具有良好的耐大气腐蚀性能c≤0.12,mn0.40,si0.20,s≤0.035,p≤0.040,cr0.40,cu0.30 σb≥420mpa,σs≥340mpa,δ5≥17%,a kv≥47j(-20℃) j422cucrni e4303 耐候钢专用焊条,用于09crp、09cupre,09cucrni等耐候钢焊接,具有良好的耐大气腐蚀性能c≤0.12mn,0.40,si0.20,s≤0.035,p≤0.040,cr≤0.60,cu0.40,ni≤0.5 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥27j(0℃) j423 e4301 可焊接较重要的低碳钢结构,c≤0.12,mn0.40,si0.16,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(0℃) j425 e4311 用于低碳钢薄板结构的立向下焊专用焊条,c≤0.20,mn0.40,si0.25,s≤0.03,p≤0.040 σb≥420mpa,σs≥330mpa δ5≥22%,akv≥27j(-30℃) j426 e4316 用于重要的低碳钢和低合金钢的结构焊接,如09mn2等。可交直流两用c≤0.12,mn1.25,si≤0.90,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-30℃) j427 e4315 用于重要的低碳钢和低合金钢的结构焊接,如09mn2等,仅限用直流施焊 c≤0.12,mn≤1.25,si≤0.90,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-30℃) j502 e5003 钛钙型药皮的碳钢焊条,可交直流两用,主要用于16mn等低合金钢结构的焊接
常见的化学成分分析方法及其原理98394
常见的化学成分分析方法 一、化学分析方法 化学分析从大类分是指经典的重量分析和容量分析。重量分析是指根据试样经过化学实验反应后生成的产物的质量来计算式样的化学组成,多数是指质量法。容量法是指根据试样在反应中所需要消耗的标准试液的体积。容量法即可以测定式样的主要成分,也可以测定试样的次要成分。 重量分析 指采用添加化学试剂是待测物质转变为相应的沉淀物,并通过测定沉淀物的质量来确定待测物的含量。 容量分析 滴定分析主要分为酸碱滴定分析、络合滴定分析、氧化还原滴定分析、沉淀滴定分析。 酸碱滴定分析是指以酸碱中和反应为原理,利用酸性标定物来滴定碱性物质或利用碱性标定物来滴定酸性待测物,最后以酸碱指示剂(如酚酞等)的变化来确定滴定的终点,通过加入的标定物的多少来确定待测物质的含量。 络合滴定分析是指以络合反应(形成配合物)反应为基础的滴定分析方法。如EDTA与金属离子发生显色反应来确定金属离子的含量等。络合反应广泛地应用于分析化学的各种分离与测定中,如许多显色剂,萃取剂,沉淀剂,掩蔽剂等都是络合剂,因此,有关络合反应的理论和实践知识,是分析化学的重要内容之一。 氧化还原滴定分析:是以溶液中氧化剂和还原剂之间的电子转移为基础的一种滴定分析方法。氧化还原滴定法应用非常广泛,它不仅可用于无机分析,而且可以广泛用于有机分析,许多具有氧化性或还原性的有机化合物可以用氧化还原滴定法来加以测定。通常借助指示剂来判断。有些滴定剂溶液或被滴定物质本身有足够深的颜色,如果反应后褪色,则其本身就可起指示剂的作用,例如高锰酸钾。而可溶性淀粉与痕量碘能产生深蓝色,当碘被还原成碘离子时,深蓝色消失,因此在碘量法中,通常用淀粉溶液作指示剂。 沉淀滴定分析:是以沉淀反应为基础的一种滴定分析方法,又称银量法(以
GB/T5117-1995碳钢焊条
GB/T5117-1995 碳钢焊条 GB/T5117-1995代替GB5117-85 碳钢焊条 1 主题内容与适用范围 2 引用标准 3 型号分类 4 技术要求 4.1尺寸 4.2药皮 4.3T型接头角焊缝 4.4熔敷金属化学成分 4.5力学性能 4.6焊缝射线探伤 4.7药皮含水量、熔敷金属扩散氢含量 5 试验方法 5.1试验用母材 5.2焊条烘干与焊接电流种类 5.3T型接头角焊缝试验 5.4熔敷金属化学分析 5.5力学性能试验 5.6焊缝射线探伤试验 5.7焊条药皮含水量试验 5.8熔敷金属中扩散氢含量试验 5.9吸潮试验 6 检验规则 7 包装、标记、质量证明书 附录A 碳钢焊条的简要说明(参考件) 附录B 药皮含水量试验装置的改进(参考件) 附加说明 1 主题内容与适用范围 本标准规定了碳钢焊条型号分类、技术要求、试验方法及检验规则等内容。 本标准适用于药皮焊条电弧焊接用碳钢焊条。 2 引用标准 GB700碳素结构钢GB/T1591低合金高强度结构钢 GB223.1-223.24钢铁及合金化学分析方法 GB2651 焊接接头拉伸试验方法 GB2652焊缝及熔敷金属拉伸试验方法 GB2650焊接接头冲击试验方法 GB2653焊接接头弯曲及压扁试验方法 GB3323钢熔化焊对接接头射线照相和质量分级 GB/T3965熔敷金属中扩散氢测定方法 3 型号分类 3.1 焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分(见图1)。 3.2 焊条型号编制方法如下:字母"E"表示焊条;前两位数字表示熔敷金属抗拉强度的最小;第三位数字表示焊条的焊接位置."0"及"1"表示焊要适用于全位置焊接(平、立、仰、横),“2“表示焊条适用于平焊及及平
焊条系列知识
焊条(covered electrode) 气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材料通常跟工件的材料相同。 焊条的组成 焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、同心地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少。 焊接碳钢及低合金钢的焊芯,一般都选用低碳钢作为焊芯,并填加锰、硅、铬、镍等成分 (详见焊丝国家标准GB1300 一77)。采用低碳的原因一方面是含碳量低时钢丝塑性好,焊丝拉 拔比较容易,另一方面可降低还原性气体CO 含量,减少飞溅或气孔,并可增高焊缝金属凝固时的温度,对仰焊有利。加入其他合金元素主要为保证焊缝的综合机械性能,同时对焊接工艺性能及去除杂质,也有一定作用。 高合金钢以及铝、铜、铸铁等其他金属材料,其焊芯成分除要求与被焊金属相近外,同样也要 控制杂质的含量,并按工艺要求常加入某些特定的合金元素。 焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。在焊条 前端药皮有45 。左右的倒角,这是为了便于引弧。在尾部有一段裸焊芯, 约占焊条总长1/16 ,便于焊钳夹持并有利于导电。焊条的直径实际上是指焊芯直径,通常为2、2. 5、3. 2或3、4、5或6mm等几种规格,常用的是小 3. 2、小4、小5 三种,其长度“L一般在250^450 mm之间。 1.焊芯焊条中被药皮包覆的金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢丝。 焊接时,焊芯有两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。 焊条焊接时,焊芯金属占整个焊缝金属的一部分。所以焊芯的学成分,直接影响焊缝的质量。因此,作为焊条芯用的钢丝都单独规定了它的牌号与成分。如果用于埋弧自动焊、电渣焊、气体保护焊、气焊等熔焊方法作填充金属时,则称为焊丝。 (1 )焊芯中各合金元素对焊接的影响 1)碳(C)碳是钢中的主要合金元素,当含碳量增加时,钢的强度、硬度明显提高, 而塑性降低。在焊接过程中,碳起到一定的脱氧作用,在电弧高温作用下与氧发生化合作用,生成一氧化碳和二氧化碳气体,将电弧区和熔池周围空气排除,防止空气中的氧、氮有害气体对熔池产生的不良影响,减少焊缝金属中氧和氮的含量。若含碳量过高,还原作用剧烈,会引起较大的飞溅和气
十种常用成分分析方法—科标检测
十种常见的成分分析方法介绍 成分分析是运用科学方法分析产品的成分,并对各个成分进行定性定量分析的一个过程。科标检测研究院有限公司,设有专业的分析实验室,成分分析检测领域有:化学品成分分析、金属成分分析、纺织品成分分析,水质成分分析,颗粒物成分分析,粉末成分分析,异物成分分析等。 常见的成分分析方法有以下10种。 一、成分分析-化学分析方法 化学分析从大类分是指经典的重量分析和容量分析。重量分析是指根据试样经过化学实验反应后生成的产物的质量来计算式样的化学组成,多数是指质量法。容量法是指根据试样在反应中所需要消耗的标准试液的体积。容量法即可以测定式样的主要成分,也可以测定试样的次要成分。 1.1重量分析 指采用添加化学试剂是待测物质转变为相应的沉淀物,并通过测定沉淀物的质量来确定待测物的含量。检测采用的仪器设备如:电子天平。 1.2容量分析 滴定分析主要分为酸碱滴定分析、络合滴定分析、氧化还原滴定分析、沉淀滴定分析。 酸碱滴定分析是指以酸碱中和反应为原理,利用酸性标定物来滴定碱性物质或利用碱性标定物来滴定酸性待测物。检测采用的仪器设备如:滴定管。 二、成分分析-原子吸收光谱法 原子吸收光谱法是利用气态原子可以吸收一定波长的光辐射,使原子中外层的电子从基态跃迁到激发态的现象而建立的。由于各种原子中电子的能级不同,将有选择性地共振吸收一定波长的辐射光,这个共振吸收波长恰好等于该原子受激发后发射光谱的波长,由此可作为元素定性的依据,而吸收辐射的强度可作为定量的依据。
其基本原理是每一种元素的原子不仅可以发射一系列特征谱线,也可以吸收与发射线波长相同的特征谱线。当光源发射的某一特征波长的光通过原子蒸气时,即入射辐射的频率等于原子中的电子由基态跃迁到较高能态。检测采用的仪器设备如:AAS原子吸收光谱仪。 三、成分分析-原子发射光谱法 原子发射光谱法是依据各种元素的原子或离子在热激发或电激发下,发射特征的电磁辐射,而进行元素的定性与定量分析的方法,是光谱学各个分支中最为古老的一种,可同时检测一个样品中的多种元素。 其基本原理是各物质的组成元素的原子的原子核外围绕着不断运动的电子,电子处在一定的能级上,具有一定的能量。从整个原子来看,在一定的运动状态下,它也是处在一定的能级上,具有一定的能量。在一般情况下,大多数原子处在最低的能级状态,即基态。原子发射光谱法(AES, atomic emission spectroscopy),是根据处于激发态的待测元素原子回到基态时发射的特征谱线,对元素进行定性与定量分析的方法,是光谱学各个分支中最为古老的一种。检测采用的仪器设备如:ICP-OES。 四、成分分析-原子荧光分析法 原子荧光分析法是以原子在辐射能激发下发射的荧光强度进行定量分析的发射光谱分析法。但所用仪器与原子吸收光谱法相近。原子荧光光谱分析法具有很高的灵敏度,校正曲线的线性范围宽,能进行多元素同时测定。 原子荧光光谱是介于原子发射光谱和原子吸收光谱之间的光谱分析技术。 其基本原理是通过测量待测元素的原子蒸气在一定波长的辐射能激发下发射的荧光强度而进行定量分析。原子荧光的波长在紫外、可见光区。气态自由原子吸收特征波长的辐射后,原子的外层电子从基态或低能态跃迁到高能态,约经10-8秒,又跃迁至基态或低能态,同时发射出荧光。若原子荧光的波长与吸收线波长相同,称为共振荧光;若不同,则称为非共振荧光。共振荧光强度大,分析中应用最多。在一定条件下,共振荧光强度与样品中某元素浓度成正比,从而
电焊条的分类
图1 焊条 1.1.1 电焊机和焊钳 焊条电弧焊用的电焊机有交流电焊机和直流电焊机两种。 ( 1 )交流电焊机交流电焊机是一种特殊的降压变压器(图 3-2 )。它将电源电压( 22 0 伏或 380 伏)降至空载时的 60 ~ 70 伏,工作电压为 30 伏,它能输出很大的电流,从几十安培到几百安培。根据焊接需要,能调节电流大小。电流的调节可分粗调和细调两级。粗调是改变输出抽头的接法,调节范围大。细调是旋转调节手柄,将电流调节到所需要的数值。 交流电焊机结构简单,制造和维修方便,价格低,工作噪声小,应用很广。缺点是焊接电弧不够稳定。 ( 2 )直流电焊机
直流电焊机是由交流电动机和特殊的直流发电机组成的(图 3-3 )。电动机带动发电机旋转,发出满足焊接要求的直流电,其空载电压约为 50 ~ 80 伏,工作电压为 30 伏。电流调节范围为 45 ~ 320 安培,也分粗调和细调两级。 直流电焊机有两种接法。当工件接正极,焊条接负极时称正接法。若工件接负极,焊条接正极则称反接法。由于电弧正极区的温度高,负极区的温度低,因此正接法时,工件的温度高,用于焊接黑色金属;反接法用于焊接有色金属和薄钢板。 直流电焊机焊接时,电弧稳定,能适应各种焊条,但结构复杂,价格高。
交、直流电焊机的规格是以正常工作时能供给的最大电流来表示的。如 BX1-330 表示额定电流为 330 安培的交流电焊机。 ( 3 )焊钳和面罩 焊钳是用于夹持焊条和传递电流的。面罩则是用以保护眼睛和面部,以免被弧光灼伤。 1.1.2 电焊条 焊条是由金属的焊条芯和药皮所组成的。焊条芯既是焊接时的电极,又是填充焊缝的金属。药皮由矿石粉、铁合金粉和水玻璃等配制而成,粘涂在焊条芯的外面。药皮的作用是使电弧容易引燃并稳定燃烧,保护熔池内金属不被氧化,以及补充被烧损的合金元素,提高焊缝的力学性能。 按用途的不同,电焊条有低碳钢焊条、合金钢焊条、不锈钢焊条、铸铁焊条、铜及铜合金焊条、铝及铝合金焊条等。 焊条直径以焊条芯的直径表示。常用的焊条芯的直径为 3.2 ~ 6mm ,长度为 300 ~ 450 mm 。 1.1.3 焊接接头、坡口和焊缝位置 在焊条电弧焊中,由于产品结构形状、材料厚度和焊件质量要求的不同,需要采用不同型式的接头和坡口进行焊接。 接头型式有对接、搭接、 T 型接和角接等,如图 3-4 所示。 对接接头是最常用的接头型式。当工件较薄时,可不开坡口,只要工件接头之间留有间隙;厚度小于 3mm 可一面施焊,厚度为 4 ~ 6mm 时,需要两面施焊。 工件厚度大于 6mm 时,为了保证能焊透,需要开出各种形式的坡口,如图 3-5 所示。 V 形坡口加工方便。 X 形坡口,由于焊缝两面对称,焊接应力和变形小;当工件厚度相同时,较 V 形坡口节省焊条。在焊接锅炉、高压容器等重要厚壁构件时,还采用 U 形坡口。这种
焊条的种类
焊条 焊条是两块金属相连接用的一种材料(焊条就是涂有药皮的供电弧焊使用的熔化电极。它是由药皮和焊芯两部分组成。) 目录 ?焊条的分类 ?焊条的性质和区别 ?焊条的表示方法 ?焊条的选用原则 焊条的分类 ?根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
按照焊条的用途,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。
如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、 石墨型焊条及盐基型焊条。 如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。 焊条的性质和区别 ?根据焊条药皮的性质不同,焊条可以分为酸性焊条和碱性焊条两大类。药皮中含有多量酸性氧化物(TiO2、SiO2 等)的焊条称为酸性焊条。药皮中含有多量碱性氧化物(CaO、Na2O等)的称为碱性焊条。酸性焊条能交直流两用,焊接工艺性能较好,但焊缝的力学性能,特别是冲击韧度较差,适用于一般低碳钢和强度较低的低合金结构钢的焊接,是应用最广的焊条。碱性焊条脱硫、脱磷能力强,药皮有去氢作用。焊接含氢量很低,故又称为低氢型焊条。碱性焊条的焊缝具有良好的抗裂性和力学性能,但工艺性能较差,一般用
直流电源施焊,主要用于重要结构(如锅炉、压力容器和合金结构钢等)的焊接。
焊条型号与牌号的识别
焊条型号与牌号的识别 (一)焊条药皮的作用与类型 1、焊条药皮的基本功能: (1)保护电弧与熔池。药皮比焊芯熔化慢,形成一个套筒,保护金属熔滴顺利地向熔池过渡;同时药皮放出气体和形成熔渣,保护电弧及熔池免受空气的有害作用。熔渣覆盖于熔敷金属表面,也降低了焊缝金属的冷却速度,有利于改善接头性能。 (2)冶金处理。通过冶金反应直到脱氧、脱硫、脱磷等去除杂质作用,同时还对焊缝金属起合金化作用。 (3)赋予焊条良好的焊接工艺性能。使电弧容易引燃,燃烧稳定,减少飞溅,增大熔深,保证焊缝成形等。 (4)满足某些专用焊条的特殊功能。如铁粉焊条药皮内含较多的铁粉,增加了焊条的熔敷系数,提高了焊接生产率。 2、焊条药皮的类型: 序 药皮类型对应牌号对应型号焊接电源 号 1 特殊型×××0 E××00 2 钛型×××1 E××1 3 直流或交流 3 钛钙型×××2 E××03 直流或交流 4 钛铁矿型×××3 E××01 直流或交流 5 氧化铁型×××4 E××20 直流或交流 6 纤维素型×××5 E××10、11 直流或交流 7 低氢钾型×××6 E××16 直流或交流 8 低氢钠型×××7 E××15 直流 9 石墨型×××8 E××13 直流或交流 10 盐基型×××9 E××13 直流 3、酸性焊条与碱性焊条:
●药皮在焊接时熔化形成熔渣。焊后熔渣为酸性的焊条称为酸性焊条,反之为碱性焊条。 ●酸性焊条的缺点:酸性焊条的熔渣组成物以酸性氧化物为主,对焊缝金属有较强的氧化性,致使焊缝金属中合金元素的烧损量较大。同时焊缝金属中氢和氧的含量较高,焊缝金属的力学性能,特别是塑性和韧性较低。 ●酸性焊条的优点:对铁锈、油污及水分引起的气孔敏感性小。酸性焊条用交流或直流电源均可焊接。 ●碱性焊条的优点:碱性焊条的熔渣组成物以碱性氧化物为主,对焊缝金属的氧化性很小,冶金处理效果好。碱性焊条焊接时,药皮分解出CO2作保护气体,保护气体中氢含量很低,因此用碱性焊条焊成的焊缝金属含氢量低,综合力学性能好,特别是塑性、韧性较高。 ●碱性焊条的缺点:对气孔的敏感性较大。 (二)焊条统一编号的意义 焊条通常用型号和牌号来反映其主要性能特点及类别。 ◇焊条型号是以焊条国家标准为依据、反映焊条主要特性的一种表示方法。 ◇焊条牌号是根据焊条的主要用途及性能特点,对焊条产品的具体命名。由焊条厂家制定。 ◇我国焊条行业采用统一牌号:属于同一药皮类型、符合相同焊条型号、性能相似的产品统一命名为一个牌号。如J422、J507。 ★注意:不管是焊条厂自定的牌号,还是全国焊接材料行业统一牌号,都必须在产品样本或标签、质量证明书上注明该产品是“符合国标”、“相当国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。 ★每种焊条产品只有一个牌号,但多种牌号焊条可同时对应一个型号。如:牌号J507RH 和J507R,型号均为E5015-G。 焊条分类对照 按牌号按型号 碳钢 结构钢焊条 低合金钢焊条
中药化学成分的预试验检测方法汇总
中药化学成分的预试验检测方法汇总 1 2020年6月23日
中药化学成分的预试验 系统预试法——应用一些简单的定性试验, 对中药中所含各类化学成分作全面检查。 单项预试法——根据需要, 有重点的检查某类成分或某药效成分。 方法: 试管反应+薄层层析检查 中草药主要来源于植物。植物的化学成分较复杂, 有些成分是植物所共有的, 如纤维素、蛋白质、油脂、淀粉、糖类、色素等。有些成分仅是某些植物所特有的, 如生物碱类、甙类、挥发油、有机酸、鞣质等。 各类化学成分均具有一定的特性, 一般可由药材的外观、色、 嗅、味等作为初步检查判断的手段之一。如药材样品折断后, 断面不油点或挤压后有油迹者, 多含油脂或挥发油; 有粉层的多含淀粉、糖类; 嗅之有特殊气味者, 大多含有挥发油、香豆精、内酯; 有甜奈者 多含糖类; 味若者大多含生物碱、甙类、苦味质; 味酸者含有有机酸; 味涩者多含有鞣质等等。 中草药所含化学成分均为多类的混合物, 分析时常常互相干扰, 不 易得到正确结果。因此需根据中草药所含各种化学成分的溶解度、 酸碱度、极性等理化性质, 再用各类成分的鉴别反应加以鉴别。 一、预试溶液的制备 1、水提取液——糖、多糖、有机酸、皂苷、酚类、鞣质、氨基 酸、多肽、蛋白质…… 2 2020年6月23日
2、乙醇提取液——酚类、鞣质、有机酸、香豆素、强心苷、黄 酮、蒽醌、甾体…… 3、5%HCl-乙醇提取液——生物碱 4、石油醚提取液——甾体、萜类、脂肪油…… ( 一) 鉴别注意事项 1.根据各灰成分不同性质, 选用适宜的溶剂提取, 以保证等成分能被提取出来。 2.检品提取液的浓度应足以达到各该反应的灵敏度。 3.检品提取液的酸碱度( pH) 值应不致影响鉴别反应中所需要的pH值。相差甚大时应事先调节。 4.提取液较深时, 常易影响观察鉴别反应的效果, 此时可适当稀释, 或进一步提纯。 5.鉴别反应时应注意防止多类成分的相互干扰, 以免出现假阳性, 或颜色不正等情况。最好在化学鉴别的同时, 做空白试验和对照试验( 用已知含某类成分的中草药或纯品做阳性对照) 。 6.在鉴别试验中, 如果某一类成分的几个鉴别反应结果不一致时( 即有的呈阳性反应, 有的呈阴性) 则应进行全面分析。首先应注意呈阳性反应的试验是否属于该类成分的专一反应, 否则应检查其它类成分能否产生该反应, 从多方面加以判断。但也应注意, 某些反应只能对某一类成分中的某个化学基团呈性反应, 如检查黄酮类的盐酸――镁粉试验, 它只对黄酮类中的羟基黄酮类( 黄酮醇类) 反应明显, 其余 3 2020年6月23日
焊条牌号解读
焊条知识 一、简述: 焊条型号编制方法如下: 字母“E”表示焊条; 前两位数字表示熔敷金属抗拉强度的最小值; 第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、仰、横),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊; 第三位和第四位数字组合时表示焊接电流种类及药皮类型。 在第四位数字后附加“R”表示耐吸潮焊条,附加“M”表示耐吸潮和力学性能有特殊规定的焊条,附加“-1”表示冲击性能有特殊规定的焊条。 二:焊条型号及各项参数: 焊条型号及其对应的熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类:--------------------------------------------------------------------------------看焊条牌号(如J422,J507)末位,末位数字0~5的是酸性焊条,6~9的是碱性焊条。 牌号末位数字表示具体含义: 0:不规定药皮类型,不规定适用电流类型 1:氧化钛型药皮,交直流两用 2:氧化钛钙型药皮,交直流两用 3:钛钙型药皮,交直流两用 4:氧化铁型药皮,交直流两用 5:高纤维素型药皮,交直流两用 6:低氢钾型药皮,交直流两用 7:低氢钠型药皮,交直流两用 8:石墨型药皮,交直流两用
9:盐基型药皮,直流专用 焊条的酸碱性从本质上,是根据熔渣的碱度来的。 酸性焊条药皮中含有大量SiO2、TiO2等酸性氧化物及一定数量的碳酸盐,熔渣碱度小于1。钛型条、钛钙型焊条、钛铁矿型焊条和氧化铁型焊条均属于酸性焊条。 碱性焊条药皮中含有大量如大理石、莹石等等碱性造渣物,并含有一定数量的脱氧剂和合金剂。低氢型焊条都是碱性焊条。 按GB/T 5117-1995《碳钢焊条》规定,碳钢焊条型号根据熔敷金属的抗拉强度、药皮类型、焊接位置和焊接电流种类编制。型号的编制方法和含义是这样的: E X1X2 X3X4 ■ E表示焊条,X1X2表示焊条系列,即熔敷金属抗拉强度的最小值,X3表示焊条的焊接位置,X3X4表示焊条 药皮类型及焊接电流种类,■表示附加代号。 焊接位置X3含义: 0:全位置(平、立、仰、横) 1:全位置(平、立、仰、横) 2:平焊、横角焊 4:立向焊接
电焊条辅料
电焊条辅料 一、无机类 (一)矿石类 1、大理石:大理石又称云石,是重结晶的石灰岩,主要成分是CaCO3。大 理石是以大理岩为代表的一类岩石,包括碳酸盐岩和有关的变质岩,相对花岗石来说一般质地较软。常见岩石有大理岩、石灰岩、白云岩、夕卡岩等。大理石粉通常用作填料,还广泛用于人造地砖、橡胶、塑料、造纸、涂料、油漆、油墨、电缆、建筑用品、食品、医药、纺织、饲料、牙膏等日用化工行业,作填充剂起到增加产品的体积,降低生产成本。 电焊条用大理石粉须具有高白度、高纯度、粒径均匀等特点,其作用主要是造渣和造气,其次是稳弧和提高熔渣的碱度以及脱硫等。 主要化学成分指标(%): CaCO3≥95 S≤0.03 P≤0.03 在焊条药皮中的作用: (1)脱硫; (2)稳弧; (3)分解CO2,保护焊缝不被氧化、氮化; (4)造成短渣、使方向性焊接方便; (5)脱磷(间接)。 对焊接工艺性能的影响: 随着CaCO3含量的增高,脱渣率、飞溅率和耗电量相应增加。 2、还原钛铁矿:还原钛铁矿为深灰色矿粉颗粒,主要用于药皮电焊条等焊接 材料的造渣剂。由于其主要成份为TiO2,因而可以改善焊条的工艺性能;同时还原钛铁矿中还有近30%的单质铁,可显著提高焊接材料的熔敷效率。 主要化学成分指标(%): TiO2≥52;S≤0.035;P≤0.04;FeO ≤0.5;C≤0.2 在焊条药皮中的作用: (1)还原性好,含Fe约35%左右。 (2)电弧稳定,熔池平静。 (3)增加熔敷效率。 (4)使金属的细雾状过渡,电弧柔和。 (5)焊缝成型美观,熔渣覆盖好。 缺点: (1)过量使用压涂较困难。 (2)过量使用焊板温度高,熔渣变稀。 对焊接工艺性能的影响:
焊丝对照表
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG 热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。 母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流 304 δ=6A102 SMAW V 2G DC 70~100 316L δ=10A022 SMAW △2F DC 110 316L Φ60×2E316L-15 ER316L TIG/SMAW V 5G DC 60~90 304L Φ114×6A002 H00Cr21Ni10 TIG+SMAW V 5 G DC 65~85 附加:304(18Cr-8Ni) 最普通使用的钢种。耐蚀性、耐热性、低温强度、机械性能良好。深冲、折弯等常温加工性能良好。热处理后不产生硬化。 304L(18Cr-8Ni-LowC)为低碳304钢。耐蚀性在普通状态下与304相似。但在焊接后或解除应力后抗晶间腐蚀性良好。 316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。加工硬化性优秀。 316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好 常用不锈钢焊丝牌号近似对照 来源:我要不锈钢 [大中小] 添加收藏 我要评论(0)
2008-5-12 16:53:00 中国德国法国日本 GB DIN NF JIS 1H0Cr14X8Cr14Z8C13~ Y410 2H1Cr17X8Cr18Z8C17Y430 3H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1) 4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L 5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L 6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12- 9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y321 11H0Cr21Ni10X5CrNi19 9Y308(1) 12H00Cr21Ni10X2CrNi19 9Y308L(1) 13H1Cr24Ni13X12CrNi22 12Y309 14-X2CrNi24 12Y309L 15H1CrNi13Mo2--Y309Mo 16H0Cr26Ni21X2CrNiNb24 12-- 17H1Cr26Ni21X12CrNi25 20Y310 18-X40CrNi25 21-- 19- 常用不锈钢焊丝牌号近似对照 来源:我要不锈钢[大中小] 添加收藏
不锈钢化学成分检测
不锈钢化学成分检测 不锈钢材料具有良好的耐蚀性、优异的成型性、较高的强度等良好的综合材料性能。那它究竟有什么化学成分呢?以下是本人要与大家分享的:不锈钢化学成分检测,供大家参考! 不锈钢化学成分检测一 在进行化学成分检验时,常用的药水有N低、 Ni4(201)、Ni6(301)、Ni8(304)、Ni20(310)等,具体方法如下: 1.名称:不锈钢水箱使用的不锈钢化学成份检测药水,低镍系列(N低) 说明:测定金属的化学成份中是否含镍 使用方法例:将该分析测定夜滴一滴于钢表面,用 9V电池,正极搭钢,负极搭测定液珠上面,通电氧化,氧化 后呈紫红色,则证明该不锈钢水箱使用的不锈钢中含镍量在5.5%以下,锰含量一般≥6%,反之不显红色的,一般是301或304材质。 2.名称:不锈钢水箱使用的不锈钢化学成份检测药水,201系列(Ni4) 说明:测定不锈钢水箱使用的不锈钢的化学成份中含镍量是否达到3.5%以上。 使用方法例:将该分析测定夜滴一滴于钢表面,用 9V电池,正极搭钢,负极搭测定液珠上面,通电氧化,氧化 后呈粉红色络合物,则证明该不锈钢水箱使用的不锈钢中镍的含量≥4%,即已达到201系列标准。 3.名称:不锈钢水箱使用的不锈钢化学成份检测药水,301系列(Ni6)
说明:测定不锈钢水箱使用的不锈钢的化学成份中含镍量是否达到5.5%以上。 使用方法例:将该分析测定夜滴一滴于钢表面,用 9V电池,正极搭钢,负极搭测定液珠上面,通电氧化,氧化后呈粉红色络合物,则证明该不锈钢水箱使用的不锈钢中镍的含量≥6%,即已达到301系列标准。 4.名称:不锈钢水箱使用的不锈钢化学成份检测药水,304系列(Ni8) 说明:测定不锈钢水箱使用的不锈钢的化学成份中含镍是否达到7.8%以上。 使用方法例:将该分析测定夜滴一滴于钢表面,用 9V电池,正极搭钢,负极搭测定液珠上面,通电氧化后呈红色,则证明它的含镍量≥8%,若不呈红色则证明该不锈钢水箱使用的不锈钢中含镍量小于8%,即未达到304材质标准。 5.名称:不锈钢水箱使用的不锈钢化学成份检测药水,310高温材质系列(Ni20) 说明:测定不锈钢水箱使用的不锈钢的化学成份中含镍是否达到18%以上 使用方法例:将该分析测定夜滴一滴于钢表面,用 9V电池,正极搭钢,负极搭测定液珠上面,通电氧化,氧化后呈黄色,则表明该不锈钢水箱使用的不锈钢含镍为0-14%;氧化后呈老黄色,则表明该不锈钢水箱使用的不锈钢含镍在14%左右;氧化后呈红色络合物,则表明该不锈钢水箱使用的不锈钢含镍在20%左右,,即达到310标准;氧化后呈粉红色络合物,则表明该不锈钢水箱使用的不锈钢含镍在35%左右;氧化后呈红色钢表面淡黑斑,则表明该不锈钢水箱使用的不锈钢含镍在60%左右;氧化后呈红色钢表面重黑斑,则表明该不锈钢水箱使