脂肪醇聚氧乙烯醚磷酸酯生产工艺条件的选择

脂肪醇聚氧乙烯醚磷酸酯
生产工艺条件的选择X
魏少华1,2,田丰涛2
(1.南京师范大学化学与环境科学学院,210097,南京;2.上海交通大学化学化工学院,200240,上海)
[摘要] 建立了在水存在下的脂肪醇聚氧乙烯醚(AEO 3)与五氧化二磷酯化再用水蒸汽进行水解合成高单酯含量磷酸酯的生产工艺.确定了最佳酯化和水解条件:酯化时AEO 3、水及五氧化二磷的摩尔比为2B 1B 1,温度为70e ,时间2.5h;水解通汽速度30kg/h -1,温度95e ,时间50~60min.在该条件下,可得酯化率大于93%,单酯含量大于89%的无色、无味产品,质量稳定.
[关键词] 脂肪醇聚氧乙烯醚磷酸酯,单烷基磷酸酯,合成,表面活性剂
[中图分类号]T Q423.11+6; [文献标识码]A ; [文章编号]1672-1292(2002)01-0067-04
0 引言
脂肪醇聚氧乙烯醚磷酸酯是一类较为重要的阴离子表面活性剂,与脂肪醇磷酸酯相比,它具有阴离子和非离子表面活性剂的特性,而广泛应用于纺织、皮革、塑料、造纸、日用化学品等工业领域.其被广泛应用的原因除了具有各种优异特性外,更重要的是单脂肪醇聚氧乙烯磷酸酯(MAEP)对皮肤的刺激性较小,毒性低,而被用来配制多用途的日用化学品[1~3].与之相反,双脂肪醇聚氧乙烯磷酸酯(DAEP)这些性能则较差.目前磷酸酯产品中MAEP 与DAEP 百分含量比一般在70B 30左右,主要用作纺织助剂.因此,为了拓宽磷酸酯表面活性剂应用领域,研制、开发高MAEP 含量的脂肪醇聚氧乙烯醚磷酸酯具有重要意义.
1 实验
1.1 主要原料
脂肪醇聚氧乙烯醚(AEO 3),进口,平均碳链长为13.4,EO 链节为3;95%乙醇,五氧化二磷为化学纯;氯化钙,为分析纯
.
1.2 制备工艺路线
1.3 分析方法
产品中MAEP 、DAEP 及游离磷酸(AP)的含量分析用电位滴定法[4].第2卷第1期2002年南京师范大学学报(工程技术版)JOU RN AL OF N AN JIN G N ORM AL U NI VERSIT Y(ENG INEERIN G AN D T ECHNOL OGY )Vo l.2No.12002
X 收稿日期:2002-03-081
作者简介:魏少华,1964-,南京师范大学化学与环境科学学院,上海交通大学化学化工学院在读博士.从事精细化工的教学及科研开发工作.
2 结果与讨论
2.1 反应过程
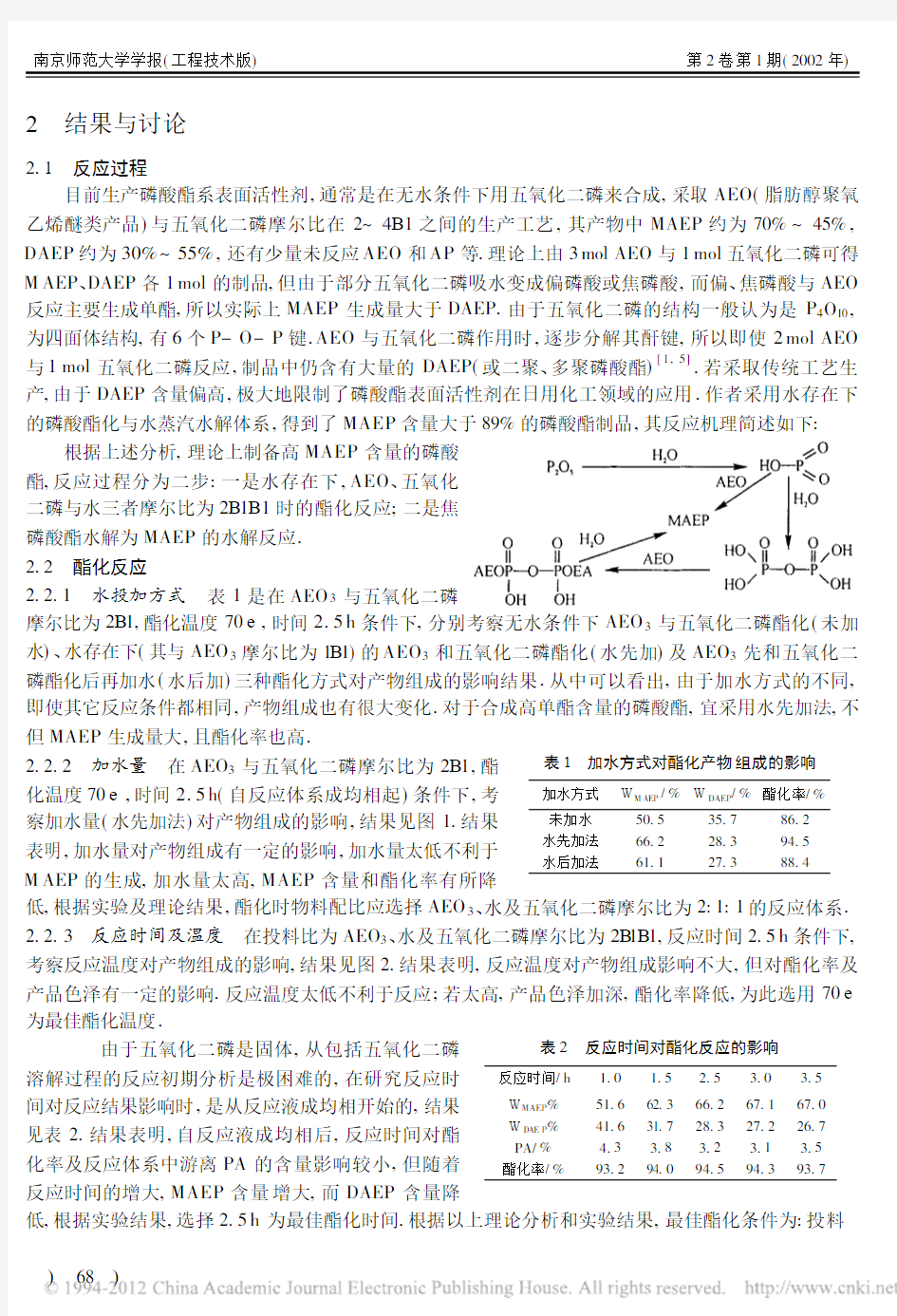
目前生产磷酸酯系表面活性剂,通常是在无水条件下用五氧化二磷来合成,采取AEO(脂肪醇聚氧乙烯醚类产品)与五氧化二磷摩尔比在2~4B 1之间的生产工艺,其产物中MAEP 约为70%~45%,DAEP 约为30%~55%,还有少量未反应AEO 和AP 等.理论上由3mol AEO 与1mol 五氧化二磷可得M AEP 、DAEP 各1mol 的制品,但由于部分五氧化二磷吸水变成偏磷酸或焦磷酸,而偏、焦磷酸与AEO 反应主要生成单酯,所以实际上MAEP 生成量大于DAEP.由于五氧化二磷的结构一般认为是P 4O 10,为四面体结构,有6个P-O-P 键.AEO 与五氧化二磷作用时,逐步分解其酐键,所以即使2mol AEO 与1mol 五氧化二磷反应,制品中仍含有大量的DAEP(或二聚、多聚磷酸酯)[1,5].若采取传统工艺生产,由于DAEP 含量偏高,极大地限制了磷酸酯表面活性剂在日用化工领域的应用.作者采用水存在下的磷酸酯化与水蒸汽水解体系,得到了MAEP 含量大于89%的磷酸酯制品,其反应机理简述如下
:
根据上述分析,理论上制备高MAEP 含量的磷酸
酯,反应过程分为二步:一是水存在下,AEO 、五氧化
二磷与水三者摩尔比为2B 1B 1时的酯化反应;二是焦
磷酸酯水解为MAEP 的水解反应.
2.2 酯化反应
2.2.1 水投加方式 表1是在AEO 3与五氧化二磷
摩尔比为2B 1,酯化温度70e ,时间2.5h 条件下,分别考察无水条件下AEO 3与五氧化二磷酯化(未加水)、水存在下(其与AEO 3摩尔比为1B 1)的AEO 3和五氧化二磷酯化(水先加)及AEO 3先和五氧化二磷酯化后再加水(水后加)三种酯化方式对产物组成的影响结果.从中可以看出,由于加水方式的不同,即使其它反应条件都相同,产物组成也有很大变化.对于合成高单酯含量的磷酸酯,宜采用水先加法,不但MAEP 生成量大,且酯化率也高.
表1 加水方式对酯化产物组成的影响加水方式W M AEP /%W DAEP /%酯化率/%未加水50.535.786.2水先加法
66.228.394.5水后加法61.127.388.42.2.2 加水量 在AEO 3与五氧化二磷摩尔比为2B 1,酯
化温度70e ,时间2.5h(自反应体系成均相起)条件下,考
察加水量(水先加法)对产物组成的影响,结果见图1.结果
表明,加水量对产物组成有一定的影响,加水量太低不利于M AEP 的生成,加水量太高,MAEP 含量和酯化率有所降
低,根据实验及理论结果,酯化时物料配比应选择AEO 3、水及五氧化二磷摩尔比为2:1:1的反应体系.
2.2.3 反应时间及温度 在投料比为AEO 3、水及五氧化二磷摩尔比为2B 1B 1,反应时间2.5h 条件下,考察反应温度对产物组成的影响,结果见图2.结果表明,反应温度对产物组成影响不大,但对酯化率及产品色泽有一定的影响.反应温度太低不利于反应;若太高,产品色泽加深,酯化率降低,为此选用70e 为最佳酯化温度.
表2 反应时间对酯化反应的影响反应时间/h 1.0 1.5 2.5 3.0 3.5W MAEP %51.662.366.267.167.0W DAE P %41.631.728.327.226.7PA/%
4.3 3.8 3.2 3.1 3.5酯化率/%93.294.094.594.393.7
由于五氧化二磷是固体,从包括五氧化二磷
溶解过程的反应初期分析是极困难的,在研究反应时
间对反应结果影响时,是从反应液成均相开始的,结果
见表2.结果表明,自反应液成均相后,反应时间对酯
化率及反应体系中游离PA 的含量影响较小,但随着反应时间的增大,MAEP 含量增大,而DAEP 含量降
低,根据实验结果,选择2.5h 为最佳酯化时间.根据以上理论分析和实验结果,最佳酯化条件为:投料南京师范大学学报(工程技术版) 第2卷第1期(2002年)
图1 加水量对酯化反应的影响图2
温度对酯化反应的影响
图3 温度对水解反应的影响
比为AEO 3、水及五氧化二磷摩尔比为2B 1B 1(水先
加),温度70e ,反应时间2.5h.
2.3 水解反应
2.3.1 水解温度 在最佳酯化条件下酯化后,按每
50kg AEO 3以30kg /h(指每小时水蒸汽产生装置中水
的蒸发量)的速度向反应体系中通人水蒸汽50min,考
察水解温度对水解结果的影响,见图3.从图中可以看
出,升温有利于MAEP 的生成,但酯化率逐渐降低,综
合实验结果,选择95e 为最佳水解温度.
2.3.2 通汽量及水解时间 最佳酯化条件下合成的
磷酸酯在水解温度为95e ,水解时间为50m in 条件下,考察通汽速度对水解结果的影响,见图4.从图中可以看出,MAEP 含量随通汽量增大,出现极大值,而酯化率逐渐降低,故选择30kg /h 为水解时的最佳通汽量.
在水解温度为95e 、通汽量为30kg/h 条件下,考察水解时间对反应结果的影响,结果从图5中可以看出,MAEP 含量随水解时间增大出现极大值,而酯化率在初期变化不大,当达60min 后,却显著降低,故选择50~60m in 为最佳水解时间.在最佳酯化及水解条件下,经50L 反应釜放大生产8次,平均酯化率大于93.1%,MAEP 含量大于89%,产品无色、无味、质量稳定
.
图4 蒸汽速度对水解反应的影响图5 通蒸汽时间对水解反应的影响
3 结论
通过条件及放大实验,确定了在水存在下的AEO 3与五氧化二磷酯化再用水蒸汽水解生产高魏少华,等:脂肪醇聚氧乙烯醚磷酸酯生产工艺条件的选择
南京师范大学学报(工程技术版)第2卷第1期(2002年)
M AEP含量磷酸酯表面活性剂的最佳工艺条件.酯化反应:在体系中加入AEO3和水,升温至50e,加入五氧化二磷,在70e下反应2.5h;AEO3、水及五氧化二磷的摩尔比为2B1B1.水解反应:通蒸汽速度为30kg/h(每50kg AEO3),水解温度95e,水解时间50~60m in.本工艺操作简单,重复性好,制品酯化率大于93%,MAEP含量大于89%,制品无色、无味、质量稳定,可应用于实际生产.
[参考文献]
[1]蒋平平.国内外磷酸酯表面活性剂合成与应用研究现状及发展趋势[J].日用化学工业,1997,(3):32.
[2]贡长生.磷酸酯表面活性剂的合成和应用[J].现代化工,1996,(9):22.
[3]杨俊玲,陈文谨,郭素敏.磷酸酯型表面活性剂的物化特性研究[J].染整技术,1996,18:35.
[4]陈科,张真.磷酸酯的电位滴定分析[J].精细石油化工,1999,(5):63.
[5]王清成,张欢,杨定明等.多聚磷酸法烷基磷酸酯的合成研究[J].精细化工,1998,15:46.
Technological Conditions for Producing Alcohol Ethoxylate Phosphate
Wei Shaohu a1,2,Tian F engtao2
(1.Col lege of Chem i stry and Environmental Science,Nanjing Normal University,210097,Nanji ng,PRC;
2.S chool of Ch emistry and Chemical Technology,Shanghai Jiaotong Universi ty,200240,Shanghai,PRC)
Abstract:A new process is studied for the synthesis o f alcohol ethoxy late phosphate prepared by esterify ing alco hol et hox ylate (AEO3)wit h phosphorus pentoxide in the presence of w ater and hydrolyzing w ith steam.T he o ptimum conditions for the es-terfying is that the molar ratio of the reactants,or A EO3B H2O B P2O5=2B1B1,temper ature is70e and time is2.5h.T he pr od-uct of the esterifying is hydrolyzed by steam bubbling(30kg/h)at95e for50~60min.T he esterificat ion rate is above93%, w hile the monophosphat e(MA EP)content is above89%and the product is odorless and colorless.
Key words:alcohol ethox ylate phosphate,monophosphate,synthesis,surfactants
[责任编辑:孙德泉]
脂肪醇聚氧乙烯醚
脂肪醇聚氧乙烯醚 AEO-3 别名:脂肪醇与环氧乙烷缩合物 结构:RO(CH2CH2O)3H R=C12H25 分子式:C18H38O4 分子量:318.56 性状: 本品为白色油状物,易溶于油和有机溶剂,可分散到水中,具有优良的乳化性能 指标: 熔点:5,6度 相对密度(25。C):0.925,0.940 HLB值:6,7 PH值6—8 羟基值:140—170 用途: 本品为亲油性乳化剂,能增强某些物质在有机溶剂中的溶解度,可作为制作 W/O型乳液的乳化剂。也可作为合成纤维工业用的油剂的有效成份。在其它工业中可作为增溶剂,水消泡剂使用。 AEO-7 AEO7 化学名称: 脂肪醇聚氧乙烯醚
质量指标: PH值:5.0—7.0(1%水溶液)浊点:?50? (1%水溶液) 性状: 本品为乳白色膏状物,易溶于水,使用C12-C16的椰子油醇,EO数为7,浅黄色液体。有良好的润湿性、发泡性、去污力和乳化力。有较高的去脂能力一抗硬水力。 用途: 在毛纺织工业中作羊毛净洗剂及脱脂剂,织物的净洗剂,可作为液体洗涤剂的重要组成部分,配制家庭、工业用洗涤剂,一般工业中乳化剂,配得乳液十分稳定。 AEO-9 化学名称:脂肪醇聚氧乙烯醚 商品名:AEOn 别名:平平加O,9,Neodol 25-9,emulsifier MOA,9 结构式:R-O-(CH2CH2O)nH(R=C12,18,n=15,16) 分子式:C30H62O10 分子量:582.81 溶解性:易溶于水,乙醇、乙二醇等 化学组成:天然脂肪醇与环氧乙烷加成物 化学性质:10,水溶液在25?时澄清透明。10,氯化钙溶液的浊度为75?,对酸、碱溶液和硬水都较稳定。具有良的乳化、分散性能。 质量指标 活性物含量:?99% 外观: 无色透明液体白色膏状(25?C) pH 值:6-7 HLB值:12.5 浊点:75-81?C 水份?% 1.0 - 色号? 50 50 生产方法
工艺流程主数据
工艺流程主数据操作手册 1.系统登陆 (2) 2.系统菜单按钮说明 (3) 3.工艺流程主数据 (5) 3.1.工艺流程主数据DEM图 (5) 3.1.1工作中心 (5) 3.1.2机器 (8) 3.1.3任务 (10) 3.1.4物料工艺流程 (11) 3.1.45工艺流程工序 (12)
1.系统登陆 双击Infor Worktop,出现以下登陆界面: 输入用户名和密码,点击进入系统
2.系统菜单按钮说明 本部分所叙述的内容是全系统通用,功能按钮和功能键的操作功能解释,用户可以根据需要选择学习。在具体的进程中,下面的功能按钮和功能键并不是都由有效,您只能使用有效的操作。 图标按钮: 对操作进行存盘并退出处理 对操作进行存盘处理。 打印信息,输出到打印机。 新增一条记录。 复制记录。 删除信息记录。 取消上一步操作。 查询按钮。点击后弹出相应的查询关键字登录界面 刷新按钮。 单击鼠标点中,向前移动到头条记录。 单击鼠标点中,向前移动到1条记录。 单击鼠标点中,向后移动到1条记录。 单击鼠标点中,向后移动到末条记录。 新增一条组记录。 单击鼠标点中,向前翻屏到头组记录。
单击鼠标点中,向前翻屏到前1组记录。 单击鼠标点中,向后翻屏到后1组记录。 单击鼠标点中,向后翻屏到末组记录。 打开帮助信息。 文字按钮: 关闭一个界面。 保存进程中维护的信息。 取消当前操作。 读取帮助信息。 键盘操作: 【F1】系统当前进程帮助信息。 【F2】弹出计算器功能界面。 【F5】刷新功能。 【Esc】取消操作。 【Tab】跳格键。操作界面上光标在数据框之间的移动,必须用Tab键实现。
脂肪醇聚氧乙烯醚设计说明书
目录 目录 ................................................................................................................... I 前言 (1) 第1章概述 (2) 1.1 设计依据 (2) 1.2 设计指导思想 (3) 1.3 装置组成 (3) 1.4 设计范围 (4) 1.5 装置规模及产品方案 (5) 1.6 主要原材料来源及产品去向 (5) 1.7 生产方法论述 (6) 1.8 工程总定员 (8) 第2章技术分析 (9) 2.1 生产规模及产品方案 (9) 2.2 建设投资 (9) 2.3 醇醚装置技术综合经济指标表 (9) 2.4 年总成本表 (10) 2.5 利润率及利税率 (10) 2.6 盈亏平衡分析 (11) 第3章总图运输 (12) 3.1 设计依据 (12) 3.2 装置布置 (12) 3.3 总平面布置 (13) 3.3.1总平面布置的确定 (13) 3.3.2 界区明确,工艺流程通畅,安全合理 (13) 3.3.3执行规范标准 (13) 3.4运输及运输量 (14) 3.4.1运输方式及运输量 (14) 3.4.2铁路运输 (14) 3.4.3道路运输 (15) 第4章工艺 (16) 4.1 生产制度 (16) 4.2 原料和产品的主要规格 (16) 4.2.1原料规格 (16) 4.2.2产品规格 (17) 4.3 工艺流程叙述 (18) 第5章自动控制 (20) 5.1 设计依据 (20) 5.2 采用的标准规范 (20) 5.3 控制原则 (20) 5.4 仪表选型 (20)
脂肪醇聚氧乙烯醚设计说明书
脂肪醇聚氧乙烯醚设计说明书 吉林化工学院毕业设计 目录 目 录 ..................................................................... ........................................................................ ...... I 前 言 ..................................................................... ........................................................................ .. (1) 第1章概 述 ..................................................................... . (2) 1.1 设计依 据 ..................................................................... (2) 1.2 设计指导思 想 ..................................................................... . (2) 1.3 装置组 成 ..................................................................... (2)
1.4 设计范 围 ..................................................................... (3) 1.5 装置规模及产品方 案 ..................................................................... . (3) 1.6 主要原材料来源及产品去 向 ..................................................................... . (3) 1.7 生产方法论 述 ..................................................................... . (4) 1.8 工程总定 员 ..................................................................... ............................................... 5 第2章技术分 析 ..................................................................... .. (6) 2.1 生产规模及产品方 案 ..................................................................... . (6) 2.2 建设投 资 ..................................................................... (6)
脂肪醇聚氧乙烯醚设计说明书
目录 目录......................................................................... I 前言. (1) 第1章概述 (2) 1.1 设计依据 (2) 1.2 设计指导思想 (2) 1.3 装置组成 (2) 1.4 设计围 (3) 1.5 装置规模及产品方案 (3) 1.6 主要原材料来源及产品去向 (3) 1.7 生产方法论述 (4) 1.8 工程总定员 (5) 第2章技术分析 (6) 2.1 生产规模及产品方案 (6) 2.2 建设投资 (6) 2.3 醇醚装置技术综合经济指标表 (6) 2.4 年总成本表 (7) 2.5 利润率及利税率 (7) 2.6 盈亏平衡分析 (8) 第3章总图运输 (9) 3.1 设计依据 (9) 3.2 装置布置 (9) 3.3 总平面布置 (9) 3.3.1总平面布置的确定 (9) 3.3.2 界区明确,工艺流程通畅,安全合理 (9) 3.3.3执行规标准 (10) 3.4运输及运输量 (10) 3.4.1运输方式及运输量 (10) 3.4.2铁路运输 (10) 3.4.3道路运输 (11) 第4章工艺 (12) 4.1 生产制度 (12) 4.2 原料和产品的主要规格 (12) 4.2.1原料规格 (12) 4.2.2产品规格 (13) 4.3 工艺流程叙述 (14) 第5章自动控制 (15) 5.1 设计依据 (15) 5.2 采用的标准规 (15) 5.3 控制原则 (15) 5.4 仪表选型 (15)
5.5 动力供应 (15) 5.5.1仪表用电源 (15) 5.5.2仪表用气源 (16) 5.6 存在的问题 (16) 第6章土建 (17) 6.1 设计依据 (17) 6.2 气象条件 (17) 6.3 主要建筑材料 (17) 6.4 采用标准图 (17) 6.5 结构设计 (17) 6.6 建筑设计 (18) 第7章给排水 (19) 7.1 给水 (19) 7.2 排水 (19) 第8章供电 (20) 8.1 设计围 (20) 8.2 负荷等级及供电要求 (20) 8.3 供电电压 (20) 8.4 电源状况及供电方案 (20) 8.5 功率因数补偿 (20) 8.6 动力配电 (20) 8.7 照明 (20) 8.8 供电外线和道路照明 (21) 第9章采暖通风 (22) 9.1 设计数据 (22) 9.2 通风设计方案 (22) 第10章环境保护 (23) 10.1 编制依据 (23) 10.2 设计采用的环保批准 (23) 10.3 设计中采取的环保措施 (23) 10.4 环保投资 (23) 第11章安全与防火 (24) 11.1 设计依据 (24) 11.2 火灭危险区域划分 (24) 11.3 生产性质及消防措施 (24) 11.3.1工艺 (24) 11.3.2建筑物 (24) 11.3.3采暖通风 (24) 11.3.4电气 (25) 11.3.5自控 (25) 11.3.6化学消防 (25) 11.3.7水消防 (25) 11.4 其它安全防火措施 (25) 11.5 消防设施费用 (26)
车间生产工艺流程总结
车间实习总结 通过一周的车间实习,使我对车间的生产流程有了初步的了解,现将工作做简要的总结。 一、信息提取 易飞系统的数据庞大,数据源的录入由较多的部门负责,每一项的数据在不同的“信息表”里。由于前期的录入数据源工作庞大,首先确保录入数据源的准确性。如果数据源偏差、遗落,对后期的核算工作造成巨大影响,那么信息的录入势必达不到它所能发挥的作用,最终财务报表不能准确反映企业的真实状况,另一方面来讲又造成人力资源的浪费。其次,每个部门使用易飞系统进行核算时,有自己的使用的某项功能。比如,采购部门录入采购来的原材料的价格,仓库负责录入重量,外协价格在“打印自定义报表”中,库存查询用到“查询库存状况”。在单部门的操作中,大大简便了工作。但信息的录入,其目的在于信息的使用。各部门独立的信息录入,并不能达到财务部门方便使用的目的。那么,信息提取就是其过程中非常重要的一点。将零散、分离的信息提取出来,整合成能够直接使用的信息。在各个部门录入的大量源数据中,提取出财务部门核算时所需的某几种信息,直观的看出每一个半成品、成品的成本价格及重量,在实际应用中将信息使用最大化,一是便捷财务部门的核算,二是不浪费前期的录入工作。在此过程中存在两大问题: 1、如何确保数据源的准确录入,前期数据缺失该如何补全? 我们从目的出发,信息的最终流向使用者。使用者需要什么样的
数据,这些数据的来源是否可靠可计量。例如:财务部门核算一类产成品的成本价格,需要该产成品的料、工、费。从购入材料开始,每一步工序的材料费、工人的工资以及应摊销的制造费用等等。那么在实际流转过程中,在易飞系统中应注意这些必需数据的登记。就目前了解发现,前期数据的遗失无法避免,但通过逐步整理完善近期数据,从而可以推导估算前期数据。 2、如何将所需信息从大量的数据中提取出来? 数据源的逐步完善使得数据库不断庞大,每个部门在使用时所需的信息不同。解决这一问题的关键在于编写合适的提取公式。成本计算的基本方法有直接成本计算法、间接成本计算法、完工成本及未完工成本计算法。在实际了解过程中,仓库、财务部、技术部对于同一产品的核算有所出入。如果各部门的数据来源是一致的,就可能是计算公式的不同造成了计算结果的差异,那么采用何种计算方式更贴近于实际,使得各使用者得到的信息是准确的、一致的。 二、仓库管理 通过实地了解原材料仓库、半成品仓库及成品仓库发现以下问题: 1、原材料仓库的摆放存在不足。 原材料的摆放不得当造成盘点不便,很多材料只能大概估算,久而久之造成账表与实物的不符,存在较大差异。造成该问题有几个方面的原因。例如:钢材仓库中,货架适用于长度6米的钢材,采购部门与仓库的衔接不当造成采购入库的钢材长度有8米、16米甚至更
生产运营主要数据的计算方法
生产运营主要数据的计算方法 一、生产周期:生产周期是指从原材料投入生产的时候起,到成品完工的时候 为止,其间经历的全部日历时间。机械产品的生产周期通常包括毛坯制造、机械加工、部件装置和总装配等工艺阶段经历的时间,以及各工艺阶段之间的停顿时间之和。 1、生产时间:计划期有效工作时间=计划期制度工作时间×时间利用系数=F×K; 计划期制度工作时间(分钟)=(365天-法定节假日天数-休假天数)×8小时×生产班次×60分钟; 2、产品均衡生产批量=每月最大生产批量×0.8(系数); 3、顺序移动生产; 4、平行移动生产: tmax 最长的单件工序时间 5、平行顺序移动生产: 二、生产节拍: 节拍就是流水线上前后出产两件相同产品之间的时间间隔。节拍是一种期量标准,是流水线设计的重要参数,它决定了流水线的生产能力,以及生产的速度和效率。(1)计算流水线的节拍:流水线的平均节拍可按下式计算:r =Te/N =Toβ/N r——流水线的平均节拍 N ——计划期制品的产量 Te——计划期流水线的有效工作时间 To ——计划期流水线的制度工作时间 β——工作时间有效利用系数; (2)进行工序同期化:进行工序同期化时,先要粗算一下各工序的设备负荷,凡工序时间大于节拍或大于(n×r)的(r是节拍,n是整数),都要采取措施以压缩这些工序的工序时间。 (3)确定各工序的工作地数(设备数量),计算设备的负荷率。设备负荷率决定了流水线工作的连续程度。一般当负荷率低于75%时,宜组织间断流水线。如果线上大多数工序的工时定额均超过流水线的平均节拍,可以采用两条流水线。 1、生产节拍(R)=计划期有效工作时间(分钟)/计划期产品产量(件)=T/Q; 2、生产节奏(Rg)=生产节拍×产品批量=R×N; 三、生产能力:
脂肪醇聚氧乙烯醚车间工艺设计
目录 第1章物料及热量衡算 (1) 1.1 物料衡算基准 (1) 1.2 管道物料衡算及有关反应时间计算 (2) 1.3 预反应、反应及熟化阶段的物料衡算 (6) 1.4 阶段数据表格 (7) 第2章设备计算 (7) 2.1 反应回路换热器E0101的选型计算 (7) 2.2 反应回路换热器E0102的选型计算 (12) 2.3 反应回路换热器E0104的选型计算 (18) 2.4 导热油加热器E0103的选型计算 (23) 第3章泵的选择 (27) 3.1 PC-0101反应回路循环泵扬程计算 (27) 3.2 PC-0101反应回路循环泵的选型 (29) 第4章中和釜体积及搅拌器功率计算 (30) 4.1 中和釜体积计算 (30) 4.2 搅拌器的功率计算 (30) 附表 (31) 第1章物料及热量衡算 1.1 物料衡算基准 说明: 硬脂酸(C15H24O)+10EO,年产量60000吨,日产量(按300天计)200吨, 每批10吨=10000kg,每天20批 链起始剂分子量284.48 Mst
最终产品分子量284.481044.05724.98Mfp =+?= 每批起始剂的量:284.48 10000100003923.97724.98 Mst Wst kg Mfp = ?=?= 环氧乙烷EO 的量: 44/3923.971044/284.486076.03Wox Wst n Mst kg =??=?? 故:3923.97+6076.03=10000.00kg 催化剂的量:NaOH kg 81.23%42/%1.010000=? 中和剂:CH 3COOH kg 31.15%)9840/(60%1.010000)M /(M %1.010000NaOH HAC =???=?? 1.2 管道物料衡算及有关反应时间计算 1.2.1 管线(2) 由附录已知EO 液体流速G=10000kg.h -1 EO 最快加料时间: /6076.03/1000036.5min Wox G τ=== 实际操作中管道内流体流速不能达到最大值 对加料时间进行取整:40min τ= 此时管线内质量流速:'/3923.97/300007.85min G Wox τ=== 1.2.2 管线(3) 已知 链起始剂的流速 G=30000kg.h -1 起始剂最快加料时间:3923.97/300007.85min τ== 对加料时间取整为:min 10'=τ
以制造BOM为核心的制造工艺数据管理
干货推荐|以制造BOM为核心的制造工艺数据管理 2017-09-28 文/贾晓亮张振明田锡天许建新 生产数据。对于制造企业信息化而言,建立以制造BOM为核心的产品数据流是一项核心工作。本文基于 对产品生命周期各阶段BOM的研究,分析了制造BOM的内涵、结构,提出以制造BOM为核心的制造工艺数据管理,并面向制造企业数据管理的需求,对以制造工艺数据为基础的制造数据管理进行了论述。 来源:互联网 0引言 离散型制造企业在生产过程中,需要准确的产品结构、零件分类、工艺路线、工艺 装备、材料定额和工时定额信息。物料清单BOM ( Bill of Material ,BOM )是目前企业组织产品数据的重要形式,它可能包含产品设计信息和工艺信息等,是联系设计、工艺、生产等部门的重要纽带。制造企业在生产中需要可显示产品制造的阶层关系、用料依据等的BOM,它是计算成本的重要基础数据。由于BOM的复杂性,采用手工进行数据的汇总,不但费时、费力、易出错,而且很难满足应用的需求,这已成为制约企业实现信息化的瓶颈问题。对于制造企业信息化而言,建立以BOM为核心的产品数据流是一项核心工作。 1 BOM的概念和内涵 从概念上,BOM是指构成一个物料项的所有子物料项的列表。所谓物料项是指所 有在产品的制造过程中出现的物体形态实体,这些实体包括原材料、标准 件、成品、零件、装配件、构型件、工装、工具和夹具等,它们是组织产品的设计、工
艺、生产等所有与产品相关活动的依据。每个物料项本质都是一个对象, 具有属性和方法,属性包括产品数据的全部内容,并依赖于产品生命周期不同阶段和不同制造企业具体环境。物料项之间的语义关系也十分丰富,如零件和数字模型及图纸的描述关系、零件和原材料间的加工关系、零件和工装夹具之间的基准依赖关系、子物料项与父物料项间的装配关系、功能相同的两个物料项间的互换关系等。产品的生命周期过程,就是物料项依据不同的语义关系相互作用的过程。 目前,制造企业在信息化过程中分别在PDM、CAPP、ERP系统中进行BOM 的管理。实际上,制造企业的产品设计数据、工艺数据、生产数据之间具有一致性和传递性,但由于BOM的阶段性和多视图的特性,对BOM的本质及其如何组织、管理产品数据还需进行深入研究。按照产品生命周期不同阶段对BOM进行划分,可得到不同的阶段和视图,如工程BOM(Engineering Bill of Material , EBOM )、工艺BOM (( Planning Bill of Material ,PBOM )、制造BOM (Manufacturing Bill of Material ,MBOM )、客户BOM ( Customer Bill of Material,CBOM )等。这些BOM分别反映了产品数据在不同时期的内容和结构,同时它们之间的数据演变和传递构成了产品数据流。 (1) EBOM EBOM是产品在工程设计阶段的BOM形式。它主要反映产品的设计结构和物料项的设计属性。物料项的设计属性是产品功能要求的具体体现,如重量要求、寿命要求、外观要求等。它包含物料项的图纸信息,即物料项的原始几何信息和结构关系。EBOM是设计部门向工艺、生产、采购等部门传递产品数据的主要形式和手段,EBOM 是产品数据的源头。
脂肪醇聚氧乙烯醚简介
脂肪醇聚氧乙烯醚 脂肪醇聚氧乙烯醚(AEO),又称为聚乙氧基化脂肪醇,具有的良好的去污力、润湿、乳化、抗硬水性、较低的刺激性和生物降解功能,是非离子表面活性剂中发展最快、用量最大的品种。这种类型的表面活性剂是用脂肪醇与环氧 乙烷通过加成反应而制得的,用以下通式表示:R-O-(CH 2CH 2 O) n -H。 结构 R一般为饱和的或不饱和的C 12~18 的烃基,可以是直链烃基,也可以是带支链的烃基。n是环氧乙烷的加成数,也就是表面活性剂分子中氧乙烯基的数目。n越大,分子亲水基上的氧越多,与水就能形成更多的氢键,水溶性就越好。n=1~5时,产物能溶于油而不溶于水,常做为制备硫酸酯类阴离子表面活性剂的原料。n=6~8时,能溶于水,常用作纺织品的洗涤剂和油脂乳化剂。 n=10~20时,在工业上用作乳化剂和匀染剂。 当碳链R为C 7~9 ,n=5时,生成的脂肪醇聚氧乙烯醚在工业上称作渗透剂 JFC(Penetrating agent JFC)。当碳链R为C 12~18 ,n=15~20时,生成的脂肪醇 聚氧乙烯醚在工业上称作平平加O(Peregal O)。当碳链R为C 12 时,生成的脂肪醇聚氧乙烯醚则俗称AEO。 制备合成 用氢氧化钠做催化剂,长链脂肪醇在无水和无氧气存在的情况下与环氧乙烷发生开环聚合反应,就生成脂肪醇聚氧乙烯醚非离子表面活性剂: 特性 脂肪醇聚氧乙烯醚分子中乙氧基数目可在合成的过程中人为调整,故可制得一系列不同性能和用途的非离子表面活性剂。脂肪醇聚氧乙烯醚是最重要的一类非离子表面活性剂。分子中的醚键不易被酸、碱破坏,所以稳定性较高,水溶性较好,耐电解质,易于生物降解,泡沫小。 脂肪醇聚氧乙烯醚是无色液体或蜡状物,其碳链长度、环氧乙烷加成数及分布都对产品的物化性能和应用性能有很大影响。脂肪醇聚氧乙烯醚的浊点、相对密度、黏度等随环氧乙烷加成数的增大而增大,但其表面活性如去污能力、起泡性、润湿和分散力则是开始随环氧乙烷加成数的增大而增大,到最大值后,继续增加环氧乙烷加成数,其表面活性又开始下降。 脂肪醇聚氧乙烯醚与其他表面活性剂的配伍性好,对硬水不敏感,低温洗涤性能好,但随着水温的升高,其溶解度会逐渐降低。在pH为3~11的范围内,脂肪醇聚氧乙烯醚水解稳定。然而,它们也会在空气中缓慢氧化,产生一些氧化产物,比如乙醛和氢过氧化物,这些氧化物比那些尚未发生类似情况的表面活性剂对皮肤毒性更大。 应用
脂肪醇聚氧乙烯醚硫酸钠安全使用说明书
第一部分:化学品名称 英文名称:Sodium Alcohol Ether Sulphate(简称AES) CAS RN 9004-82-4 EINECS号 分子式C12H25NaO3S 分子量272.37987 第二部分:成分/组成信息 质量标准:GB/T 13529-2003 乙氧基化烷基硫酸钠 理化性质:25℃时,为白色或浅黄色液体至凝胶状膏体。易溶于水 天然醇生成AEO为原料AES质量标准参考:在25℃时 质量参数技术要求单位 外观白色或浅黄色凝胶状膏体/ 乙氧基化烷基硫酸钠含量70.0±2.0 % PH(1%水溶液) 7.5~10.5 / 未硫化物含量(相对于100%AES)≦2.0 % 色泽(5%水溶液)≦10 % 硫酸钠含量(相对于100%AES)≦1.5 % 生物降解度≧90 %急性暴露 第三部分:危险性概述 适量浓度低于时,本品的危害并不明显,浓度过高,会使皮肤变干燥。洗涤剂中本品添加量过高,会破坏保护皮肤表面的自然油脂,然后破坏皮肤的蛋白质,包括胶原蛋白,造成皮肤敏感。也许将通过皮肤被身体吸收,进入肝脏,而且并不能通过新陈代谢排出体外。可能模仿雌激素荷尔蒙,造成男性精子成活率和活动力的下降,进而生育能力下降,提高女性子宫和乳腺癌症的机会;牙膏添加本品过高会提高口腔溃疡病发的机率,可能出现口腔内有膜状物的现象,机理破坏了皮肤的保护层。 第四部分:急救措施 皮肤接触:脱去污染的衣着,用大量流动清水冲洗。 眼睛接触:提起眼睑,用流动清水或生理盐水冲洗。就医。 吸入:脱离现场至空气新鲜处。如呼吸困难,给输氧。就医。 食入:饮足量温水,催吐。就医。 第五部分:消防措施 在高温(摄氏50度以上)或在酸性(pH5)的环境中,烷基醚硫酸盐可能产生分解作用,分解的原因是由于烷基醚硫酸盐发生了水解。鉴于烷基醚硫酸盐在高温下很容易水解,此产品应避免贮存在摄氏50度以上的环境。 第六部分:泄漏应急处理 应急处理:隔离泄漏污染区,限制出入。置于袋中转移至安全场所。若大量泄漏,用塑料布、帆布覆盖。收集回收或运至废物处理场所处置。 第七部分:操作处置与储存
以制造BOM为核心的制造工艺数据管理
干货推荐 | 以制造BOM为核心的制造工艺数据管理 2017-09-28 文/贾晓亮张振明田锡天许建新 制造BOM可显示产品制造的阶层关系、工艺路线、工艺装备、材料等,是离散型制造企业重要的基础和生产数据。对于制造企业信息化而言,建立以制造BOM为核心的产品数据流是一项核心工作。本文基于对产品生命周期各阶段BOM的研究,分析了制造BOM的内涵、结构,提出以制造BOM为核心的制造工艺数据管理,并面向制造企业数据管理的需求,对以制造工艺数据为基础的制造数据管理进行了论述。 来源:互联网 0 引言 离散型制造企业在生产过程中,需要准确的产品结构、零件分类、工艺路线、工艺装备、材料定额和工时定额信息。物料清单BOM(Bill of Material,BOM)是目前企业组织产品数据的重要形式,它可能包含产品设计信息和工艺信息等,是联系设计、工艺、生产等部门的重要纽带。制造企业在生产中需要可显示产品制造的阶层关系、用料依据等的BOM,它是计算成本的重要基础数据。由于BOM的复杂性,采用手工进行数据的汇总,不但费时、费力、易出错,而且很难满足应用的需求,这已成为制约企业实现信息化的瓶颈问题。对于制造企业信息化而言,建立以BOM为核心的产品数据流是一项核心工作。 1 BOM的概念和内涵 从概念上,BOM是指构成一个物料项的所有子物料项的列表。所谓物料项是指所有在产品的制造过程中出现的物体形态实体,这些实体包括原材料、标准件、成品、零件、装配件、构型件、工装、工具和夹具等,它们是组织产品的设计、工艺、生产等所有与产品相关活动的依据。每个物料项本质都是一个对象,具有属性和方法,属性包括产品数据的全部内容,并依赖于产品生命周期不同阶段和不同制造企业具体环境。物料项之间的语义关系也十分丰富,如零件和数字模型及图纸的描述关系、零件和原材料间的加工关系、零件和工装夹具之间的基准依赖关系、子物料项与父物料项间的装配关系、功能相同的两个物料项间的互换关系等。产品的生命周期过程,就是物料项依据不同的语义关系相互作用的过程。 目前,制造企业在信息化过程中分别在PDM、CAPP、ERP系统中进行BOM的管理。实际上,制造企业的产品设计数据、工艺数据、生产数据之间具有一致性和传递性,但由于BOM的阶段性和多视图的特性,对BOM的本质及其如何组织、管理产品数据还需进行深入研究。按照产品生命周期不同阶段对BOM进行划分,可得到不同的阶段和视图,如工程BOM(Engineering Bill of Material,EBOM)、工艺BOM((Planning Bill of Material,PBOM)、制造BOM(Manufacturing Bill of Material,MBOM)、客户BOM(Customer Bill of Material,CBOM)
制造中心工艺信息化需求报告
一、工艺工作现状及问题 我所的工艺工作主要由制造中心工艺科与工程设计部完成,制造中心主要负责产品工艺审查、工艺文件的编制、材料定额的编制、工时定额的编制、生产现场服务等工作,工程设计部负责工艺总方案与线缆工艺的编制,涉及的专业主要为机加、电子装联、线缆、三防、总机装配等,目前工艺文件的编制已经采用WORD、EXCEL等办公软件来完成,相对于原来手工编写,设计效率已有很大程度的提高。但仅实现了用计算机代替手工来编写工艺文件,在工艺资源的利用,工艺数据的集中、统一管理,工艺数据的共享、利用以及设计效率的进一步提高等方面,都还存在一定的不足,离我所对工艺信息化的要求还有一定的距离。 目前我所工艺工作方式主要存在以下不足: 1.工艺工作工作量大、周期长 我所的工艺设计要生成大量的工艺文件,对每个产品还要编制多种工艺数据汇总报表。这些工作在现有工作模式完成,工艺数据不能得到有效的利用,存在大量的重复劳动,工艺人员的大部分时间都浪费在重复内容的抄写上,工作量大,产品的技术准备周期较长。虽然现在已用计算机来完成各种工艺文件的编制,但工作效率的进一步提高还有很大空间,技术准备周期还可进一步缩短。 2.缺乏工艺资源的有效利用和管理 我所的工艺设计中存在很多的工艺资源可以利用。一类是由我所具体的制造环境决定的资源,比如设备、工装、夹具及工序名称、工序内容以及工艺员的工艺经验、典型工艺等内容,这些资源都可以进行整理,形成相应的工序名称库、工序内容库、典型工艺库等,在工艺设计中作为一种资源加以利用。 另一类资源是工艺员在设计中常查的一些手册,比如设备参数、材料参数、切削用量、刀具参数、工夹具参数等等。目前这些数据没有进行很好的整理、利用。工艺设计中各种资源数据的利用对提高工艺设计效率、规范技术用语将发挥积极的作用。各种资源数据的管理对确保我所工艺技术的延续性和提高我所工艺管理水平也将起到重要作用。目前编制工艺文件的方式无法实现这些资源数据的有效利用和管理。
非离子表面活性剂脂肪醇聚氧乙烯醚的制备
化工专业实验报告 实验名称:非离子表面活性剂脂肪醇聚氧乙烯醚的制备 实验人员:赵莎同组人:潘政宜蒋少鸿祁灵会 实验地点:天大化工技术实验中心606 室 实验时间:2013/4/1 年级2012级;专业工业催化;组号 3 ;学号2012207336 指导教师:朱伟 实验成绩: 天津大学化工技术实验中心印制
实验十 非离子表面活性剂脂肪醇聚氧乙烯醚的制备 一、实验目的 1. 学习非离子表面活性剂脂肪醇聚氧乙烯醚的合成原理和反应机理。 2. 了解不锈钢釜式反应器结构和使用方法。 二、实验仪器 1. 仪器:电炉、釜式反应器、电子天平、烧杯、移液管、钥匙、滤纸 2. 药品:高级脂肪醇、分析纯 NaOH 、环氧乙烷 三、实验原理 脂肪醇聚氧乙烯醚又名醇醚、醇乙氧基化物,俗称平平加(Peregal)。非离子型表面活性剂的一大类。由于羟基上的氢原子是一个活性氢,环氧乙烷又是极易取代氢原子的活泼比合物,因此很容易聚合成醚。氧乙烯化工艺,多用间歇法,以利于控制反应、调换品种和安全操作。反应产品用醋酐、磷酸或二氧化碳进行和,所得产品进行脱水、脱催化剂、脱盐和脱色处理,以提高产品质量。可根据不同要求,接上 1~30摩尔环氧乙烷,即可广泛用于乳化、 润湿、助染、扩散、洗涤等方面。有优良的生物降解性和低温性能,不受水硬度的影响,更 适于洗涤合成纤维,即可用于粉状配方,又适用于液体洗涤剂配方。近年来发展极为迅速, 已部分取代烷基苯磺酸钠,作为家用洗涤剂的主要活性物,是工业用表面活性剂的重要品种。 在甲醇钠、乙醇钠、氢氧化钠等碱性催化剂存在下,由环氧乙烷经氧乙烯化反应而制得。 本实验中,非离子表面活性剂脂肪醇聚氧乙烯醚是由高级脂肪醇(C12~C18 脂肪醇)和环氧乙烷(简称 EO )在 150℃,以 NaOH 为催化剂,在 0.2MPa 反应得到。反应是一个连续反应过程,脂肪醇首先和一个环氧乙烷分子反应,环氧乙烷分子插入到脂肪醇的OH 键之间,同时环氧乙烷也发生开环,生成脂肪醇氧乙烯醚,该步反应为慢速反应,是反应的控制步骤,并有反应诱导期。反应生成的加成一分子的脂肪醇,继续和环氧乙烷发生反应,生成不同环氧乙烷加成摩尔数的产物,该步反应为快速反应。因此,反应最后得到的产物是环氧乙烷加成摩尔数不同的一系列化合物的混合物,称为脂肪醇聚氧乙烯醚。加成的环氧乙烷越多,产物的亲水性越强,不同的加成产物可以用来作为润湿剂、洗涤剂、乳化剂、发泡剂等不同的用途。 反应式如下: 快速反应 快速反应(慢速反应H -)(n )())()(2n 22+-=+----=+----=+EO RO EO H EO RO H EO RO EO H EO RO H EO RO EO ROH 最终,反应产物是一系列 EO 加成摩尔数不同的脂肪醇氧乙烯醚混合物。 本次实验采用十二脂肪醇的混合物和环氧乙烷(简称EO )在 150℃,以NaOH 为催化剂,催化剂重量含量为 0.2-0.5%(按脂肪醇重量计),在 0.2MPa 下反应得到。产物的EO 平均加成数用反应掉的环氧乙烷摩尔数与混合醇的摩尔数之比计算得出。 环氧乙烷消耗量: 44 4 /ρρ2h d M V M m π===环氧乙烷消耗量 EO 平均加成数求法:
年产6万吨脂肪醇聚氧乙烯醚可行性报告
项目题目年产6万吨脂肪醇聚氧乙烯醚可行性报告 学生姓名郭夏 学生学号20140140441 指导老师尹笃林、孟勇、毛丽秋 学院化学化工学院 专业班级资源循环科学与工程 完成时间 2012年1月
目录 一、项目总论----------------------------------------------------------- 错误!未定义书签。 1.1项目性质 ------------------------------------------------------ 错误!未定义书签。 1.2项目概况 ------------------------------------------------------ 错误!未定义书签。 1.3建设意义 ------------------------------------------------------ 错误!未定义书签。 二、脂肪醇聚氧乙烯醚项目产品介绍 ---------------------------- 错误!未定义书签。 2.1概述 ------------------------------------------------------------ 错误!未定义书签。 2.2产品性质 ------------------------------------------------------ 错误!未定义书签。 2.3产品特点 ------------------------------------------------------ 错误!未定义书签。 三、脂肪醇聚氧乙烯醚项目的市场应用 ------------------------- 错误!未定义书签。 3.1AEO在洗涤上的应用-------------------------------------- 错误!未定义书签。 3.2AEO在纺织上的应用-------------------------------------- 错误!未定义书签。 3.3AEO在纺织上的应用 -------------------------------------- 错误!未定义书签。 四、脂肪醇聚氧乙烯醚项目的生产原理及路线选择 ---------- 错误!未定义书签。 4.1脂肪醇聚氧乙烯醚项目的生产原理 --------------------- 错误!未定义书签。 4.2脂肪醇聚氧乙烯醚项目的生产路线选择 --------------- 错误!未定义书签。 五、脂肪醇聚氧乙烯醚项目的工艺设计 ------------------------- 错误!未定义书签。 5.1主要原料 ------------------------------------------------------ 错误!未定义书签。 5.2工艺流程 ------------------------------------------------------ 错误!未定义书签。 5.3反应过程中影响的因素 ------------------------------------ 错误!未定义书签。 六、脂肪醇聚氧乙烯醚项目的效益分析 ------------------------- 错误!未定义书签。
拉丝生产工艺
拉丝生产工艺 一、塑料扁丝的生产程序 塑料原料被烘干后,加入料斗,原料进入料筒的螺杆螺槽中,由螺杆的不断旋转,从螺纹方向被强制地推到机头去。 塑料被挤出来时,带着粘流态的膜片状物立即进入冷却水箱进行急骤冷却来定型成薄膜,通过划切再经过两组烘箱背部热板的热处理,在拉伸牵引力的作用下,扁丝拉长分子发生取向作用,使扁丝纵向强度增加,然后收卷。 二、开机前准备工作 2.1领取所需的原辅材料,如聚丙烯颗粒或粉剂、再生回收料颗粒、填充母料、着色颜料、过滤网、双面刀片等。领取专用工具及其它操作工具。 2.2开启各组电热开关,检查各组电热是否通电,检查温度表是否正常,一旦发现异常现象马上进行修复。如果一切正常,首先加热三通、模头温度(因三通、模头温度升温慢)。当三通、模头温度达到一定温度时(靠平时经验及记录掌握数据),再开启机筒加热器,最后开启两烘箱的加热器。 2.3将各加热控制温度调到所需温度。挤出机的温度由传感器的位置、塑料的特性和回收料的比例需作相应的更改(靠平时经验及记录掌握数据)。烘箱的温度要看传感器的位置和牵伸倍数拟定,总之牵伸倍数高而上升,低而下调。 2.4装好分切架的刀片,刀片一般选用双面刀片。 2.5调整好卷绕机的导丝头松紧和收丝绽的张力。 三、拉丝生产操作 3.1开机前的操作 3.1.1称或计量所需的原辅材料进行干燥搅拌。若掺有回收料粒子的原料,首先把回收料粒子加入干燥搅拌机内进行拌热。回收料粒子拌热温度约控制在80℃,到温度定值时放出在拌料盒内散热。再把新料加入干燥搅拌机内搅拌温度到80℃时,加入填充母料继续搅拌,母料变成粉末。需加着色颜料的及时加所需的着色颜料,约搅拌1min放出在拌料盒内与回收料粒子搅拌均匀。 如果原材料是粉剂掺回收料粒子的,先把回收料粒子拌热到约70℃加入填充母料继续搅拌,到温度定值时打出放在拌料盒内与后放出的粉剂进行搅拌均匀待用。 3.1.2向挤出机料斗内加入所配好的树脂。 3.1.3打开水箱的冷却水阀门。
铜排生产工艺 技术数据
铜排生产工艺、技术数据 一、选材 1#电解铜,执行标准GB5585.1-2005 铜含量99.95% 二、铜排制作工艺 1、工艺流程(规格、型号按用户图纸要求) 标准选材→熔铸→浇铸→压延→开坯→酸洗→精轧→铣边→机加工(打孔、打弯、镀锡)→包装→入库 2、铜排技术参数如下: 电阻率≤0.001777Ω㎜2/m 硬度≥HB65 密度≥8.9g/㎝3 直度≤2㎜/m 光洁度3.2 弯曲90度无裂纹 青岛信德亿铜铝制品有限公司
设备性能的检测(验)标准、方式 铜排验收标准 1、电阻率:≤0.01777Ω㎜2/m 2、密度:≥20℃铜母线密度8.95g/㎝2 3、硬度:≥HB65 4、直度:≤2㎜/m 5、尺寸偏差:窄边±0.10㎜,宽边±0.9㎜ 6、化学成分:Cu≥99.90% 7、弯曲90度,表面不出现裂纹 8、铜排光洁度3.2 9、铜排表面质量要求清洁,无裂缝、起皮、夹渣、气泡等现象
铜软连接制作工艺 一、选材 TMY压延铜材执行标准GB5585.1-2005 TMY压延铜软带执行标准GB/T2059-2000 二、铜软连接制作工艺 1、工艺流程(规格、型号按用户图纸要求) 标准选材→下料→清理叠装→酸洗→焊接→清理刺→钻孔→表面抛光→导电面镀锡→包装→入库 2、铜软连接技术参数如下: 电阻率≤(Ω㎜2/m)(20℃)0.01777Ω㎜2/m 密度≥(g/㎝2)(20℃)8.9g/㎝2 电导率(%LACS)(20℃)96㎜2/m 光洁度3.2 弯曲90度无裂纹
铜铝过渡生产工艺 一、选材 电解铜执行标准GB5585.1-2005 铝锭执行标准GB1196-2008 TMY铜软带执行标准GB/T2059-2002 二、工艺流程(规格、型号按用户图纸要求) 标准选材→熔铸→酸洗→清理毛刺→铣削→钻孔→表面抛光→导电镀锡→整理→包装→入库
聚氧乙烯醚系列非离子表面活性剂
聚氧乙烯醚系列非离子表面活性剂产品
目录 一、引言 二、醇醚系列产品的合成工艺 1、简介 2、原理 3、主要仪器及药品 4、合成工艺 5、经济效益核算 6、设备、产量预算 7、小节 三、酚醚系列(OP、 NP和TX)产品的合成工艺 1、简介 2、原理 3、主要仪器及药品 4、合成工艺 四、总结
一、引言 全世界环氧化加成物(主要是环氧乙烷加成物)类表面活性剂的年消耗量约在300万吨左右(约占表面活性剂总消耗量的1/4)。其中,聚氧乙烯醚类非离子表面活性剂是这类表面活性剂的主要品种,它包括醇醚(AEO、JFC)、酚醚(OP、NP和TX)、吐温(TWEEN)以及脂肪酸甲酯乙氧基化物(FAMEE)等系列。它们被广泛用作乳化剂、分散剂、食品添加剂、化妆品助剂、洗涤剂和农药助剂等,在工业生产中起着重要的作用。而在这类非离子表面活性剂中,脂肪醇聚氧乙烯醚有较好的生物降解性,他们对环境的污染相对较小。 聚氧乙烯醚类非离子表面活性剂应用非常的广泛,对这类产品的需求量也比较大。所以我们对AEO、JFC、OP、NP和TX等系列中的某些产品的合成工艺进行研究,准备开发并生产这类表面活性剂。 二、醇醚系列产品的合成工艺 1、简介 脂肪醇聚氧乙烯醚(fatty alcohol-polyoxyethylene ether),又名乙氧基化脂肪醇,简称AEO,是非离子表面活性剂中产量最大、应用最广的一类表面活性剂,其中以C12 ~ C15脂肪醇环氧乙烷(EO)加成数9 ~ 10的AEO-9性能最好。在脂肪醇聚氧乙烯醚类表面活性剂中,分子的亲水基团不是一中离子,而是聚氧乙烯醚链-(-OCH2CH2)nOH,链中的氧原子和羟基都有与水分子生成氢键的能力,使化合物的水溶性增强。脂肪醇聚氧乙烯醚的外观随其生产原料和加工工艺而异,可以使蜡状或液体,其粘度随环氧乙烷含量的增加而增大,分子中环氧乙烷的含量为65%~ 70%时,其产品在室温下即可完全溶解于水,其浊点随EO数的增大而升高,pH基本在中性范围,产品基本没有毒性。本产品作为主要的制剂和助剂用于洗涤剂及化妆品等日用化工领域,天然醇产品适用于护肤霜等日化用品。合成醇适用于洗涤剂,也可作为乳化剂、渗透剂应用于纺织、制革、制药等行业。 2、原理 脂肪醇聚氧乙烯醚是以长链脂肪醇为原料,在无水无氧的条件下,加碱性催化剂,经逐步加合环氧乙烷而得的一类非离子表面活性剂。该系列产品种类很多,我们主要调研的是AEO-3、AEO-7、AEO-9和AEO-10,它们分别是C12 ~ 15聚氧乙烯3醚、7醚、9醚和10醚。其反应历程如下: ROH + MOH ROM ROM RO- + M+ RO- + C2H4O ROC2H4O- ROC2H4O- + ROH ROC2H4OH + RO- 由于醇盐离子碱度高于羧盐离子导致EO与羧酸的全面选择反应,直到游离脂肪酸完全耗尽,才迅速发生后段聚合反应。这里没有终止反应,聚合反应一直进行的EO加完为止。聚合反应按下式进行: ROC2H4O- + (n-1)C2H4O RO(C2H4O)n-