840Dsl CF卡的备份
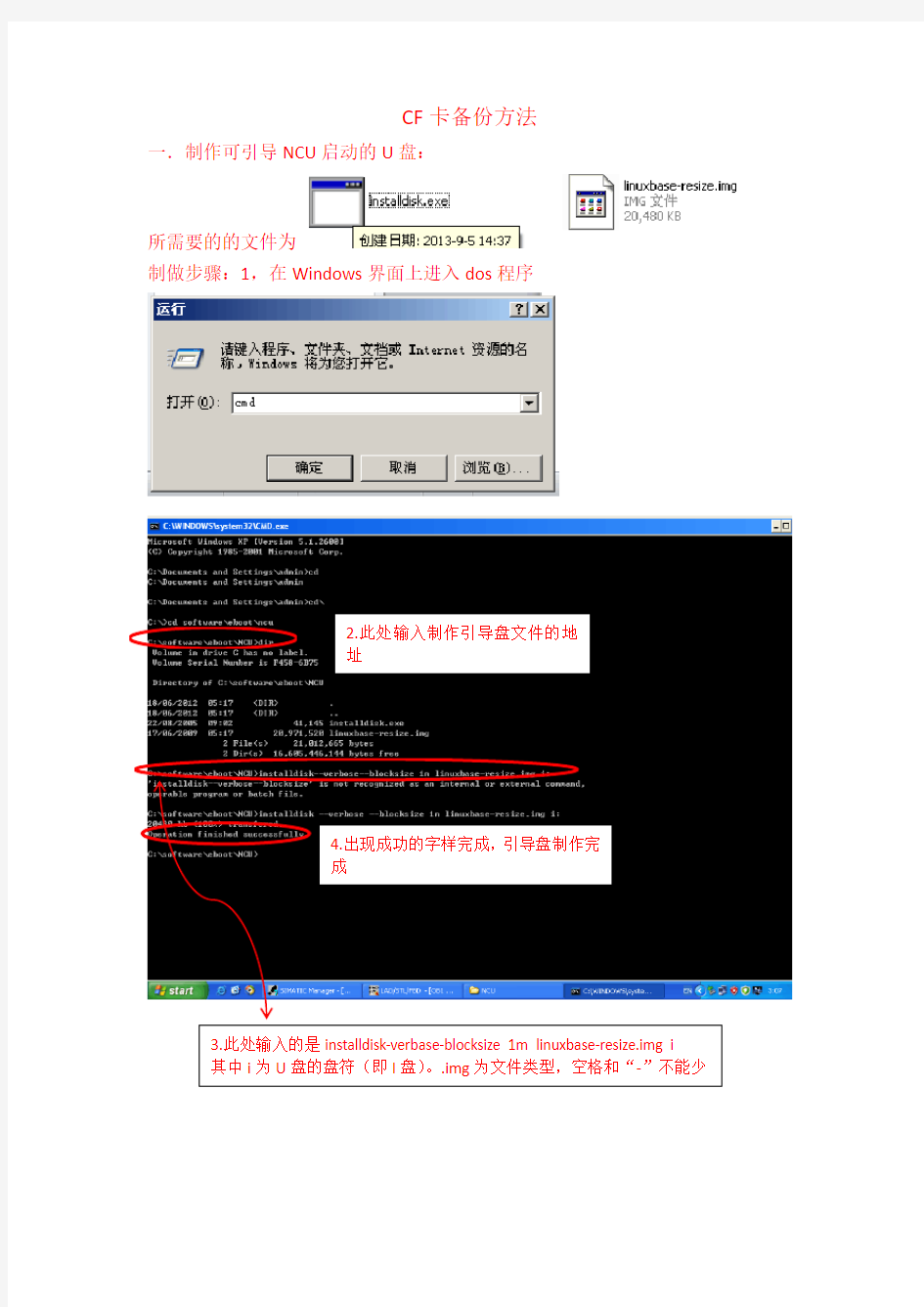
CF卡备份方法一.制作可引导NCU启动的U盘:
所需要的的文件为
制做步骤:1,在Windows界面上进入dos程序
2.此处输入制作引导盘文件的地
址
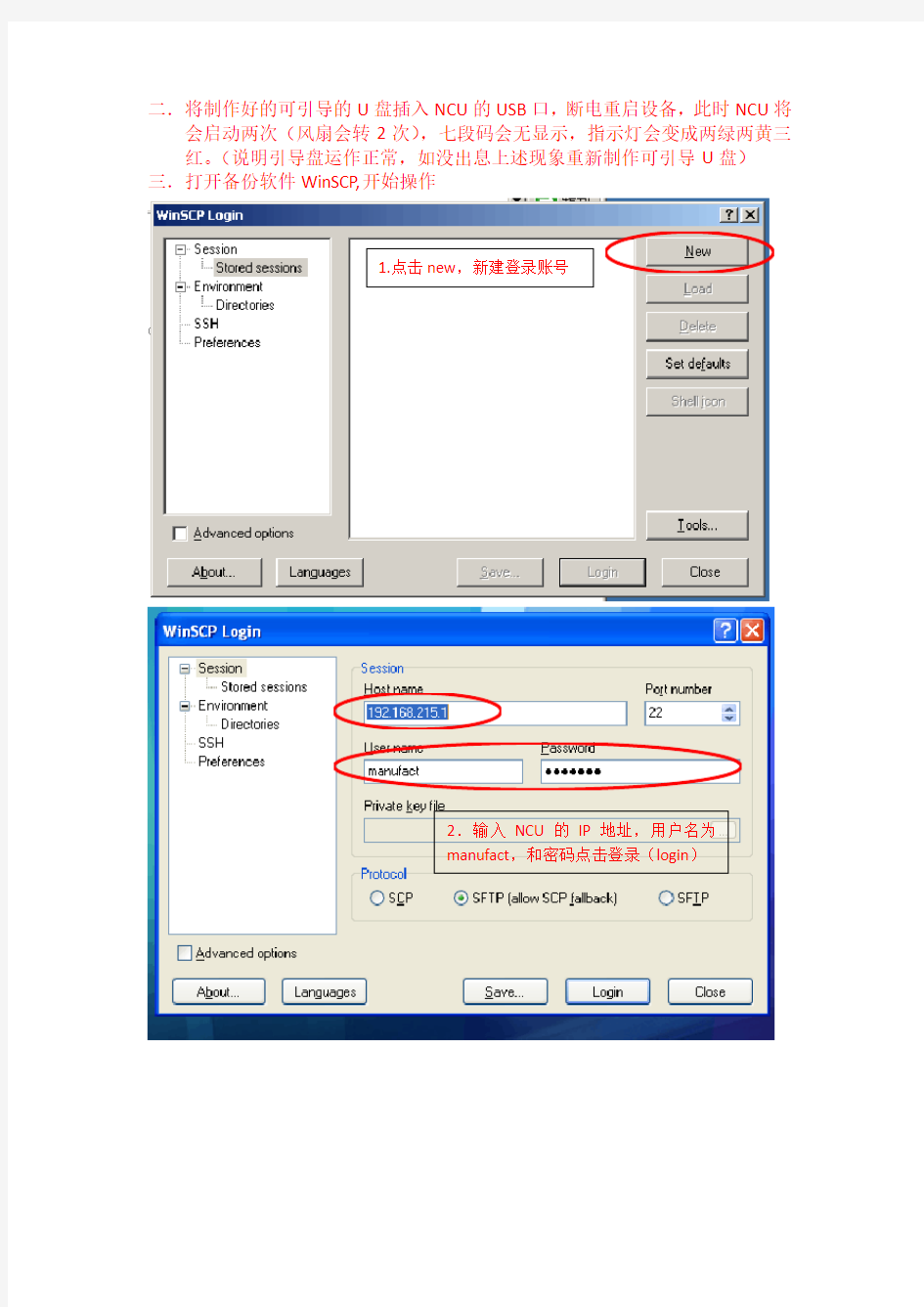
二.将制作好的可引导的U盘插入NCU的USB口,断电重启设备,此时NCU将会启动两次(风扇会转2次),七段码会无显示,指示灯会变成两绿两黄三红。(说明引导盘运作正常,如没出息上述现象重新制作可引导U盘)三.打开备份软件WinSCP,开始操作
1.点击new,新建登录账号
2.输入NCU的IP地址,用户名为
manufact,和密码点击登录(login)
3.进入CF卡内部文件夹(右侧),
可以查看CF卡内的文件,备份点
击红圈处的console按钮
4.此处输入SC BACKUP /DATE/OK.TGZ,
然后点击执行。其中空格不能少,“/”
也不能打反。OK为保存时的名称(可
随意)。.TGZ为文件类型,不能错。
5.如果前面命名不报错,画面如图所示,CF卡备份完成。拔下U盘,断电重启即可
安川机器人操作及简单故障处理
安川机器人操作及简单故障处理 一.机器人简介 1、硬件构成:我公司二期所用的日本安川公司机器人共有15 台,全部为MOTOMA^列产品,共有SK12Q SK6 SV3及UP6四种型号。四种型号的机器人都是由机器人本体,控制柜两部分构成。 机器人本体上装有伺服马达,传动机构及减速机构等机械装置。这几种型号的机器人都是有六个轴关节,由六台伺服马达和六套传动机构组成。六个轴的名称分别为S、L、U、R、B、T 轴,其中S 轴控制整个本体的来回旋转、L 轴控制机器人下臂的前后摆动、U 轴控制机器人上臂上下摆动、R轴控制上臂的来回旋转、B轴控制机器人手腕的上下摆动、T 轴控制手腕的来回旋转。六个马达共同运动可以使机器人运行到其工作范围内的任意的一个空间位置。 控制柜内装有全部控制装置、再现操作盒及示教盘。控制装置包括主计算机(CPU单元),伺服马达驱动器,各种外部信号输入输出板,电源装置等。此系列机器人电源的额定输入为AC220V 50/60HZ三相电源, 在国内使用时必须配备电源变压器。再现操作盒上装有各种操作按纽、指示灯及通讯口等装置。示教盘上有液晶显示器和各种操作按纽,主要用于编写程序、操作机器人及观察其工作状况等。 2、机器人工作方式:机器人的工作方式为示教再现型,即由操作者操作机 器人完成一遍所有的预定动作,机器人记录下所走过各个位置点的坐标随后自动运行中按照示教的位置、速度完成所有动作。
机器人运动时的坐标系统有五个分别为:关节坐标系、直角坐标系、圆柱坐标系、工具坐标系和用户坐标系。机器人在关节坐标系中运动方式为各轴单独运动互不影响;在直角坐标系中机器人以本体轴的X、Y、Z三个方向平行移动;在圆柱坐标系中机器人以本体轴Z轴为中心回旋、直角或平行移动;在工具坐标系中机器人以工具尖端点的X、Y、Z 轴平行移动;在用户坐标系中由用户在机器人工作的范围之内任意设定不同角度的X、Y Z轴,机器人可延所设的各轴平行移动。 二.机器人的操作和程序的编写 1、再现操作盒操作键说明:见P2-3 2、示教盘操作键说明:见P2-6 3、程序结构说明:机器人的程序语言为安川公司自己开发的专用语言(INFORMII ),其指令主要分为移动指令、输入输出指令、控制指令和平移指令、运算指令等。 移动指令主要有MOV(J 关节移动),MOV(L 直线移动),MOV(C 圆弧移动)等。其功能是控制机器人以移动命令规定的方式和速度运行到命令指定的位置。 输入输出指令主要有DOUT(开关量输出的ON或OFF, DIN (将外部开关量输入信号读入),WAIT(等待外部执行条件满足),AOUT(模拟信号输出)等。
安川机器人 程序示例
1 NOP 程序起始命令(空指令) 2 *cycle 注释:循环运行 3 MOVJ C00000 VJ=100.00 point ①:距对中台大概150mm的位置 4 PULSE OT#(68) T=0.50 RB时间测量point11 (取出待机位置) 5 *Loop1 abel:Loop1 6 JUMP *cyclstop IF IN#(16)=ON JUMP命令:循环停止指令 IN16为ON则跳至No.50 label「CYCLESTOP」 7 JUMP *Whip_out IF IN#(18)=ON JUMP命令:可取出压机板件 IN18为ON则跳至No.8 label「Whipout」 8 *Whip_out label:Whip_out (去取对中台上的板件的工序) 9 PULSE OT#(31) T=1.00 脉冲信号(输出指定时间:开始取出 OUT31 10 PULSE OT#(16) T=1.00 脉冲信号(输出指定时间):吸取指令 OUT16 ON 11 MOVJ C00001 VJ=100.00 point ②:DF对中台吸取位置上(大概50mm上) 12 PULSE OT#(57) T=0.50 RB时间测量point2 (吸取位置上) 13 MOVL C00002 V=1500.0 PL=1 point ③:DF对中台上板件吸取位置 14 PULSE OT#(58) T=0.50 RB时间测量point3 (吸取位置) 15 TIMER T=0.05 定位精度提升的时间 16 WAIT IN#(24)=ON 待输入:吸取确认 ON 17 PULSE OT#(59) T=0.50 RB时间测量 (吸取完毕) 18 方MOVJ C00003 VJ=100.00 point ④:DF对中台吸取位置上(Z方向上升至与point①同样位置,X方向稍微移至负方 19 PULSE OT#(60) T=0.50 RB时间测量point4 (吸取位置上) 20 TIMER T=0.10 ?定位精度提升的时间? 21 PULSE OT#(27) T=1.00 脉冲信号:取出完毕 OUT27 22 MOVJ C00004 VJ=90.00 point ⑤:No.1压机投入待机位置 23 PULSE OT#(61) T=0.50 RB时间测量point5 (取出待机位置) 24 PULSE OT#(62) T=0.50 RB时间测量point6 (投入待机位置) 25 WAIT IN#(22)=ON 待输入:板件投入侧压机无异常 26 WAIT IN#(21)=ON 待输入:压机投料允许 27 PULSE OT#(32) T=0.50 脉冲信号:投入开始 OUT32 28 PULSE OT#(33) T=1.00 脉冲信号:往投入压机发出模具返回指令 OUT33 29 MOVJ C00005 VJ=80.00 point ⑥:投入轨迹时的RB手柄防振用的减速 30 MOVL C00006 V=1500.0 PL=4 point ⑦:板件释放位置上 31 PULSE OT#(63) T=0.50 RB时间测量point7 (释放位置上) 32 MOVL C00007 V=1500.0 PL=3 point ⑧:板件释放位置 33 PULSE OT#(64) T=0.50 RB时间测量point8 (释放位置) 34 TIMER T=0.10 定位精度提升的时间 35 PULSE OT#(17) T=1.00 OUT17脉冲信号:释放指令 36 WAIT IN#(24)=OFF 待输入:时间测量point OFF 37 PULSE OT#(65) T=0.50 RB时间测量(释放完了)
安川机器人操作及简单故障处理
安川机器人操作及简单故障处理 一.机器人简介 1、硬件构成:我公司二期所用的日本安川公司机器人共有15 台,全部为MOTOMAN系列产品,共有SK120, SK6, SV3及UP6四种型号。四种型号的机器人都是由机器人本体,控制柜两部分构成。 机器人本体上装有伺服马达,传动机构及减速机构等机械装置。这几种型号的机器人都是有六个轴关节,由六台伺服马达和六套传动机构组成。六个轴的名称分别为S、L、U、R、B、T轴,其中S轴控制整个本体的来回旋转、L轴控制机器人下臂的前后摆动、U轴控制机器人上臂上下摆动、R 轴控制上臂的来回旋转、B轴控制机器人手腕的上下摆动、T轴控制手腕的来回旋转。六个马达共同运动可以使机器人运行到其工作围的任意的一个空间位置。 控制柜装有全部控制装置、再现操作盒及示教盘。控制装置包括主计算机(CPU单元),伺服马达驱动器,各种外部信号输入输出板,电源装置等。此系列机器人电源的额定输入为AC220V 50/60HZ三相电源,在国使用时必须配备电源变压器。再现操作盒上装有各种操作按纽、指示灯及通讯口等装置。示教盘上有液晶显示器和各种操作按纽,主要用于编写程序、操作机器人及观察其工作状况等。
2、机器人工作方式:机器人的工作方式为示教再现型,即由操作者操作机器人完成一遍所有的预定动作,机器人记录下所走过各个位置点的坐标随后自动运行中按照示教的位置、速度完成所有动作。 机器人运动时的坐标系统有五个分别为:关节坐标系、直角坐标 系、圆柱坐标系、工具坐标系和用户坐标系。机器人在关节坐标系中运动方式为各轴单独运动互不影响;在直角坐标系中机器人以本体轴的X、Y、Z三个方向平行移动;在圆柱坐标系中机器人以本体轴Z轴为中心回旋、直角或平行移动;在工具坐标系中机器人以工具尖端点的X、Y、Z 轴平行移动;在用户坐标系中由用户在机器人工作的围之任意设定不同角度的X、Y、Z轴,机器人可延所设的各轴平行移动。 二.机器人的操作和程序的编写 1、再现操作盒操作键说明:见P2-3 2、示教盘操作键说明:见P2-6 3、程序结构说明:机器人的程序语言为安川公司自己开发的专用语言(INFORM II),其指令主要分为移动指令、输入输出指令、控制指令和平移指令、运算指令等。 移动指令主要有MOVJ (关节移动),MOVL (直线移动),MOVC (圆弧移动)等。其功能是控制机器人以移动命令规定的方式和速度运行到命令指定的位置。 输入输出指令主要有DOUT (开关量输出的ON或OFF), DIN (将外
安川机器人操作及简单故障处理
安川机器人操作及简单 故障处理 集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-
安川机器人操作及简单故障处理一.机器人简介 1、硬件构成:我公司二期所用的日本安川公司机器人共有15 台,全部为MOTOMAN系列产品,共有SK120,SK6,SV3及UP6四种型号。四种型号的机器人都是由机器人本体,控制柜两部分构成。 机器人本体上装有伺服马达,传动机构及减速机构等机械装置。这几种型号的机器人都是有六个轴关节,由六台伺服马达和六套传动机构组成。六个轴的名称分别为S、L、U、R、B、T轴,其中S轴控制整个本体的来回旋转、L轴控制机器人下臂的前后摆动、U轴控制机器人上臂上下摆动、R轴控制上臂的来回旋转、B轴控制机器人手腕的上下摆动、T轴控制手腕的来回旋转。六个马达共同运动可以使机器人运行到其工作范围内的任意的一个空间位置。 控制柜内装有全部控制装置、再现操作盒及示教盘。控制装置包括主计算机(CPU单元),伺服马达驱动器,各种外部信号输入输出板,电源装置等。此系列机器人电源的额定输入为AC220V50/60HZ三相电源,在国内使用时必须配备电源变压器。再现操作盒上装有各种操作按纽、指示灯及通讯口等装置。示教盘上有液晶显示器和各种操作按纽,主要用于编写程序、操作机器人及观察其工作状况等。 2、机器人工作方式:机器人的工作方式为示教再现型,即由操
作者操作机器人完成一遍所有的预定动作,机器人记录下所走过各个位置点的坐标随后自动运行中按照示教的位置、速度完成所有动作。 机器人运动时的坐标系统有五个分别为:关节坐标系、直角坐标 系、圆柱坐标系、工具坐标系和用户坐标系。机器人在关节坐标系中运动方式为各轴单独运动互不影响;在直角坐标系中机器人以本体轴的X、Y、Z三个方向平行移动;在圆柱坐标系中机器人以本体轴Z轴为中心回旋、直角或平行移动;在工具坐标系中机器人以工具尖端点的X、Y、Z轴平行移动;在用户坐标系中由用户在机器人工作的范围之内任意设定不同角度的X、Y、Z 轴,机器人可延所设的各轴平行移动。 二.机器人的操作和程序的编写 1、再现操作盒操作键说明:见P2-3 2、示教盘操作键说明:见P2-6 3、程序结构说明:机器人的程序语言为安川公司自己开发的专 用语言(INFORMII),其指令主要分为移动指令、输入输出指令、控制指令和平移指令、运算指令等。 移动指令主要有MOVJ(关节移动),MOVL(直线移动),MOVC(圆弧移动)等。其功能是控制机器人以移动命令规定的方式和速度运行到命令指定的位置。
安川机器人程序示例
安川机器人程序示例集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-
1N O P程序起始命令(空指令)2*cycle注释:循环运行 3MOVJ?C00000?VJ=100.00point?①:距对中台大概150mm的位置 4PULSE?OT#(68)?T=0.50RB时间测量point11?(取出待机位置) 5*Loop1abel:Loop1 6JUMP?*cyclstop?IF?IN#(16)=ON JUMP命令:循环停止指令?IN16为ON则跳至No.50?label「CYCLESTOP」7JUMP?*Whip_out?IF?IN#(18)=ON JUMP命令:可取出压机?板件?IN18为ON则跳至No.8?label「Whipout」8*Whip_outlabel:Whip_out?(去取对中台上的板件的工序) 9PULSE?OT#(31)?T=1.00脉冲信号(输出指定时间:开始取出?OUT31 10PULSE?OT#(16)?T=1.00脉冲信号(输出指定时间):吸取指 令?OUT16?ON 11MOVJ?C00001?VJ=100.00point?②:DF对中台吸取位置上(大概50mm 上) 12PULSE?OT#(57)?T=0.50RB时间测量point2?(吸取位置上) 13MOVL?C00002?V=1500.0?PL=1point?③:DF对中台上板件吸取位置 14PULSE?OT#(58)?T=0.50RB时间测量point3?(吸取位置) 15TIMER?T=0.05定位精度提升的时间 16WAIT?IN#(24)=ON待输入:吸取确认?ON 17PULSE?OT#(59)?T=0.50RB时间测量?(吸取完毕)
安川机器人操作及简单故障处理
安川机器人操作及简单故障处理一.机器人简介 1、硬件构成:我公司二期所用的日本安川公司机器人共有15 台,全部为MOTOMAN系列产品,共有SK120,SK6,SV3及UP6四种型号。四种型号的机器人都是由机器人本体,控制柜两部分构成。 机器人本体上装有伺服马达,传动机构及减速机构等机械装置。这几种型号的机器人都是有六个轴关节,由六台伺服马达和六套传动机构组成。六个轴的名称分别为S、L、U、R、B、T轴,其中S轴控制整个本体的来回旋转、L轴控制机器人下臂的前后摆动、U轴控制机器人上臂上下摆动、R轴控制上臂的来回旋转、B轴控制机器人手腕的上下摆动、T轴控制手腕的来回旋转。六个马达共同运动可以使机器人运行到其工作范围内的任意的一个空间位置。 控制柜内装有全部控制装置、再现操作盒及示教盘。控制装置包括主计算机(CPU单元),伺服马达驱动器,各种外部信号输入输出板,电源装置等。此系列机器人电源的额定输入为AC220V 50/60HZ三相电源,在国内使用时必须配备电源变压器。再现操作盒上装有各种操作按纽、指示灯及通讯口等装置。示教盘上有液晶显示器和各种操作按纽,主要用于编写程序、操作机器人及观察其工作状况等。 2、机器人工作方式:机器人的工作方式为示教再现型,即由操作者操作机器人完成一遍所有的预定动作,机器人记录下所走过各个位
置点的坐标随后自动运行中按照示教的位置、速度完成所有动作。 机器人运动时的坐标系统有五个分别为:关节坐标系、直角坐标系、圆柱坐标系、工具坐标系和用户坐标系。机器人在关节坐标系中运动方式为各轴单独运动互不影响;在直角坐标系中机器人以本体轴的X、Y、Z三个方向平行移动;在圆柱坐标系中机器人以本体轴Z轴为中心回旋、直角或平行移动;在工具坐标系中机器人以工具尖端点的X、Y、Z 轴平行移动;在用户坐标系中由用户在机器人工作的范围之内任意设定不同角度的X、Y、Z轴,机器人可延所设的各轴平行移动。 二.机器人的操作和程序的编写 1、再现操作盒操作键说明:见P2-3 2、示教盘操作键说明:见P2-6 3、程序结构说明:机器人的程序语言为安川公司自己开发的专用语言(INFORM II),其指令主要分为移动指令、输入输出指令、控制指令和平移指令、运算指令等。 移动指令主要有MOVJ(关节移动),MOVL(直线移动),MOVC(圆弧移动)等。其功能是控制机器人以移动命令规定的方式和速度运行到命令指定的位置。 输入输出指令主要有DOUT(开关量输出的ON或OFF),DIN(将外部开关量输入信号读入),WAIT(等待外部执行条件满足),AOUT(模拟信号输出)等。
安川机器人 程序示例
精心整理1NOP程序起始命令(空指令) 2*cycle注释:循环运行 3MOVJ C00000 VJ=100.00point ①:距对中台大概150mm的位置 4PULSE OT#(68) T=0.50RB时间测量point11 (取出待机位置) 5*Loop1abel:Loop1 6JUMP *cyclstop IF IN#(16)=ON JUMP命令:循环停止指令 IN16为ON则跳至No.50 label「CYCLESTOP」 7JUMP *Whip_out IF IN#(18)=ON JUMP命令:可取出压机板件 IN18为ON则跳至No.8 label「Whipout」 8*Whip_outlabel:Whip_out (去取对中台上的板件的工序) 9PULSE OT#(31) T=1.00脉冲信号(输出指定时间:开始取出 OUT31 10PULSE OT#(16) T=1.00脉冲信号(输出指定时间):吸取指令 OUT16 ON 11MOVJ C00001 VJ=100.00point ②:DF对中台吸取位置上(大概50mm上) 12PULSE OT#(57) T=0.50RB时间测量point2 (吸取位置上) 13MOVL C00002 V=1500.0 PL=1point ③:DF对中台上板件吸取位置 14PULSE OT#(58) T=0.50RB时间测量point3 (吸取位置) 15TIMER T=0.05定位精度提升的时间 16WAIT IN#(24)=ON待输入:吸取确认 ON 17PULSE OT#(59) T=0.50RB时间测量 (吸取完毕) 18方MOVJ C00003 VJ=100.00 point ④:DF对中台吸取位置上(Z方向上升至与point①同样位置,X方向稍微移至负方 19PULSE OT#(60) T=0.50RB时间测量point4(吸取位置上) 20TIMER T=0.10?定位精度提升的时间? 21PULSE OT#(27) T=1.00脉冲信号:取出完毕 OUT27 22MOVJ C00004 VJ=90.00point ⑤:No.1压机投入待机位置 23PULSE OT#(61) T=0.50RB时间测量point5 (取出待机位置) 24PULSE OT#(62) T=0.50RB时间测量point6 (投入待机位置) 25WAIT IN#(22)=ON待输入:板件投入侧压机无异常 26WAIT IN#(21)=ON待输入:压机投料允许 27PULSE OT#(32) T=0.50脉冲信号:投入开始 OUT32 28PULSE OT#(33) T=1.00脉冲信号:往投入压机发出模具返回指令 OUT33 29MOVJ C00005 VJ=80.00point ⑥:投入轨迹时的RB手柄防振用的减速 30MOVL C00006 V=1500.0 PL=4point ⑦:板件释放位置上 31PULSE OT#(63) T=0.50RB时间测量point7 (释放位置上) 32MOVL C00007 V=1500.0 PL=3point ⑧:板件释放位置 33PULSE OT#(64) T=0.50RB时间测量point8 (释放位置) 34TIMER T=0.10定位精度提升的时间 35 PULSE OT#(17) T=1.00OUT17脉冲信号:释放指令 36WAIT IN#(24)=OFF待输入:时间测量point OFF 37PULSE OT#(65) T=0.50RB时间测量(释放完了) 38MOVJ C00008 VJ=100.00point ⑨:板件释放位置上 39PULSE OT#(66) T=0.50RB时间测量point9 (释放位置上) 40MOVJ C00009 VJ=80.00point ⑩:返回轨迹时的RB手柄防振减速 41MOVJ C00010 VJ=60.00point ?:point⑤返回No.1压机投入待机位置
安川机器人涂胶系统方案设计说明书
XXXX 有限公司 方 案 设 计 说 明 书
2014年01月08日 目录 一、项目内容 二、系统设计依据 三、系统方案介绍 四、系统主要设备构成 五、系统主要设备说明 六、工作环境条件 七、附表、附图 八、附件
一、项目内容 1.设备名称: 四门两盖涂胶系统 2.设备数量: 2套 3.设备用途: 四门两盖涂胶。 二、系统设计依据 1.技术要求。 2.MOTOMAN-MH50/ES165D机器人的特性参数。 3. GRACO涂胶系统参数(客户现场设备,客户负责自行改造) 三、系统方案介绍 1.系统概述: MH50机器人2套、胶泵4套、胶枪4把、控制系统及安全防护装置1套。 2.作业流程: A、操作者将工件放置在夹具上,操作者退出光栅区后按下启动按钮。 B、机器人进行注胶(折边胶和减震胶),MH50机器人自动切换胶枪。 B、或者机器人进行注胶(折边胶和减震胶),ES165D机器人带两把胶枪。 C、操作者取件,操作者退出光栅区后按下启动按钮。 D、人自动下移,并开始注胶。
E、依次循环。 3.生产节拍依据客户生产需要 4.系统特点: ⑴本系统选用的日本安川MOTOMAN- MH50,有如下特点: ●机器人R臂上特别设计机构部位有动力电缆接口、水管接口、气管接口以及电气控制接口。电缆紧凑结构可以使机器人方便的接近夹具和工件,将极大的降低对夹具结构的设计要求。 ●与普通机器人相比,该型机器人电缆寿命有很大的提高;普通机器人电缆使用寿命是2000到4000小时,该型机器人电缆使用寿命可以达到24000小时。因此,这将降低用户机器人维护保养费用,同时将极大减少机器人维护工作量以及由于维护保养所造成的非生产时间。 ●该型机器人具备很强的扩展应用能力。由于电缆的可确定性,以后应用机器人离线编程功能,则可以在计算机上直接进行编程示教,然后输入到机器人控制柜内对离线编程动作基本不做修改就可以启动运转。(离线编程功能是选项) ●具有中文界面的机器人操作系统,方便操作者在很短的时间内就掌握机器人的基本操作功能,充分发挥机器人的生产效率,使机器人投资最快地产生效益。 四、系统主要设备构成 自动切换胶枪模式:
安川机器人远程控制总结机器人端
安川机器人远程控制总结 一、m aster程序 1、master程序的设置 单击【主菜单】—>选择屏幕上的【程序内容】—>【新建程序】,如图1-1。 图1-1 单击【选择】显示如图1-2所示的界面,单击【选择】,输入程序名,单击软键盘【ENTER】,显示如图1-3所示的界面,单击【执行】,此处程序名为“MASTER”,程序创建完毕。 图1-2 图1-3 单击【主菜单】—>选择屏幕上的【程序内容】—>【主程序】,如图1-4。 图1-4 单击【选择】,显示如图1-5所示的设置主程序界面。 图1-5 单击【选择】,出现如图1-6所示的界面,单击【向下】选择“设置主程序”。 图1-6
显示如图1-7所示的界面,单击【向下】选择“MASTER”单击【选择】。 如图1-7 主程序设置完毕。 2、MASTER程序的编辑 单击【主菜单】—>选择【程序内容】—>【选择程序】—>【选择】,出现如图1-7所示的界面,单击【向下】,选择“MSATER”,单击【选择】。在如图2-1所示的界面下编辑主程序。 图2-1 此处以2个工位,每个工位3种工件的工作站为例创建主程序内容,需要熟悉机器人示教器的基本操作(如【命令一览】【插入】【回车】【选择】)。 插入DOUT OT#(1) OFF程序举例: 光标定位在左侧行号处,如图2-2,如图单击【命令一览】,选择【I/O】,单击【选择】,选择【DOUT】,如图2-3所示的界面 图2-2 图2-3 单击【选择】,显示如图2-4所示的界面,光标定位在“DOUT”上,单击【选择】,显示如图2-5所示的界面,光标定位到“数据”行的ON,单击【选择】,切换成“OFF”,
(参考)MOTOMAN机器人使用说明书
1 设定诊断篇的概要 2 关于安全系统 2.1 根据安全模式设定的保护 2.1.1安全模式 安全模式的变更 2.1.2用户口令 用户口令的变更 3 系统设定 3.1 原点位置校对 3.1.1原点位置校对 3.1.2操作方法 进行全轴登录 进行各轴单独登录 变更绝对原点数据 清除绝对原点数据 3.1.3机器人的原点位置姿态 3.2 设定第二原点的位置 3.2.1操作目的 3.2.2设定第二原点位置的方法 3.2.3发生报警后的处理 3.3 时间的设定 3.4 再现速度设定值的修改 3.5 解除全部极限功能 3.6 解除超程/解除防碰撞传感器 3.7 干涉区域 3.7.1干涉区域 3.7.2立方体干涉区域 立方体干涉区域 设定方法的种类 设定操作 3.7.3轴干涉区域 轴干涉区域 设定操作 3.8 作业原点设定 3.8.1作业原点 3.8.2作业原点的操作 作业原点位置的显示 作业原点的输入、变更 向作业原点的移动
作业原点信号的输出 3.9 工具尺寸的设定 3.9.1工具文件的登录 工具文件的个数 输入坐标值 输入工具姿态数据 3.9.2工具校验 什么是工具校验 示教 校验数据的清除 控制点的确认 3.10 用户坐标的设定 3.10.1所谓用户坐标 用户坐标的定义 用户坐标文件个数 3.10.2用户坐标的设定 用户坐标文件的选择 用户坐标的示教 3.11 输出状态的修改 3.12 软校验的暂时解除 3.13 文件初始化 3.13.1 程序初始化 3.13.2 文件初始化 3.13.3 参数初始化 4 系统配置的修改 4.1 IO单元的追加 4.2 基座与工装轴的追加 4.2.1 基座轴的设定 4.2.2 工装轴的设定 5 系统诊断 5.1 系统版本 5.2 输入输出状态 5.2.1 通用输入 通用输入画面的显示 通用输入的详细画面的显示 5.2.2 通用输出 通用输出画面的显示 通用输出详细画面的显示 输出状态的修改 信号名称的变更