所有压铸模具接受标准
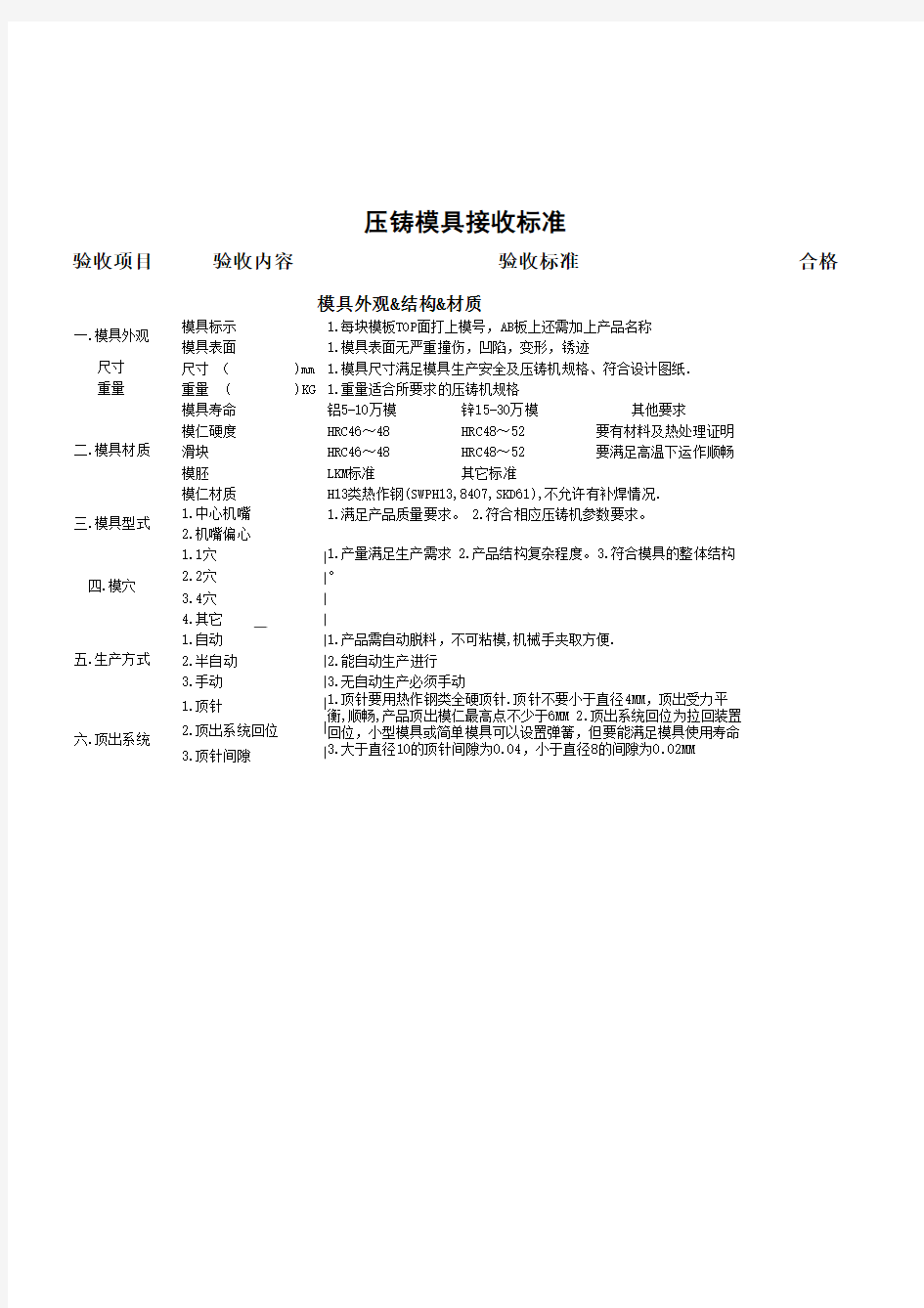
模具标示模具表面尺寸尺寸 ( )mm 重量
重量 ( )KG 模具寿命铝5-10万模锌15-30万模 其他要求模仁硬度HRC46~48HRC48~52要有材料及热处理证明滑块HRC46~48HRC48~52要满足高温下运作顺畅模胚LKM标准其它标准模仁材质1.中心机嘴2.机嘴偏心1.1穴2.2穴3.4穴4.其它1.自动2.半自动3.手动1.顶针2.顶出系统回位3.顶针间隙压铸模具接收标准验收内容 1.模具表面无严重撞伤,凹陷,变形,锈迹1.顶针要用热作钢类全硬顶针.顶针不要小于直径4MM,顶出受力平衡,顺畅,产品顶出模仁最高点不少于6MM 2.顶出系统回位为拉回装置回位,小型模具或简单模具可以设置弹簧,但要能满足模具使用寿命
3.大于直径10的顶针间隙为0.04,小于直径8的间隙为0.02MM 六.顶出系统验收项目
1.重量适合所要求的压铸机规格四.模穴
2.能自动生产进行五.生产方式
一.模具外观 3.无自动生产必须手动合格验收标准1.产品需自动脱料,不可粘模,机械手夹取方便.1.产量满足生产需求 2.产品结构复杂程度。3.符合模具的整体结构。1.每块模板TOP面打上模号,AB板上还需加上产品名称1.模具尺寸满足模具生产安全及压铸机规格、符合设计图纸.模具外观&结构&材质二.模具材质
三.模具型式
H13类热作钢(SWPH13,8407,SKD61),不允许有补焊情况.1.满足产品质量要求。 2.符合相应压铸机参数要求。
相关主题