sop模板
s
No.
1234
作業規範
永安精密工業(天津)有限公司
1.0文件分類編號
適用于CB/CD00/CD30/CD82/CD12/CD62
制(修)定版本WI-M72-1/1日期
2008-7-4CD03
標 準部門審查管理代表核 准
名 稱按鈕組壓合
4.按照品質要求進行自主檢驗;12.000
工 時
頁數3.上按鈕墊板有毛刺的一面向下;按鈕組冲點下 序上 序-----一作業準備二操作程序
四品質要求
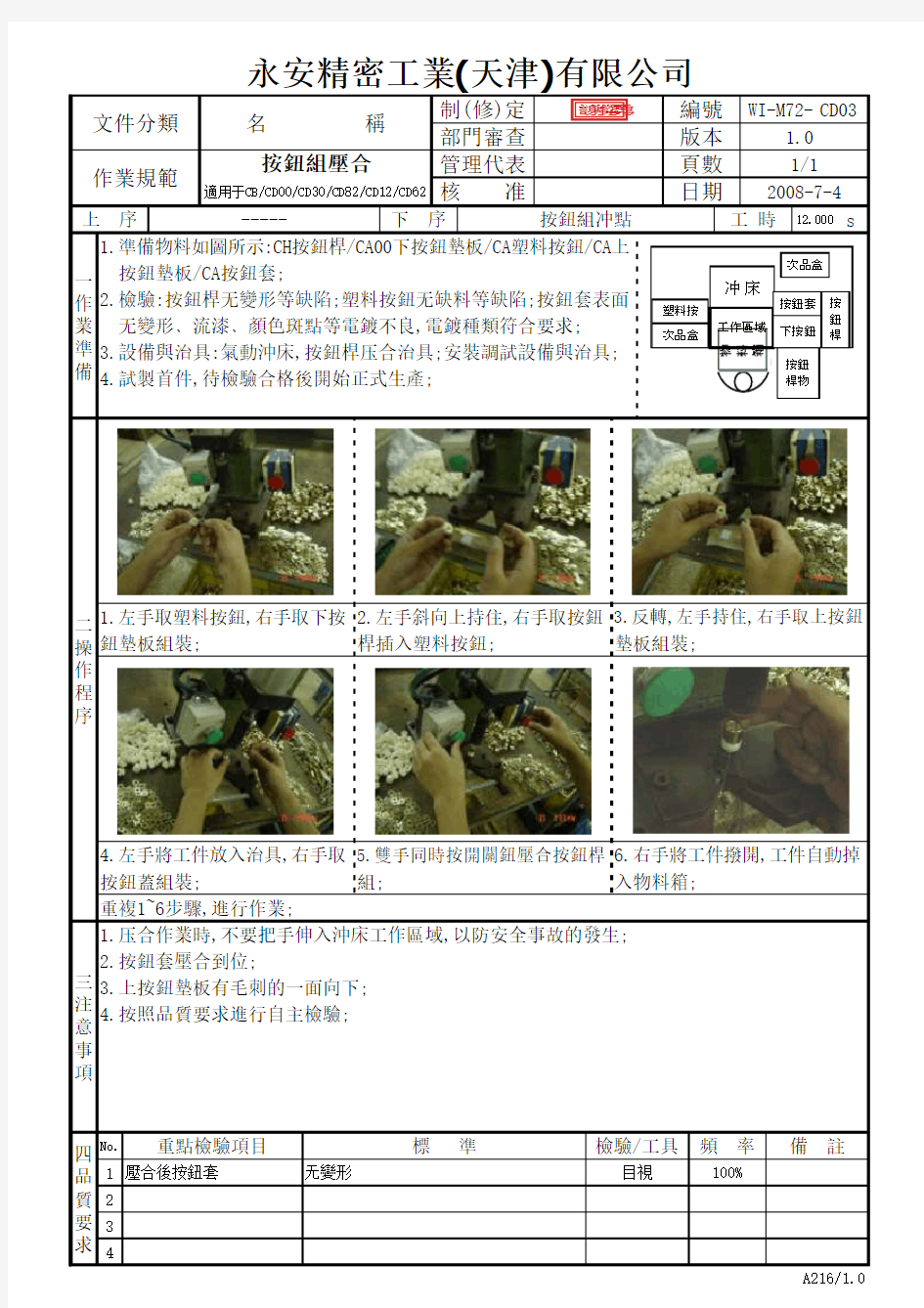
2.左手斜向上持住,右手取按鈕
3.反轉,左手持住,右手取上按鈕
鈕墊板組裝;
桿插入塑料按鈕;墊板組裝;5.雙手同時按開關鈕壓合按鈕桿6.右手將工件撥開,工件自動掉按鈕蓋組裝;三注
意事項
1.左手取塑料按鈕,右手取下按
2.按鈕套壓合到位;
4.左手將工件放入治具,右手取組;入物料箱;壓合後按鈕套檢驗/工具
目視
无變形
重複1~6步驟,進行作業;
備 註
頻 率
100%
1.準備物料如圖所示:CH按鈕桿/CA00下按鈕墊板/CA塑料按鈕/CA上 按鈕墊板/CA按鈕套;
2.檢驗:按鈕桿无變形等缺陷;塑料按鈕无缺料等缺陷;按鈕套表面 无變形﹑流漆﹑顏色斑點等電鍍不良,電鍍種類符合要求;
3.設備與治具:氣動沖床,按鈕桿压合治具;安裝調試設備與治具;
4.試製首件,待檢驗合格後開始正式生產;
1.压合作業時,不要把手伸入沖床工作區域,以防安全事故的發生;重點檢驗項目
謝
燦勇冲床
按鈕桿物
次品盒
工作區域
下按鈕按鈕套
次品盒
塑料按按鈕桿
相关主题