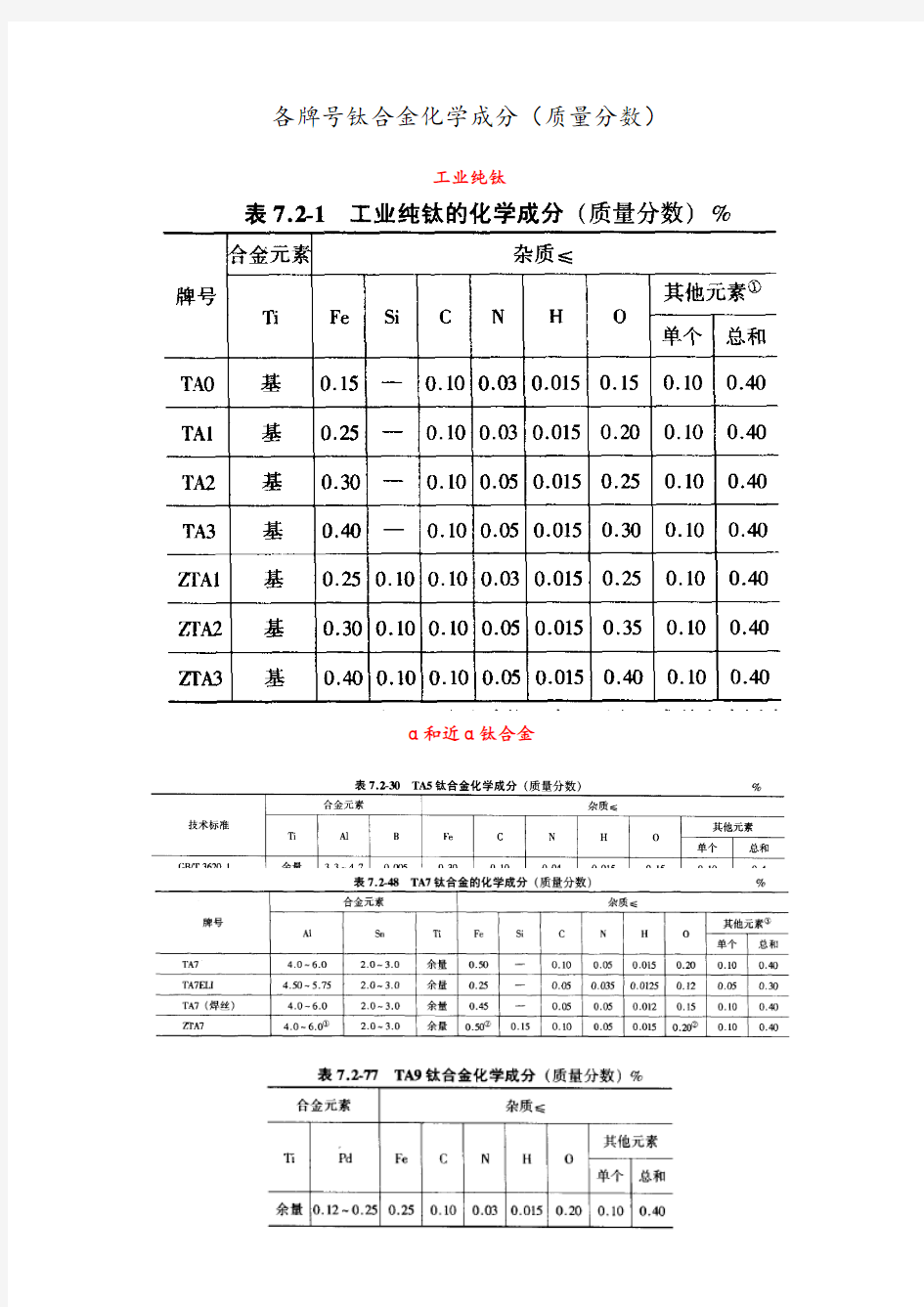
各牌号钛合金化学成分(质量分数)
各牌号钛合金化学成分(质量分数)
工业纯钛
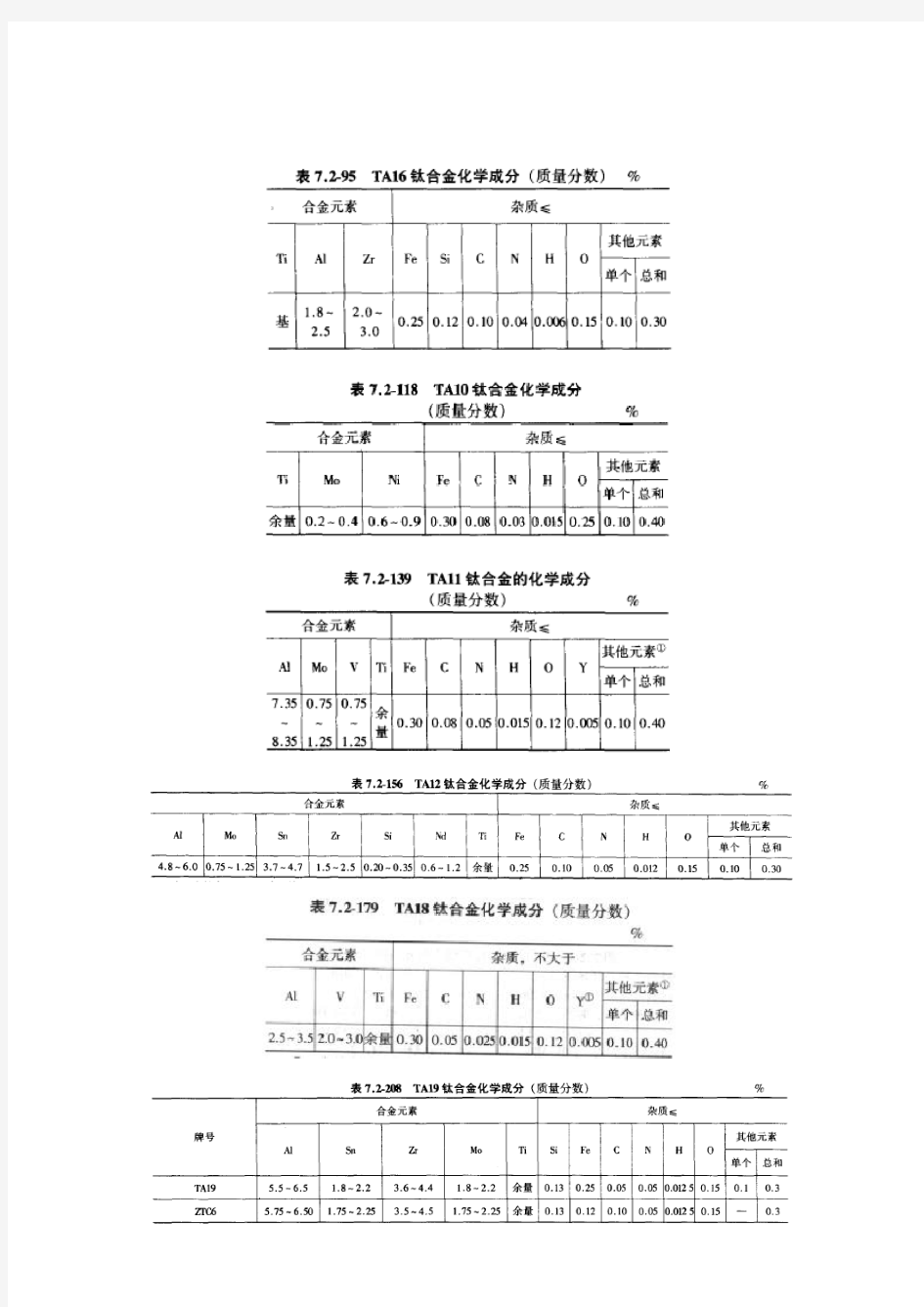
α和近α钛合金
α-β型钛合金
β和近β钛合金
钛及钛合金的分类修订稿
钛及钛合金的分类 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
钛及钛合金的分类 市场供货的钛产品主要有工业纯钛和钛合金两大类: 一.工业纯钛:钛属于多晶型金属,在低于882℃为a晶型,原子结构呈密排六方晶格,从882℃至熔点都是B晶型,呈体心立方晶格。工业纯钛在金相组织上呈现a相,如果退火完全的话,是大小基本相等等轴状单项晶格。由于存在着杂质,所以工业纯钛中也存在着少量的B相。基本上是沿着晶界分布。 工业纯钛按GB/—2007新标准共有九个牌号,TA1类型的有三个,TA2—TA4每个类型的各有两个,它们的差别就是纯度的不同。从表中我们可以看出,从TA1—TA4每个牌号都有一个后缀带ELI的牌号,这个ELI是英文低间隙元素的缩写,也就是高纯度的意思。由于Fe,C, N, H, O在a—Ti 中是以间隙元素存在的,它们的含量多少对工业纯钛的耐腐蚀性能以及力学性能产生很大的影响,C,N,O固溶于钛中可以使钛的晶格产生很大的畸变,使钛的被强烈的强化和脆化。这些杂质的存在是生产过程中由生产原料带入的,主要是海绵钛的质量。要是想生产高纯度的工业纯钛钛锭,就得使用高纯度的海绵钛。在标准中,带ELI的牌号在这6个元素含量的最高值均低于不带ELI的牌号。这些标准的修改是参照国际上或者说是西方国家的标准(我们国家的标准正在努力向西方国家靠拢,因为我们国家的很多基础工业还是比他们落后一些,很多老标准都是沿袭前苏联的),特别是在杂质的含量以及室温力学性能上各牌号的指标和国际上,以及西方国家基本上保持一致。这个新标准主要是参照ISO(国际标准)外科植入物和美国ASTM材料标准(B265, B338, B348, B381, B861, B862, B863这七
铜及铜合金牌号对照表
铜及铜合金牌号对照表 CONVERSION TABLE OF GRADES FOR COPPER & ITS ALLOYS
Werkstoffe: Automatenstahl: 11SMn30 11SMnPb30 * 11SMnPb37 * *) auc h 麻省理工学院Zus5atzen 冯Bi und Te (1.0715) (1.0718) (1.0737) Nirosta (INOX): X14CrMoS17 X8CrNiS18-9 (1.4104) (1.4305) 弄乱: CuZn38Pb1,5 CuZn39Pb3 CuZn35Ni2 CuZn40Al2 (2.0371) (2.0401) (2.0540) (2.0550) Neusilber: CuNi7Zn39Pb3Mn2 CuNi12Zn30Pb1 (2.0771) (2.0780) Kupfer: OsnaCu58S OsnaCu58Te (2.1498) (2.1546) 铝: AlMgSiPb AlCu4PbMgMn AlCu6BiPb (3.0615) (3.1645) (3.1655) Titan: 6.Al4V (3.7165) Maschinen: ? 索引Automaten □2 - □60mm ? Tornos-Langdrehautom aten □2 - □26mm ? Esco-Ringdrehautomaten □1 - □9mm ? 索引, Tornos und Esco CNC-Drehautomaten bis □100mm ? Kummer Feinstdrehautomaten ? 6-Spindel-Drehautomaten: 索引bis □32mm (CNC), 可利用的合金从瑞士METALWORKS
硅锰合金的牌号和化学成分
硅锰合金的牌号和化学成分(GB4008) 发表商友:6517 发表时间: 2004年09月15日 10:46 阅读数: 1285 ...牌号................................化学成分% ....................Mn...........Si..........C...............P..............S ....................................................Ⅰ.......Ⅱ.. (Ⅲ) ...................................................不大于 FeMn60Si25.....60.0—70.0....25.0—28.0.....0.5....0.10....0.15....0.25....0. 04 FeMn63Si22.....63.0—70.0....22.0—25.0.....0.7....0.10....0.15....0.25....0. 04 FeMn65Si20.....65.0—70.0....20.0—22.0.....1.2....0.10....0.15....0.20....0. 04 FeMn65Si17.....65.0—70.0....17.0—20.0.....1.8....0.10....0.15....0.20....0. 04
FeMn60Si17.....60.0—70.0....17.0—20.0.....1.8....0.10....0.15....0.20....0. 04 FeMn65Si14.....65.0—70.0....14.0—17.0.....2.5....0.10....0.15....0.20....0. 04 FeMn60Si14.....60.0—70.0....14.0—17.0.....2.5....0.20....0.25....0.30....0. 04 FeMn60Si12.....60.0—70.0....12.0—14.0.....3.0............0.30 FeMn60Si10.....60.0—70.0....10.0—12.0.....3.5............0.35
钛及钛合金牌号和化学成分汇总
《钛及钛合金牌号和化学成分》(2009/11/30 15:05) (引用地址:未提供) 目录:行业知识 浏览字体:大中小 《钛及钛合金牌号和化学成分》 目前,金属钛生产的工业方法是可劳尔法,产品为海绵钛。制取钛材传统的工艺是将海绵钛经熔铸成锭,再加工而成钛材。按此,从采矿到制成钛材的工艺过程的主要步骤为: 钛矿->采矿->选矿->太精矿->富集->富钛料->氯化->粗 TiCl4->精制->纯TiCl4->镁还原->海绵钛->熔铸->钛锭->加工->钛材或钛部件上述步骤中如果采矿得到的是金红石,则不必经过富集,可以直接进行氯化制取粗TiCI4。另外,熔铸作业应属冶金工艺,但有时也归入加工工艺。 上述工艺过程中的加工过程是指塑性加工和铸造而言。塑性加工方法又包括锻造、挤压、轧制、拉伸等。它可将钛锭加工成各种尺寸的饼材、环材、板材、管材、棒材、型材等制品,也可用铸造方法制成各种形状的零件、部件。
钛和钛合金塑性加工具有变形抗力大;常温塑性差、屈服极限和强度极限比值高、回弹大、对缺口敏感、变形过程易与模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。 故钛和钛合金的加工工艺必须考虑它们的这些特点。 钛采用塑性加工,加土尺寸不受限制,又能够大批量生产,但成材率低,加工过程中产生大量废屑残料。钛材生产的原则流程如图1—1。 针对钛塑性加工的上述缺点,近年来发展了钛的粉末冶金工艺。钛的粉末冶金流程与普通粉末冶金相同,只是烧结必须要在真空下进行。它适用乎生产大批量、小尺寸的零件,特别适用于生产复杂的零部件。这种方法几乎无须再经过加工处理,成材率高,既可充分利用钛废料作原料,又可以降低生产成本,但不能生产大尺寸的钛件。钛的粉末冶金工艺流程为:钛粉(或钛合金粉)->筛分->混合->压制成形->烧结->辅助加工->钛制品。
钛及钛合金牌号
钛及钛合金牌号、特性及应用 Ti-6Al-4V 属于热处理强化的钛合金,它具有较好的焊接性薄板成型性和锻造性能。用于制造喷气发动机压缩机叶片,叶轮等。其他如起落架轮和结构件,紧固件,支架,飞机附件,框架、桁条结构、管道,应用非常广泛。 Ti-5Al-2.5Sn 锻造时抗裂纹的能力较好,成型性尚可,焊接性良好,热处理不能强化。用于传动齿轮箱外壳,喷气发动机外壳装置及导向叶片罩,管道结构等。 Ti-8Al-1Mo-1V 成型性及锻造时抗裂纹的能力尚可,焊接性好,但不可热处理强化。用地制作喷气发动机叶片,叶轮和外壳,陀螺仪万向导向叶片罩,喷管装置的内蒙皮和框架等。 Ti-6Al-6V-2Sn 属于可热处理强化的钛合金,锻造时抗裂纹的能力好,但焊接性差。用于制造紧固件,入风口控制导向装置,试验结构件。 Ti-13V-11Cr-3Al 属于可热处理强化的钛合金,成型性良好,锻造时有一定抗裂纹能力,焊接性尚可,用作结构锻件,板状桁条结构,蒙皮,框架、支架、飞机附件,紧固件。 Ti-2.25Al-11Sn-5Zr-1Mo-0.2Si 属于可热处理强化的钛合金,锻造时抗裂纹的能力好,用于制造喷气发动机叶片,叶轮,起落架滚轮,飞机骨架、紧固件等。 Ti-6Al-2Sn-4Zr-2Mo 成型性焊接性好,锻造时有良好的抗裂纹能力,但不热处理强化。用于制造压缩机叶片,叶轮,起落架滚轮,隔圈压气机箱组合件,飞机骨架,蒙皮构件等。 Ti-4Al-3Mo-1V 属于可热处理强化的钛合金,锻造性、成型性好。用于制造飞机骨架构件。 IMI125 IMI130 IMI160 工业纯钛,抗蚀性优异,比强度较高,疲劳极限较好,锻造性好,可用普通方法锻造、成形和焊接。可制成板、棒、丝材。应用于航空、医疗、化工等方面,如排气管,防火墙、受热蒙皮以及要求塑性好、能抗蚀的零件 IMI317 属于α型钛合金,可焊接,在315~593℃具有良好的抗氧化性、强度和高温稳定性,可制造锻件及板材零件,如航空发动机压气机叶片、壳体、支架。 IMI315 属于α+β型钛合金,可热处理强化,用于航空发动机压气机盘和叶片、导弹部件等。IMI318 α+β型合金,锻造性及综合性能良好,是各国普遍使用的钛合金,用于航空发动机压气机盘和叶片等部件。 IMI550 α+β型钛合金,易锻造,室温强度好,蠕变抗力较高(400℃以下),持久强度高,广泛用于制造发动机及机翼滑轨,动力控制装置外壳等。 IMI551 属于α+β型钛合金高强度钛合金,它具有强度高、蠕变极限高(400℃以下),锻造性
铜合金化学成分
铜合金化学成分 编制说明 根据中国有色金属工业协会文件《关于下达2009年第一批有色金属国家、行业标准制(修)订项目计划的通知》(中色协综字[2009]165号)的要求,我公司承担了GB/T5231-2001《加工铜及铜合金化学成分和产品形状》的修订工作。该标准主管部门为中国有色金属工业协会,由全国有色金属标准化技术委员会技术归口,计划要求2011年完成修订任务,标准计划编号20091080-T-610。 为保证标准的编制水平,中铝沈阳有色金属加工有限公司成立了标准编制小组,进行了全面的市场调研,并以函件的形式向同行业广泛征询修订意见及相关技术数据,全面准确地了解铜加工行业近几年的发展动态。标准修订过程中经过多次征询意见,2010年2月形成了该标准讨论稿,四月武夷山会议及八月呼和浩特会议两次讨论后,标准稿经过较大调整,于2011年3月形成标准送审稿。 1.我国加工铜及铜合金化学成分标准修订历程及牌号的发展概况。 我国的《铜及铜合金化学成分和产品形状》标准最早是仿效前苏联“ΓΟCΤ”标准形式,制订了YB145~148—65,1971年进行第一次修订为YB145~148-71、1985年第二次修订为GB5231~5235—85,2001年修订为GB/T5231-2001。几次修订后其中元素控制范围水平不低于发达国家水平,但其模式和系列化程度都没有突破性提高。 纳入原国家标准GB/T 5231-2001的变形铜及铜合金牌号一共有111个,其中紫铜9个,黄铜43个,青铜41个,白铜18个。但是各加工企业实际生产的牌号远不止这些,据不完全统计,近10年来申请专利的新型合金就达70余个,而各个公司、院所研究开发的新型铜合金更数倍于此,达1000个以上。随着专业化生产趋势的不断发展,合金系列化程度在迅速提高,铜合金材料的成份细化分类已成必然趋势,为适应下游用户不同生产线工艺条件的要求,个性化,精密化产品越来越多,相比10年前有了很大的变化。 本标准合金牌号达到201个(美国2009年11月18日最新公布合金牌号为397个),基本上纳入了近10年来新开发研制的热点新合金牌号,新增电子铜银合金、引线框架材料、弥散强化铜合金、高强高导铜铬、铜铬锆合金、高速轨道交通接触线及受电弓用铜合金、无铅易切削铜合金系列、海水淡化用铜合金、高耐磨铜合金等。 而且合金系列化程度显著提高,尤其是铜银系合金,铜铬系合金,铜锡系合金、铅黄铜,锌白铜,系列化程度较原国标有大幅度的提高,部分合金系的系列化程度已接近美国ASTM标准。 例如,铅黄铜,为了适应不同用户的车削条件(车速和润滑方法),将铅含量的范围细分,从而衍生出多个新合金牌号。本标准草案新增8个铅黄铜合金牌号,加上原国标中已经纳入的合金牌号11个,共19个合金牌号,含铅量上限最高值4.5,最低下限值0.05,细化程度极高。美国2009年11月18日最新公布
钛牌号分析对照详表
钛牌号对照表 2007-06-07 11:25 中国美国俄罗斯 TAD 碘化钛 Grade1 1号纯 钛 BT1-00 工业纯钛 TA1 工业纯钛 Grade2 2号纯 钛 BT1-0 工业纯钛 TA2 工业纯钛 Grade3 3号纯 钛 OT4 -0 Ti-0.8Al-0.7Sn TA3 工业纯钛 Grade4 4号纯 钛 OT4 -1 Ti-2Al-1.5Mn TA4 Ti-3Al Grade5 Ti-6Al-4V OT4 Ti-3Al-1.5Mn TA5 Ti-4Al-0.005B Grade6 Ti-5Al-2.5V BT5 Ti-5Al TA6 Ti-5Al Grade7 Ti-0.2Pd BT5 -1 Ti-5Al-2.5Sn TA7 Ti-5Al-2.5Sn Grade9 Ti-3Al-2.5V BT6 Ti-6Al-4V TA8 Ti-5Al-2.5Sn-3Cu-1.5Zr Grade10 Ti-11.5Mo-4.5Sn-6Zr BT6c Ti-6Al-4V TC1 Ti-2Al-1.5Mn Grade11 Ti-0.2Pd BT3 -1 Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3Si TC2 Ti-3Al-1.5Mn Grade12 Ti-0.3Mo-0.75Ni BT9 Ti-6.5Al-3.5Mo-0.3Si TC3 Ti-4Al-4V A-1
Ti-5Al-2.5Sn BT/4 Ti-5Al-3Mo-1.5V TC4 Ti-6Al-4V A-3 Ti-6Al-2Nb-1Ta BT16 Ti-2.8Al-5Mo-5V TC6 Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3Si A-4 Ti-8Al-1Mo-1V BT18 Ti-8Al-0.6Mo-11Zr-1Nb TC7 Ti-6Al-0.6Cr-0.4Fe-0.4Si-0.01B AB-1 Ti-6Al-4V BT19 Ti-3Al-5.5Mo-3.5V-5.5Cr-1Zr TC9 Ti-6.5Al-3.5Mo-2.5Sn-0.3Si AB-3 Ti-6Al-6V-2Sn BT20 Ti-6Al-1.5Mo-1.5V TC10 Ti-6Al-6V-2Sn-0.5Cu-0.5Fe AB-4 Ti-6Al-2Sn-4Zr-2Mo BT22 Ti-5.5Al-5V-5Mo-1.5Cr-1.0Fe TC11 Ti-6Al-3.5Mo-1.5Zr-0.3Si AB-5 Ti-3Al-2.5V ПT-3B Ti-4Al-2V TB2 Ti-5Mo-5V-3Cr-3Al B-1 Ti-3Al-13V-11Cr ПT-7M Ti-2Al
钛及钛合金牌号和化学成分汇总
(2009/11/30 15:05) 《钛及钛合金牌号和化学成分》(引用地址:未提供) ★阿里同摘目录:行业知识 小浏览字体:大中《钛及钛合金牌号和化学成分》 目前,金属钛生产的工业方法是可劳尔法,产品为海绵钛。制取钛材传统的工艺是将海绵钛经熔铸成锭,再加工而成钛材。按此,从采矿到制成钛材的工艺过程的主要步骤为: 钛矿->采矿->选矿->太精矿->富集->富钛料->氯化->粗TiCI4->精制->纯TiCI4->镁还原->海绵钛->熔铸->钛锭->加工->钛材或钛部件上述步骤中如果采矿得到的是金红石,则不必经过富集,可以直接进行氯化制取粗TiCI4。另外,熔铸作业应属冶金工艺,但有时也归入加工工艺。 上述工艺过程中的加工过程是指塑性加工和铸造而言。塑性加工方 法又包括锻造、挤压、轧制、拉伸等。它可将钛锭加工成各种尺寸的饼材、环材、板材、管材、棒材、型材等制品,也可用铸造方法制 成各种形状的零件、部件。. 钛和钛合金塑性加工具有变形抗力大;常温塑性差、屈服极限和强度极限比值咼、回弹大、对缺口敏感、变形过程易与模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。
故钛和钛合金的加工工艺必须考虑它们的这些特点 钛采用塑性加工,加土尺寸不受限制,又能够大批量生产,但成材率低,加工过程中产生大量废屑残料。钛材生产的原则流程如图1—1。 针对钛塑性加工的上述缺点,近年来发展了钛的粉末冶金工艺。钛的粉末冶金流程与普通粉末冶金相同,只是烧结必须要在真空下进行。它适用乎生产大批量、小尺寸的零件,特别适用于生产复杂的零部件。这种方法几乎无须再经过加工处理,成材率高,既可充分利用钛废料作原料,又可以降低生产成本,但不能生产大尺寸的钛件。钛的粉末冶金工艺流程为:钛粉(或钛合金粉)->筛分->混合->压制成形->烧结->辅助加工->钛制品。 钛材生产的原则流程 钛材除了纯钛外,目前世界上已经生产出近30 种牌号的钛合金。 使用最广泛的钛合金是Ti-6AI-4V, Ti-5AI— 2.5Sn等 医用钛标准(2008/05/29 23:54) 外科植入物用钛及钛合金加工材执行标准GB/T 13810—1997 1 范围本标准规定了外科植入物用钛及钛合金加工材的技术要求、试验方法、检验规则标志、包装、运输、储存。
钛及钛合金材料精品整理
一、钛及钛合金材料 (一)材料 1.碘化钛碘与粗钛在低温下直接作用生成挥发性的碘化钛,经加热使碘化钛分解,再沉积而得到高纯度的金属钛称为碘化钛。 牌号:TAD. 符号:Til2. 纯度>99.9%(wt) 主要用于科研,如测试纯钛的化学性能、物理性能、合金化研究等。 2.海绵钛 含钛的矿石从金红石(Tio2)存在,经氯(Cl2)化生成四氯化钛(TiCl4),再用活性金属(Mg或Na)还原得到海绵状的金属钛(Ti)称为海绵钛。 镁法海绵钛:MHTi 纳法海绵钛:NHTi 海绵钛是疏松多孔,纯度99.1-99.7%(wt),其硬度HB 为100-157,是钛工业生产的原料。 海绵钛分级见表1. 3.工业纯钛 含有一定量的氧、氮、碳、硅、铁及其他元素杂质的α相钛称为工业纯钛。 工业纯钛的含钛量≮99.0%(wt) 按杂质元素含量把工业纯钛划分为四个级别,见表2.
表1 海绵钛分级(MHTi)GB/T2524-2002 产品等级Grade 产品牌号 及H B≯ Brands Ti不 小 于% wt No less than 化学成分(质量分数,%)Chemical Composition,% 布氏硬度 不大于 Brinell hardness NO more than 杂质元素不大于(% wt)Impurity,no more than Fe Si C1 C N O Mn Mg H 0级MHT-100 99.7 0.06 0.02 0.06 0.02 0.02 0.06 0.01 0.06 0.005 100 1级MHT-110 99.6 0.10 0.03 0.08 0.03 0.02 0.08 0.01 0.07 0.005 110 2级MHT-125 99.5 0.15 0.03 0.10 0.03 0.03 0.10 0.02 0.07 0.005 125 3级MHT-140 99.3 0.20 0.03 0.15 0.03 0.04 0.15 0.02 0.08 0.010 140 4级MHT-160 99.1 0.30 0.04 0.15 0.04 0.05 0.20 0.03 0.09 0.012 160 5级MHT-200 98.5 0.40 0.06 0.30 0.05 0.10 0.30 0.08 0.15 0.030 200 表2 工业纯钛分级GB/T3620.1-94. 牌号化学成 分组 Ti 杂质元素不大于(%) Fe C N H O 其他元素 单一总和 TA0 工业纯钛余量0.15 0.10 0.03 0.015 0.15 0.10 0.40 TA1 工业纯钛余量0.25 0.100.03 0.015 0.20 0.10 0.40 TA2 工业纯钛余量0.30 0.100.05 0.015 0.25 0.10 0.40 TA3 工业纯钛余量0.40 0.100.05 0.015 0.30 0.10 0.40 4.钛合金 以钛为基体金属元素和含有其他合金元素及杂质元素所组成的合金称为钛合金。 钛合金举例见表3.
常用铜材牌号对照表
各国最常用铜及铜合金牌号对照表 品种分类 中国 (GB) 国际标准 (ISO) 美国 (ASTM) 日本 (JIS) 英国 (BS) 德国 (DIN) 欧洲 (EN) TU2 Cu-OF C10100 C1011 C101 OF-Cu CW008A T2 Cu-FRHC C11000 C1100 C101 E-Cu58 TP2 Cu-DHP C12200 C1220 C106 SF-Cu CW024A 紫铜 (红铜) TP1 Cu-DLP C12000 C1201 SW-Cu CW023A 银铜 TAg0.1 CuAg0.1 C10400 C1040 CuAg0.1 H90 CuZn10 C22000 C2200 CZ101 CuZn10 CW501L H70 CuZn30 C26000 C2600 CZ106 CuZn30 CW505L H68 C26200 C2620 CuZn33 CW506L H65 CuZn35 C27000 C2700 CZ107 CuZn36 CW507L H63 CuZn37 C27200 C2720 CZ108 CuZn37 CW508L 黄铜 H62 CuZn40 C28000 C2800 CZ109 CW509L CuSn4 C51100 C5111 PB101 CuSn4 CW450K QSn4-0.3 CuSn5 C51000 C5101 CuSn5 CW451K QSn6.5-0.1 CuSn6 C51900 C5191 PB103 CuSn6 CW452K QSn8-0.3 CuSn8 C52100 C5210 CuSn8 CW453K 锡青铜 QSn6.5-0.4 BZn18-18 CuNi18Zn20 C75200 C7521 NS106 CuNi18Zn20 CW409J BZn18-26 CuNi18Zn27 C77000 C7701 NS107 CuNi18Zn27 CW410J BZn15-20 C7541 锌白铜 BZn18-10 C7350 QFe0.1 (XYK-1) C19210 KFC 引线框架 QFe2.5 (XYK-4) C19400 C1940 注: 1、铜管的材质必须是TP2 或TU2挤压轧制拉伸铜管。TP2 或TU2均为纯铜,呈紫红色,又称紫铜。TU2为无氧铜,纯度高,主要用作真空器件,TP2为磷脱氧铜,多以管材供应,主要用于冷凝器、蒸发器、换热器、热交换器的零件等。 2、中国紫铜加工材按成分可分为:普通紫铜(T1、T2、T 3、T4)、无氧铜(TU1、TU2和高纯、真空无氧铜)、脱氧铜(TUP 、TUMn )、添加少量合金元素的特种铜(砷铜、碲铜、银铜)四类。
中外钛合金对照表
中外钛合金对照表 中国美国俄罗斯 TA1 工业纯钛Grade1 1号钛BT1-00 工业纯钛 TA2 工业纯钛Grade2 2号钛BT1-0 工业纯钛 TA3 工业纯钛Grade3 3号钛 TA4 工业纯钛Grade4 4号钛 TC4 TI-6AL-4V Grade5 TI-6AL-4V BT6 TI-6AL-4V TA7 TI-5AL-2.5Sn Grade6 TI-5AL-2.5Sn BT5-1 TI-5AL-2.5Sn TA9 TI-0.2 Pd Grade7 TI-0.2 Pd TA18 TI-3AL-2.5V Grade9 TI-3AL-2.5V 3B TI-3AL-2.5V TA9-1 TI-0.2 Pd ELI Grade11 TI-0.2 Pd ELI TA10 TI-0.3Mo-0.8Ni Grade12 TI-0.3Mo-0.8Ni TC4 ELI TI-6AL-4V ELI Grade23 TI-6AL-4V ELI BT6C TI-6AL-4V ELI TB5 Ti-15V-3Sn-3Cr TI15333 15V-3Sn-3Cr-3Al 钛材性能表 牌号钛及钛合金板 GB/T3621-2007 钛及钛合金棒 GB/T2965-2007 室温力学性能不小于室温力学性能不小于 抗拉强度屈服强度伸长率% 抗拉强度屈服强度伸长率% 收缩率% TA1 240 140-310 30 240 140 24 30 TA2 400 275-450 25 400 275 20 30 TA3 500 380-550 20 500 380 18 30 TA9 400 275-450 20 370 250 20 25 TB5 705-945 690-835 10-12 TC4 895 830 8-12 895 825 10 25
合金管牌号及化学成份表
合金管牌号及化学成份表 标准: GB5310 ——高压锅炉用无缝钢管 GB6479——化肥设备用高压无缝钢管 GB9948——石油裂化用无缝钢管 ASTM A213 ——Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger Tubes ASTM A335 ——Seamless Ferritic Alloy-Steel Pipe for High-Temperature Service JIS G3458 ——Alloy Steel Pipes (STPA 12/ 20/ 22/ 23/ 24/ 25/ 26) JIS G3462 ——Alloy Steel for Boiler and Heat Exchanger Tubes (STBA12/ 13/ 20/ 22) JIS G3467 ——Steel Tubes for Fired Heater (STF 410/STFA 12/ 22/ 23/ 24/ 25/ 26) DIN17175-79Ⅲ——Electrical Resistance Or Induction Welded Steel Tubes for Elevated Temperature 主要生产钢管牌号: Cr5Mo (STFA25 STPA25 STBA25 T5 P5) 15CrMo (STFA22 STPA22 STBA22 T12 P12) 1.25Cr0.5Mo (STFA23 STPA23 STBA23 T11 P11)
钛及钛合金牌号和化学成分
钛及钛合金牌号和化学成分(GB/T 3620.1-2007)
其他国家钛及钛合金牌号 美国USA 俄罗斯Russia 德国Germeny 牌号:Grade1 牌号:BT1-00 DIN 3.7025 化学成分:1号纯钛化学成分:工业纯钛Grade 1 牌号:Grade2 牌号:BT1-0 DIN 3.7035 化学成分:2号纯钛化学成分:工业纯钛Grade 2 牌号:Grade3 牌号:0T4-0 DIN 3.7055 化学成分:3号纯钛化学成分:Ti-0.8A1-0.7Sn Grade 3 牌号:Grade4 牌号:0T4-1 DIN 3.7065 化学成分:4号纯钛化学成分:Ti-2A1-1.5MN Grade 4 牌号:Grade5 牌号:0T4 DIN 3.7225 化学成分:Ti-6A1-4V 化学成分:Ti-3A1-1.5Mn Grade 1Pd 牌号:Grade6 牌号:BT5 DIN 3.7235 化学成分:Ti-5A1-2.5V 化学成分:Ti-5A1 Grade 2Pd 牌号:Grade7 牌号:BT5-1 DIN 3.7255 化学成分:Ti-0.2pd 化学成分:Ti-5A1-2.5Sn Grade 3Pd 牌号:Grade9 牌号:BT6 DIN 3.7105 化学成分:Ti-3A1-2.5V 化学成分:Ti-6A1-4V Grade 12 牌号:Grade10 牌号:BT6c DIN 3.7145 化学成分:Ti-11.5Mo-4.5Sn-6Zr 化学成分:Ti-6A1-4V Ti-6AI-2Sn-4Zr-2Mo 牌号:Grade11 牌号:BT3-1 DIN 3.7155 化学成分:Ti-0.2pd 化学成分:Ti-6A1-1.5Cr-2.5Mo-0.5Fe-0.3Si Ti-6AI-5Zr-0.5Mo
钛及钛合金牌号和化学成分
钛及钛合金牌号和化学 成分 集团档案编码:[YTTR-YTPT28-YTNTL98-UYTYNN08]
《钛及钛合金牌号和化学成分》 (2009/11/30 15:05) (引用地址:未提供) 目录: 浏览字体: 《钛及钛合金牌号和化学成分》 目前,金属钛生产的工业方法是可劳尔法,产品为海绵钛。制取钛材传统的工艺是将海绵钛经熔铸成锭,再加工而成钛材。按此,从采矿到制成钛材的工艺过程的主要步骤为: 钛矿->采矿->选矿->太精矿->富集->富钛料->氯化->粗TiCl4->精制->纯TiCl4->镁还原->海绵钛->熔铸->钛锭->加工->钛材或钛部件上述步骤中如果采矿得到的是金红石,则不必经过富集,可以直接进行氯化制取粗TiCI4。另外,熔铸作业应属冶金工艺,但有时也归入加工工艺。 上述工艺过程中的加工过程是指塑性加工和铸造而言。塑性加工方法又包括锻造、挤压、轧制、拉伸等。它可将钛锭加工成各种尺寸的饼材、环材、板材、管材、棒材、型材等制品,也可用铸造方法制成各种形状的零件、部件。
钛和钛合金塑性加工具有变形抗力大;常温塑性差、屈服极限和强度极限比值高、回弹大、对缺口敏感、变形过程易与模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。 故钛和钛合金的加工工艺必须考虑它们的这些特点。 钛采用塑性加工,加土尺寸不受限制,又能够大批量生产,但成材率低,加工过程中产生大量废屑残料。钛材生产的原则流程如图1—1。 针对钛塑性加工的上述缺点,近年来发展了钛的粉末冶金工艺。钛的粉末冶金流程与普通粉末冶金相同,只是烧结必须要在真空下进行。它适用乎生产大批量、小尺寸的零件,特别适用于生产复杂的零部件。这种方法几乎无须再经过加工处理,成材率高,既可充分利用钛废料作原料,又可以降低生产成本,但不能生产大尺寸的钛件。钛的粉末冶金工艺流程为:钛粉(或钛合金粉)->筛分->混合->压制成形->烧结->辅助加工->钛制品。 钛材生产的原则流程 钛材除了纯钛外,目前世界上已经生产出近30种牌号的钛合金。使用最广泛的钛合金是Ti-6Al-4V,Ti-5Al—2.5Sn等 医用钛标准 (2008/05/29 23:54) 外科植入物用钛及钛合金加工材执行标准
各国最常用铜及铜合金牌号对照表
中国国际标准美国日本英国德国欧洲(GB)(ISO)(ASTM)(JIS)(BS)(DIN)(EN)紫铜TU2Cu-OF C10100C1011C101OF-Cu CW008A (红铜) T2Cu-FRHC C11000C1100C101E-Cu58TP2Cu-DHP C12200C1220C106 SF-Cu CW024A TP1Cu-DLP C12000C1201SW-Cu CW023A 银铜 TAg0.1CuAg0.1C10400C1040CuAg0.1H90CuZn10C22000C2200CZ101CuZn10CW501L H70CuZn30C26000C2600CZ106CuZn30CW505L H68C26200C2620CuZn33CW506L H65CuZn35C27000C2700CZ107CuZn36CW507L H63CuZn37C27200C2720CZ108CuZn37CW508L H62CuZn40C28000C2800CZ109CW509L CuSn4C51100C5111PB101CuSn4CW450K CuSn5C51000C5101CuSn5CW451K QSn6.5-0.1CuSn6C51900C5191PB103 CuSn6CW452K QSn8-0.3CuSn8 C52100C5210 CuSn8 CW453K QSn6.5-0.4BZn18-18 CuNi18Zn20C75200C7521NS106CuNi18Zn20CW409J BZn18-26CuNi18Zn27C77000 C7701NS107 CuNi18Zn27CW410J BZn15-20C7541BZn18-10C7350 QFe0.1(XYK-1)QFe2.5(XYK-4) C19400 C1940 各国最常用铜及铜合金牌号对照表 发布日期:2009-09-28 C19210KFC 品种分类黄铜 锡青铜 QSn4-0.3 锌白铜 引线框架
铜牌号及标准
各国铜牌号及标准对照表 中国德国欧洲国际标准美国日本GB DIN EN ISO UNS JIS KRUZZEICHEN NUMBER Symbol Number Symbol Number Number TU2 OF-Cu 2.0040 Cu-OFE CW009A Cu-OF C10100 C1011 - SE-Cu 2.0070 Cu-HCP CW021A - C10300 - - SE-Cu 2.0070 Cu-PHC CW020A - C10300 - T2 E-Cu58 2.0065 Cu-ETP CW004A Cu-ETP C11000 C1100 TP2 SF-Cu 2.0090 Cu-DHP CW024A Cu-DHP C12200 C1220 - SF-Cu 2.0090 Cu-DHP CW024A Cu-DHP C12200 C1220 - SF-Cu 2.0090 Cu-DHP CW024A Cu-DLP C12200 C1220 TP1 SW-Cu 2.0076 Cu-DLP CW023A Cu-DLP C12000 C1201 H96 CuZn5 2.0220 CuZn5 CE500L CuZn5 C21000 C2100 H90 CuZn10 2.0230 CuZn10 CW501L CuZn10 C22000 C2200 H85 CuZn15 2.0240 CuZn15 CW502L CuZn15 C23000 C2300 H80 CuZn20 2.0250 CuZn20 CW503L CuZn20 C24000 C2400 H70 CuZn30 2.0265 CuZn30 CW505L CuZn30 C26000 C2600 H68 CuZn33 2.0280 CuZn33 CW506L CuZn35 C26800 C2680 H65 CuZn36 2.0335 CuZn36 CW507L CuZn35 C27000 C2700 H63 CuZn37 2.0321 CuZn37 CW508L CuZn37 C27200 C2720 HPb63-3 CuZn36Pb1.5 2.0331 CuZn35Pb1 CW600N CuZn35Pb1 C34000 C3501 HPb63-3 CuZn36Pb1.5 2.0331 CuZn35Pb2 CW601N CuZn34Pb2 C34200 - H62 CuZn40 2.0360 CuZn40 CW509N CuZn40 C28000 C3712 H60 CuZn38Pb1.5 2.0371 CuZn38Pb2 CW608N CuZn37Pb2 C35000 -
德国化学成分牌号与din系统的数字材料号对照表
QUALITY OUTLINE Following is a brief summary of available types of quality. Types not listed can be made available upon request. For further information, please feel free to contact us! Cold working steels
MATERIAL NO.DESCRIPTION/DIN AISI/SAE/ASTM OSSENBERG W 1WO 10 Extra1.1545C 105 W 1 W 11.1645C 105 W 2WO 10 Prima 10451.1730C 45 WWO 3 1.1740WO 5C 60 W 1.2056KP 690 Cr 3 NSZ1.2063145 Cr 6 L 3102 Cr 61.2067NSK D 3X 210 Cr 12ESC1.2080 420BPS 2X 42 Cr 131.2083 62 SiMnCr 4SPCR1.2101 KLS125 CrSi 51.2109 MNC105 MnCr 41.2127 5120BPS21 Mn Cr 51.2162 ESW1.2201X 165 CrV 12 1.2206Wo 120140 CrV 1 31 CrV 31.22081.2208 L 21.2210115 CrV 3CRV 1.224151 CrV 4OV 1.224259 CrV 4OVH 61 CrSiV 51.2243GBV 6 1.224838 SiCrV 6GBN 45 SiCrV 6GBV1.2249 85 CrMo 71.23041.2304 X 64 CrMo 14BSC1.2319 X 6 CrMo 4BPS 71.2341 27 CrMoV 6 121.23531.2353 S 750 CrMoV 13 141.23571.2357 1.23581.235860 CrMoV 18 5 A 2EPS 521.2363X 100 CrMoV 51 M 501.2369EPS 6981 MoCrV 42 16 1.2376BSC 2X 96 CrMoV 12 1.2378X220 CrVMo122ESV 2 D 21.2379ESMo 2 X155 CrVMo121 ESV 2 Sonder1.2378.10 74 CrW 1WO 4101.2410 UVW1.2419105 WCr 6 D 61.2436ESSX 210 CrW 12 115 W 81.24421.2442 X 130 W 5SS 5111.2453
《加工铜及铜合金牌号和化学成分》
《加工铜及铜合金牌号和化学成分》(送审稿) 编制说明 根据中国有色金属工业协会文件《关于下达2009年第一批有色金属国家、行业标准制(修)订项目计划的通知》(中色协综字[2009]165号)的要求,我公司承担了GB/T5231-2001《加工铜及铜合金化学成分和产品形状》的修订工作。该标准主管部门为中国有色金属工业协会,由全国有色金属标准化技术委员会技术归口,计划要求2011年完成修订任务,标准计划编号20091080-T-610。 为保证标准的编制水平,中铝沈阳有色金属加工有限公司成立了标准编制小组,进行了全面的市场调研,并以函件的形式向同行业广泛征询修订意见及相关技术数据,全面准确地了解铜加工行业近几年的发展动态。标准修订过程中经过多次征询意见,2010年2月形成了该标准讨论稿,四月武夷山会议及八月呼和浩特会议两次讨论后,标准稿经过较大调整,于2011年3月形成标准送审稿。 1.我国加工铜及铜合金化学成分标准修订历程及牌号的发展概况。 我国的《铜及铜合金化学成分和产品形状》标准最早是仿效前苏联“ΓΟCΤ”标准形式,制订了YB145~148—65,1971年进行第一次修订为YB145~148-71、1985年第二次修订为GB5231~5235—85,2001年修订为GB/T5231-2001。几次修订后其中元素控制范围水平不低于发达国家水平,但其模式和系列化程度都没有突破性提高。 纳入原国家标准GB/T 5231-2001的变形铜及铜合金牌号一共有111个,其中紫铜9个,黄铜43个,青铜41个,白铜18个。但是各加工企业实际生产的牌号远不止这些,据不完全统计,近10年来申请专利的新型合金就达70余个,而各个公司、院所研究开发的新型铜合金更数倍于此,达1000个以上。随着专业化生产趋势的不断发展,合金系列化程度在迅速提高,铜合金材料的成份细化分类已成必然趋势,为适应下游用户不同生产线工艺条件的要求,个性化,精密化产品越来越多,相比10年前有了很大的变化。 本标准合金牌号达到201个(美国2009年11月18日最新公布合金牌号为397个),基本上纳入了近10年来新开发研制的热点新合金牌号,新增电子铜银合金、引线框架材料、弥散强化铜合金、高强高导铜铬、铜铬锆合金、高速轨道交通接触线及受电弓用铜合金、无铅易切削铜合金系列、海水淡化用铜合金、高耐磨铜合金等。 而且合金系列化程度显著提高,尤其是铜银系合金,铜铬系合金,铜锡系合金、铅黄铜,锌白铜,系列化程度较原国标有大幅度的提高,部分合金系的系列化程度已接近美国ASTM标准。 例如,铅黄铜,为了适应不同用户的车削条件(车速和润滑方法),将铅含量的范围细分,从而衍生出多个新合金牌号。本标准草案新增8个铅黄铜合金牌号,加上原国标中已经纳入的合金牌号11个,共19个合金牌号,含铅量上限最高值4.5,最低下限值0.05,细化程度极高。美国2009年11月18日最新公布
钢材化学成份及性能对照表新.docx
牌号 SPHC DD11 (StW22) SPCC St12(DCO1 ) DC04 St37-2G St44-3G St52-3G SS330 SS400 SS540 St33 S235JR (ST37-2) S355J0 (St52-3) SPHT1 SPHT2 SPHT3 SAPH310 SAPH370 SAPH400 SAPH440 QSTE340 QSTE380 QSTE420 QSTE460 QSTE500 B440QZR B480QZR Q195 Q215A Q215B Q235A Q235B Q235C Q235D SAE1008 SAE1010 SAE1020 SAE1022 10 20 45 37Mn5 40Cr Q345B (16Mn) Q345C (16MnAl) 25Mn 常用材料化学成份及机械性能对照表 化学成份( %)机械性能 伸长率 C Si Mn S P Alt屈服强度 Mpa抗拉强度 Mpa( % ) ≤ 0.15≤0.05≤0.60≤0.035≤ 0.035≥ 0.010------≥ 270≥27 ≤ 0.12≤0.05≤0.60≤0.035≤ 0.035≥ 0.010170 ~ 360≤ 440≥22 ≤ 0.15------≤0.60≤0.025≤ 0.10------------≥ 270≥25 ≤ 0.10------≤0.50≤0.025≤ 0.035≥ 0.015140 ~ 280≥ 270≥24 ≤ 0.08------≤0.40≤0.020≤ 0.025≥ 0.015130 ~ 210≥ 270≥34 ≤ 0.17------≤1.00≤0.030≤ 0.035≥ 0.015≥215360 ~ 510≥20 ≤ 0.20------≤1.30≤0.030≤ 0.035≥ 0.015≥245430 ~ 580≥18 ≤ 0.20------≤1.60≤0.030≤ 0.035≥ 0.015≥325510 ~ 680≥16 ≤ 0.15≤0.30≤0.95≤0.035≤ 0.035------≥205330 ~ 430≥26 ≤ 0.21≤0.30≤1.40≤0.035≤ 0.035------≥245400 ~ 510≥21 ≤ 0.30≤0.25≤1.60≤0.035≤ 0.035------≥400≥ 540≥16 ------------------≤0.040≤ 0.040------≥185310 ~ 540≥10 ≤ 0.17≤0.35≤1.40≤0.035≤ 0.035------≥235360 ~ 510≥17 ≤ 0.20≤0.55≤1.60≤0.030≤ 0.030------≥355510 ~ 680≥14 ≤ 0.10≤0.35≤0.50≤0.035≤ 0.035------------≥ 270≥30 ≤ 0.18≤0.35≤0.60≤0.035≤ 0.035------------≥ 340≥25 ≤ 0.25≤0.350.30 ~0.90≤0.035≤ 0.035------------≥ 410≥20 ≤ 0.10≤0.30≤0.50 ≤0.035≤ 0.035 ≥185≥ 310≥33 ≤0.75≥225≥ 370≥32 ≥ 0.010 ≤ 0.21≤0.30≤1.40≥255≥ 400≥31 ≤0.025≤ 0.030 ≤1.50≥305≥ 440≥29 ≤1.30≥340420 ~ 540≥19 ≤ 0.12≤0.50 ≤1.40 ≤0.025≤ 0.030 Nb ≤ 0.09≥380450 ~ 590≥18 ≤1.50V ≤0.20≥420480 ~ 620≥16 ≤1.60 Ti ≤ 0.15 ≥460520 ~ 670≥14 ≤1.70≥500550 ~ 700≥12 ≤ 0.12≤0.50≤1.30≤0.025≤ 0.030 ------ ≥320440 ~ 570≥15 ≤ 0.16≤0.50≤1.50≤0.035≤ 0.030≥355480 ~ 580≥21 ≤ 0.12≤0.30≤0.50≤0.040≤ 0.035------≥195315 ~ 430≥33 ≤ 0.15≤0.35≤1.20≤0.050≤ 0.045------≥215335 ~ 450≥31 ≤ 0.15≤0.35≤1.20≤0.050≤ 0.045------≥215335 ~ 450≥31 ≤ 0.22≤0.35≤1.40≤0.050≤ 0.045------≥235370 ~ 500≥26 ≤ 0.20≤0.35≤1.40≤0.045≤ 0.045------≥235370 ~ 500≥26 ≤ 0.17≤0.35≤1.40≤0.040≤ 0.040------≥235370 ~ 500≥26 ≤ 0.17≤0.35≤1.40≤0.035≤ 0.035------≥235370 ~ 500≥26 ≤ 0.10≤0.15≤0.50≤0.020≤ 0.020------ 180Mpa 热轧320Mpa 热轧28% 热轧 0.08 ~ ------0.30 ~0.60≤0.035≤ 0.035------ 0.13/300Mpa 冷拉/370Mpa 冷拉/20% 冷拉 0.18 ~ ------0.30 ~0.60≤0.030≤ 0.050------210Mpa 热轧380Mpa 热轧25% 热轧 0.23/350Mpa 冷拉/460Mpa 冷拉/15% 冷拉 0.18 ~ ≤0.150.70 ~1.00≤0.025≤ 0.030------ 0.23 ≥490≥ 36027% 0.17 ~ 0.07 ~0.35 ~0.65≤0.035≤ 0.035------------360 ~ 460≥20 0.130.37 0.17 ~0.17 ~0.35 ~0.65≤0.035≤ 0.035------------420 ~ 530≥24 0.230.37 0.42 ~0.17 ~ 0.50 ~0.80≤0.035≤ 0.035------------≥ 590≥14 0.450.37 0.34 ~0.20 ~ 1.25 ~1.50≤0.015≤ 0.020------------≥ 720≥18 0.390.35 0.37 ~0.17 ~0.50 ~0.80≤0.035≤ 0.035------------≥ 720≥14 0.440.37 ≤ 0.20≤0.50≤1.70≤0.035≤ 0.035------≥345470 ~ 630≥24 ≤ 0.20≤0.50≤1.70≤0.030≤ 0.030≥ 0.015≥345470 ~ 630≥24 0.22 ~0.17 ~ 0.70 ~1.00≤0.035≤ 0.035------------≥ 530≥20 0.290.37 标准 BQB302 BQB402 BQB403 BQB410 BQB303 BQB310 GB/T70 SAE J1397 GB/T69 9 兴澄标 准 GB/T307 7 GB/T159 1 GB/T69 9