轧机轴承图例
轧机轴承图例
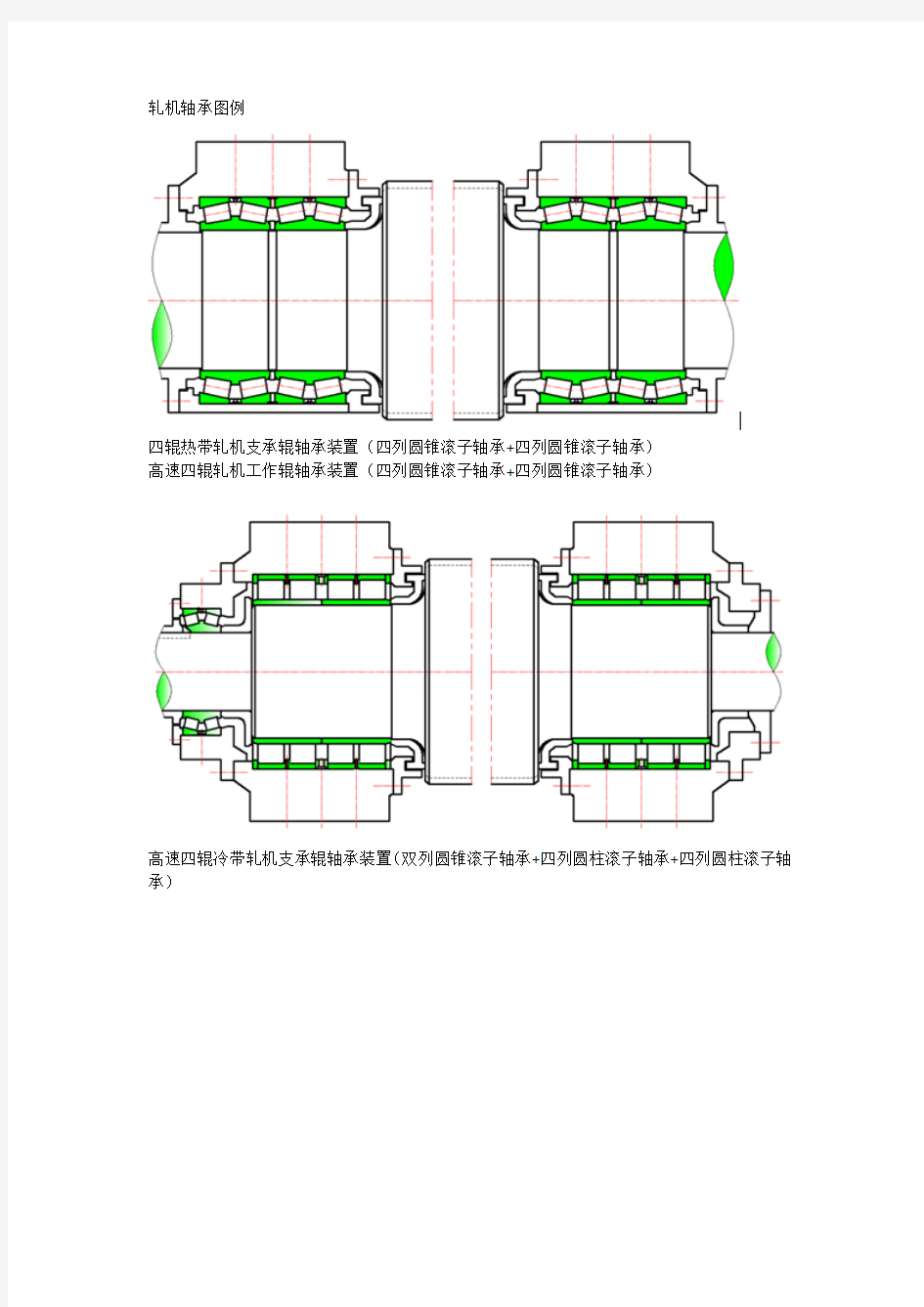
四辊热带轧机支承辊轴承装置(四列圆锥滚子轴承+四列圆锥滚子轴承)
高速四辊轧机工作辊轴承装置(四列圆锥滚子轴承+四列圆锥滚子轴承)
高速四辊冷带轧机支承辊轴承装置(双列圆锥滚子轴承+四列圆柱滚子轴承+四列圆柱滚子轴承)
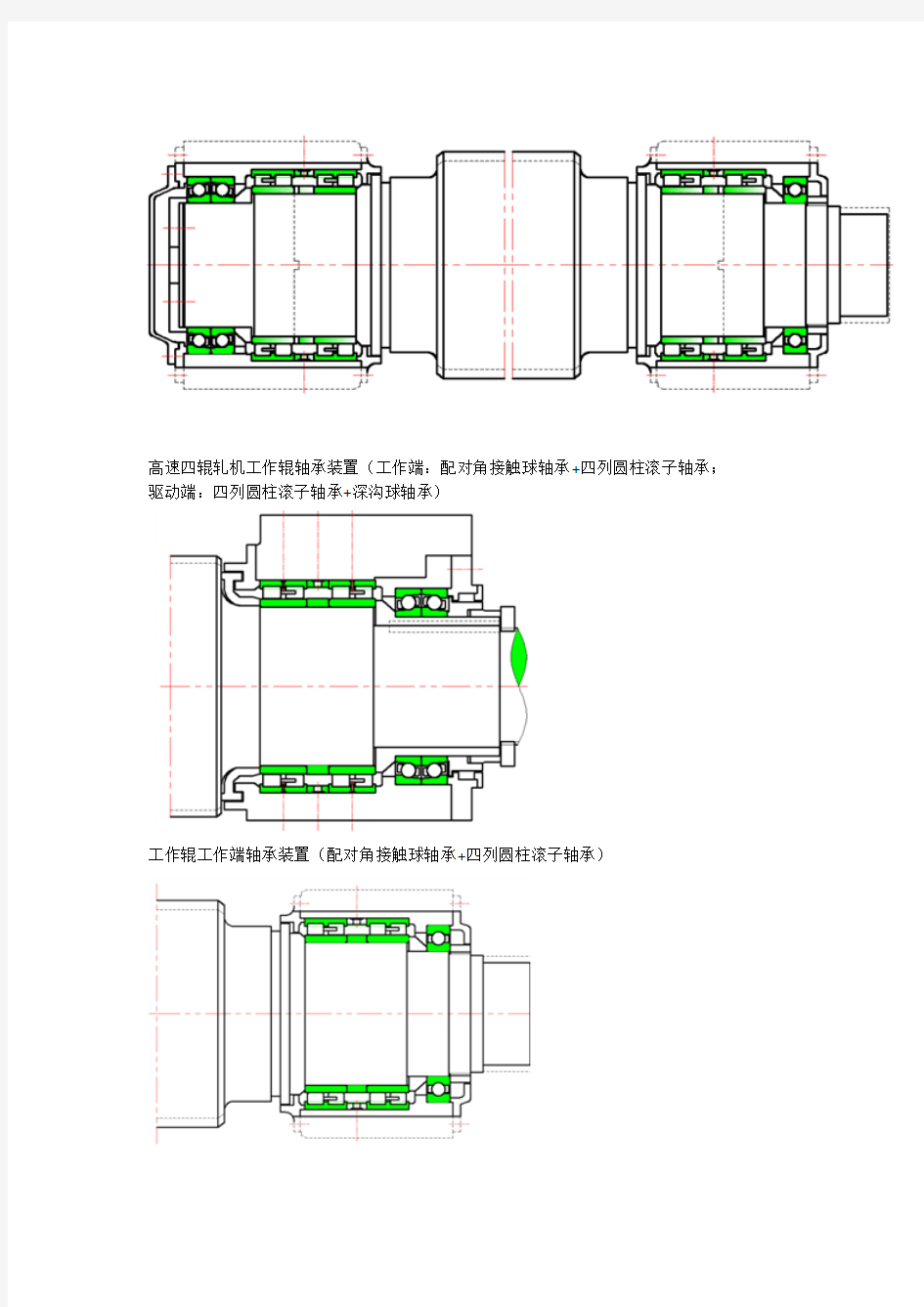
高速四辊轧机工作辊轴承装置(工作端:配对角接触球轴承+四列圆柱滚子轴承;驱动端:四列圆柱滚子轴承+深沟球轴承)
工作辊工作端轴承装置(配对角接触球轴承+四列圆柱滚子轴承)
工作辊驱动端轴承装置(深沟球轴承+四列圆柱滚子轴承)
双棍厚板轧机或开坯轧机轧辊轴承装置(工作端:双向推力圆锥滚子轴承+四列圆柱滚子轴承;
驱动端:四列圆柱滚子轴承+深沟球轴承)
20辊冷轧机支承辊轴承装置(背衬轴承)
轧机压下机构轴承装置
平整机座双辊轧机轧辊轴承配置(驱动端:双列调心滚子轴承+深沟球轴承+四列圆柱滚子轴承;
高线轧机轴承
高线轧机轴承 高线轧机轴承有四列圆锥滚子轴承和双列圆柱滚子轴承两种。一般情况下,粗、中轧机使用四列圆锥滚子轴承,精轧机使用双列圆柱滚子轴承,水平轧机和铅锤轧机使用同一型号的轴承。 无论四列圆锥滚子轴承,还是双列圆柱滚子轴承,其基本本结构与传统的轧机轴承类似,但各个零件的设计充分考虑了润滑与散热的问题,即在内圈、外圈、隔圈(对四列圆锥滚子轴承而言)、保持架、滚子(对双列圆柱滚子轴承而言)开有许多槽、孔等。这样,槽、孔形成的润滑、散热通道与轴承座、湛泸轴承提供轧辊上的通道就组成了一个可靠的润滑与散热系统,再加上良好的密封装置,使得轴承能在高速高压状态中稳定的运行。 虽然各厂商所提供的高线轧机轴承的设计风格不同,但都有一个共同点,即内圈壁厚相对同等规格的普通轴承要厚一点,外圈则相对薄一些。 高的可靠性高速线材生产线最显著的特点就是轧机连续工作的高可靠性。由于高速线材生产线的单位产量高,要求在规定的点检周期内,作为轧机上关键元件的轴承比一般轧机轴承有更高的可靠性。如果因轴承出现故障将导致整条生产线停产,这是厂家不能容忍的。因此在设计、制造高线轧机轴承时,应保证其在高速运转条件下连续工作的可靠性。 耐磨损高线轧机轴承耐磨损度要强,能适应高速旋转的工作场合。例:某高速线材生产线,出口线速度63m/s,洛阳湛泸轴承提供出口轧机轧辊的工作直径为330mm,则轴承的工作转速为3650r/min,在高转速、重载荷下长期运行,对轴承的耐磨损将是一个严峻的考验。这就要求所供轴承必须具备耐磨损的要求。 长的疲劳寿命高线轧机轴承疲劳寿命要长。在正常情况下,国外提供的高线轧机轴承使用三年(因有一半时间轧辊组件要卸机保养、整修,实际工作时间为一年半),故用户要求国产轴承至少能使用二年。 冲击韧性要好高线轧机轴承的冲击韧性要好,尤其是粗轧机使用的轴承,将连铸方坯轧制成棒料的过程中,冲击载荷很大。因此,高线轧机轴承在高转速、高冲击状态下工作不应发生破裂现象。 综上所述,高线轧机轴承的工作特性就是能在高转速、高冲击状态下连续稳定可靠的工作,并具备较长的疲劳寿命。
轴承规格表
軸承規格表 d內徑D外徑B厚度 60006200 7200 1200 NU200 30200 6300 7300 1300 NU300 30300 6400 NU400 2200 NU2200 22200 32200 2300 NU2300 22300 32300 5200 2300 5300 33007000 160006900 d D B d D B d D B d D B d D B d D B d D B d D B d D B d D B d D B 01026810309103511103014103517103014.310268 112288123210123712124213123214123717123215.912288 21532815329153511154213155215153514154217153515.915329 31735817307173510174012174714176217174016174719174017.5173222.2173510 42042820379204212204714205215207219204718205221204720.6205222.2 204212 52547825429254712255215256217258821255218256224255220.6256225.4 254712 63055930479305513306216307219309023306220307227306223.8307230.1 305513 7356293555103562143572173580213510025357223358031357226.9358034.9 356214 8406894062124068154080184090234011027408023409033408030.1409036.5 406815 9457510456812457516458519451002545120294585234510036458530.14510039.6 457516 10508010507212508016509020501102750130315090235011040509030.15011044.4 508016 11559011558013559018551002155120295514033551002555120435510033.35512049.2 559018 12609511608513609518601102260130316015035601102860130466011036.56013053.9 609518 1365100116590136510018651202365140336516037651203165140486512038.16514058.7 6510018
轧机轴承的安装与维护
轧机轴承的安装与维护 [摘要] 本文对扎机轴承的安装方式跟据轴承安装的技术要求进行了安装的探讨,并跟据轴承的安装方式探讨了润滑对轴承的重要性。 [关键词] 轴承安装维护 Rolling mill bearing installment and maintenance CHEN ning (China Aluminium Co.,Ltd Qinghai Datong,810108 ) [ Abstract ] this article installed the way to the gripping machine bearing with the specification which installed according to the bearing to carry on the installment discussion, and with installed the way according to the bearing to discuss the lubrication to the bearing importance. [ Key words ] bearing、 installs 、 maintenance 一、轧机轴承的安装 轧机轴承的使用寿命,不仅与轴承的质量有关,还与其安装使用的情况有密切关系。为此应重视轴承安装的技术要求,遵守有关的操作规程。 1、安装前的准备 (1)安装之前应对各配合作,包括辊颈、轴承箱、轴承套圈和轴承箱盖板等的配合表面进行仔细检查,检查其尺寸、形状位置精度和配合公盖是否符合设计的技术要求。(2)与轴承相配合的表面,辊颈、轴承箱孔及油孔的棱边和毛刺都必须清除掉,并清洗干净涂上润滑油。 2、四列圆柱滚子轴承的安装 (1)安装迷宫环(防水套) 迷宫环与辊颈的配合一般为较紧的动配合,安装时需用铜棒轻轻敲进。迷宫环的两瑞面必须平行并与轴身台肩和轴承内圈紧密贴合。 (2)安装内圈 四列圆柱滋子轴承的内圈与辊颈的配合为过盈配合,安装时应先将内圈加热到 90-100℃。切勿超过120℃,以防止内圈冷却后回缩不彻底。加热方法可用油槽加热也可用感应加热,绝对禁止用明火加热。 用油槽加热时内径的增大量按下列公式计算:△d=12.5×10-6△t.d 式中:△d--内圈内径加热后的增大量(mm) △t--油温与室温之差(℃),室温标准为20℃。
轴承型号含义对照表
轴承型号含义对照表, 轴承类型代号 进口轴承常用类型代号(指型号的开头的数字或者字母,比如6200,6开头就是深沟球轴承,NU,NJ为圆柱滚子轴承): 调心球轴承—1; 调心滚子轴承—2; 圆锥滚子轴承—3; 推力球轴承—5 深沟球轴承—6; 角接触球轴承—7; 圆柱滚子轴承—N; 滚针轴承—NA; 如何去看懂一个轴承,6200轴承
最右边两位数字表示轴承的公称内经尺寸当内径在20~480MM范围的时候,内径乘以五就是内径尺寸 10~17。 右起第三位是直径系列代号:直径系列代号有7,8,9,0,1,2,3,4,5等外径尺寸依次递增。 右起第四位是宽度系列代号,用8,0,1,2,3,4,5,6表示宽度尺寸递增。相同内径的同类轴承,外廓尺寸大(外径,宽度)则承载能力强。 轴承类型对照 轴承型号含义------轴承有0-9类(没有5类) 0类:双列角接触球轴承(通常省略)例:(0)3204 A 1类:自调心球轴承例:1201 ETN9 2类:球面滚子轴承、球面滚子推力轴承例:22209 E 29328 E 3类:圆锥滚子轴承例:32016 X/Q 4类:双列深沟球轴承例:4206 ATN9 深沟球轴承尺寸 5类:推力球轴承例:51100 6类:深沟球轴承例:6213-2Z 7类:角接触球轴承例:7305 BECBM 8类:圆柱滚子推力轴承例:81111 TN N类:圆柱滚子轴承第二个字母,有时候第三个字母,用来确定法兰结构,例如:NJ,NU,NUP; 双列或多列圆柱滚子轴承的型号总是以NN开头。 例:NU 2317 ECJ C类:CARB轴承C 2205 QJ类:四点接触球轴承例:QJ 217 MA。 轴承类型特点作用型号对照 双列角接触球轴承:能承受较大的径向和轴向联合负荷和力矩负荷,用于限制轴和外壳双向轴向位移的部件中。常见的双列角接触球轴承型号:3200ATN轴承、3203A-ZTN轴承、3205ATN轴承、3207ATN轴承等 推力滚子轴承:推力圆锥滚子轴承,推力圆柱滚子轴承用于承受轴向载荷为主的轴、径向联合载荷,但径向载荷不得超过轴向载荷的55% 。与其他推力滚子轴承相比,此种轴承摩擦因数较低,转速较高,并具有调心性能。常见的推力滚子轴承型号:81120轴承、81209 轴承、81217轴承等 圆锥滚子轴承:圆锥滚子轴承可以承受大的径向载荷和轴向载荷。由于圆锥滚子轴承只能传递单向轴向载荷,因此,为传递相反方向的轴向载荷就需要另一个与之对称安装的圆锥滚子轴承。常见圆锥滚子轴承型号:52375/52637轴承、30312JR轴承、H913849轴承等 深沟球轴承:深沟球轴承主要承受径向载荷,也可同时承受径向载荷和轴向载荷。当其仅承受径向载荷时,接触角为零。常见的深沟球轴承型号:6200轴承,6308轴承,6201轴承,6000轴承,6309轴承等深沟球
轧机轴承
轧机工作辊烧轴承的原因分析 某厂生产工艺设备为φ650mm×1/φ500mm×1/11架连轧机组,其中四辊轧机6架,设计能力30万t/a,达产后,平均每天烧工作辊轴承9套,平均每天因轧辊烧轴承换辊所需时间约170min,导致吨钢轴承费用居高不下,有效作业率低,严重制约了钢带的正常生产。 原因分析 JP1~JP6四辊轧机下支承辊轴承座及工作辊承座与轧机牌坊窗口侧间隙的技术要求为0.45~0.90mm,经测量,其数据见表 车移动,工作辊轴承座下沉,产生巨大轴向力,导致工作辊2097938轴承轴向力过载,最终包死。支承辊FC6890250轴承技术规范硬度为HRC58~61,对仓库现有FC6890250轴承硬度进行抽查,硬度最高为HRC58,最低为HRC54.5,大部分为HRC55,轴承硬度偏低。 从轴承损坏情况分析,锥形套在支承辊运转过程中与支承辊之间产生相对转动,与FC6890250轴承内圈产生磨擦发热,造成轴承内圈退火,硬度降低,使用寿命缩短。 工作辊与支承辊装配过程中存在如下问题: (1)工作辊每个轴承座中都装有两组两列2097938轴承,两组轴承之间有两个轴承隔圈,用于调整轴承游隙,使每组轴承受力均匀,但是,装配过程中,轴承内圈之间隔圈之间隔圈难以和内圈同心,影响装配速度,装配工将此隔圈省去(约有70),这样就破坏了轴承的承载均匀性,轧制过程中产生的轴向力仅由一只轴承承受,造成过载,最终烧轴承。 (2)支承辊锥形套表面粗糙,运转过程中,破坏了V形密封圈,使其推动密封作用,造成冷却水和氧化铁皮进入轴承,使润滑脂乳化,降低轴承使用寿命。 (3)支承辊轴承座内有一套四点接触式定位球轴承:176160,其内圈由两只圆环组成,要求成对加工、成对组装用,没有互换性,否则,达不到装配精度,造成四列圆柱轴承FC6890250轴向定位不牢,产生轴向窜动,影响轴承使用寿命。 操作过程中存在问题如下: (1)工作辊万向接轴托手在工作状态下,托不到位,运转过程中万向接轴抖动较大,造成工作辊与支承辊之间接触面不稳定,咬钢瞬间工作辊受力不均,产生巨大的轴向力,造成工作辊轴承过载、包死。 (2)工作辊平衡缸内泄压力不稳,轧辊运转过程中两边辊缝变化,钢咬入瞬间产生轴向力,破坏轧辊轴承。 (3)下支承辊轴承座下调整垫板厚度不等,轧制过程中产生轴向力,导致轧辊轴承过载、包死。 (4)工作辊万向接轴长期使用后,头部轴承间隙大造成动平衡不符合技术要求,导致抖动,啬了工作辊轴承的动载荷,轴承使用寿命下降。 整改措施 结合设备本身情况制定出一套切实可行方案和整改措施,主要内容为: (1)对每台轧机轧辊轴承座与牌坊窗口内侧间隙定期检测,并建立档案,实行定期更
常规深沟球轴承型号尺寸对照表
型号内径外径厚度型号内径外径厚度型号 内径外径厚度型号内径外径厚度型号 内径外径厚度60227 3.562331046333135691 1.55268113160339562441356344165692263681 1.5426044124625516563551966933846822526055145626619663662276944114683373606617662772276377269695513468449460771966288248638828969661556855115608822762992686399301069771756866135609924762001030963001035116988196687714560001026862011232106301123712699920668881656001122886202153511630215421369001022668991756002153296203174012630317471469011224668001019560031735106204204714630420521569021528768011221560042042126205255215630525621769031730768021524560052547126206306216630630721969042037968031726560063055136207357217630735802169052542968042032760073562146208408018630840902369063047968052537760084068156209458519630945100256907355510680630427600945751662105090206310501102769084062126807354776010508016621155100216311551202969094568126808405276011559018621260110226312601303169105072126809455876012609518621365120236313651403369115580136810506576013651001862147012524631470150356912608513681155729601470110206215751302563157516037691365901368126078106015751152062168014026631680170396914701001668136585106016801252262178515028631785180416915751051668147090106017851302262189016030631890190436916801101668157595106018901402462199517032631995200456917851201868168010010601995145246220100180346320100215476918901251868178511013602010015024622110519036632110522549691995130186818901151360211051602662221102003863221102405069201001402068199512013602211017028622412021540632412026055692110514520682010012513型号内径外径厚度型号内径外径厚度型号内径外径厚度型号内径外径厚度型号内径外径厚度671121MR5225 2.5R1-4 1.984 6.350 3.571160001028862200103014672242MR6226 2.5R1-5 2.3807.938 3.57116001122876220112321467336 2.5MR72273R133 2.380 4.762 2.38016002153286220215351467447 2.5MR82 2.58 2.5R144 3.175 2.380 2.77916003173586220317401667558 2.5MR63362R2-5 3.1757.938 3.5711600420428622042047186766103MR6336 2.5R2-6 3.1759.525 3.5711600525478622052552186777113MR8338 2.5R155 3.9677.938 3.175160063055962206306220678812 3.5MR83383R156 4.7627.938 3.175160073562962207357223679914 4.5MR9339 2.5R166 4.7629.525 3.175160084068962208408023670010154MR93394R168 6.3509.525 3.1751600945751062209458523670112184MR74472R188 6.35012.700 3.1751601050801062210509023670215214MR7447 2.5R18107.93812.700 3.967629001022763000102612670317234MR84482R2 3.1759.525 3.967628001019663001122812670420274MR84483R2A 3.17512.700 4.366638001019763002153213670525324MR1044103R3 4.76212.700 4.978638011221763003173514670630374MR1044104R3A 4.76215.875 4.978638021524763004204216670735445MR85582R4 6.35015.875 4.978638031726763005254716670840506MR8558 2.5R4A 6.35019.0507.412620001030963006305519670945556MR9559 2.5R69.52522.2257.4126200112281063007356224671050626MR95593R812.70028.5757.93860/2222441263008406821671155687MR1055103R1015.87534.9258.73162/2222501462300103517MR1177113MR1055104R1219.05041.27511.11363/2222561662301123717MR1377134MR1155114R1422.22547.62512.70060/2828521262302154217MR128812 2.5MR106610 2.5R1625.40050.80012.70062/2828581662303174719MR128812 3.5MR1066103R1828.57553.97512.70063/2828681862304205221MR148814 3.5MR1266123R2031.75057.15012.70060/3232581362305256224MR1488144MR1266124R2234.92563.50014.28862/3232651762306307227MR137 713 3 MR117 711 2.5 R24 38.10063.500 14.288 63/32 327520 62307 358031 633系列691系列681系列附: 常规深沟球轴承尺寸对照表(供参考) 671系列MR系列 R型英制系列薄壁系列 加厚系列 602系列623系列
轧机轴承行业报告
T +86 (21) 6490 6886 F+86(21) 6490 3457 info@https://www.360docs.net/doc/1415572891.html, https://www.360docs.net/doc/1415572891.html, 目录 一、行业轧机轴承使用情况概述 (2) 二、国内铝轧机现有装机数量 (2) 三、国内铝轧机装机轴承主要型号 (3) 四、UBC现有用户市场分布及及数量 (4) 五、UBC产品现有市场的需求能力 (4) 六、UBC正在开发的市场分布及预期销售额 (5) 七、UBC意向开发的战略市场及简介 (5) 八、综述 (5) 九、附表1 (6) 十、附表2 (7) 十一、附表3 (7) 十二、附表4 (7)
T +86 (21) 6490 6886 F+86(21) 6490 3457 info@https://www.360docs.net/doc/1415572891.html, https://www.360docs.net/doc/1415572891.html, 一、行业轧机轴承使用情况概述 我国有色金属加工行业在近十年发展迅速,总体规模和技术水平大幅度提升,其铜铝加工产量与规模跃居世界前列,特别是铝加工行业更是雄踞世界第一。 国内铝加工企业主要集中在河南、山东、重庆、广东、广西、湖南、江苏、浙江、内蒙等省区;铜加工企业则主要集中在河南、江苏、江西、浙江、湖北、安徽、山西、广东等省区。 上世纪50年代,即中国“一五”计划期间,东北轻合金厂、西南铝厂、华北铝厂、西北铝厂并称国有四大铝加工支柱企业;洛阳铜加工厂、西北铜加工厂、苏家屯铜加工厂为国有三大铜加工支柱企业,以上铜铝加工企业均属于苏联援建项目,其设备亦属于苏制引进或国内仿制,技术水平和加工精度不高。 中国进入WTO以后,特别是近十年来,随着民营企业的蓬勃发展和外资企业的强势介入,国内铜铝加工企业数量剧增,其装机数量大幅激增,有色金属加工材产值占GDP比重逐年攀升,其中铜铝加工设备大都来自于日本、美国、法国、意大利、德国进口或国内仿制改进。 由于铜铝加工装备数量的增加,从而使装机用轴承及备用轴承的使用量亦相应增长,其轴承产品的使用要求是精密、高速、重载,且有较长的使用寿命要求。目前国内除上世纪50年代建成的国有大型轴承企业,如哈轴、洛轴和瓦轴以外,国内民营、合资等轴承制造企业的兴起,其技术装备与能力可与原国有大厂比肩,其质量水平完全能满足国内铜铝加工企业的使用要求,有些企业的轴承产品甚至可与替代国外产品,实现了国产化,大幅降低了使用企业的生产运营成本。 二、国内铝轧机现有装机数量 铝加工装备的基本分类,按其板、带、箔材使用性能及加工工艺的不同,可分为热轧、铸轧、粗轧、中轧、精轧、铝箔轧、拉矫、剪切等种类。企业按其产品市场的不同,相应配置装备型号和数量。 根据中国有色金属行业协会统计,截止2012年底,国内拥有铝带坯热轧机36台,冷轧机312台,铝箔轧机424台,铸轧机1116台。 三、国内铝轧机装机轴承主要型号 1. 热轧机 支承辊:四列圆柱滚子轴承和双列圆锥滚子轴承 工作辊:四列圆锥滚子轴承或四列圆柱滚子轴承加四点接触球和其它轴向定位轴承 2. 铸轧机 四列圆锥滚子轴承为主,也有用双列圆锥滚子轴承,还有一种将圆锥滚子改为圆柱滚子轴承加定位轴承的趋势。
国标轴承型号规格表
国标轴承型号规格表 经营教育 乐享 2012-8-21 中华人民共和国国家标准 GB/T 272-93 滚动轴承代号方法 代替GB 272-88 Roll如堪beui此-Iden份Ication code 滚动轴承代号是用字母加数字来表示滚动轴承的结构、尺寸、公差等级、技术性能等特征的产品符 号。 1主题内容与适用范围 [在此处键入文档的摘要。摘要通常是对文档内容的简短总结。在此处键入文档的摘要。摘要通常是对文档内容的简短总结。]
本标准规定了滚动轴承及其分部件(以下简称轴承)代号的编制方法。 本标准适用于一般用途的轴承。 2引用标准 GB 273.1滚动轴承圆锥滚子轴承外形尺寸方案 GB 273.2滚动轴承推力轴承外形尺寸方案 GB 273.3滚动轴承向心轴承外形尺寸方案 GB 276滚动轴承深沟球轴承外形尺寸 GB 281滚动轴承调心球轴承外形尺寸 GB 283滚动轴承圆柱滚子轴承外形尺寸 GB 285滚动轴承双列圆柱滚子轴承外形尺寸 GB 288滚动轴承调心滚子轴承外形尺寸 GB 290滚动轴承冲压外圈滚针轴承外形尺寸 GB 292向心轴承角接触球轴承外形尺寸 GB 294向心轴承四点接触球轴承外形尺寸 GB 296滚动轴承双列角接触球轴承外形尺寸 GB 297滚动轴承圆锥滚子轴承外形尺寸 GB 301滚动轴承平底推力球轴承外形尺寸 GB 3882外球面球轴承和偏心套外形尺寸 GB 4221滚动轴承微型向心球轴承直径系列7外形尺寸 GB 4605滚针轴承推力滚针和保持架组件、推力垫圈 GB 4663滚动轴承推力圆柱滚子轴承外形尺寸 GB 5801滚针轴承轻、中系列尺寸和公差 GB 5846滚针轴承向心滚针和保持架组件
轧机轴承的安装与维护
轧机轴承的安装与维护 一、轧机轴承的安装 轧机轴承的使用寿命,不仅与轴承的质量有关,还与其安装使用的情况有密切关系。为此应重视轴承安装的技术要求,遵守有关的操作规程。 1、安装前的准备 (1)安装之前应对各配合作,包括辊颈、轴承箱、轴承套圈和轴承箱盖板等的配合表面进行仔细检查,检查其尺寸、形状位置精度和配合公盖是否符合设计的技术要求。 (2)与轴承相配合的表面,辊颈、轴承箱孔及油孔的棱边和毛刺都必须清除掉,并清洗干净涂上润滑油。 2、四列圆柱滚子轴承的安装 (1)安装迷宫环(防水套) 迷宫环与辊颈的配合一般为较紧的动配合,安装时需用铜棒轻轻敲进。迷宫环的两瑞面必须平行并与轴身台肩和轴承内圈紧密贴合。 (2)安装内圈 四列圆柱滋子轴承的内圈与辊颈的配合为过盈配合,安装时应先将内圈加热到90-100℃。切勿超过120℃,以防止内圈冷却后回缩不彻底。加热方法可用油槽加热也可用感应加热,绝对禁止用明火加热。 用油槽加热时内径的增大量按下列公式计算: △d=12.5×10-6△t.d 式中:△d--内圈内径加热后的增大量(mm)
△t--油温与室温之差(℃),室温标准为20℃。 d--内圈内径(mm) 在安装FCD型等双内圈时,在内圈冷却的过程中必须沿轴向使内圈与内圈,内圈与迷宫环的端面靠贴,并用塞尺进行检验。 (3)安装外圈 四列圆柱滚子轴承的外圈与轴承座内孔一般为过渡配合,对于较小型的轴承,可将外圈及滚子与保持架所组成的整体用铜棒轻轻敲入轴承座内。对于较大型的轴承,可利用外圈或保持架上备有的吊装孔,将外圈与外圈组件吊起,垂直向下装入轴承箱。 对于带活挡边的FCDP型四列圆柱滚子轴承,其边挡圈、外圈组件、中挡圈,同一型号的轴承不宜互换。外圈端面上打有Ⅰ、Ⅱ、Ⅲ、Ⅳ标记是负荷区的记号(见图1)。当首次安装使用时,要让轧制负荷方向对准第Ⅰ标记记号,以后清洗再装时可让轧制负荷依次对准其余的标记记号,以延长轴承使用寿命。 图1:外圈负荷分区标记图 3、止推(定位)轴承的安装
轧机轴承简介
轧机轴承,就是用于冶金,采矿及其它轧机机架的轧辊颈、滚筒上所用的轴承。通常采用圆柱滚子轴承承受径向载荷,深沟球轴承或角接触球轴承、或径向设计或止推设计的圆锥滚子轴承承受轴向载荷。现大多采用油气润滑或油雾润滑的方式进行润滑冷却轴承 轧机轴承的润滑 润滑方法 轧辊轴承的润滑原则上与其他滚动轴承的润滑基本一致,只是轧辊轴承的工作条件比较恶劣,其工作性能能否获得有效发挥在很大程度上取决于轴承的润滑情况。 轧辊轴承采用的润滑方法主要有脂润滑和油润滑。 脂润滑的润滑脂兼有密封作用,密封结构和润滑设施简单,补充润滑脂方便, 因此只要工作条件允许,轧辊轴承一般都采用脂 润滑。油润滑的冷却效果强,并能从轴承内带走污物和水分。轧辊轴承采用油润滑的润滑方法有压力供油润滑、喷油润滑、油雾润滑和油气润滑。 压力供油润滑是常规转速下轧辊轴承最有效的润滑方式。喷油润滑是将润滑油以一定的压力通过装在轴承一侧的喷油嘴喷入轴承内部进行进行润滑,一般应用在高速轧辊轴承,或者压力供油润滑不能满足冷却要求的场合。 喷雾润滑是将含有油雾的干燥压缩空气喷到轴承内部进行润滑,使用油量少,由于空气的作用,冷却效果极强,主要用于轧制速度高和轧制精度高的大型轧辊轴承,或者用于在轴承箱中不经常拆卸的轧辊轴承。压力供油润滑和喷油润滑都需要装设进、出油管、润滑泵、储油器,有时还需润滑油冷却器,因此,费用较高,一般轧辊轴承较少采用。 配置型式(1)调心滚子轴承 早期轧机轴承在轧机上的配置型式与现在不同,当时主要采用两套调心滚子轴承并列安装于同一辊颈上。这种配置型式基本满足了当时的生产条件,轧制速度可达600rpm。但随
着速度的提高,其缺点越发突出:轴承寿命短、消耗量大、成品精度低、辊颈磨损严重、轧辊轴向窜动大等。 (2)四列圆柱滚子轴承+止推轴承 圆柱滚子轴承内径与辊颈采用紧配合,承受径向力,具有负荷容量大、极限转速高、精度高、内外圈可分离且可以互换、加工容易、生产成本低廉、安装拆卸方便等优点;止推轴承承受轴向力,具体结构型式可根据轧机的特点去选用。 重载低速时,配以推力滚子轴承,以较小的轴向游隙来承受推力负荷。当 轧机轴承 轧制速度高时,配以角接触球轴承,不仅极限转速高,而且工作时轴向游隙可严格控制。使轧辊得到紧密的轴向引导,并可承受一般的轴向负荷力。这种轴承配置型式不仅具有轴承寿命长,可靠度高,而且具有轧制成品精度高、易控制等诸多优点,所以目前应用最为广泛,多用于线材轧机、板材轧机、箔材轧机、双支撑辊轧机冷轧机和热轧机等的支撑辊。 (3)四列圆锥滚子轴承 圆锥滚子轴承既可承受径向力,又可承受轴向力,无需配置止推轴承,因此主机显得更加紧凑。圆锥滚子轴承内径与辊颈采用松配合,安装和拆卸非常方便,但有时会因松配合而引起滑动蠕变,因此内径常加工有螺旋油槽。这种配置型式目前应用仍然是比较广的,如四辊热轧机和冷轧机的工作辊、开坯机、钢梁轧机等场合的轧辊。 轧机轴承的分类 四列圆柱滚子轴承和六列圆柱滚子轴承几乎全部用于轧钢机架的轧辊颈、滚筒和轧压机。同其它滚子轴承相比,这些轴承的摩擦低。由于这些轴承通常以过盈配合安装在轧辊颈上,特别适合轧钢速度高的轧钢机应用。这些轴承的低横截面允许使用同轧辊直径相比相对较大的轧辊颈直径。由于可装入非常多滚子,其径向载荷能力非常高。
浅谈轧机轴承的常见故障与日常维护
浅谈轧机轴承的常见故障与日常维护 摘要:本文从轧机轴承的常见故障及原因分析,轧机轴承的日常维护等角度入手,研究轧机轴承的特性与如何做好维护工作,从而提高轴承的使用寿命,保证生产的顺利进行。 关键词:轧机轴承;常见故障;日常维护 Abstract:in this paper,based on common faults,Cause analysis and routine maintenanceof rolling mill bearing,studythe characteristics of rolling mill bearing and how to do maintenance work,in order to improve the service life of bearing and keep production running continuously. Keywords:rolling mill bearing;common faults;routine maintenance 引言 轧机轴承是轧机中的重要部件,也是轧机的主要易损件,其作用是支承转动的轧辊,承受由轧辊传来的轧制力,并保持轧辊在机架中的正确位置。轧机轴承质量的好坏和寿命的长短对轧制成本有重要影响。作为轧机的关键部件,如果因轴承在检修周期内出现故障而导致停产,会给生产厂带来巨大的经济损失。 1. 常见故障及原因分析 轧机轴承在运转过程中可能会由于各种原因引起损坏,如装配不当、润滑不良、水分和异物侵入、腐蚀和过载等都可能会导致轴承过早损坏。即使在安装、润滑和使用维护都正常的情况下,经过一段时间运转,轴承也会出现疲劳剥落和磨损而不能正常工作。总之,轧机轴承的故障原因十分复杂,现将其常见故障及原因分析如下。 1.1 疲劳剥落 滚动轴承的内外滚道和滚动体表面既承受载荷又相对滚动,由于交变载荷的作用,首先在表面下一定深度处(最大剪应力处)形成裂纹,继而扩展到接触表面使表层发生剥落坑,最后发展到大片剥落,这种现象就是疲劳剥落。疲劳剥落会造成运转时的冲击载荷、振动和噪声加剧。通常情况下,疲劳剥落往往是滚动轴承失效的主要原因。 1.2磨损 由于尘埃、异物的侵入,滚道和滚动体相对运动时会引起表面磨损,润滑不良也会加剧磨损,磨损的结果使轴承游隙增大,表面粗糙度增加,降低了轴承运转精度,同时振动及噪声也随之增大。因而在一定程度上磨损量限制了轴承的寿
6000系列深沟球轴承型号规格表
6000系列深沟球轴承型号规格表 轴承代码 内径 d 毫米 英寸 外径 D 毫米 英寸 宽度 W 毫米 英寸 倒角 r 毫米 英寸 基本额定负荷 KN 极限转速 重量 Kg/pc 动负荷 C 静负荷 C 0 脂 r/min 油 r/min 6000 6001 6002 6003 6004 6005 6006 6007 6008 6009 6010 6011 6012 6013 6014 6015 6016 6017 6018 10 .3937 12 .4724 15 .5906 17 .6693 20 .7874 25 .9843 30 1.1811 35 1.3780 40 1.5748 45 1.7717 50 1.9685 55 2.1654 60 2.3622 65 2.9551 70 2.7559 75 2.9528 80 3.1496 85 3.3465 90 3.5433 26 1.0236 28 1.1024 32 1.2598 35 1.3780 42 1.6535 47 1.8504 55 2.1654 62 2.4409 68 2.6772 75 2.9528 80 3.1496 90 3.5433 95 3.7402 100 3.9370 110 4.3307 115 4.5276 125 4.9213 130 5.1181 140 5.5118 8 .3150 8 .3150 9 .3543 10 .3937 12 .4724 12 .4724 13 .5118 14 .5512 15 .5906 16 .6299 16 .6299 18 .7087 18 .7087 18 .7087 20 .7874 20 .7874 22 .8681 22 .8681 24 .9449 0.3 .012 0.3 .012 0.3 .012 0.3 .012 0.6 .024 0.6 .024 1.0 .039 1.0 .039 1.0 .039 1.0 .039 1.0 .039 1.1 .043 1.1 .043 1.1 .043 1.1 .043 1.1 .043 1.1 .043 1.1 .043 1.5 .059 4.55 5.10 5.60 6.80 9.40 10.10 13.20 16.00 16.80 21.00 21.80 28.30 29.50 31.90 39.70 41.60 47.50 49.50 58.00 1.96 2.39 2.84 3.35 5.05 5.85 8.30 10.30 11.50 15.10 16.60 21.20 23.20 25.00 31.00 33.50 40.00 43.00 49.50 20000 19000 18000 17000 15000 13000 12000 10000 8000 7200 6400 5700 5000 4800 4600 4400 4300 4200 4000 28000 26000 24000 22000 19000 17000 15000 13000 11000 9000 7800 7000 6300 6100 5800 5600 5500 5300 5100 0.019 0.021 0.030 0.039 0.069 0.080 0.116 0.155 0.185 0.231 0.250 0.362 0.385 0.440 0.600 0.6400 0.8540 0.8900 1.0200 6200系列深沟球轴承规格型号表
如何选择轧机轴承的使用材料
《轧机轴承的使用材料》 轧机轴承内外圈滚道和滚动体在很高的接触应力作用下进行相对滚动运动,一般接触应力在1000~4000MPa之间,同时轴承内部不可避免地存在着滑动摩擦和滚动摩擦,因此制造轧机轴承的材料必须具有以下特性:接触疲劳强度高,硬度高,耐磨性好,组织稳定性好,纯净度高,加工性能好。 高碳铬轴承钢 高碳铬轴承钢是含铬1.30~1.65%的高碳合金钢,其特点是:热处理后的显微组织比较均匀稳定、硬度高而均匀、耐磨性好、接触疲劳强度高、具有良好的尺寸稳定性和耐腐蚀性。这种钢可以满足在一般工况条件下运转的轴承使用要求。 常用高碳铬轴承钢的牌号是GCr15和GCr15SiMn,这两种钢的性能基本相同,但GCr15SiMn钢的淬透性比GCr15钢好,因此对于较大尺寸的轴承零件采用GCr15SiMn 钢,由于GCr15SiM n钢的裂纹敏感性较大,冲击韧性差,对于大壁厚的轧机和矿山轴承还不能完全满足使用要求,铁道部首先提出客车轴承不允许使用GCr15SiMn钢,对于大壁厚的轧机和矿山机械轴承在承受冲击载荷大的条件下,GCr15SiMn钢也限制使用。现已开发出CHG专用高淬透性钢,其性能比GCr15SiMn钢优越,可在铁路轴承,轧机轴承,矿山机械轴承上替代GC r15SiMn钢使用。高碳铬轴承钢的使用范围见下表:
渗碳钢 用于制造滚动轴承零件的渗碳钢主要是低碳钢和优质低碳合金结构钢。用这类钢制造的轴承零件,经渗碳、淬火、回火等热处理工序后,表面具有很高的硬度(硬度≥HRC60)和一定的耐磨性以及较高的抗接触疲劳强度,而芯部又具有良好的韧性,一定的强度和硬度(硬度HRC35-45)。渗碳轴承钢特别适宜于制造在冲击载荷条件下工作的和尺寸较大的轴承。常用的渗碳轴承钢牌号是G20Cr2Ni4A、G20CrNi2Mo,其中G20Cr2Ni4A主要用于承受重载、冲击的大型特大型滚动轴承,G20CrNi2Mo主要用于承受冲击载荷的中小型滚动轴承。 保持架材料 轴承旋转过程中保持架与滚动体的相互作用一般是不平衡的,存在着不断地碰撞,保持架要受到交变的冲击力作用,另外保持架与滚动体或套圈引导面之间存在着滑动摩擦,因此保持架材料应具有较好的疲劳强度、硬度比滚动体低而耐磨性较好、摩擦系数低、热膨胀系数与滚动体相近、加工性能好等特点。 根据以上要求,制造保持架的非金属材料主要是尼龙、树脂等塑料。在塑料中加入一些增强剂和润滑剂制成的复合材料具有重量轻、耐磨、强度好、自润滑性能好等优点;制造保持架的金属材料主要有碳素结构钢、黄铜、青铜、硬铝等。 密封圈材料 密封材料一般应具有良好的物理和机械性能、回弹性高、压缩永久变形小、密封可靠、加工
轴承规格表大全
轴承规格表大全 轴承一般有三个尺寸,即内径尺寸、外径尺寸、宽度尺寸反应到轴承型号当中。以21307CDE4为例: CDE4:为后置代号。 21307:为轴承的基本代号。反应的就是轴承的尺寸。 07:内径代号。表示轴承的内径尺寸=07×5=35mm 3:外径代号。 表示轴承的外径尺寸是“3”系列。详细尺寸参数需查询手册。 1:宽度代号。表示轴承的宽度是“1”系列。详细参数需查询手册。 2:类型结构代号。表示此轴承是双列调心滚子轴承。 内径尺寸与型号的关联: 一、内径尺寸<10mm的轴承,轴承的内径尺寸即轴承的内径代号。 例:608T1XZZMC3ER轴承的内径尺寸=8mm。 二、内径尺寸大于等于10mm、小于等于17mm的轴承: 内径尺寸=10mm,轴承的内径代号是:00 例:6200CM轴承的内径尺寸=10mm
内径尺寸=12mm,轴承的内径代号是:01 例:6901-2Z的轴承内径尺寸=12mm。 内径尺寸=15mm,轴承的内径代号是:02 例:6902-2Z的轴承内径尺寸=15mm。 内径尺寸=17mm,轴承的内径代号是:03 例:6903-2Z的轴承内径尺寸=17mm。 三、内径尺寸大于等于20mm,小于等于180mm的轴承。 内径尺寸=轴承的内径代号×5 例:23084CAME4C3S11轴承的内径尺寸=84×5=420mm 四、轴承型号中有斜杠(/)的。斜杠右侧的数字即轴承的内径尺寸。轴承内径尺寸与型号关联规则不符合上述三种规则的,全部用到斜杠。例:619/1。 5轴承内径尺寸是1。5mm,不符合常规规则。 例:63/32CM轴承内径尺寸是32mm,亦不符合常规规则。 例:230/530CA轴承的内径尺寸是530mm,不符合规则。
轧机油膜轴承概况
轧机油膜轴承概况 油膜轴承的种类繁多,用途十分广泛,像汽轮机、发电机组、球磨机、风机轴承、天文、航空、航天设备使用的轴承等等。轧机油膜轴承是油膜轴承中承载最大的轴承之一。如宝钢5000mm宽厚板轧机其最大轧制压力可达108000kN是国内目前最大的板材轧机。 一般轧机机械可分为轧钢机和有色金属轧机(主要是铝材轧机和铜材轧机),按轧制产品又可分为线材轧机、型材轧机、带材轧机、板材轧机(分宽厚板、中厚板、热轧板、冷轧板)等。现今轧机使用的轴承主要有滚动轴承和油膜轴承两大类,根据轧机的不同性能和用途选用不同种类的轴承,一般轧钢机和铜材轧机使用油膜轴承为主,铝材轧机习惯使用滚动轴承。 线材轧机粗轧和中轧机组以使用滚动轴承为主,预精轧和精轧以使用油膜轴承为主。 型钢轧机和棒材轧机大多使用滚动轴承。 带材轧机目前国内仍是以滚动轴承为主,但因其承载低与寿命短等原因有逐步向油膜轴承发展的趋向。 板材轧机、一般中厚板轧机和热连轧机都是使用油膜轴承,冷连轧机大部分使用油膜轴承,部分使用滚动轴承,其中以日本冷轧机推行使用较多,西欧、美国、俄罗斯、中国等其它国家很少推荐使用滚动轴承。 这与轴承发展的历史和条件有关。世界上研究制造滚动轴承的单位和厂家很多,应用很广,研制的时间较长,有成熟的技术和经验。而应用于轧机的油膜轴承至今还不足100年的历史,迄今为止能集研究、设计、制造、服务全面发展的轧机油膜轴承厂家除美国摩根公司、前苏联的全苏冶金机械制造科学研究所和中国的太原重型机械集团公司外还没有具有自己的品牌,能独立进行产品设计、研究、开发和制造的独立厂家。一些世界上生产轧机的知名公司象德国西马克公司、意大利达涅利公司、奥地利奥钢联集团、日本的石川岛播磨和三菱公司等在轧机油膜轴承方面都没有自己独立的研发设计能力。美国的麦斯塔机械公司和原西德的萨克公司也曾设计制造过轧机油膜轴承,后来因为技术发展缓慢而逐渐在世界