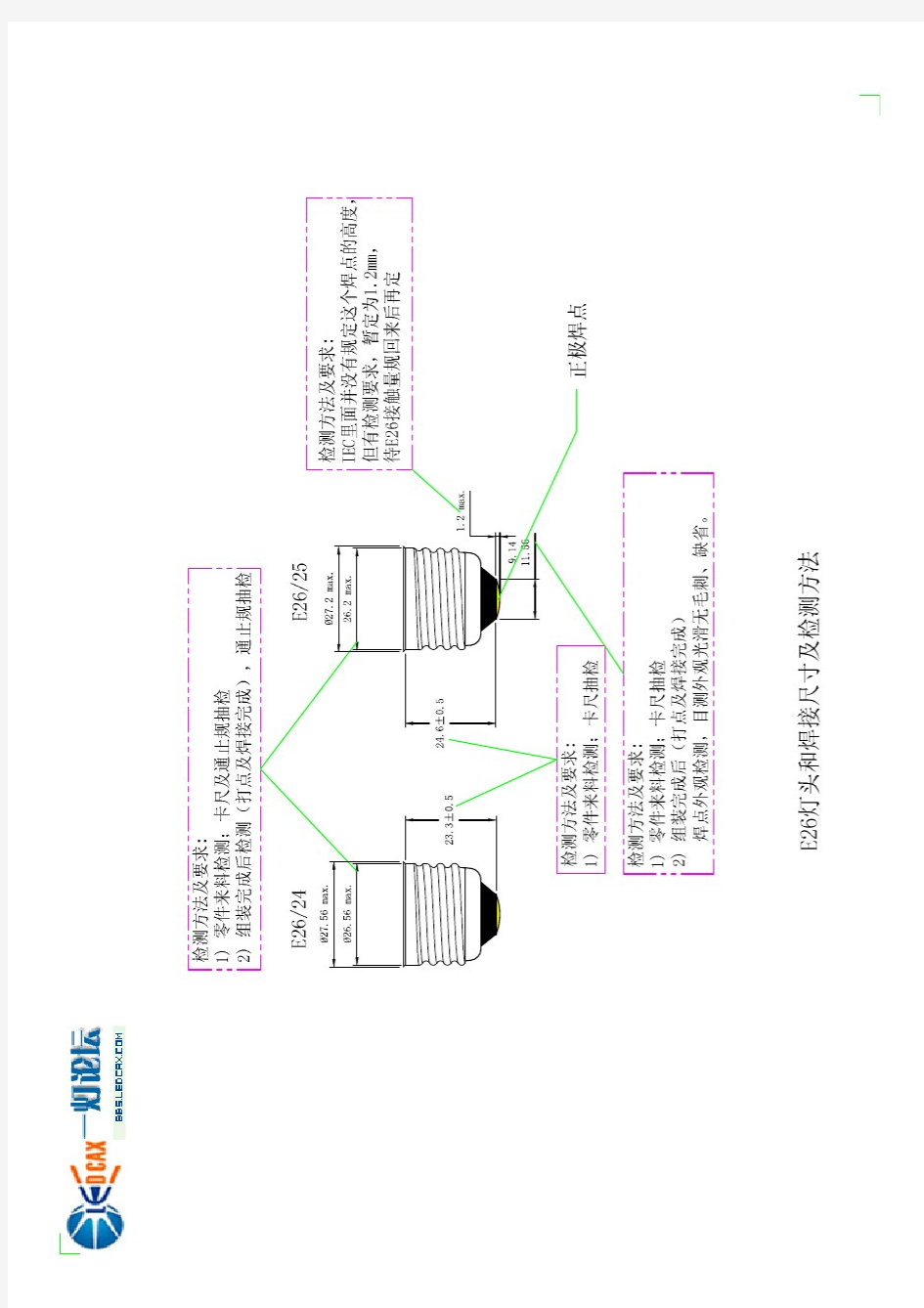
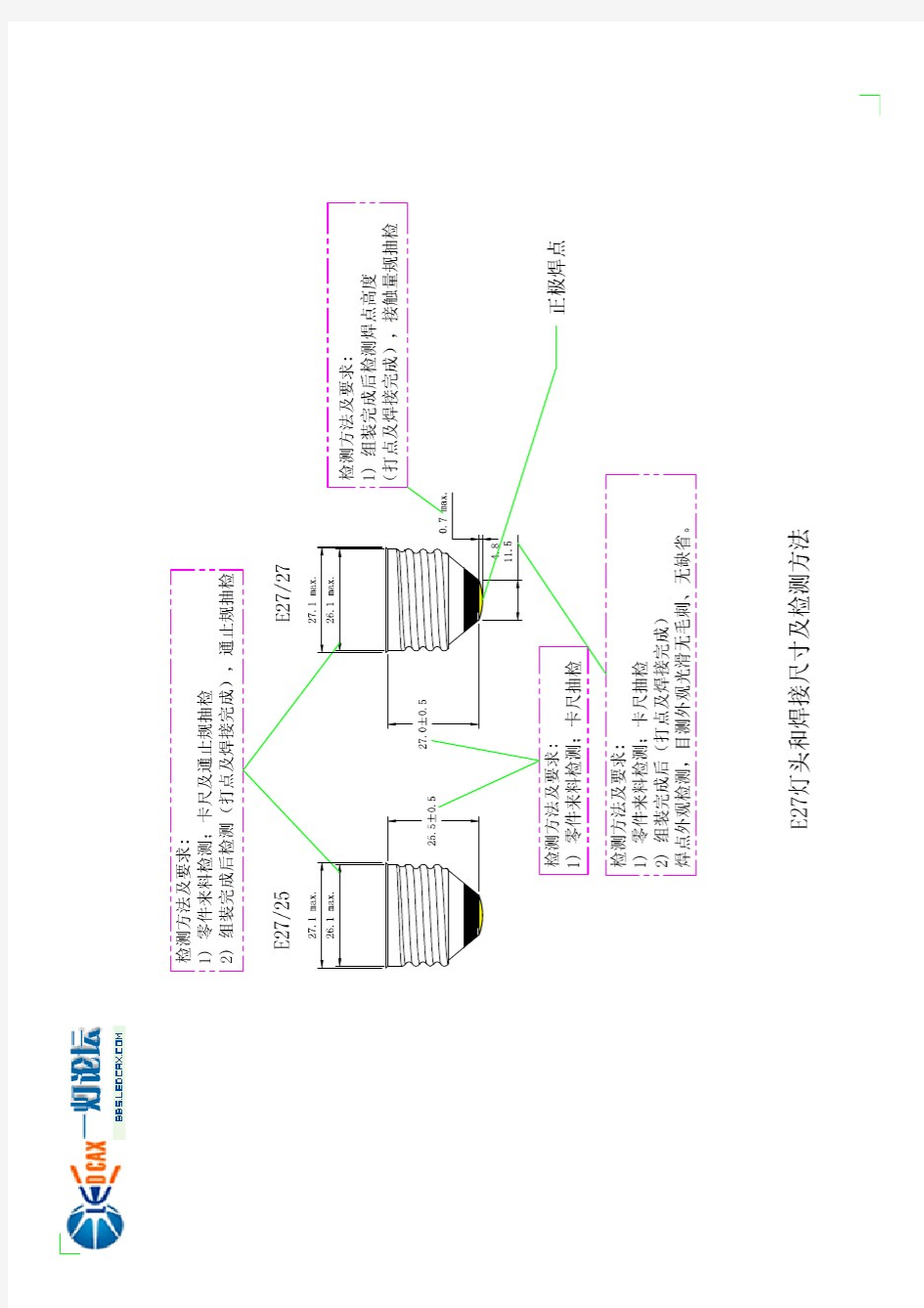
E27,E26,E14,E17尺寸区别,焊接与检测方法
焊接钢管规格表2011-01-12
焊接钢管规格表 2011-01-160-8-13 作者:lk 焊接钢管规格表: 壁厚/mm O.5, 0.6, 0.8, 1.0 ,1.2, 1.4, 1.5 ,1.6, 1.8, 2.O, 2.2, 2.5, 2.8, 3.0, 3.2, 3.5 钢管的理论质量/(kg/m) ?5: O.055 0.065 O.083 O.099 ? 8 : 0.092 O.109 O.142 O.173 O.201 ? 10: 0.117 O.139 0.181 0.222 0.260 ? 12: 0.142 O.169 O.221 O.271 O.320 O.366 O.388 0.410 ? 13: O.183 0.241 0.296 O.343 0.400 O.425 0.450 ? 14: 0.198 O.260 O.321 O.379 O.435 O.462 O.489 ? 15: O.123 0.280 O.345 0.408 O.470 O.499 O.529 ? 16: O.228 O.300 O.370 0.438 0.504 O.536 O.568 ? 17: 0.243 O.320 O.395 O.468 0.359 O.573 O.608 ? 18: 0.257 0.339 O.419 O.497 O.573 0.610 0.647 ? 19: O.272 O.359 0,444 0.527 0.608 O.647 O.687 20 0.287 0.379 O.469 O.556 O.642 O.684 O.726 0.808 0.888 21 0.399 0.493 0.586 0.677 O.721 O.765 0.852 0.937 22 O.418 O.518 O.616 O.7U O.758 O.805 O.897 0.986 1.074 25 O.477 O.592 O.704 0.815 O.869 O.923 1.030 1.134 1.237 1.387
焊接接头与坡口形式
焊接接头和坡口形式 焊接接头形式可分为:对接接头、T形接头、角接接头和搭接接头。 一、对接接头 将两块钢板对在一起焊接,称为对接;一块钢板卷成圆筒后对在一起焊接,也属对接。对接接头容易焊透,受力情况好,应力分布均匀,联接强度高,因而焊接接头质量容易保证。 为了保证焊接质量,必须在焊接接头处开适当的坡口。坡口的主要作用是保证焊透,此外,坡口的存在还可形成足够容积的金属液熔池,以便焊渣浮起,不致造成夹渣。坡口的几何尺寸必须设计好,以便减少金属填充量、减少焊接工作量和减少变形。 对接接头形式如图2-14所示。对于钢板厚度在6 mm以下的双面焊,因其手工焊的熔深可达4 mm,故可以不开坡口,如图2-14(a)所示。 对于厚度在6-40 mm 的钢板,可采用如图2-14(b)所示的V 形坡口,进行双面焊。在无法进行双面焊时,也可采用带垫板(厚度≥3mm)的单面焊。由于垫板的存在,不易被烧穿。
当板厚为12-60mm时,可采用如图2-14(c)示的X形坡口。在板厚相同的情况下,采用X形坡口可减少焊条金属量二分之一左右,而且焊件的变形及所产生的内应力相应小些,因此它多用于厚度较大并变形要求较小的工件。X形坡口有对称的;还有不对称的,即一侧深另一侧浅。较浅的一侧焊接工作量小些 图2-14(d)(e)分别为单U形坡口及双U形坡口,这类坡口的填敷金属量均较V形坡口少些,焊件变形也较小,但其坡口加工较困难,故一般只在较重要的焊接结构时采用。 当对接的两块钢板厚度不相等时,为了防止焊接时薄的一边金属过热,而厚的一边金属难于熔化的现象,避免焊不透或烧穿;为了减少由于接头处厚度不等、刚度不一而产生焊接变形与裂纹的可能性,应采用如图2-15所示的厚度过渡开坡口的形式。
法兰尺寸对应表
DN15=1/2″(二分之一寸)=公称直径21.34mm DN20=3/4″(四分之三寸)=公称直径26.67mm DN25=1″(一寸)=公称直径33.40mm DN32=1 1/4″(一又四分之一寸)=公称直径42.16mm DN40=1 1/2″(一又二分之一寸)=公称直径48.26mm DN50=2″(二寸)=公称直径60.32mm DN65=2 1/2″(二又二分之一寸)=公称直径73.02mm DN80=3″(三寸)=公称直径88.90mm
pressure class:压力等级 corrosion allowance:腐蚀余度 design temperature:设计温度 design pressure:设计压力 piping class:管道等级 design code:设计规范 Size:尺寸 Pipe:管路 Material:材料 Fittings:设备 forged fittings:锻制管件 butt weld fittings:对接焊缝接头elbow\tee\reducer:弯头、三通、减速器Sockolet:弯头支管台 Weldolet:烧焊支管台、焊接支管台Threadolet:螺纹支管台 swage nipple:短节、异径短节Coupling:联轴器 Cap:焊接帽、盖 Plug:堵头、火花塞 hexagonal nipple:六角螺纹接头spectacle blind:带双圈的盲板 spacer blanks:垫片空白 Flange:法兰 blind flange:法兰堵头 Valves:阀门 ball valves:球阀
焊接接头种类及坡口形式
焊接接头种类及坡口形式 2课时。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。重点:认识接头形式,种类,坡口形式 难点:接头的应用,坡口的作用,相应的尺寸 一.焊接接头的种类 用焊接方法联接的接头叫做焊接接头 焊接接头包括:焊缝、熔合区和热影响区 焊接接头包括:对接接头,T形接头,十字接头,搭接接头,角接接头,端接接头,套管接头,斜对接接头,卷边接头,和锁底对接接头,常用的几种接头有: 1.对接接头: 两焊件相对平行的接头。它是焊接结 构中应用最多的一种接头形式, 最常用的一种接头形式,这种接头 受力状况好,应力集中程度低,是比 较理想的接头形式。 2.T形接头: 一焊件之端与另一焊件表面构成直角 或近似直角的接头, 能承受各种方向 力和力炬。是综
合性最好的接头。 仅次于对接接头 的焊接接头 3.角接接头 两焊件端面构成在于30度小于135度夹角的接头。这种接头受力状况不好,多用于箱形构件,根据焊件厚度不同常用于不重要的结构中。 4.搭接接头 两焊件部分重叠构成接头,其应力分布不均匀。疲劳强度较低,不是理想的接头形式,适用于被焊结构狭窄及密闭的时接结构。
二.坡口形式及坡口尺寸 坡口形式共有三种:基本型、组合型、特殊型 1.坡口的作用 开坡口的目的就是保证电弧能深入根部,使根部焊透以便清除熔渣,获得较好的焊缝成型。而且坡口能起到调节基本金属与填充金属的比例作用。(手弧时熔深一般2—4MM)2.坡口形式(基本型) 1)工形坡口 不开坡口,两焊件之间留有一定的间隙,一般在5——6MM 的焊件,保证焊透 2)V形坡口 是最常用的坡口形式,便于加工焊接为单面焊,焊后易产生角变形。V形坡口加工容易,但焊后易产生角度变形。 3)X形坡口 采用此坡口后,在厚度相等的情况下,能减少焊缝金属量1/2,并且对称焊接,焊后焊接形较小。缺点是焊接时需要翻转焊件,X形坡口即能减少填充金属又能减少焊缝变形的坡口。
常用管材钢管规格表
常用管材(钢管)规格表(A)
常用管材(钢管)规格表(B)
常用型材的理论重量(Kg/m) 扁钢:镀锌板:-25×3-----0.59 δ0.5=7.85kg/张(2m2 ) -30×3-----0.71 δ0.6=9.42kg/张(2m2 ) -40×4-----1.76 δ0.75=11.78kg/张(2m2 ) 角钢:δ1.0=15.7kg/张(2m2 ) ∟∠25×3-----1.24 δ1.2=18.84kg/张(2m2 ) ∠30×3-----1.373 ∠40×4-----2.422 钢板重量计算公式: ∟∠50×5-----3.77 G=L×B×H×7.85 槽钢: G:重量,L:长,B:宽,H:厚 6.3#-----6.33 计算时注意保证单位一致8#-----8.05 10#----10.00 12#----12.02 圆钢: φ6----0.222 φ8----0.395 φ10---0.617 φ12---0.888 φ14---1.21 φ16---1.58 商用空调各类场所应用经验 行业场所方案实例 餐厅: 空间不大,规模较小的餐厅可以使用低静压管道机组,以达到经济实惠的效果。而高档次的餐厅可以使用嵌入式空调机组,以体现整体环境的高雅大方。空间开阔和包房较多的餐厅应选择不同的空调,具体可参照娱乐场所的选择方案。
便利店: 便利店的空间有限,使用低静压管道机组和嵌入式空调机组就能很好地满足此类场所的空调要求。而且空调悬挂于空间顶部,不会占据任何营业空间。 娱乐场所: 空间开阔的娱乐场所建议使用高静压风管机组,以达到送风均匀,快速制冷的效果。而有较多包间的场所可以使用风冷热泵机组,以方便每个房间单独控制。 汽车展示厅: 汽车展示厅通常可分为展示区域和办公区域,展示部分可以选用高静压管道机组,而办公部分可以使用风冷热泵机组,以分别满足两个区域不同的空调要求。 小型办公楼: 建议使用风冷热泵机组以便于分层控制,或者分区域控制。 工厂: 水冷柜机由于其价格性能比高,是工厂选用空调的最佳选择。 超市及大卖场: 超市及大买场的空间开阔,客流量大,大风量设计的高静压管道机组是此类场所的最佳选择。 末端的选型 1、风机盘管的选型 风机盘管有两个主要参数:制冷(热)量和送风量,故有风机盘管的选择有如下两种方法: (1)根据房间循环风量选:房间面积、层高(吊顶后)和房间换气次数三者的乘积即为房间的循环风量。利用循环风量对应风机盘管高速风量,即可确定风机盘管型号。 (2)根据房间所需的冷负荷选择:根据单位面积负荷和房间面积,可得到房间所需的冷负荷值。利用房间冷负荷对应风机盘管的高速风量时的制冷量即可确定风机盘管型号。
不同板厚焊接坡口形式的研究
精心整理 导师带徒论文 题目:不同板厚焊接坡口形式的研究 姓名:田飞 单位:五分公司 2008一、二、三、四、五、六、七、 1.2.焊接技术的发展历史 焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎 焊和锻焊。中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜 与铁的熔合线婉蜒曲折,接合良好。春秋战国时期曾侯乙墓中的建鼓铜 座上有许多盘龙,是分段钎焊连接而成的。经分析,所用的与现代软钎 料成分相近。 战国时期制造的刀剑,刀刃为钢,刀背为熟铁,一般是经过加热锻焊而 成的。据明朝宋应星所着《天工开物》一书记载:中国古代将铜和铁一 起入炉加热,经锻打制造刀、斧;用黄泥或筛细的陈久壁土撒在接口上, 分段煅焊大型船锚。中世纪,在叙利亚大马士革也曾用锻焊制造兵器。
古代焊接技术长期停留在铸焊、锻焊和钎焊的水平上,使用的热源都是 炉火,温度低、能量不集中,无法用于大截面、长焊缝工件的焊接,只 能用以制作装饰品、简单的工具和武器。 19世纪初,英国的戴维斯发现电弧和氧乙炔焰两种能局部熔化金属的高 温热源;1885~1887年,俄国的别纳尔多斯发明碳极电弧焊钳;1900年 又出现了铝热焊。 20世纪初,碳极电弧焊和气焊得到应用,同时还出现了薄药皮焊条电弧 焊,电弧比较稳定,焊接熔池受到熔渣保护,焊接质量得到提高,使手 工电弧焊进入实用阶段,电弧焊从20年代起成为一种重要的焊接方法。 在此期间,美国的诺布尔利用电弧电压控制焊条送给速度,制成自 动电弧焊机,从而成为焊接机械化、自动化的开端。1930年美国的罗宾 二、 1 对(1)I (2)V (3)X (4)U 2 接。 3 (1 3 4~5 6~12 >12 焊条直径(mm)2 3.2 3.2~4 4~5 5-6 (2)焊接电流的确定:根据焊条直径选择焊接电流。焊接低碳钢时,按下面经验公式选择焊接电流:I=(30~50)d。应当指出,上式只提供一个大概的焊接电流范围,实际生产中,还要根据焊件
焊接接头及坡口形式
焊接接头及坡口形式 一、 接头的分类 接头是由两个或两个以上零件用焊接方法连接的,焊接 结构通常由若干个焊接接头组成。 型接头(十字) 端接接头 在结构中的作用: (1)工作接头:工作力的传递; (2)联接接头:更主要的作用是作焊接的办法使更多的焊接连接成整体,起连接作用。通常不做强度计算。 (3)蜜封接头:防止泄漏是其主要作用。 1.对接接头 搭接接头角接接头
从受力的角度看,受力状况好,应力集中程度小,材料消耗少,变形也较小。往往在接头开坡口。 2.T型和十字接头 将相互垂直的焊件用角焊缝边接起来的接头,分焊透、 不焊透两种,接头焊透,要根据坡口的T型和十字接头承受 动载能力而定,不焊透的T型和十字接头承受力是不周的。 3.搭接接头。 是指两个焊接部分重叠在一起。搭接接头应力分布不均 匀,强度较低。 4.角接头 是指两个焊件的端面构成大于30。、小于是135。夹角,用焊接连接起来的接头。 5.端接接头 是指将两构件重叠放置或两焊件之间的夹角不大于 30°,用焊接边接起来的接头。 二、坡口的形式和坡口尺寸 1.坡口的形式 主要是保证焊接接头的质量和方便焊接、使焊缝根部焊 透。 选用何种坡口形式,主要取决于焊接的方法、焊接的位置、焊件的厚度、焊缝熔透要求。
选择坡口应注意如下问题: 1)坡口的加工条件; 2)可焊接性; 3)焊接材料的消耗生产成本; 4)焊接变形如何; 常用的坡口形式: 1)I型 2)V型 3)双丫型 4)U型 5)双丫形 2.坡口的作用 1)确保焊接电源深入到坡口根部间隙处; 2)操作清除焊渣; 3)调节熔敷金属比例,提高焊接接头综合性能; 3.坡口的加工 加工方法的选择: (1)剪边:用剪板机剪切加工; 工亦£頊
镀锌管规范标准尺寸表
查看文章镀锌管 尺寸规格表 2010-10-29 10:00 镀锌管基本知识 一般来说,管子的直径可分为外径、内径、公称直径。管材为无缝钢管的管子的外径用 字母 D 来表示,其后附加外直径的尺寸和壁厚,例如外径为 108 的无缝钢管,壁厚为 5MM,用 D108*5 表示,塑料管也用外径表示,如 De63,其他如钢筋混凝土管、铸铁管、镀锌钢管等采用 DN 表示,在设计图纸中一般采用公称直径来表示,公称直径是为了设计制造和维修的方便人为地规定的一种标准,也较公称通径,是管子(或者管件)的规格名称。管 子的公称直径和其内径、外径都不相等,例如:公称直径为 100MM 的无缝钢管邮 102*5、 108*5 等好几种,108 为管子的外径,5 表示管子的壁厚,因此,该钢管的内径为(108*5
-5)=98MM,但是它不完全等于钢管外径减两倍壁厚之差,也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称,在设计图纸中所以要用公称直径,目的是为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连
接尺寸,公称直径采用符号 DN 表示,如果在设计图纸中采用外径表示,也应该作出管道规格对照表,表明某种管道的公称直径,壁厚。? .?管子系列标准? 压力管道设计及施工,首先考虑压力管道及其元件标准系列的选用。世界各国应用的标准体系虽然多,大体可分成两大类。压力管道标准见表 3。法兰标准见表 4。? 表 3 压力管道标准 分?类大外 径系列小外 径系列 规格 DN-公称直径 Ф-外径 DN15-ф22mm,DN20-ф27mm DN25-ф34mm,DN32-ф42mm DN40-ф48mm,DN50-ф60mm DN65-ф76(73)mm,DN80-ф89mm DN100-ф114mm,DN125-ф140mm DN150-ф168mm,DN200-ф219mm DN250-ф273mm,DN300-ф324mm
焊缝形式及坡口尺寸在图纸上是怎样表示的
焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 焊接符号由哪几部分组成 焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 表示焊缝的基本符号有哪些 焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。 GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解) 焊接加工符号的国家标准有哪些 焊接符号的国家标准主要有两个: (1) GB324一2008《焊缝代号》。 (2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。 表示焊缝的辅助符号有哪些 辅助符号表示焊缝表面形状特征的符号,见表2-3。不需要确切地说明焊缝的表面形状时,可以不用辅助符号。 表示焊缝的补充符号有哪些
补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。 表示焊缝的尺寸符号有哪些
焊缝的尺寸符号见表2-5。 焊接符号标注中的指引线 指引线是表示指引焊缝位置的符号。由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。指引线指向有关焊缝处,基准线一般应为水平线。焊缝符号及尺寸标注在基
准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。 焊接符号标注方法 完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。 基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。标注对称焊缝或双面埠缝可不加虚线,如图3-20所示。
焊接接头和坡口形式符号
?第二节焊接接头和坡口形式 ?作者:匿名来源:浏览次数:50 网友评论0条 ?文字大小:【大】【中】【小】评分等级:0 ? 焊接接头和坡口形式 焊接接头形式可分为:对接接头、T形接头、角接接头和搭接接头。 一、对接接头|观看动画:对接接头不开坡口,开v形坡口,开x形坡口| 将两块钢板对在一起焊接,称为对接;一块钢板卷成圆筒后对在一起焊接,也属对接。对接接头容易焊透,受力情况好,应力分布均匀,联接强度高,因而焊接接头质量容易保证。 为了保证焊接质量,必须在焊接接头处开适当的坡口。坡口的主要作用是保证焊透,此外,坡口的存在还可形成足够容积的金属液熔池,以便焊渣浮起,不致造成夹渣。坡口的几何尺寸必须设计好,以便减少金属填充量、减少焊接工作量和减少变形。 对接接头形式如图2-14所示。对于钢板厚度在6mm以下的双面焊,因其手工焊的溶深可达4mm,故可以不开坡口,如图2-14(a)所示。 对于厚度在6-40mm 的钢板,可采用如图2-14(b)所示的V 形坡口,进行双面焊。在无法进行双面焊时,也可采用带垫板(厚度≥3 mm)的单面焊。由于垫板的存在,不易被烧穿。 当板厚为12-60mm时,可采用如图2-14(c)示的X形坡口。在板厚相同的情况下,采用X形坡口可减少焊条金属量二分之一左右,而且焊件的变形及所产生的内应力相应小些,因此它多用于厚度较大并变形
要求较小的工件。X形坡口有对称的;还有不对称的,即一侧深另一侧浅。较浅的一侧焊接工作量小些。 图2-14(d)(e)分别为单U形坡口及双U形坡口,这类坡口的填敷金属量均较V形坡口少些,焊件变形也较小,但其坡口加工较困难,故一般只在较重要的焊接结构时采用。 当对接的两块钢板厚度不相等时,为了防止焊接时薄的一边金属过热,而厚的一边金属难于熔化的现象,避免焊不透或烧穿;为了减少由于接头处厚度不等、刚度不一而产生焊接变形与裂纹的可能性,应采用如图2-15所示的厚度过渡开坡口的形式。在考虑焊接接头时采用等厚度焊接是一条很重要的原则。当薄板厚度≤10mm,两板厚度差≥3mm;或当薄板厚度>10mm而两板厚度差大于薄板厚度的30%,或超过5mm时,均应按图2-15的要求削薄厚度边缘。
焊缝坡口的基本形式和尺寸标准
90° 1 90° 2 90° 3 70° 4 δ 70° 5.7 R 5 2 5 2 5.7 20° 名称 备注 序号 90° R 5 一、埋弧焊焊缝坡口的基本形式和尺寸: 坡口形式和尺 寸 Y 形坡口 =10 双 Y 形坡 口 =12 双 Y 形坡 口 =14 双 Y 形坡 口 见列表 双 U 形坡 口 =26 S=40.5mm 2 G=0.32kg/m δ =16~ 25 工件 厚度 90° S= 77.8 mm 2 G=0.61kg/m 2 S=24.5mm 2 G=0.20kg/m 2 S=60.5mm 2 G=0.47kg/m 3 90° 3 1
9 =34 双 U 形坡口 =28 双 U 形坡 口 S= 89.4 mm 2 G=0.7kg/m =30 双 U 形坡 口 2 S=101.8mm 2 G=0.8kg/m =32 双 U 形坡 口 2 S=115 mm 2 G=0.9kg/m S=128.8mm 2 G=1.0kg/m
14 =50 双 U 形坡口 10 =36 双 U 形坡 口 11 =38 双 U 形坡 口 12 =40 双 U 形坡 口 13 =44 双 U 形坡 口 15° 6.2 R 5 S=127.4mm 2 G=1.0kg/m S=140.1mm 2 G=1.1kg/m 2 S=153.4mm 2 G=1.2kg/m 2 S=181.6mm 2 G=1.43kg/m 2 S= 227.8mm G=1.79kg/m
18 δ =12~ 16 带长舌双面 单边V 形坡 口 19 δ =18~ 22 带长舌双面 单边V 形坡 口 20 =24 带长舌双面 J形坡口 带长舌双面 J形坡口 3 5 ° 3 ° °0 见列表 见列表 S=266mm2 G=2.09kg/m S=208mm2 G=1.63kg/m 21 =25
焊缝坡口的基本形式与尺寸
焊缝坡口的基本形式与尺寸 根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。 (一)坡口形式 坡口的形式由 GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U 形、单边V形、双单边Y形、J形等各种坡口形式。 V形和Y形坡口的加工和施焊方便(不必翻转焊件),但焊后容易产生角变形。 双Y形坡口是在V形坡口的基础上发展的。当焊件厚度增大时,采用双Y 形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。缺点是焊接过程中要翻转焊件,在筒形焊件的内部施焊,使劳动条件变差。 U形坡口的填充金属量在焊件厚度相同的条件下比V形坡口小得多,但这种坡口的加工较复杂。 (二)坡口的几何尺寸 (1)坡口面:待焊件上的坡口表面叫坡口面。 (2)坡口面角度和坡口角度:待加工坡口的端面与坡口面之间的夹角叫坡口面角度,两坡口面之间的夹角叫坡口角度,见图1—5。 开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。 坡口角度(或坡口面角度)应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。 (3)根部间隙:焊前在接头根部之间预留的空隙叫根部间隙,见图1—5。根部间隙又叫装配间隙。根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。因此,根部间隙太小时,将在根部产生焊不透现象;但太大的根部间隙,又会使根部烧穿,形成焊瘤。 (4)钝边:焊件开坡口时,沿焊件接头坡口根部的端面直边部分叫钝边,见图1—5。钝边的作用是防止根部烧穿。但钝边值太大,又会使根部焊不透。 (5)根部半径:在J形、U形坡口底部的圆角半径叫根部半径(见图1—5)。它的作用是增大坡口根部的空间,使焊条能够伸入根部,以便焊透根部。
焊接钢管规格尺寸表
最全焊接钢管规格 1.DN 焊接管规格 焊管尺寸公径类别规格执行标准焊管 4 分系列DN15 20~21*0.7 ~2.75 GB/T3091-2008 焊管 6 分系列DN20 25~26.8*0.7 ~2.75 GB/T3091-2008 焊管 1 寸系列DN25 32~33.5*0.8 ~3.25 GB/T3091-2008 焊管 1.2 寸系列DN32 40~42*0.9 ~3.25 GB/T3091-2008 焊管 1.5 寸系列DN40 47~48*1.0 ~3.25 GB/T3091-2008 焊管 2 寸系列DN50 59~60*1.3 ~3.5 GB/T3091-2008 焊管 2.5 寸系列DN65 75*1.5 ~3.75 GB/T3091-2008 焊管 3 寸系列DN80 88*1.5 ~4.0 GB/T3091-2008 焊管 4 寸系列DN100 114*1.1 ~4.0 GB/T3091-2008 焊管 5 寸系列DN125 140*2.2 ~4.5 GB/T3091-2008 焊管 6 寸系列DN150 165*1.4 ~4.5 GB/T3091-2008 焊管8 寸系列DN200 219*2.0 ~6.0 GB/T3091-2008 无锡鑫轩钢材焊接钢管规格表 32*3 60*5 114*11 194*10 32*3.5 60*6 114*12 194*12 32*4 60*7 114*13 194*14 32*4.5 60*8 114*14 194*16 32*5 60*9 114*16 194*18 34*3 60*10 114*18 194*20 34*4 76*4.5 133*5 194*26 34*4.5 76*5 133*6 219*6.5 34*5 76*6 133*7 219*7 34*6.5 76*7 133*8 219*8 38*3 76*8 133*10 219*9 38*3.5 76*9 133*12 219*10 38*4 76*10 133*13 219*12 38*4.5 89*4 133*14 219*13 38*5 89*4.5 133*16 219*14 规格规格规格规格
焊接接头及坡口形式
焊接接头及坡口形式 一、接头的分类 接头是由两个或两个以上零件用焊接方法连接的,焊接结构通常由若干个焊接接头组成。 T 对接焊头; 型接头(十字) 角接接头搭接接头 端接接头; 在结构中的作用:1()工作接头:工作力的传递;联接接头:更主要的作用是作焊接的办法使更多的焊2()接
连接成整体,起连接作用。通常不做强度计算。)(3蜜封接头:防止泄漏是其主要作用。对接接头.1. 从受力的角度看,受力状况好,应力集中程度小,材料消耗少,变形也较小。往往在接头开坡口。 2.T型和十字接头 将相互垂直的焊件用角焊缝边接起来的接头,分焊透、不焊透两种,接头焊透,要根据坡口的T型和十字接头承受动载能力而定,不焊透的T型和十字接头承受力是不周的。 3.搭接接头° 是指两个焊接部分重叠在一起。搭接接头应力分布不均匀,强度较低。 4.角接头 是指两个焊件的端面构成大于30°、小于是135°夹角,用焊接连接起来的接头。 5.端接接头 是指将两构件重叠放置或两焊件之间的夹角不大于30°,用焊接边接起来的接头。 二、坡口的形式和坡口尺寸 1.坡口的形式 主要是保证焊接接头的质量和方便焊接、使焊缝根部焊透。选用何种坡口形式,主要取决于焊接的方法、焊接的位置、
焊件的厚度、焊缝熔透要求。.选择坡口应注意如下问题: 1)坡口的加工条件; 2)可焊接性; 3)焊接材料的消耗生产成本; 4)焊接变形如何; 常用的坡口形式: 1)I型 2)V型 3)双Y型 4)U型 5)双Y形
2.坡口的作用 1)确保焊接电源深入到坡口根部间隙处; 2)操作清除焊渣; 3)调节熔敷金属比例,提高焊接接头综合性能; 坡口的加工.3. 加工方法的选择: (1)剪边:用剪板机剪切加工; (2)刨边:用刨床或刨边机加工; (3)车边:用车床和专用管贡上加工; (4)热切割:用气体火焰或等离子弧加工; (5)碳弧切割:清理焊根时开坡口; (6)铲削或磨削:手工或风动工具铲削坡口; 4.坡口尺寸 1)坡口角度:两坡面之间的夹角;符号a表示。 2)坡口面角度:焊接待加工坡口的端面与坡口面之间的夹角;符号B表示。 3)钝边:钝边的作用是防止焊接根部焊穿;符号p表示。4)根部间隙:是确保焊缝根部焊透;符号b表示。 5)根部半径:是增大坡口的空间;符号R表示 6)坡口深度:主要是保证焊件在厚度方向上全部焊透。符号H表示。
阀门法兰尺寸表
六、对夹式软密封蝶阀D71X/J -6/10/16 Q.C.P.R 系列连接尺寸: 公称通径结构长度(标准外形尺寸(参考值)连接尺寸(标准值) 值)0.6MPa 1.0MPa 1.6MPa 毫米英寸L H H0A B D0n-d D0n-d D0n-d 5024363235270651104-141254-181254-18 65 2 1/24670250270651304-141454-181454-18 8034673275270651504-181608-181608-18 100452105316270651704-181808-181808-18 125556115340310652008-182108-182108-18 150656137376310652258-182408-222408-22七、对夹式软密封蝶阀D371X/J -6/10/16 Q.C.P.R 系列连接尺寸: 公称通径结构长度(标外形尺寸(参考值)连接尺寸(标准值) 准值)0.6MPa 1.0MPa 1.6MPa 毫米英寸L H H0A B D0n-d D0n-d D0n-d 50243633061802001104-141254-181254-18 65 2 1/246703211802001304-141454-181454-18 80346833461802001504-181608-181608-18 1004521053871802001704-181808-181808-18 1255561154111802002008-182108-182108-18 1506561374472702802258-182408-222408-22 2008601645722702802808-182958-2229512-22 250106820664627028033512-1835012-2235512-26 300127823073838042039512-2240012-2241012-26 350147824876138042044512-2246016-2247016-26 4001610228987745047049516-2251516-2652516-30 4501811432093848049055016-2256520-2658520-30 5002012734399348049060020-2262020-2665020-33 60024154413113148049040520-2672520-3077020-36 70028165478147664066081024-2684024-3084024-36 80032190525153364066032024-3095024-3395024-39 900362035851655750860102024-30105028-33105028-39 1000402166401765850900112028-30116028-36117028-42 1200482547551995850900134032-33138032-39139032-48 14005627991023101000925156036-36159036-42159036-48 160064318103025951000925176040-36182040-48182040-56 180072356114028101100980197044-39202044-48202044-56 200080406125031001100980218048-42223048-48223048-62
焊接钢管尺寸规格表
焊接钢管尺寸规格表
焊接钢管尺寸规格表 焊接钢管规格表如下 规格规格规格规格14×3 42×3 89×6 159×7 14×3. 5 42×3.5 89×7 159×8 14×4 42×4 89×7.5 159×9.5 16×3 42×5 89×8 159×10 18×2 42×6 89×9 159×12 18×3 42×8 89×10 159×14 18×4 45×3 89×11 159×16 18×5 45×4 89×12 159×18 19×2 45×5 108×4. 5 159×20 21×4 45×6 108×5 159×28 22×2. 5 45×7 108×6 168×6 22×3 48×4 108×7 168×7 22×4 48×4.5 108×8 168×8 22×5 48×5 108×9 168×9.5 25×2.48×6 108×10 168×10
25×3 48×7 108×12 168×11 25×4 48.3×12. 5 108×14 168×12 25×5 51×3 108×15 168×14 25×5. 5 51×3.5 108×16 168×15 27×3. 5 51×4 108×20 168×16 27×4 51×5 114×5 168×18 27×5 51×6 114×6 168×20 27×5. 5 57×4 114×7 168×22 28×5. 5 57×5 114×8 168×25 28×3 57×5.5 114×8. 5 168×28 28×3. 5 57×6 114×9 180×10 28×4 60×4 114×10 194×10 30×2. 5 60×4 114×11 194×12 32×2.60×5 114×12 194×14
法兰的分类及标准
法兰的分类及相关标准 1、按化工行业标准分:整体法兰(IF)、螺纹法兰(Th)、板式平焊法兰(PL)、带径对焊法兰(WN)、带颈平焊法兰(SO)、承插焊法兰(SW)、对焊环松套法兰(PJ/SE)、平焊环松套法兰(PJ/RJ)、衬里法兰盖(BL(S))、法兰盖(BL)。 2、按石化行业标准分:螺纹法兰(PT)、对焊法兰(WN)、平焊法兰(SO)、承插焊法兰(SW)、松套法兰(LJ)、法兰盖(不表注)。 3、按机械行业标准分:整体法兰、对焊法兰、板式平焊法兰、对焊环板式松套法兰、平焊环板式松套法兰、翻边环板式松套法兰、法兰盖。 平焊钢法兰:适用于公称压力不超过2.5MPa的碳素钢管道连接.平焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三种.光滑式平焊法兰的应用量最大.多用于介质条件比较缓和的情况下,如低压非净化压缩空气、低压循环水,它的优点是价格比较便宜; 对焊钢法兰:用于法兰与管子的对口焊接,其结构合理,强度与刚度较大,经得起高温高压及反复弯曲和温度波动,密封性可靠.公称压力为0.25~2.5MPa的对焊法兰采用凹凸式密封面. 承插焊法兰:常用于PN≤10.0MPa,DN≤40的管道中; 松套法兰:松套法兰俗称活套法兰,分焊环活套法兰,翻边活套法兰和对焊活套法兰.常用于介质温度和压力都不高而介质腐蚀性较强的情况。当介质腐蚀性较强时,法兰接触介质的部分(翻边短节)为耐腐蚀的高等级材料如不锈钢等材料,而外部则利用低等级材料如碳钢材料的法兰环夹紧它以实现密封; 整体法兰:常常是将法兰与设备、管子、管件、阀门等做成一体,这种型式在设备和阀门上常用。 密封面形式:平面(FF)、突面(RF)、凸面(M)、凹面(F)、凹凸面(MF)、榫面(T)槽面(G)、榫槽面(TG)、环连接面(RJ)。 法兰材质有:20#、A105、Q235A、12Cr1MoV、16MnR、15CrMo、18-8、321、304、304L、316、316L等。 4、按国家标准分:整体法兰、螺纹法兰、对焊法兰、带颈平焊法兰、带颈承插焊法兰、对焊环带颈松套法兰、板式平焊法兰、对焊环板式松套法兰、平焊环板式松套法兰、翻边环板式松套法兰、法兰盖。 因而使法兰盘进一步增大了刚性。故规定用于更高的压力范围(PN 0.6MPa~6.4MPa)和直径范围 (DN300mm~2000mm),适用温度范围为-20℃~450℃。由表4-16中可看出,乙型平焊法兰中DN 2000mm以下的规格均已包括在长颈对焊法兰的规定范围之内。这两种法兰的联接尺寸和法兰厚度完全一样。所以DN2000mm以下的乙型平焊法兰,可以用轧制的长颈对焊法兰代替,以降低法兰的生产成本。平焊与对焊法兰都有带衬环的与不带衬环的两种。当设备是由不锈钢制作时,采用碳钢法兰7加不锈钢衬环,可以节省不锈钢。示意图中所示为带衬环的甲型平焊法兰。