绞线机说明书

一. 安全警告
※ 通电前请确认电源(保险丝3A250V)电压是AC220V 还是AC110V ;如果您的电源
插座没有接地请您将机器外壳用粗导线与大地相连;
※ 严禁在机箱或控制器上放置任何物品,以免掉入机箱内造成机器工作不稳定或
出现电路短路烧毁机器等严重故障; ※ 不要堵塞机箱散热孔;
※ 长时间不工作时应关闭电源;
※ 更换夹具或搬动机器前一定要先关闭电源;
※ 启动电机时请确认夹具是否禁锢,以防飞出伤人。
二. 概述
※ 先进的液晶+背光显示方式,现代手机的操作模式。淘汰了数码管使人眼花疲劳
及设置操作烦琐等缺点;
※ 电机直接出轴,无传动力矩损失;
※ 零维护,无碳刷、电磁刹车器、皮带等机械磨损,我们采用先进的电子控制制
动方式;
※ 完善的工业级保护电路设计,确保无故障工作20000h 以上;
※ 对于已设置的数据具有完善的数据保护功能,且数据可永久保存; ※ 不同段可分别设置不同的绕制方向,亦具有正、反计数功能; ※ 不同段可分别设置不同的绕制速度,噪音极小,高低速力矩恒定;
※ 启动快,转速高,可在高速下直接刹车,工作效率极高。对于细线绕制时为防
止启动张力大特设0-9种慢速启动方式可供选择,不同段可分别设置不同的慢速启动方式;
※ 系统绕制完具有产量统计、把数提示、自动进段功能,亦可任选绕制段位; ※ 适用范围:绕线机、绞线机、纽线机、音圈机,送料系统等机器; ※ 控制系统可根据个人爱好设置具有个性化的控制方式。
三. 接线图
1.待机模式:(此模式分启动前与启动后)
启动前: LCD 显示为当前产品待绕制的数据,机器处于空闲,等待用户启动绕线、 进入其它工作模式或进行其它操作,开机后即为此状态。
启动后:产量显示区显示电机正在绕制的速度(亦可设置不显示转速只显示产量), 圈数 显示区将跟随电机主轴转动计数,当计数到达设定圈数后,控制系统便自动停止绕线。
2.选择产品型别模式:
进入此模式后所显示的为当前产品号,系统等待用户输入其它产品代号,输入完按“确认”键确认,如果所选产品代号无存储任何数据则出现“Error-4”错误表示产品为空,要求重新输入产品号。如果不想选择其它产品可按“→”或“←”键退出,此时无论是否输入数据则当前产品号仍为原来的产品号。
3. 恢复出厂状态模式:请注意使用此功能!!!
此模式用于清除存储器内所有设置数据,即机器恢复为出厂时的数据状态。清空后,系统将在1号产品内放置一套缺省的产品数据作为当前产品。
清除方法:进入此模式后出现上面画面以作警告提示,此时并未删除任何数据,只是要求用户再次确认:按“确认”键清除,按“→”或“←”键将退出,不清除任何数据。
注:此模式有数据保护功能! 4. 机器参数设置模式:
用户可根据自己的需要对控制系统进行个性化设置,设置方法只需按“转换”键在“Y ”(yes)与“N ”(no)之间转换。
注:此模式有数据保护功能! 5.产品数据设置模式: 此模式等待用户增加,删除,修改产品待绕制的数据。
为方便设置产品数据,系统会提供一套缺省数据,设置时只需改动即可。
如要删除某种产品只需在该模式下把该产品的总段数设为0便可
,当前产品除
外
。
在设置多段产品数据时可按“退段”键回到前段重新设置该段数
据,按“进段”键可快速进入后段数据设置。按“→”或“←”键可 移动光标到
另一数据项进行设置。
在设置数据时按“清零”键可清除光标位置数据项的数据。
在设置绕制方向时按“转换”键在顺绕“=>”与逆绕“<=”之间选择。 在设置速度时允许输入1-100,即表示设定的速度为最高速度的百分之几。
注:此模式有数据保护功能!
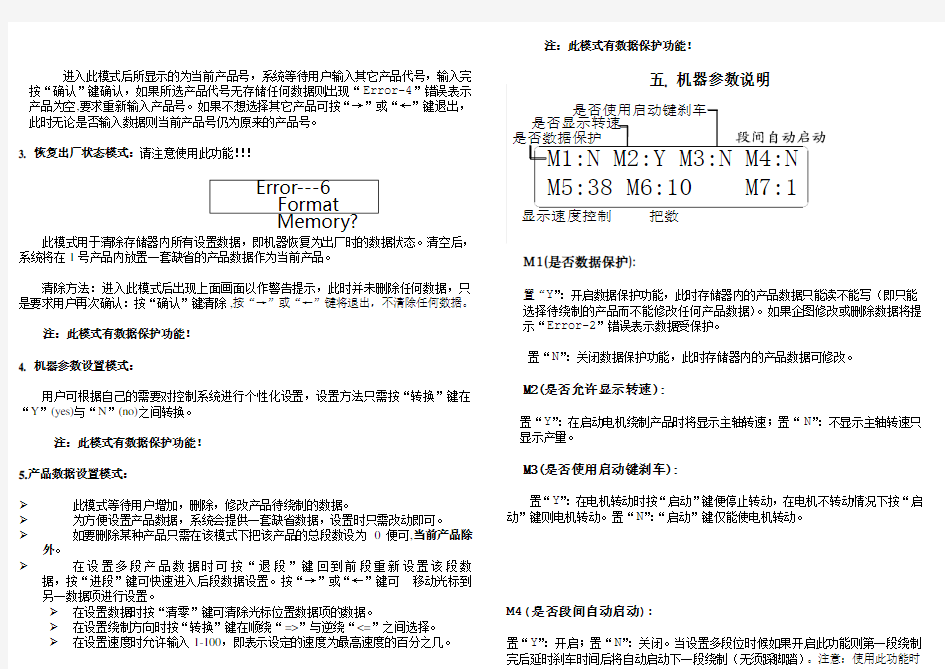
M1(是否数据保护):
置“Y ”:开启数据保护功能,此时存储器内的产品数据只能读不能写(即只能选择待绕制的产品而不能修改任何产品数据)。如果企图修改或删除数据将提示“Error-2”错误表示数据受保护。
置“N ”:关闭数据保护功能,此时存储器内的产品数据可修改。
M2(是否允许显示转速):
置“Y ”:在启动电机绕制产品时将显示主轴转速;置“N ”:不显示主轴转速只显示产量。
M3(是否使用启动键刹车):
置“Y ”:在电机转动时按“启动”键便停止转动,在电机不转动情况下按“启动”键则电机转动。置“N ”:“启动”键仅能使电机转动。
M4(是否段间自动启动):
置“Y ”:开启;置“N ”:关闭。当设置多段位时候如果开启此功能则第一段绕制完后延时刹车时间后将自动启动下一段绕制(无须踩脚踏)。注意:使用此功能时候刹车时间不能设置为“0”,因为0表示一直刹车!
M5:显示速度控制(38-50)
此参数用于调整系统测试电机运转速度时所显示的速度
值,38时为标准显示速度,大于38时则加大显示的速度。
M6:把数(0-9999)
此参数用于设置打包装数量。如要加工10000个产品,其中每
100个为一个包装,则100为该产品的把数。为0时则没有把数提示,否则产量为把数的整数倍时系统将提示把数到。
六. 产品绕制数据说明
1. 产品号:用于存放用户某种产品全部绕制数据的该产品代号(1~99)。 2. 总段数:该产品分几次绕制不同圈数的次数(0~20)。 3. 当前段号:绕制总段数的第几段(1~20)。
4. 转速:主轴转速,以最高转速的百分比表示,有效输入1%~100%
(300~8000r/Min )。
5. 圈数:绕制匝数,此有效输入为0.5~9999.9圈。
6. 旋转方向:电机主轴的转动方向,按“转换”键在“=>”顺绕与“<=”逆
绕之间选择。
7. 慢速启动斜率:用户根据实际情况在绕制细线时,如启动张力过大引起断线
时,应对启动速度加以限制。慢启动方式由快到慢有0~9种斜率可供选择,0表示启动后立即达到设定最高速,9表示速度慢慢增加到设定最高速。
8. 刹车时间:绕线结束后,控制器以小力量方式刹车或电磁刹车器抱死电机主轴不动的时间,
单位:1/5秒(可设置0~99)。此时间的作用:控制自动启动时间间隔,段间自动启动时间间隔
注:0表示一直刹车。此功能可使本系统与外界系统实现自动化连接!
注:面板显示屏上、下位置的印刷字为产品设置时的数据说明。
七. 系统提示错误说明
Error---1 (Motor Over Loading)电机过载。
当电机堵转或因电机接线有故障时均出现此提示。
Error---2 (Data is Protecting)数据保护。
当用户设置了数据保护功能,而企图更改或删除产品数据及机器参数时将出现此提示。
Error---3 (Memory Mistake)存储器读写错误。
本控制系统所用存储芯片可擦写10万次,断电后数据能永久保存。一般非人为因
素是不会损坏。
Error---4 (Product is Empty)所选择的产品号无存储任何数据。
Error---5 (Memory is Full)存储空间不够。
本控制系统允许同时存储99种产品,每种产品最多可设置20段。因存储
芯片空间限制,所有产品总段位数之和不能超过芯片存储容量否则将出现
此提示,此时须删除无用的产品让出空间。
Error---6 (Format Memory!)恢复出厂数据。
当存储器首次使用或要清除其内部所有设置的数据时均出现此提示。Error---7 (Product Can ’t Delete)当企图删除当前产品时出现此提示。
如果要删除当前产品必须先在选型模式下选择另外一种产品作为当前产
品,再进行删除操作(将产品总段数置0)。当前产品为不可删除产品!Error---8 (Bale is over!)提示把数到。
八.其它操作说明
1.在绕制完毕时按“转换”键可使电机在刹车与不刹车之间转换。
2. 一般所绕制的首个新产品都有误差,控制系统将在绕制首个新产品时自动检测
每段的绕制误差并进行修正,后将其结果存入该产品的绕制数据内,经过自动修正后将不再出现绕制误差了。
3. 在多段绕制时。使用“进段”键可跳过本段进入下一段的绕制,同时圈数清零。
每按此键一次,向后进一段,若为最后一段,按此键可返回到首段。使用“退段”
键可退回到上一段同时圈数清零。每按此键一次,向前退一段,若当前为首段,按此键无效。
4. 在待机模式下控制器的“产量-1”即“1”键,“产量清零”即“0”键,用来
对产量进行调整。5. 在待机模式下当前显示圈数不为0时,按“清零”键可清除当前计数圈数,且
不论该段是否绕制完,启动后都会重新绕制该段。
6.当您对机器数据进行调整或设置时请勿关闭电源,否则将使机器内部数据资料丢失,导致机器不能正常工作!
7.在待机模式下控制器的“效准保存”即“3”键用于对当前段的效准圈数进行保存。不同的负载其效准圈数是不同的,确定好工作负载后可手动保存该效准圈数。
8.在待机模式下按控制器的“手动”即“8”键可使系统工作一次,按“刹车”或者“急停”键便可使系统停止工作。
9.在待机模式下按控制器的“自动”即“9”键可使系统依“刹车时间”连续工作,按“刹车”或者“急停”键便可使系统停止工作。
10.解除数据保护:
数据被保护时:系统数据将不能被修改。此时要解除数据保护则在待机模式下先按住“启动”键后再按“参数设置”键即“6”键便可进入被保护的参数!进入后将M1修改为“N”便可解除数据保护。直接按“参数设置”按键则不能进入被保护的参数。
培训教材(说明书部分)
培训教材 (说明书部分) 第一章书刊装订常用术语 书刊装订术语是进行装订加工中不可缺失的基本知识,尽快地学好和掌握装订术语有助于平时的沟通与操作技能的掌握。书刊装订的术语很多,由于地区和习惯不同,造成有些术语不统一,现只介绍一些常用的术语。 1。克重 纸张的重量,是以每一张纸的每一平方米多少克重为单位,记作 G/㎡。公司说明书常用的书纸克重有70、80、100、120、 140。另外还有用铜版纸或哑粉纸制作说明书的。 2。令数 每五百张全张纸为一令(1令=500张全张纸)。 3。开数 指一全张纸上排印多少版或开(K)出多少块纸张。如图示。 4。版心 指书刊印张中除去余白印有图文的部分。生产中常有“版心不正”说法,是指印刷的页张、图文歪斜不规矩。 5。左、右开本
指书刊加工完成以后要翻阅时,向左面翻开的称左开本,向右翻开的称右开本。 6。衬纸 指封面(封二)下面另粘上的白张页。衬纸是为衬托封面与书芯的衔接而用,并有保护书芯的作用。 7。扉页 指衬纸下面印有书名和出版者的单张页。有些书刊在加工时衬纸和扉页印在一起,称为扉衬页。 8。环衬 指精装书籍的封壳内书芯上下一折两页的衬纸。 9。天头 指书刊正文最上面一行字的字头到书帖上面纸边之间这一段。 10。地脚 位置与天头相反,指书刊正文最下一行字的字脚到书帖下面纸边之间这一段。 11。前口 也称口子或口子边。指订口折缝边相对的毛口阅读边位置。 12。订口 指书刊应订联部分的位置。 13。勒口 是指平装装帧的一种形式。主要是封面的前口边裁切时大于书芯前口边宽约20-30MM,再将封面多余部分沿书芯前口切边向里折齐在封二和封三内(如图三)。 14。飘口 指精装书刊经套合加工后,书封壳大出书芯(切口)的部分。三面飘口一般情况为3MM。 15。堵头布 也称堵布、绳头布或花头布等,是一种经加工制成的带有线棱的布条。堵头布用来粘贴在精装书切完书芯后背的两端,将每贴折痕堵盖住,只露线绳棱,因此称为堵头布。 16。平装说明书各部分的称谓
立式粉体包装机使用说明书
立式粉体包装机使用说明书 一主要特点: 1 同时控制两个步进电机 . 2 单接近开关控制,分切、充气、振动、下料等功能不用接近开关控制. 3 停机时停于横封开的位置. 4 多种故障显示. 5 多种自动停机报警功能. 二技术参数: 1 包装速度: 10-130包/分钟. 2 袋长: 10-400mm/包. 3 接近开关: 12-30vDC NPN 常开. 4 光电眼: 12-30vDC NPN 常开 . 5 驱动器: 400脉冲/周. 6 步进电机: 4.2N.m 4A 0.9/1.8步角. 7 输出接口: 12vDC输入的固态继电器. 8 接近开关的凸轮有效长度: 10-20mm. 9 包装膜色标有效宽度: 1.5-20mm. 三出厂调试步骤: 1 凸轮位置的调整: 打开电源-按起动按钮起动包装机-等机器运行3周以上再按停止,观察横封位置若横封没有停止在开着的位置则转动凸轮位置,直到横封停止在开着的位置。 2 系数的调整 装好包装膜-打开电源-关闭光电眼-袋长设为100-按起动按钮起动包装机-等机器运行3周以上-用尺测量所走的袋长,若大于100mm则调小系数,若小于100mm 则调大系数,直到等于100mm。 四开机步骤: 1 装好包装膜-打开电源-设置好适当的横封纵封的温度,袋长设为所需要的袋长
值,待温度稳定后进行下一步操作。 2 若没有光电眼则关闭光眼开关跳到第4步,若有光电眼则打开光眼开关,调整光眼后按A测长,使光眼自动检测袋长,按起动按钮起动包装机后跳到第4步。 3 按起动按钮起动包装机,等机器运行3周以上,用尺测量所走的袋长,若大于所需要的袋长则调小袋长值,若小于所需要的袋长则调大袋长值,直到等于所需要的袋长。 4 打开所需要的功能开关,调整各输出位置,到此主要开机步骤结束。 五操作方法: (参照第12页界面流程图) 1 主界面显示(界面A): (1):当光眼关时或光眼开且主机起动时显示“袋长按A”,此时按“A”到设置袋长当光眼开且主机停止时显示“测长按A”,此时按“A”电脑自动检测袋长。(2):显示“步进按B”当主机停止时按“B”则点动步进电机.当主机运转时,按“B”计数清零。 (3):当光眼关时显示“光眼按C”,此时按“C”到界面G,设置光眼开关,当光眼开时显示对标按“C”,此时按“C”到界面G,设置光标位置和光眼开关。 (4 ):当下料开关关时显示“走袋按D”,此时按“D”走袋开关,当下料开关开时显示“下料按D”此时按键“D”为下料的快捷开关。 2 分切设置:界面A按“S”键进入界面B按“A”键,界面C按“A”键进入分切数据设置,按“B”数据加,按“C”数据减,按“S”退出设置,分切数据=10时,切刀每10包动作一次,分切数据=00 时切刀不动作。 3 充气设置:界面A按“S”键进入界面B,按“A”键进入界面C按“B”键进入充气设置,按“B”键数据加,按“C”数据减,按“S”退出设置,充气数据的大小表示充气量的大小,充气数据=0时充气开关关闭。 4 前振设置:界面A按“S”键进入界面B按“A”键进入界面C,按“C”键打开或关闭开关。 5 后振设置:界面A按“S”键进入界面B按“A”键进入界面C,按“D”键打开或关闭开关。 6 温控设置:界面A按“S”键进入界面B按“B”键进入界面D,按“A”键打开或关闭开关。
新版点歌机使用说明书
HOD精英2000版 说明书
目录 安全须知 (1) 设置场所 (2) 使用 (2) 其它 (2) 温馨提示 (2) 功能特点 (2) 使用前说明 (3) 开机检查产品包装清单 (3) 放置位置选择 (4) 安全注意事项 (4) 遥控器使用须知 (4) 卡拉OK点唱机产品示意图及接线图............................................................................ 错误!未定义书签。前面板示意图 .................................................................................................................. 错误!未定义书签。后面板接线图 (5) 点歌遥控器图示说明 (6) 遥控器按键介绍: (7) 键盘按键说明 .................................................................................................................. 错误!未定义书签。安装说明 .. (7) 后台管理工具软件操作 (7) 卡拉OK点唱机操作说明 (10) 怎样输入密码 (14) 简单故障处理 (15) 郑重声明 (16) 安全须知 感谢您使用此卡拉OK点唱机!为方便您正确安全的使用和操作,请先详细阅读该手册并妥善保管,以备今后参考! 本机内有高压电源,使用不当,有可能引起火灾及触电,严重者可能导致重伤及生命安全,请仔细阅读以下注意事项,注意操作。
模切机操作说明书
戴氏平压平模切压痕机 设备技术介绍书 D1060S 机器型号: D1060P D1060 D1300 D1450 D1500 D1650 浙江戴氏印刷机械有限公司
公司简介: 浙江戴氏印刷机械有限公司,成立于1987年,是集研发、生产、销售、服务于一体的综合性实业公司,专业生产模切机、裱纸机、切纸机三大系列,三十余种机型。 戴氏集结了众多系列模切机、裱纸机、切纸机设计制造专家,并远销到法国、西班牙、葡萄牙、土耳其、黎巴嫩、埃及、墨西哥、巴西、智利、印度、巴基斯坦、越南、泰国、印度尼西亚等二十几个国家和地区。 戴氏以“以人为本”的经营理念,“笃信求实,务本创新”的企业精神,为客户提供优质的产品、合理的价格、及时的交货、良好的服务。时刻以“客户的需求,是我们永远的追求”为信念,锐意进取,改革创新,不断提高产品品质,拓展产品种类。客户的满意是戴氏的骄傲。
戴氏平压平模切压痕机服务及质量承诺 D1060S 机器型号: D1060P D1060 D1300 D1450 浙江戴氏印刷机械有限公司
产品质量保证及服务承诺 戴氏公司模切机除具备产品合格证以外,保证: 1.戴氏公司的平压平模切压痕机符合国家:JB/T 8116.1-1998”标准规定的质量标准要求。 2. 从产品安装调试完成后开始计算,在正确的保养及使用状态下戴氏公司提供12个月免费维修,终身维修服务“人为损坏及使用不当除外”。 3.保修期内非人为因素机器零部件损坏,负责免费更换“不包括机器消耗配件”。由于操作技工违规操作或误操作所导致机器零件损坏,收取零件成本费。 4.保修期外零件配件价格按戴氏公司最低出厂价格。 5.对于合同规定的机器标准配置外,客户需要额外配件按戴氏公司最低出厂价格。 6.模切机主要部件及底台、上下动平台、墙板实行终身质量保证。 7.零件供应最长不超过7天。
小型折页机设计说明书
小型折页机设计与研究 摘要 折页机是伴随现代印刷行业产生的现代印刷设备,现代印刷厂通常包含印前、印刷、印后三个加工工序,折页是印后加工的关键工序,其效率制约着印刷与印后环节的生产效率。尽管由于包装印刷的兴起,在其他材质媒介上,如塑料,织物,皮革,金属表面等等也在兴起,但主要承载媒介仍旧为纸质,纸依然占据绝对统治地位。折页机作为书刊、报纸等纸类加工的主要印后设备之一,更加不可或缺。近年来,国外印刷行业处于快速发展阶段,企业和个人对印刷产品的实时性和个性化的要求愈来愈高,伴随印后折页的小型折页机以其独有的特点开始得到企业和个人的青睐。小型折页机在完成公文信函、商务信函、宣传页、产品说明书的大批量折叠时,不仅操作方便更能大大提高工作效率;同时由于小型折页机外形简洁、占用空间小,工作噪音很低,最大限度优化了员工工作环境。伴随书刊印后加工工艺的多样化、页折叠式样的复杂化,以及出版周期缩短、加工速度加快的新形势,市场对小型折页机的功能与使用又提出了新要求。为满足用户的各类需求,各折页设备制造商仍在积极研发各种具有优异性能的折页机。本设计则是针对小型折页机最重要的折页系统进行了降噪改进,以最优化工作环境。 关键字:折页机,小型 ,设计,折页系统
DESIGN AND STUDY OF A SMALL FOLDING MACHINE ABSTRACT Folding machine is a modern printing equipment designing and manufacturing with the modern printing industry. Modern printing factory usually contains pre-press, printing, post-press three processes. Folding is the key procedure for post-press. Its efficiency is restricting the printing and post-press production efficiency. Despite the rise of packaging printing, in other media, such as plastic, fabric, leather, metal surface and so on, but the main bearing medium is paper. Paper still occupy the dominant position absolutely. Folding machine is indispensable post-press equipment about processing of paper, such as books and newspapers. In recent years, domestic printing industry is in a stage of rapid development. Enterprise and individual put forward more high demands to real-time and personalized printing products. Small folding printed folding machine has been attracted enterprises and individuals with its unique characteristics. Small folding machine is convenient to complete the folding of correspondence letters, business letters, leaflets, brochures of Large quantities .It can greatly improve work efficiency also. At the same time, the small folding machine optimizes the working environment to the maximum degree because it is compact, occupies small space and has low working noise. With the complexity of finishing process, diversification of sheet folding style and new situation of shortening the period of publication and processing speed , the market puts forward new requirements for the small folding machine’s function and use. In order to meet the various needs of users, folding equipment manufacturers are still positive to research and development the
双变频枕式包装机说明书2
双变频枕式包装机 操 作 手 册 上海逸讯机械制造有限公司 电话:0086-021-******** 0086-135******** 地址:上海市奉贤区南桥镇五星中心路1099号
目录 前言……………………………………………………………2 一、使用本机安全注意事项………………………………………2 二、用途及特点 (3) 1 适用范围 (3) 2 主要规格及技术参数 (5) 三、安装和调试 (6) 1 安装机器 (6) 2 电源供应 (6) 3 试机 (7) 四、调整及操作事项 (8) 1 控制面板说明 (8) 2 包装纸膜安装与调试 (12) (1)装纸步骤 (12) (2)纸张张力调节 (13) (3)中封部分的调节使用注意事项 (14) 3 光电开关跟踪系统的使用 (14) 4 横封刀速度的调整 (16) 5 横封刀架的调整 (16) 6 横封刀座及切刀的调整 (17) 7 被包装产品位置的调整(即饼位调整) (19) 五、正常开机步骤 (20) 六、机器的保养和检查 (21) 1 每天或每班对机器的保养和清洁 (21) 2 每月对机器的保养和清洁 (22) 3 每半年对机器做相关检查 (22) 七、故障原因及排除方法 (23) 电器原理图 (25) 电器接线图 (26)
图1:整机示意图
前言 在使用包装机之前,请您务必熟悉本《操作手册》的各项内 容,它将帮助您了解本包装机的基本性能、结构、操作及维护保养方法,帮助您如何正确使用机器,使它发挥最佳性能,减少故障,延长使用寿命。 试机期间,操作人员应认真阅读本手册,并在本公司职员的指导下开机,尽快掌握本机器的使用。 一.使用本机安全注意事项 1、每次开机前,要检查工作台面、输送带、封口刀座上一定不能有工具或任何杂物,观察机器周围有无异常; 2、每次开机前,要保证包装速度调节旋钮在最低位置; 3、机器在运转当中,严禁把手和头靠近或接触运转部件! 4、机器在运转当中,严禁把手和工具伸入横封刀座内! 5、机器在正常工作时,严禁频繁切换操作按钮,严禁随意频 繁更改参数设定值,严禁拆下横封护板。 6、严禁超高速长时间运行; 7、如果在调整和维护时,机器或设备的按钮开关位于操作人员所在操作位置之外,或者几个人同时工作,则应由专人在可进行监视以及能使机器或者设备迅速停机的工作位置进行操作。只要工作在进行,则该人员不得离开其位置。
手持机操作说明书
手持机操作说明书一、手持机总览 二、显示屏说明
三、按键说明 1、开关键:短按开机,长按3S关机 2、菜单键:进入菜单操作模式,有四个菜单选项. 3、组合键:在菜单操作模式下,起“+”键作用; 不在菜单操作模式时,进入刷临时卡入场工作模式。 4、组合键:在菜单操作模式下,起“+”键作用; 不在菜单操作模式时,进入刷临时卡出场工作模式。 5、快捷键:快速查询手持机机号和扇区号。 6、、、、数字键:输入0~9的数字键。 四、操作示例 注意:本管理器必须进入值班操作状态才可以对进出场车辆卡片,进行正常操作。 1、值班员无卡上下班 1.1、在第一次使用手持机的时候,需要登录操作员。无卡上下班,通过菜单按键 进入菜单选项,输入值班员编号(这里的编号不是指操作员的人员编号,而 是1至15数字,总共15个编号),然后输入该操作员的密码(操作员密码默 认为888888),按“确定”键登录。
注意:手持机上电默认显示出厂时添加的收费员。 2、刷卡记录查询和值班记录查询 2.1、查询刷卡记录,通过菜单按键进入菜单选项,如图所示: 然后按确定键进入查询界面,如下图所示: 2.2、查询值班记录,通过菜单按键进入菜单选项,如图所示: 然后按确定键进入查询界面,如下图所示:
3、临时卡进出场刷卡操作 3.1、临时卡入场需要通过入场按钮进入读卡界面,如下图所示: 如果需要预置车牌可按键盘上的‘*’键,如下图所示: 注意:需要设置车牌的首字和首字母,必须进入系统设置的车牌预置功能选项。 如果需要把预置卡片类型可以按‘#’键会出现如下界面: 在选项了卡类后按确定键会返回到入场刷卡界面,在车辆入场时卡片类型就会被改成预置的卡类,但是此卡类只能更改一次卡类,如果下次还要更改卡类,需要重新预置卡类。 设置好车牌后按确定键返回到进场刷卡界面,刷临时卡进场如下图所示: 如果需要把首字更换可以按‘*’键会出现如下界面: 注意:如果需要翻页可以按9键进行翻页 设置好首字和车牌后按确定键返回到进场刷卡界面,刷临时卡进场如下图所示:
半自动平压模切机设计说明书
半自动平压模切机设计说明书 一、 设计目的 通过本课程设计将学过的基础理论知识进行综合应用,着手设计“半自动平压模切机”。通过对机构的选型、设计;对机械传动方案、机械运动方案的选择和评价而培养结构设计,计算能力。熟悉一般的机械装置设计过程。 二、 工作原理及工艺动作过程 半自动平压模切机是印刷,包装行业压制纸盒、纸箱制品的专用设备。它可以对各种规格的纸板、厚度在4mm 一下的瓦楞纸板,以及各种高级精细的印刷品进行压痕、切线、压凹凸。经过压痕、切线的纸板,用手工或机械沿切线除去掉边料后,沿压出的压痕可折叠成各种纸盒、纸箱,或制成凹凸的商标。 它的工艺动作主要有两个:一是将纸板走纸到位,二是进行冲压模切。其具体工作动作顺序如下: 半自动平压模切机工艺动作顺序 三、 运动循环图 印 刷 纸 板 夹紧纸板 输入走纸 模切冲压 输出走纸 松开走纸 纸盒余 料
(一)机构运动要求 从机器的工艺动作可以看出,可以把整个机构运动的运动分成两个部分,一是辅助运动,它可以用于完成纸板的夹紧,走纸,松开等动作。对实现该运动的传动机构要求做间歇运动;二是主运动,完成对纸板的压切动作,要求装有模板的滑块做直线往复运动。其特点是行程短,受载大。本机构要求行程是50毫米,最大载荷是错误!未找到引用源。,工作速度是每小时压制3000张。另外,主运动和辅运动要相互协调。 (二)运动示意图 由上述机构运动要求,绘制如下运动示意草图: 模切机构主轴夹紧装置 夹紧装置 走纸机构
(三)各部件运动分析 1、主轴的选择和转角运算 为了计算和设计方便,选择变速箱的输出轴为运动分析主轴,如上图所示。由原始数据和设计要求知,平面六杆机构的行程速比系数K=1.3,则极位夹角错误!未找到引用源。°并知该运动周期分为两部分,以156.5°(156.5°=180°-23.5°)为界分为0°---156.5°和156.5°--360°两个过程。 2、模切机构的分析 当主轴转角为0°---156.5°,下模从行程最低点开始,在平面六杆机构的带动下向上移动至预定模切位置,进行冲压模切;当主轴转角为156.5°--360°,下模完成模切动作,快速急回运动至行程最低点即下一周期起点。 3、走纸机构的分析 当主轴转角为0°---156.5°,特殊齿轮组(用于完成间歇运动)没有啮合运动,链轮链条处于静止状态;当主轴转角为156.5°--360°,特殊齿轮组轮齿参与啮合,带动链轮链条运动,进行走纸运动。 4、夹紧装置的分析 当主轴转角为0°---156.5°,带动夹子的凸轮走过推程,远休止和回程使刚性弹簧夹完成夹纸动作;当主轴转角为156.5°--360°,凸轮处于近休止状态使刚性弹簧夹处于夹紧状态。 (四)综上所述运动循环图如下: 主轴转角0°156.5°(图示位置) 360°走纸机构停止运动
折页机技术知识
折页机 折页机是伴随现代印刷行业产生的现代印刷设备,现代印刷厂通常包含印前,印刷,印后三个加工工序,主要承载媒介为纸质,由于包装印刷的兴起,在其他材质媒介上,如塑料,织物,皮革,金属表面等等也在兴起,但主要载体仍旧以纸张占绝对统治地位。印刷工业加工通常分为书刊报纸加工和包装加工,折页机则是书刊,报纸加工的主要印后设备之一。 背景 上世纪50年代中期,在大搞技术革新的运动中,一些印刷厂就制造出了折页机,开创了我国制造折页机的先河。1968年2月,国家计委和第一机械工业部等单位联合召开“《毛主席著作》印刷机械规划会议”,会议决定扩建湖南新邵印刷机械厂(湖南新邵印刷机器有限公司的前身),定点专业生产折页机。直到80年代中期,ZYl01、ZYl02全张和ZY201对开刀式折页机一直是折页机的主导产品。为了解决印装不平衡的矛盾,国家“七五”计划决定由湖南新邵印刷机械厂引进国外先进折页机样机和技术,自主开发高速折页机。80年代中后期,该厂先后研制出ZYH660混合式高速折页机和ZYH490电控刀高速折页机。90年代以后是我国折页机发展的黄金时代。上海北人力顺印刷机器有限公司等数家厂商也加入了折页机的研究和制造行列。 国产高速折页机主要由纸张分离系统、送纸系统、弯曲平行折页系统、垂直折刀折页系统、机架、传动系统、电气控制系统和收帖系统等组成。虽说我们的祖先很早以前就发明了印刷术,但时至今日我国的印刷技术水平却显得比较落后,目前国产先进折页机仅达到了上个世纪90年代国际先进水平。 目前,印刷企业订单出现多品种、小批量、交货时间短的发展趋势。这种趋势将开机的准备时间和机器频繁设置时间在总生产时间占用比例上变得越来越高,而实际生产时间则相对减少,在激烈的市场竞争中,这就意味着印后加工企业必须在更短的时间内生产出更多的产品,才能获得更多的利润。因此,优化生产过程和整合操作程序更加可靠地生产了每一份产品,对印后设备生产商提出了更新、更高的要求。 发展趋势 ①新一代的折页机更注重细节 正可谓细节决定成败,折页机在结构上也更加注重细节,新型的折页机力求在细节上做得更好。例如海德堡StahlTH/KH系列在缩短更换作业时间方面的创新,利用了电气台板(AirStreamTable),兼具真空导纸和对齐功能,可存储需要生产的工作参数,电机传动的折页辊能够精确调整并自动预先设定,明显地缩短了开机准备时间。正是由于细节的改造,这些折页机广泛地受到印刷厂商的欢迎。类似的还有MBO的Rapidest作业准备系统等。 ②功能得到了进一步的扩展 毫无疑问.功能更加强大的折页机更容易受到客户的青睐.更容易获得更大的市场占有率。现在的折页机的功能远远超过了那些我们熟知的16开或32开折页机的简单功能,海德堡Stahl折页机还提供了许多特殊配置供用户选择,如关门折、联机喷胶、撕裂型切割、开窗打孔、甚至还可增加联机贴卡、喷墨打印等功能。北京华联印刷有限公司印刷的2005年台历(鸡年台历),在印后加工方面充分显示出国际品牌STAHL折页机魅力,在台压版上贴上惟妙惟肖的纸折小鸡,为台历增色不少。 ③向高速、高稳定性方向发展
真空包装机操作使用说明
真空包装机 操作、使用说明书 真空包装机操作、使用说明书 大江真空包装机械有限公司 大江机械贸易有限公司 说明书自述 本说明书为整个系列真空包装机的使用说明书。 具体型号的使用说明请参照相关页面! 具体机型:智能版型、普通型 智能版型1 抽真空0~99S 充氮0~ 加热0~ 冷却0~ 电动开盖放气 智能版型2 抽真空0~99S 充氮0~ 加热0~ 冷却0~ 放气 智能版型3 抽真空0~99S 切丝0~ 加热0~ 冷却0~ 放气 智能版型4 抽真空0~99S 加热0~ 冷却0~ 放气 普通型抽真空0~99S 加热0~ 冷却0~ 放气
●各机型动作原理,内部结构,电器原理图,气路原理图,请根据机器 功能参照相关页面! ●以上为现有通用机型,特殊机型及定制机型不在此列,具体情况请联 系设备制造商! 目录 说明书自述-------------------------------------- 1 目录-------------------------------------- 2 用途及特点-------------------------------------- 3 使用前准备-------------------------------------- 4 操作说明-------------------------------------- 7 气路原理图-------------------------------------- 9 电气原理图-------------------------------------- 11 故障分析-------------------------------------- 20 用途及特点 用途: 本公司自发研制的全系列真空包装机具有功能优越,维护方便,操作简易,应用广泛等优点。特别适用于复合薄膜或铝箔复合薄膜等软包装材料。对固体、液体、粉状、糊状的食品,种子、芬芳物、药品、化工产品、电子产品、精密仪器仪表、稀有贵重金属等物品进行真空包装,或者真空后充入惰性气体包装。经真空包装处理后的物品可长期保质保鲜,防止氧化,霉变,虫蛀,腐败,受潮,且适合于各种工作环境及场所! 特点:
刻字机的一些常见问题
刻字机的一些常见问题 编辑:oa161商务办公网 A、无法进入刻绘环境怎么办? 1、体系文件被损坏,用体系盘重新装置刻绘体系。 2、查看刻绘软件是不是正在运转,按Alt+Tab切换界面来查看。 B、进入刻绘体系后,“刻绘输出”项无效怎么办? 1、查看软件加密狗是不是装置。 2、若是软件装置正常,翻开刻绘体系“刻绘输出”项任无效,请予咱们联络 C、刻绘输出时,刻字机没反应怎么办? 1、查看刻字机和计算机是不是联接好。 2、查看刻绘输出的端口设置中,端口设置是不是正确;需求:刻绘软件输出菜单中的端口设置与计算机衔接到刻字机的串口、并口设置共同。 3、刻绘输出时刻字机类型挑选是不是正确。 4、刻字机是不是处于联机状况。 5、可能是刻绘软件有疑问,请重新装置软件。 6、计算机输出端口损坏。 7、选用《刻绘大师》V6.2.0版串口输出时,如遇到此表象,按Ctr+Alt+Del键,封闭“未相应”的一项,即可处理。详见《刻绘大师》说明书。 D、刻小字应注意啥? 1、刻2公分以下小字时,将刻字机速度调到最慢,由于小字每个笔划间隔较小,若速度太快,刀锋会将字的笔画挑起,形成次品。 2、刻字机刻小字时,主张运用刻绘输出中的抵偿功用,尖角抵偿值应根据具体情况,通常设定在 0.3mm—0.5mm之间,这样刻绘输出时作用会非常好。 3、刻刀刀尖伸出长度比正常方位要短一些,这样刻出的小字会愈加平稳。 E、刻大字时应注意啥? 1、当要刻超越刻字机宽幅的字时,体系软件会主动拆字,也能够手艺切割拆页,使您能够将每页拼接在一块成一个大字,但注意:输出宽度设置要与运用的即时贴宽度一样。 2、刻大字时,速度可调快些,别的在刻绘输出时应去掉尖角抵偿,一起挑选无缝衔接。 F、刻字后,即时贴撕不下来怎么办? 1、调整刀尖伸出长度。
320A模切机说明书
mq—320A型 全自动卷筒不干胶模切机 使 用 说 明 书
目录 一、概述 (3) 二、主要技术参数 (3) 三、触摸屏功能祥述 (3) 四、操作说明 (3) 五、放料系统 (4) 六、纠偏系统 (4) 七、模切系统 (5) 八、切刀系统 (5) 九、切片及收卷、收废 (6) 十、凸轮与光开位臵调整 (6) 十一、随机备件及电器图 (6)
一、概述 本机用于涤纶薄膜商标、镭射防伪标签、胶粘制品等商标的模切。本机在电脑控制下,集放料、模切、排废、切片、收卷为一体,实现了智能化全自动操作。本机在模切位臵的前后左右均设有光电控制装臵,因而定位精度高。本机送料稳定,张力均匀;无级调速,自动计数报警。本机具有无纸停机功能。本机结构紧凑、使用方便。 操作前请务必详阅此说明书。 二、主要技术参数 1、模切速度:20-135个/分 2、模切宽度:20-300mm 3、模切长度:20-300mm 4、定位精度:±0.15mm 5、主机功率:1.1KW 6、电源电压:220V±10%,50HZ或380V±10%,50HZ 7、外形尺寸:2.8(L)×0.95(W)×1.4(H)(m) 8、整机重量:约1500 kg 三、触摸屏功能祥述 (见附录1) 四、操作说明 1、在面板的右上方有“急停”开关。当此开关被按下去后,全机 断电。如果合上总电源,指示灯不亮,则应检查此开关是否仍在低
位。如处在低位,则应按该开关盖上的键头方向的旋之,可将该开 关还原至接通状态。这时,如果总电源开关已合上,则指示灯应亮。 当按触摸屏面上任何一处,即可进入工作画面。 2、在模切机结构示意图(图1、2)中,点划线表示料的走向。将 料按图示位臵穿好。穿料时,可按触摸屏“点进”、“点退”键,以 使料拉动到合适的模切、纠偏位臵。 3、按功能说明设臵“工作速度”、“长度设定”、“预警次数”及“停 机次数”。同时设定“工作方式”及“切片方式”。 五、放料系统 放料系统主要由放料架、上料辊、过渡辊、浮动辊、开关及调速板组成。 松开放料辊,按模切机结构示意图穿料;压上放料辊,将放料传感器调至最低位臵时放料电机会停转。另外,调节放料摩擦力,可控制放料的张力及平稳度。 六、纠偏系统 纠编系统主要由两个光电头、同步电机、丝杆、光电架、滑动轴承组成。 纠偏操作在触摸屏中进行。请参看本说明书之“三——17、18、19、 34、35。” 七、模切系统 模切系统主要由底板、模具安装板、模具、冲板组成。 上底板出厂前一般已调好水平,并四脚固定,一般不需要再调。
折页机安全操作规程实用版
YF-ED-J2079 可按资料类型定义编号 折页机安全操作规程实用 版 In Order To Ensure The Effective And Safe Operation Of The Department Work Or Production, Relevant Personnel Shall Follow The Procedures In Handling Business Or Operating Equipment. (示范文稿) 二零XX年XX月XX日
折页机安全操作规程实用版 提示:该操作规程文档适合使用于工作中为保证本部门的工作或生产能够有效、安全、稳定地运转而制定的,相关人员在办理业务或操作设备时必须遵循的程序或步骤。下载后可以对文件进行定制修改,请根据实际需要调整使用。 (1) 开动折页机前要做好一切准备工作, 如粗查各主要部位和螺丝是否松动,规矩是否 移动、过帖通道是否有油渍等,并加添好润滑 油; (2) 开机时,先开电动机,使机器先空转 (或开动离合器,接通前后车输纸机与折页机的 接通),无误后开动气泵给气后使纸张进入折页 机部分折页; (3) 开机时要先发信号、点车检查运转情 况,无误后再发信号挂长车,逐渐转为正常速 度;
(4) 机器在正常运转中,要随时检查,发生故障要及时分析,停车进行排除,切忌开机排除或乱动各部位,排除后仍要先发信号再开机: (5) 机器运转期间操作人员要坚守工作岗位,精力集中,随时关注机器的运转情况,保证折页机顺利折页; (6) 折页机在运转正常的情况下,单班(8~12小时)每两周擦检一次;2或3班(16~24小时)每一周擦检一次。机器要擦净,风路要通畅,以保证擦检后能正常开机生产。
T系列托盘缠绕包装机说明书 原点改动后(详尽版)
目录 目录................................................................................................... 0§1前言 .......................................................................................................... 1§2关于缠绕包装机...................................................................................... 2§3 T系列主要技术参数 .............................................................................. 3§4机器部件说明图...................................................................................... 5§5 拆箱、安装、调试................................................................................. 7§6 设备维护................................................................................................. 8§7使用安全.................................................................................................. 9§8 产品保修............................................................................................. 10§9机械部分使用说明.............................................................................. 11§10电气操作使用说明............................................................................ 16
折页机的类型及选用
折页机的类型及选用 一、折页机的类型 折页机时把大幅印张按一定规格要求折叠成帖的机器,根据折页机折页机构的不同,折页机可分为刀式折页机、栅栏式折页机、栅刀混合式折页机和塑料线烫订折页机,除此之外,在卷筒纸轮印刷机上还装有配套专用折页机构 1、刀式折页机:刀式折页机的折页机构是利用折刀将印张压入相对旋转的一对折页辊中间, 再由折页辊送出,完成一次折页过程,常用的刀式折页机有ZY102型、ZY104型全张自动刀式折页机,ZY202型对开刀式折页机。 各种型号刀式折页机的工作原理基本相同,折页机在工作时,首先由输纸装置将印张分离,由传送带带着纸张向前运动,当纸张进行纵向和横向定位后,折刀向下运动,将纸张压入相对旋转的折页辊之间的缝隙中,由折页辊送出,完成第一折,经过切断,打孔后的一折书帖由传送带到第二折位置,而后再送到第三、第四折页位置,完成二、三、四折的工作,根据需要使不同的折页机构及相应的收贴装置工作,就可得到折法、折数和幅面不同的书帖。 2、栅栏式折页机:栅栏式折页机的折页机构是利用折页栅栏与相对旋转的折页辊和挡板相 互配合完成折页工作的,栅式折页机只有对开、四开两个品种,常用的是ZY201型对开高速折页机,根据折页的不同要求,改变栅栏式折页机折页装置的数量和彼此位置的相互配合,可以折叠出不同折页方式的书帖。 3、栅刀混合式折页机:栅刀混合式折页机的折页机构是既有栅栏式折页机构,又有刀式折 页机构,其结构特点一般是:一、二折采用栅栏式,故折页速度快,三、四折采用刀式结构,因而折页质量好,性能稳定,调整简单,操作维修方便,栅刀混合式折页机的型号有:ZY920型全张折页机,ZY203、ZY205对开折页机,ZY403型和ZY404型四开折页机等。 4、塑料线烫订折页机:该机是在刀式和混合式折页机的最后一折前,加上熟料线烫订装置, 即在折页机里进行最后一折之前,从每一书帖最后一折折缝里面,向外传出一根特制的塑料线,使塑料线两端形成订脚,并用电热将其熔化,沿折缝与书帖粘合,然后进行最后的一折的折页,70年代,我国研制出塑料线烫订机,型号为TDZ101型塑料线烫订全张刀式折页机,此外,还有ZYD102A和ZYHD440型塑料线烫订折页机,他们分别是在ZY102A和ZYH440型(混合式折页机)的基础上加上塑料线烫订装置,这两种机型即能做烫订折页又能作普通折页 二、折页机的特点及选用 在我国的书刊印刷企业中,目前采用的折页设备主要有刀式、栅栏式和栅刀混合式折页机,由于其机构和技术性能的不同,因而使用范围也不一样。 刀式折页机具有较高的折页精度,书帖折缝压的实对纸张质量的要求比较宽,对于较薄、软的纸张也可以折页,该机操作方便,当改变折页方式和规格时调准机器所需时间较少,但由于折刀的运动惯性,其折页速度较低,并且结构复杂。 刀式折页机有全张和对开两种,它适用于大幅面印张的折页,凡使用全张印刷机印刷的印张,印后无需裁切,可以直接使用ZY103或ZY104型全张刀式折页机折页,可以将40~100g/㎡的全张或对开印页折叠成各种规格的两个书帖,它还可以在第三和第四折刀之间装置花轮刀对书帖打孔,以适应无线胶粘装订的需要,可供印刷厂折叠精装、平装书籍和各种刊物的单、双联书帖。 栅栏式折页机机身较小,占地面积小,折页方式多,折页速度快,具有较高的生产效率,操作方便,维修简单。但是栅式折页机所能折页的幅面最大为对开,而且对纸张的厚度、硬度、平滑度比较敏感,当折叠表面较密实和较硬的纸张时,由于折页栅栏中形成折缝时的变形特性不同,折页的准确度下降,当折叠平滑度较高的纸张时,折缝的压实度降低,因为纸张的摩擦系数小,在折页辊之间形成并压紧折缝时,书帖里面的部分书页会被挤出,书帖外面的部分书页在折缝处形成楔形。
包装机说明书正文
一、概述 BHYW系列回转式水泥包装机(专利号:ZL:94205159.9)是我公司董事长任义清先生在九十年代初与冀东水泥厂合作,率先推出的由我公司自行研制开发的回转式水泥包装机,扭转了我国在这一产品领域依赖国外技术生产的局面,在国内同类产品中起到领先的水平。 本系列产品主要用于水泥装袋,也可用于其它流动性能较好的粉状、颗粒状物料的装袋作业。在操作过程中,除人工插袋外,其它如灌装、计量、掉袋等均可自动完成,与同类产品相比,具有结构合理、计量准确、能耗低、包装能力大、维修方便等诸多优点,最突出的特点是不用气动元件,就能自动实现袋口压紧、松开,闸门打开、关闭和掉袋等功能,避免气动元件受损而引起的包装机故障,该产品适合我国国情,是新建现代化大、中型水泥厂水泥装袋的理想设备,也是目前国内外回转式包装机更新换代的最新产品。 该包装机采用微机秤计量,微机秤是由我公司技术人员针对回转式包装机结构及水泥物料灌装特点,而专门研发的微机控制系统,计量精度高,稳定性能好。 该产品有六嘴、八嘴、十嘴、十二嘴机型,本说明书以回转包装机为主,系统介绍了设备的结构、功能、技术性能、操作规程和日常维护等内容,用户在安装使用前应认真阅读说明书。 二、设备正常工作条件 1、电源:交流380V±10%;额定频率:50HZ±2% ;接地保护的电阻小于4欧姆。 2、物料:流动性较好的粉状物料,含水量小于1%。 3、包压稳定:供料连续可靠。 4、包装机机械动作可靠,无障碍起机运转连续数圈后,进入正常计量。 5、正常工作环境条件: (1)环境温度范围:-100C~400C; (2)温度变化速率:≤±5oC/h; (3)相对湿度:≤ 90%RH; (4)海拔高度:≤ 1千米; 6、包装袋符合JC/T标准。 三、结构及原理 1、工作原理:由电气部分控制机械部分,带动出料叶轮装置,将物料定量充灌到能自封口 的包装袋内,并将多个相同的灌装单元组合在一个筒体上,能绕同一轴线水平旋转,除人工插袋外,自动完成连续灌装、计量、掉袋等作业。
全自动端子机操作说明书
全自动端子机操作说明书,全自动端子机操作教程,全自动端子机操作范例 一、作业步骤 1、打开端子机电源开关,电源指示灯亮的时候才开始使用。 2、留意机器内外部有无明显异响,若有暂停作业千万要停机,请机修人员判定是否需要维修。 3、认真选刀装刀:由指定人员操作,装刀之前必须进行手工比对所选刀片是否配套,对比无误后方可装刀,装刀完成后,必须使用手摇测试,首先关闭端子机电源,按下调摸钮,使用专用板手摇动 主从动轮,使端子机冲压行程至最大,如手摇不动,则考虑是否压力过大或其他问题,检查调试至OK。作业前需对各锁紧 螺丝做相应检查并确认无松动。 4、注意装料:装上需要打的端子,使用内六角板手调节进料压板,使端子可以轻松通过,目测送料位置是否适宜,若不行,进行调节,使用内六角板手松开送料器锁紧螺丝,拧动调节缧杆进行调节,直至最佳状态,然后锁紧送料器锁紧螺丝,开始作业。 5、测试拉力:调机OK后,取废料线材试打,进行拉力测试,主要参照值见《拉力测试对照表》具体操作方法如下,按下拉力测试归零键调至归零,将需测的端子线材夹好,进行测试,若所测拉力不在标准范围内,请机修人员重新调节,直到达到标准值为止。 6、试产10PCS送IPQC进行首件确认,检验OK,方可进行批量生产,生产过程中操作员必须自检所打端子是否有包胶,吊颈等不良,并每隔1小时进行一次端子拉力测试。 7、生产完成后整理好良品、废次品,并清理干净机台周边的环境卫生。 二、保养与维护 1、日常保养: ①端子机冲压导向轨必须1小时加一次机油润滑加油孔在端子机顶部,每次加油以2-3滴为宜不要过多。 ②作业人员每天必须清洁机器,除去机器表面的灰尘和杂物以及多余的油污 ③端子机主速轴承必须每周加黄油,具体操作方法如下:打开端子机后盖→拆掉从动皮带轮卡簧→拆掉皮带轮→打黄油 (均匀涂于高速轴承表面)→复原(注:拆卸皮带轮过程中,应注意轴承滚珠遗失) 2、二级保养:端子机使用3-6个月后,需检查各部件(耗损件)是否需要更换如皮带,各部件弹簧是否弹性减弱需要更换。机器各锁螺丝是否松动,检查卡簧是否变形等。