SOP-冲压(铆合)
工程站別產品類別版 次A0工程名稱標準產量頁 次1 OF 145T 149.5(REF)模具編號作業步驟及注意事項:
1.檢查各設備及附件是否正常,清理機臺臺面與模具上下面.
2.依<<架模作業指導書>>將模具架於衝床上並調試模具與衝床.模具調試OK 並試衝,試衝出的產品自檢OK再給QC確認,經QC首件確認OK(材質,外觀及 尺寸),方可正常生產.
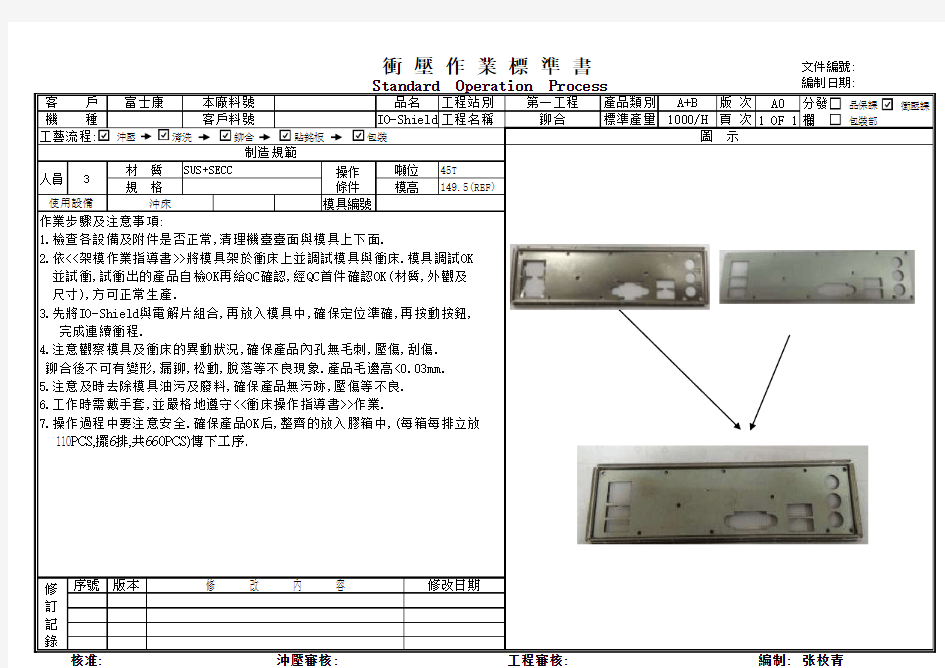
3.先將IO-Shield與電解片組合,再放入模具中,確保定位準確,再按動按鈕, 完成連續衝程.
4.注意觀察模具及衝床的異動狀況,確保產品內孔無毛刺,壓傷,刮傷. 鉚合後不可有變形,漏鉚,松動,脫落等不良現象.產品毛邊高<0.03mm.
5.注意及時去除模具油污及廢料,確保產品無污跡,壓傷等不良.
6.工作時需戴手套,並嚴格地遵守<<衝床操作指導書>>作業.
7.操作過程中要注意安全.確保產品OK后,整齊的放入膠箱中,(每箱每排立放 110PCS,擺6排,共660PCS)傳下工序.
序號版本衝 壓 作 業 標 準 書
Standard Operation Process
客 戶富士康
本廠料號品名第一工程A+B 機 種
客戶料號IO-Shield 鉚合1000/H 工藝流程:
圖 示制造規範材 質
SUS+SECC 噸位分發欄規 格
模高使用設備
沖床修 改 內 容修改日期
人員修
訂
記
錄3操作條件文件編號:編制日期: 品保課 包裝部 衝壓課 沖壓鉚合貼銘板清洗包裝
相关主题