正常生产领料流程图

正常生产流程图
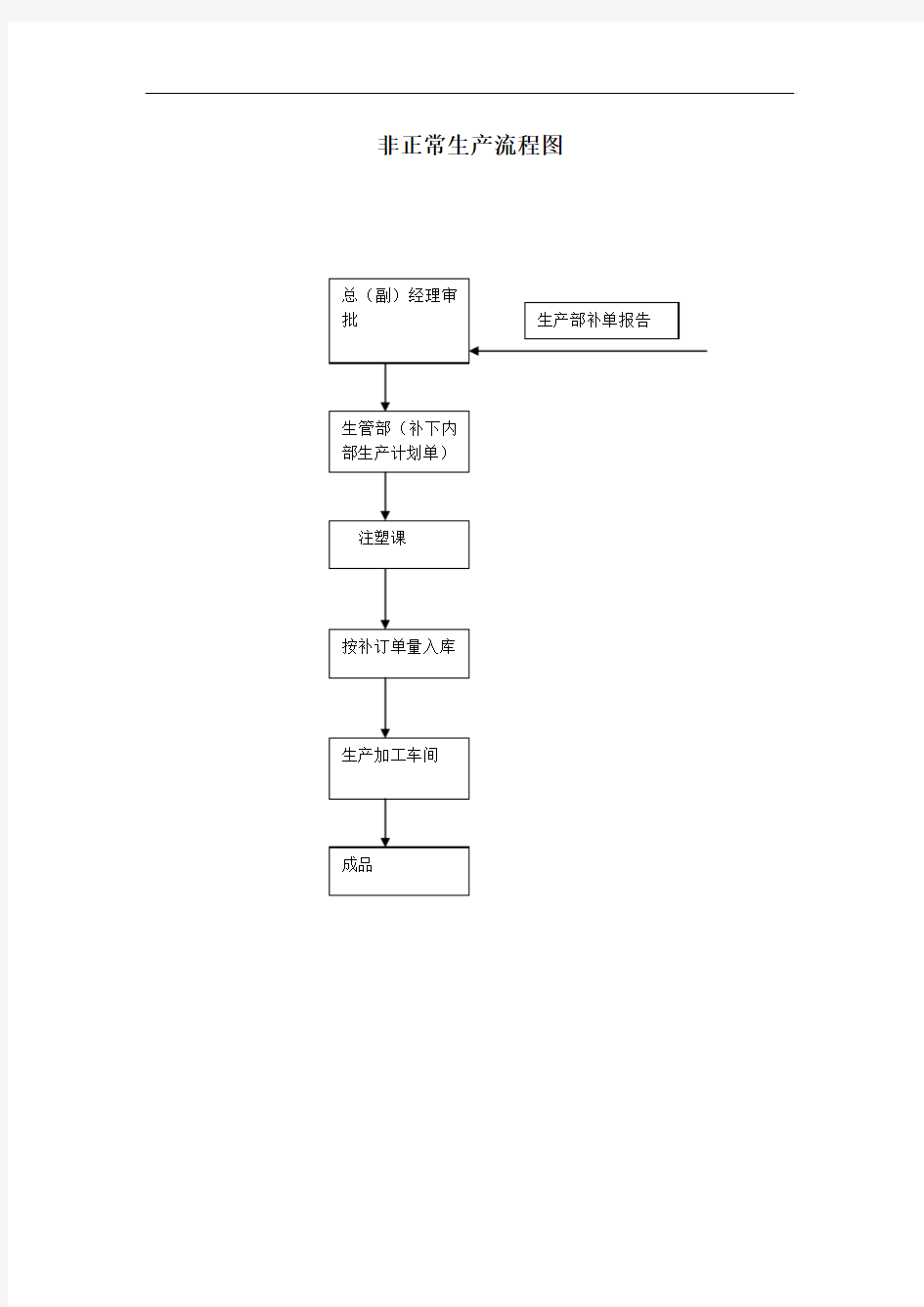
非正常生产流程图
注塑课正常生产领料流程图
注塑课非正常生产领料
注塑课实物退库(非假退料)
注塑课注塑件入库
仓库管理作业流程
深圳广田装饰集团股份有限公司 仓库管理作业流程 一、目的 为加强公司仓储管理工作,规范仓储管理规程,减少物料损耗,降低成本,根据《分公司(事业部)管理暂行办法》,特制定本作业流程。 二、适用范围 本规定适用于公司、分公司及事业部仓储管理工作。 三、仓库规划 1、项目施工进场时根据项目合同及项目现场情况,项目经理沟通甲方确认好仓库位置,仓库主管会同项目安全员先规划好仓库布局,仓库材料必须确保有位置存放,每个项目仓库至少有二名仓管人员,仓库随时需留有一人,一名仓管员单独看管的仓库必须安装监控设施。 2、规划好位置后会同项目安全员进行仓库照明线管走向布置、危险品仓库防爆灯、仓库门窗、锁头、报警器等安全设施的安装及加固,供应商送货路线的规划及相应道路的修整,户外存放场地的修整规划。遮盖防护材料的设备的筹备。 3、会同项目安全员对仓库的标语、安全警示标识、材料区域标识牌进行制定、仓管员按照材料的类别特性进行规划区域,设置货架通道及消防安全设施、配备收料检测工具(磅秤、卡尺、卷尺等)。 4、会同项目安全员筹划防水防潮的铺垫设施及堆码的卡板防护膜、防护绳等防护设施。 5、通电通水通路。 6、安装电脑、打印机、网络、对讲机、手电筒、应急灯等办公通讯设施。 四、收货流程 (一)收货前 1、自购材料:大宗材料收货前先核对《材料合同》如果没有《材料合同》,必须要求采购人员提供公司已确认好的《比价表》,零星材料需核对《零星材料申请单》与送货单上品名、规格型号、材质、单价、数量、品牌以及包装无损后方可收货。 2、甲供材料:收货前需核对《甲供材料月度用料计划表》,如果没有,请联系项目资料员提供,如果资料员不受理,请联系项目经理,项目经理不受理,请及时上报。 3、根据采购合同中的材料标准要求运用卡尺、磅秤等收料工具对来料进行测量验收,
生产领料流程
中山市凌典光电科技有限公司 车间物料管理规定,生产领料流程,生产退料流程 目的: 为了维持良好的车间、仓库生产秩序,提高劳动生产率,保证生产工作的顺利进行特制订以下管理制度。 范围:适应于生产车间及仓库全体工作人员 一、生产领料 1. 生产车间根据工单和生产计划组织生产,生产所需原材料,严格按照工单 信息填写《领料单》,领料单上必须填写工单号、领用部门、物料名称、必要的物料规格描述、计量单位、领用数量等信息。 2. 原则上领料单中原材料规格必须和生产工单一致,但若因其他原因需要用 其他规格的原材料替换工单中原材料规格的,必须在领料单中备注栏标注“材料替换”等类似字样。 3.仓库部根据生产部的领料需求发料,并在领料单中填写实发数量。仓库必须见领料单方可发料,生产车间不得私自从原材料仓库领出原材料。 4.领料单一式三联,财务部、仓库、生产车间各一联,财务联由仓库转交财务。 二、生产退料 1.对于需要退回仓库的原材料,生产车间填制《退料单》,退料单中必须填写订单号、物料名称、数量,退料单上必须有制程品管以及生产主管签名确认的物料方可退回仓库。 2.仓库根据生产车间的退料需求收货,并在退料单中填列实收数量,生产车间不得私自将未办理退料手续的材料转入原材料仓库。 3.退料单一式三联,财务部、仓库、生产车间各一联,财务联由仓库转交财务。 三、辅料领用 辅料领用及单据传递程序可参照生产领料、生产退料流程执行。 四、不良品管理 1.生产车间必须加强对生产过程中的不良品现场管理,生产过程中挑选出的不良品统一放置于规定区域,已报废不良品、待处理不良品必须严格分区域、分产品规格存放,防止混乱。 2.生产车间清理出需要报废的不良品,交制程品管确认,制程品管确认后出具《报废单》。报废单上必须填写生产工单号、物料代码(成品)、物料名称(成品)、报废数量、报废原因等信息。 3.已开具报废单的报废品根据实际情况转入废料仓库,未开具报废单的废品不得随意转入废料仓库。 4.报废单一式三联,财务部、品质部、生产车间各一联。财务联由品质部转交财务。 五、成品入库 1.生产车间生产的完工产品应先办理成品入库手续,转入成品仓库,不得直接从车间销售出货。 2.生产车间完工产品入库,应填制《成品入库单》,成品入库单必须准确填
生产领料流程图
生产领料流程图 文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
生产领料会议 (附生产领料流程图) 会议主 题:关于生产领料流程 会议时 间: 会议地 点:大会议室 参会人 员:彭娟、李凤平、伍红彭、蔡家列、方家仕、各总装班长、各材料仓管员编写:方家仕审核:会签: 内容: 生产领料流程 相关岗位职责分工 PMC计划:填写下发《生产计划单》; 仓库:依据计划准备发料工作,仓库发料及记帐,凭领料单发料及录入系统; 生产:车间填写《领料单》;部门负责人审核领料单,凭单到仓库领料。 单据/报表 表1《生产计划单》 表2《领料单》 流程详述 内容: PMC计划:下达《生产计划单》,仓库及车间都应有此单 车间:根据《生产计划单》及填制好《领料单》,《领料单》由领料人及车间负 责人签字。非计划的手工《领料单》上必须注明生产单号,备注注明用途,清点 数量,领好料后,核对与领料单无误后签收收单据。 仓库:根据《生产计划单》的要求,准备发料工作,依据《领料单》按先进先出 原则发货,并按照财务规定记帐,录入系统(注明生产单号)。 并做如下规定: 1、领料必须有相应单据; 2、必须按仓管员要求领料,做到先进先出原则; 3、每次领料都必须经过仓管员,否一次50元考核,奖励给相应仓管; 4、每次领料都需要经过双方核对写上实发数据,完毕后才离开仓库,不核对为 默认单据上实发数,之后不存在扯皮情况,并都做好存档; 5、不可以领与发未经检验,未经仓库收货的物料(即供应商正在卸货的物料);
6、仓库需监督供应商不可将物料直接拉往车间,发现将对供应商进行处罚,不 管是仓管员还是物料员谁要求供应商直接把物料拉往车间的,一并处罚。
物料员岗位职责及作业流程
物料员岗位职责与作业规范 编号: 编制: 审核: 批准: 执行日期:
一、目的: 明确物料员工作职责以及作业规范,确保装配物料配送实施流程的有效实施。 二、适用范围: 适用于XXX物料员。 三、岗位职责: 1、严格按《装配物料配送实施流程》、仓储物料出库原则以及本制 度作业规范之规定做好物料配送工作,确保合规、准确、及时。 2、负责装配线不良物料的及时换货,确保在规定时间节点完成。 3、负责装配线余料或暂不装配物料的及时退库,确保在规定时间节 点完成。 4、配送物料不足须在规定时间内告之库管员。 5、负责配送清单手续完善与传递,确保单据的完整与传递的及时。 6、协助库管员进行其他物料收发,以及对所辖仓库物料按公司规定 进行5S管理,确保物料合理分类摆放、标识清楚、数量明确,库存区域通道畅通。 7、协助库管员对所辖仓库物料进行盘点。 8、领导交办的其它临时性工作安排。 四、配送作业规范: 1、备料: 物料员接到库管员交来的有效《物料配送清单》时,按清单内容着手准备物料(正常日计划:XXX部在每天15:30前将当天夜
班及第二天白班的《物料配送清单》(一式三联)签字并传递到各配送仓库,库管员接到《物料配送清单》后,确认配送物料是否足够,是否已完善入库手续,并及时将清单交给物料员),备料应符合先进先出原则。仓库管理员应对物料员实际备货品名、规格、数量与清单进行核对,未经核对的物料不允许配送,原为纸箱包装的物料需在配送前将纸箱中的物料装入规定盛具中,并将纸箱放到指定位置。 2、配送: 物料员根据《物料配送清单》物料需求,将备好的物料,严格按《装配物料配送实施流程》规定配送原则、频率、时间将物料配送到指定位置,并作好标示(将《物料配送清单》的装配车间联放于装配线相应的标示袋中)。 2.1配送原则:按日生产计划或临时生产计划齐套配送,标件、纸箱以及其他辅料配送物料员在每次配送前应与零件物料员勾通,确定其配送量;物料不足时,应以最小物料量为各物料齐套配送量,以达到齐套配送原则。 2.2配送频率: 2.2.1每条装配线对应的待装区域,只能有一个待装配批次; 2.2.2单批计划小于XXX套的(含XXX套),按当批数量一次性配送到位,单批计划大于XXX套的,按XXX套/次配送到位。 2.3配送时间: 2.3.1需清洗的于装配前2小时配送到位,不需清洗的于装配前1小时配送到位。
最新最全仓库作业管理规范及作业流程
* * * * * 目录* * * * * * * * * 修订履历* * * * *
1. 策略 规范各零件仓库之进料、检验、入库、存储、出库等作业程序籍由各项作业之规范化,以达到品质保证之目的。 2.指导原则 2.1 先进先出:先入库的物料,先出库使用。 2.1.1自购料FIFO是按进货验收单号的先后管控;客供料FIFO是按收货日期的先后管控。 2.2 适时适量:掌握好仓库各环节动作的时间性及数量的适量性。 2.3 帐物一致:帐物一致要求每天的ERP系统帐与实物及帐卡三帐保持一致。 2.4 e 化管理:实现管理的系统化,无纸化。 2.5 醒目标示:分客户、分机种、分仓别、分储位。 3. 适用范围 公司所有仓库 4. 参考文件 4.1《进料检验程序》 4.2《不合格品管制程序》 5. 职责 5.1 仓管主管 制定有关储存、收发物料操作流程及方法、仓库管理办法,确保仓管人员能够了解且确实地执行。 5.2 收料人员 根据采购订单确认进料之料号、数量、包装及标示,开立进货验收单交品管检验。 5.3 发料人员 依制造单位之发(补)料单(工令备料单)或领料单,将正确物料交给领料人员使其制造作业无缺料之虑,发料时必须按先进先出作业,防止库存品质变质。 5.4 搬运人员 依据公司之搬运规定,徒手或利用手推车、堆高车等工具来搬运,搬运须注意产品及人员安全。 5.5 领料人员 依生管所提供之发料单或备料单,向仓管单位提出领料,并负责物料之规格与数量之确认。 5.6 品管人员 协助仓库管理物料之品质。
6 .仓库的库位及类型对照表(实际请依系统为准)
7.仓库管理作业办法章节目录 7.1 收货作业管理办法 7.2 待验区作业管理办法 7.3 入库作业管理办法 7.4 工令发料作业管理办法 7.5 工令退料作业管理办法 7.6 费用性领、退料作业管理办法 7.7 ERP发料扫描作业管理办法 7.8 贵重物品管制作业办法 7.9 制程不良品处理作业办法 7.10 盘点作业管理办法 7.11 仓储管理作业 7.12 消耗品仓作业管理办法
仓库领料作业指导书.
仓库领料作业指导书 一、领料程序 领料员填写领料单------领料部门主管签字——仓库保管员签字----审批部门签字----财务部签字、盖章-----仓库发料。 1、领料员填写领料单:领料员按每天生产、管理、技改等工作所需领用物资填写料单(领料单位、日期、名称规格、计量单位、请领数及详细用途,在领料人处签字)。 2、领料部门主管签字:对领料单审核签字。 3、审批部门签字:审核领料部门是否按生产消耗定额、办公用品定额和相 关计划等,并在实领栏中填写实领数(大写)。 (领料员按审批后的实领数算出实领金额后到财务部签字、盖章)。 4、财务部签字、盖章:审核料单手续是否齐全及领料金额是否准确无误后盖章,并在料单记账处签字(年、月、日)留下料单财务联。 发料:按有效料单进行发料、做账。 二、相关规定 (一)领料部门 1、认真填写料单、字迹清晰,所有料单一律不得涂改; 2、当日料单当日到仓库领料; 3、当日没有领料的料单: ①如财务未签字、盖章的自行作废; ②如财务已签字、盖章的当日带上仓库联料单到财务抽出财务联料单(财务、仓库和车间三联同时作废),另重新填制料单办理领料手续; ③当日未领的料单,最迟于次日上午9:00之前必须到财务部抽回财务联料单,否则财务部有权在重新办理手续时拒签。 ④车间核算员将车间料单每天汇总金额、张数上报财务部; 5、领料部门在料单右上角填写部门编号 注:(1)序号每天必须连号;
(2)各领料部门的编号统一按QS900C质量体系程序文件上的编号。 (二)审批部门 审批料单时字迹清晰,不得涂改; 实领栏中实领数必须大写; 生产物资领料严格按生产计划和消耗定额控制把关;办公用品按部门消耗定额控制; (三)财务部 1、不办理隔日、有涂改现象或未按领料程序要求填写的料单; 2、对料单财务联进行汇总并做结算日对账单,结合车间汇总金额、张数和仓库进行核对。以确保当天料单金额、张数的准确性; 3、不定期对仓库物资账、卡、物进行抽查; 4、结算业务章专人管理,不得擅自借于他人使用; 5、所有料单(财务联)由专人每月记账后统一装订并妥善保管; (四)原材料库 1、签字、填写实际单价和库别时不得涂改; 2、发现料单有疑问及时通知财务部和领料部门; 3、物资发放按照先进先出法; 4、及时报送日报表和临时收料单; 5、每天与财务部进行核对当天收、发金额和料单张数。
工单领料作业流程
Notice : This cover sheet forms a part of the following directive (specification) and is not to be discarded unless superseded by a revised issue.
1.0 目的 Purpose: 1.制定標準工單領料作業流程。 2.工單領料標準化和規范化。 3.工單領料有章可循。 2.0 範圍 Scope: 制造部:負責領料單據申請。 生管部:負責工單開立與排配。 倉儲部:負責物料發放。 全廠所有工單領料都必須遵循此流程作業。 3.0 作業流程Operation Flow:
4.0 步驟Procedure: 說明 Description Who 4.1生管開立工單生管部 4.1.1生管部門依ERP系統Mps跑出結果,結合實際 材耗損率開立實際需求數量的工單。 4.2發料方式 4.2.1 push:工單發料中可數材料發料方式。 4.2.2 Pull:對於工單中一些不可數材料,利用調撥 方式先將庫存轉移到線邊倉,再進行完工倒扣 帳發料方式。 4.3制造部門列印工單發料表(PUSH材料類) 制造部門 4.3.1制造部門依Released job後需生產之工單列 印工單發料表《Pick List Report》. 4.4制造部門填寫需求數量及主管審核制造部門 4.4.1制造部門將實際需求數量填寫於發料表上。 4.4.2課長審核領料數量是否符合生產需求。 4.5倉管員發料倉儲部 4.5.1倉管員依制造部門需求按照”先進先出”原則進行 發料並將實際發料之數量填寫於報表上簽字確認。 4.5.2倉管員填寫數量字跡必須工整且清楚。 4.6主管審核倉儲部 4.5.1倉儲課長審核領料表簽核是否完整及發料表單 單據別是否錯誤,領料數量是否大於需求數量等。 4.7 keyin 扣帳倉儲部 4.7.1 帳務員依倉管員填寫實際領料數量作系統輸入。 4.8 材料調撥單申請(PULL) 制造部 4.8.1 制造部門依工單需求數量和材料實際包裝數量申 請調撥單。 4.9 制造部主管審核制造部 4.9.1 制造課長查看申請數量及單據別等,是否合理。 4.10 倉管員發料簽單倉儲部 4.10.1 倉管員依調撥單上數量將料發給制造部門。 4.10.2 倉管員將實際發料數量填寫於調撥單上。 4.10.3 倉管員填寫數量時字跡必須工整清楚。 4.11倉儲部主管審核倉儲部 4.11.1 課長審核申請單據是否合理。 4.12 Key in扣帳確認倉儲部 4.12.1 帳務員審核單據簽核是否完整。 4.12.2 帳務員依調撥單輸入系統.
物料出入库作业流程
1目的: 规范物料的出入库流程,加强物料的管理与控制 2适用范围: 仓库及各车间的日常出入库操作 3内容: 3.1物料出入库管理规定及K3系统操作 3.1.1入库管理规定及K3系统操作: (1)外购入库:包括外购原材料、易\辅料及办公用品的入库 ○1原材料及需要检测的易\辅料应凭进料检测单及进料标识卡办理入库,手册物料、非环保物料需按相关规定进行标识,仓管员应认真核对相关信息,确认无误后制作外购入库单; ○2对于K3系统中无进料归属部门的办公用品、易\辅料,仓库凭收料通知单办理入库手续。 ○3K3系统操作:在供应链—仓存管理----验收入库---外购入库单录入界面,源单类型选择收料通知单号;选单号可以点表头的查看按钮(或F7)选择,或根据委托送检单上的收料通知单直接录入。然后将进料检测单上的批号及等级录到批号栏、辅助属性栏;将实际收到数量录入到实收数量栏,同时需核查收料仓库的正确性。最后将打印出来的外购入库单与实物一起放入存货区。 (2)产品入库:包括合格与不合格级半成品、产成品的入库。 ○1仓库根据品保部门出具的检测单来验证实物标识卡上的各项信息,并清点实物数量(个别产品因特殊工艺要求无法清点时,可要求入库部门进行封口处理),无误后制作产品入库单证; ○2K3系统操作:在供应链—仓存管理----验收入库---产品入库单录入界面,源单类型选择生产任务单,选单号栏输入生产任务单号,然后将检测单上的批号及等级录入到批号栏、辅助属性栏,将实际收到数量录入到实收数量栏,最后将打印出来的产品入库单与实物一起放入存货区。 (3)委外加工入库:发外加工后的产品入库 ○1仓库根据品保部门出具的检测单来验证实物标识卡上的各项信息,并清点实物数量,无误后制做委外加工入库单证; ○2K3系统操作:在供应链---仓存管理--- 验收入库---委外加工入库单录入界面,源单类型选择委外加工生产任务单,选单号栏输入委外加工生产任务单号,然后将检测单上的批号及等级录入到批号栏、辅助属性栏,将实际收到数量录入到实收数量栏,最后将打印出来的委外加工入库单与实物一起放入存货区。 (4)其他入库:北辰物料的导入、生产过程不合格品的入库、编码调整、车间回收物料入库、物料重检入库
生产部作业流程
生产作业流程 Production processes 1.领料 1. Collar material 1.1上班后根据工作指令单立刻到仓库领料。 1.1 To work according to work orders immediately after the warehouse is expected to. 1.2仓库应在生产的前一天下班前备好要出库的部品。 1.2 Storage should be in production before the first day at work ready to be a library of parts. 1.3 根据部品出库单确认部品无误。 1.3 To confirm correct parts under the parts Chu Kudan. 2.生产 2. Produce 2.1部品生产 2.1 Parts Production 2.1.1按照图纸和生产部内部作业指导票开始生产。 2.1.1 In accordance with the drawings and the production department to begin production within the operating guide votes. 2.1.2生产过程中,员工进行自检。 2.1.2 The production process, staff self-test. 2.1.3生产完成后,生产人员应填写过程跟踪卡(记录名称、图号、工作令、数量、是否外协、是否还有下一步工序等,生产部可以自己设计)和生产物品一起送待检查区。 2.1.3 Production is completed, production personnel should complete the process of tracking card (record name, map number, work order number, if outside the Association, if there is the next step of workflow, the production department can design their own) and the production of goods to be sent along with the inspection area. 2.2成品组装 2.2 Product assembly 2.2.1按照图纸和生产部内部作业指导票开始生产。 2.2.1 In accordance with the drawings and the production department to begin production within the operating guide votes. 2.2.2生产过程中,员工进行自检。 2.2.2 The production process, staff self-test. 2.2.3 组装发生不良品时,需填写生产不良传票交计划,计划进行补单出库。 2.2.3 Assembly of adverse chemicals, the need to fill out a summons produce adverse exchange program, plans to make up one out of libraries. 2.2.4成品组装完成后,通知检查部检查。 2.2.4 Product assembly is completed, notify the Inspection Department of the inspection.
仓储管理制度发料作业管理办法
发料作业管理方法 □发料作业流程 □ 使用说明 使用表单 发料通知单 领料单(检料用)
领料单(实领材料清单) 帐卡 缺料单 1.生管通知 1.1物控根据生管发料通知单 列印领料单(检料用) 领料单(检料用)领送仓库 2.备料 2.1库管备料 2.2记入帐卡 3.入帐 3.1填写缺料单 3.2入电脑帐 3.3列印领料单(实领材料清单)复印3份 缺料单: —联制造 —联物控 —联生管 领料单: —联制造 —联物控 —联物控→会计 4.领料 4.1现场核对数量 4.2现场签收 4.3物控将领料单汇总送会计 □作业流程说明 (一)领料 1.使用部门领用材料时,由领用经办人员开立“领料单”经主管核签后,向仓库办理领料。2.领用工具类材料(明细由公司自行制定)时,领用保管人应拿“工具保管记录卡”到仓
库办理领用保管手续。 3.进厂材料检验中,因急用而需领料时,其“领料单”应经主管核签,并于单据注明,方可领用。 (二)发料 由生产管理开立的发产单经主管核签后,转送仓库依工令及发料日期备料,并送至现场点交签收。 (三)材料的移转 凡经常使用或体积较大须存于使用单位者,由使用单位填制“材料移转单”向资料库办理移转,并每日下班前依实际用量填制“领料单”,经主管核签后送材料库冲转出帐。(四)退料 1.使用单位对于领用的材料,在使用时遇有材料质量民常,用料变更或用余时,使用单位应以“退料单”(办理移转的退料以“材料移转单”代之)连同材料缴回仓库。 2.材料质量异常欲退料时,应先将退料品及“退料单”送质量管理单位检验,并将检验结果注记于“退料单”内,再连同料品缴回仓库。 3.对于使用单位退回的料品,仓库人员应依检验退回的原因,研究处理对策,如原因系由于供应商所造成,应立即与采购人员协调供应商处理。 材料领料单 年月日
出入库作业流程图
入库作业流程图
作业流程图 责任岗位 采购员 采购 采购员 按物料需求计划采购物料 来料通知单 备 注 相关单据 物料需求计划
按物料需求计划采购物料
来料通知单
收料 否
来料一致?
仓库保管员
根据业务分类,负责分管 物料的收货工作
物料需求计划
仓库保管员 是 否
与物料需求计划是否一致
物料需求计划
数量相符?
仓库保管员
实际到货数量与需求数量 是否一致
物料需求计划
是 报检 仓库保管员 在核对好的来料通知单上 签字,填报检单报检 来料通知单、报检单
行为检验
质量检验
质检员、仓库 保管员
根据报检单与相关技术资 料检验
报检单
合格? 是
否
让步? 是
质检主任、生 产主任、计划 主管
如果是合格直接入库,如 果是不合格需要判定退 货、补货或者让步接受
《来料质量报告》
入库
仓库保管员
根据核检单实际合格数量 入库 根据入库单入手工台帐、 物料卡
《入库单》
入电脑帐、物料卡、手工台帐
仓库保管员
手工台帐、物料卡
出库作业流程图
作业流程图 责任岗位 备 注 相关单据
领料人 领料人 根据领料单领取物料 领料单
领料单
物料配送清单 领料人 根据物料配送清单领取物料 物料配送清单
不相符
与 单 机 计 划 清 单 核 对
核对配送清单 仓库保管员 与单机计划清单是否一致
单机计划需求清单 (BOM 清单)
相 符
清点数量
仓库保管员
实际发货数量与需求数量是否一 致
物料配送清单
发料 仓库保管员 按物料配送清单发料 物料配送清单
相 符
领料 领料人 在核对正确的领料单、物料配送 清单上签字 物料配送清单、领 料单
登记物料卡、 电脑帐、手工台帐
仓库保管员
按照发料明细登记帐、卡
物料卡、 手工台帐
领料作业流程大纲纲要.doc
1、目的 : 为了达到对物料使用状态的有效控制,减少物料成本的浪废,控制呆滞物料的产生,依生产之需求对出入仓的物料数量进行管控,确保领料作业顺畅,便于仓库生产作业快捷、有效提升库存物料周转率,保证能及时满足生产需求。 2、适用范围 : 本程序适用于工厂内所有原材料、半成品、成品的领料作业。 3、定义: 本公司物料指原材料(或零件)、半成品、成品。 4、职责权限: 仓库:产品在仓库收料、储存、发料和与其它部门 / 单位交接过程中的物料管控工作;工程 技术部 : 负责物料在交接,搬运至样品组放置过程中的物料管控工作; 生产部:负责物料在交接,搬运至车间在车间放置过程中的物料管控工作; 外协 : 负责物料在交接,交接给加工商过程中的物料管控工作; 计划:负责生产定单的排产,所有领料单的审核。 5、程序: 流程 定单排产 打印 ERP单据领料单审核 责任单位工作内容说明相关记录计划排生产计划时的管控: 计划员排生产排程需至少排出2-3 天的生产排程表, 车间物料员按照生产排程在物料充足的前提下提前按《每日生产计划 排程》BOM表打印领料单领取第二天生所需的物料; 计划在排定生产排程后如有异常需调整生产排程时应 及时知会对应物料员。 物料员打印领料单时的管控: 物料员依计划所排的生产排程上的工单及对应的BOM 生产 表打印 ERP领料单据 , 需认真核对编码、规格、数量定单 工程技术部 信息,工程技术部的物料员按样品制做需求打印ERP领料 《领料单》外协 单, 需核对编码 , 规格 , 数量样品要求信息; 计划 领料单据打印完后需由对应对应物料需求部门主管或 经理审核签字。 计划员签核领料单的管控: 计划收到物料员的领料单签核需求时应认真核对领料 单与即将生产定单信息的一致性, 如有发现有异常时计划计划《领料单》有需要合理解释及拒签的权利; 当发生跨事业部需求领料时也必须会签到所跨事业部 对应的计划员。
仓库日常作业流程管理
仓库日常作业流程管理文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
仓库日常作业流程管理办法为了规范仓库相关作业流程,确保各项工作能顺利、高效进行,特从物料入库、在库管理、出库及账务管理几个方面作如下规定。 一、物料入库管理:坚持凭单收货的原则 (一)外协外购物料入库管理 1、收货 (1)供应商凭订单送货到仓库后,供应商送货人员先将送货单交给对应仓管员到ERP系统查物料需求。原则上纸箱、泡沫等大件类按3天需求,其它按7天需求,需求外物料则拒收。 (2)对需求内物料,立即通知送货人员将物料卸车并放置到指定待检区,整齐摆放。 (3)按要求摆放好后,送货人员找相关仓管员签收。即时核对送货物料编码、型号、数量是否正确。抽点数据时坚持尾数全点,整箱抽点,贵重物料全点的原则,若规格、型号与订单需求不符应拒收。 (4)检查物料标识、包装是否符合我司要求。数量不符合的,写明实收数量,但实收数不得大于单据原数量。凡送货数量有改动的须由送货人签名确认;数量短缺严重的应及时报仓库主管、供应链管理和相关采购员处理。(5)供应商送货短缺,仓管员需做好台账,并要求供应商相关人员签名确认,供应商相关人员不在的由采购员代签,并通知仓库主管进行处理。数量短缺严重的必须保持好现场并马上通知仓库主管及供应商管理。原则上,仓库有权对所有数量短缺现象对供应商进行少一罚十的处罚。对屡罚不改或单次短缺严重的,将通知供应商管理作相应经济处罚。
2、单据的流转仓管员清点实物无误后,应在供应商送货单据上签名,单据一式五联,白色联交供应商,蓝色联交数据统计员做系统接收,黄色联、红色联与绿色联交来料检报检;待检验后黄色联交数据统计员做系统交货账务处理。 3、集装箱物料异常监控对于进口物料等集装箱运输的货物,收货时,仓管员应与送货司机共同启开铅封;打开车门检查物料状况,如物料有严重受损状况,应及时通知仓库主管和相应的采购员。 4、安全措施卸货时如遇到恶劣天气,卸货人员必须采取措施确保物料不会受损。物料在堆码到托板上时应全部向上,不可倒置,并遵循上小下大、上轻下重原则堆码。 5、来料检验 (1)检验员按照相关检验标准及时检验待检物料。合格后,由检验员在送货单上签名确认,于30分钟内做好ERP系统物料检验状态判定,并通知相应采购员、仓管员。否则因此产生库存负数及其它不良影响的,责任由相关检验员承担,进行考核,相关部门负责人负管理责任,按同等条件进行考核。 (2)采购员在接到来料不合格检验报告时起1个工作日内,须给予仓管员明确处理意见:退供应商还是作让步使用。 (3)作让步使用的物料,采购员需于接到不合格报告时起2个工作日内,办理好让步使用相关手续并交给相应仓管员。逾期不回复或未办理好让步使用手续的,仓管员应开退货单直接退回供应商处理。且由此带来的不良影响由相关采购员承担。
小容量注射剂生产工艺流程图及流程说明
小容量注射剂生产工艺流程图:
一、生产用物料 包括原辅料、纯化水、注射用水、包装材料。 原辅料、包装材料(包括安瓿)应检验合格后使用。 纯化水为原水制得,清洗安瓿使用;注射用水为纯化水制得,清洗安瓿和配制使用,均应定时检查,制得后及时使用。 二、纯化水、注射用水 1、原水处理(纯化水的制备) 原水处理方法有离子交换法、电渗析法及反渗透法。离子交换法制得的去离子水可能存在热原、乳光等问题,主要供蒸馏法制备注射用水使用,也可用于洗瓶,但不得用来配制注射液。 2、注射用水的制备 注射用水为蒸馏水或去离子水经蒸馏所得的水,又称重蒸馏水。其质量要求见《中国药典》,除氯化物、硫酸盐、钙盐、硝酸盐、亚硝酸盐、二氧化碳、易氧化物、不挥发物与重金属按蒸馏水检查应符合规定外,还规定pH应为5.0~7.0,氨含量不超过0.00002%,热原检查应符合规定,应于制备后12h内使用。 三、人员 操作人员应身体健康,每年体检一次,并建立健康档案。 操作作人员按生产区域进行划分,严格遵守工作服穿戴制度,并不得将工作服穿出该区域。不得将头发、胡须外露,不得化妆,不得佩带饰物、手表,操作前后、接触污物后均应洗手并且消毒。 工作服应定期清洗,更换。 四、领料 按生产指令领取处方原料,核对物料品名,批号、规格、数量应相符,所领物料应有检验合格报告书。
五、配料 领取的原料核对品名、批号、数量、合格证,按生产处方配料,装入清洁容器转入下一工序。称量时需由第二人复核。六、安瓿清洗 将安瓿轩洗瓶机内,依次用饮用水、纯化水、注射用水进行清洗,清洗后干燥灭菌,置相应区域,检验合格后及时使用。 七、配液 按生产工艺进行配液 八、过滤 将配置完成的药液过滤,除去其中所含的杂质。 九、灌封 滤液经检查合格后进行灌装和封口,即灌封。 十、灭菌 除采用无菌操作生产的注射剂外,注射液在灌封后须尽快进行灭菌,以保证产品的无菌。(灭菌要求是杀灭微生物,以保证用药安全,同时避免药物的降解,以免影响药效。) 十一、检漏 灭菌后的安瓿立即进行漏气检查。若安瓿未严密熔合,有毛细孔或微小裂缝存在,则药液易被微生物与污物污染或药物泄漏,污损包装,应检查剔除。 十二、灯检 安瓿通过灯检箱进行灯检,剔除不合格产品,若不合格产品比例达到规定限度,则本批产品直接判为不合格产品,作废处理。十三、印字包装 在安瓿瓶上印刷药品名、规格、批号或粘贴标签,内容及格式需符合24号令及相关规定的要求。 按批包装指令领取包装材料。标签、纸盒、纸箱按批包装指令打印产品批号、生产日期、有效期至、箱号。说明书及印有批号的标签、纸盒、纸箱应计数发放。破损的说明书及印有批号的标签、纸盒、纸箱由专人收回并销毁。 在外包装过程中,应检查包装数量是否正确,待包装品及包装材料质量是否符合规定。喷印是否清晰、正确,不合格的应剔除。
仓库领料流程制度详细
仓库领料流程制度详细 一、目的 通过制定仓库作业规定及奖惩制度,指导和规范仓库人员日常作业行为,通过奖惩的措施起到激励和考核人员的作用。 二、范围 仓库工作人员 三、职责 仓库管理员负责物料的收料、报检、入库、发料、退料、储存、防护工作; 仓库协调员负责物料装卸、搬运、包装等工作; 采购部和仓管部共同负责废弃物品处理工作; 仓管部对物料的检验和不良品处置方式的确定; 四、验收及保管 1物资的验收入库仓库管理制度 1.1物资到公司后库管员依据清单上所列的名称、数量进行核对、清点,经使用部门或请购人员及检验人员对质量检验合格后,方可 入库。 1.2对入库物资核对、清点后,库管员及时填写入库单,经使用人、货管科主管签字后,库管员、财务科各持一联做帐,采购人员 持一联做请款报销凭证。 1.3库管要严格把关,有以下情况时可拒绝验收或入库。 a)未经总经理或部门主管批准的采购。 b)与合同计划或请购单不相符的采购物资。
c)与要求不符合的采购物资。 1.4因生产急需或其他原因不能形成入库的物资,库管员要到现场核对验收,并及时补填"入库单"。 2物资保管仓库管理制度 2.1物资入库后,需按不同类别、性能、特点和用途分类分区码放,做到"二齐、三清、四号定位"。 a)二齐:物资摆放整齐、库容干净整齐。 b)三清:材料清、数量清、规格标识清。 c)四号定位:按区、按排、按架、按位定位。 2.2仓库管理员对常用或每日有变动的物资要随时盘点,若发现数量有误差须及时找出原因并更正。 2.3库存信息及时呈报。须对数量、文字、表格仔细核对,确保报表数据的准确性和可靠性。 3物资的领发仓库管理制度 3.1库管员凭领料人的领料单如实领发,若领料单上主管或总经理未签字、字据不清或被涂改的,库管员有权拒绝发放物资。 3.2库管员根据进货时间必须遵守"先进先出"的仓库管理制度原则。 3.3领料人员所需物资无库存,库管员应及时通知使用者,使用者按要求填写请购单,经总经理批准后交采购人员及时采购。 3.4任何人不办理领料手续不得以任何名义从库内拿走物资,不得在货架或货位中乱翻乱动,库管员有权制止和纠正其行为。 3.5以旧换新的物资一律交旧领新;领用的各种工具均要上工具卡,并由领用人和总经理签字。 4物资退库仓库管理制度
仓库领料流程图
仓库领料流程图 1、目的 为规范公司物料领用、发放流程,使原材料领发管理有章可循、各部门衔接有条不紊,从而更加有效的管理、使用、节约原材料, 特制定本规定。 2、范围 各相关生产部门到仓储部领料、退料、更换等业务,都按本规定执行。(另有规定的特殊情况除外) 3、权责单位 3.1物控部负责本办法的制定、修改、废止的草拟工作。 3.2总经理或其授权人负责本办法的制定、修改、废止的审批工作。 4、物料领用规定 4.1正常生产领料: 4.1.1生产技术组编制各种产品对应的《BOM清单》(产品物料明细清单),《BOM清单》必须详细写明物料编码、名称、规格/型号、单机用量等信息; 4.1.2生产领料员根据生产装置所对应的《BOM清单》,确定该 批产品生产需领用的原材料明细,并在ERP系统的《领料单》中输 入相应明细。领料单必须输入生产任务单编号、生产产品或项目名称、生产数量、所领原材料编码及数量、领料员名称、领料日期等,确认输入无误后保存并审核; 4.1.3生产部门管理人员或部门指定的审核员负责对本《领料单》的二级审核,确保领料单内容的准确性;
4.1.4仓库管理员根据生产部门填写的《领料单》及时进行配料,并将配好的物料分别装入领料容器中,不可将不同领料单的物料混装,避免混淆;(注:仓管员可同时将一个或几个领料单的同种物料 合计在一起发放来提高工作效率)每发完一种物料后必须在《领料单》的实发数量栏中填写实际发料数量及核对所发物料是否准确;整张领 料单配料完成后应及时通知生产领料员收料,生产领料员必须对所 收物料进行清点核对,检查是否有发错或少发的现象,双方确认后 由仓管员及时对《领料单》进行三级审核。 4.1.5为了配合财务的对成本核算的准确性,生产领料时不同装 置类型必须分开填写领料单,不允许合计填在同一张领料单上。 4.1.6生产领料人员因某项物料漏开领料单或是此批领料单中某 项物料暂时短缺时,由生产领料员补开《领料单》并填写其对应的 生产任务单号与生产产品或项目名称,方便财务统计。漏开领料单 的情况应尽量避免,以免增加仓管人员重复劳动的负担。
仓库作业流程
仓库作业流程 为规范仓库管理,特制定仓库进销存管理流程,主要内容(1原料入库2原料保管和盘点3原料出库)。具体内容如下: 一.原料入库 入库作业流程:供应商送货到厂与收货员进行数量交接,收货员按照物料情况根据采购订单合同(采购订单明细)进行清点数量,并在第一时间报检质检,物料检验不合格,按照要求进行上报部门主管和采购以及技术部,收到退回通知后进行打包装车退货并开出退货单据由部门主管签字同意方可(另当天检查不合格物料送货司机还在本公司的经采购与供应商沟通后可直接退回),收到技术部判定该批次物料可降级使用,需要在送货单上备注降级使用,同时在改批次物料箱上用记号笔写明降级品。 检验合格物料,进行送货单签收/签字收货(特物料不需要检验的除外)。在与供应商交接完成后,收货仓管按照物料相对应的物料管理仓管员进行物料交接(双方对单据进行签字确认),仓管员根据货物的尺寸、数量、特性、保管要求选择货位,保证先进先出、缓不围急,下大上小,下重上轻,小票集中、大不围小、重进轻远的原则进行安排入库,同时更新物料卡进库数量更新做到物卡一致,降级物料特殊存储,做好标识,完成后单据交统计账务员处进行输单,并对单据进行保存,以便后续与财务的对账,到此入库工作完成。 流程图如下: (送货单) 核对(采购订单) (交接数量)报检(品质检验) 不合格 (上报等回复) 安排(开单退货) 合格 (降级使用) 特殊(交接备注降级)专门库位(单独存储)(入库保存)输单 二.原料保管和盘点 原料保管:主要针对货物的特性,结合仓库的具体条件,采取各种科学手段对货物进行保养,防止货物质量变坏的行为。主要工作仓库库容库貌的管理,库位物料合理化的调整,物料先进先出管理,物料数据更新以及核对盘点工作。 盘点工作主要采用周盘点和月盘点方式进行,周盘点主要是仓库各物料负责仓管每周自行对所管物料进行自我抽盘(最少盘点项目4到8类),盘点数据上报核对并进行差异原因查找。 月盘点工作主要是由统计根据本月仓库出库报表打印盘点数据表格分别下发到各物料仓管员进行盘点,盘点后的数据由统计进行盘盈盘亏统计,数据统计完成进行盘盈盘亏的复盘和原因查找,查找原因后与财务进行对账调账工作。 6S现场管理,要特别重视货物损坏的预防,及时发现和消除事故隐患,特别要预防发生火灾、水浸、污染等恶性事故。 具体方法按照存储管理基本保管原则进行,1 入库分类存放安排库位(不同类别的货物分类存放;不同规格、不同货物也要分位分堆存放;残损货物要与原货分开)。2 适当的搬运活性、摆放整齐(减少作业时间、次数节约仓容)3 尽可能码高。4 面向通道,不围不堵。目前仓库采取的存货方式有三类(地面平放式,托盘平放式,直接码垛式)。 流程图如下: (入库)(安排库位)(先进先出管理)(数据核对盘点)(库容库貌整理及6S现在管理)