焊接及机械制图表示方法
焊接符号大全
焊接符号以标准图示的形式和缩写代码标示出一个焊接接头或钎焊接头完整的信息,如接头的位置、如何制备和如何检测等。焊接符号完整的代码体系在美国焊接学会(AWS)最新版本的《焊接、钎焊与无损检验的标准符号》(ANSI/AWS A2.4)规程中有详细说明。焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部分。
符号中的信息和单元
问题1:焊接符号能够提供什么信息?
答:焊接符号能够提供如下信息。接头类型、焊缝坡口形状、焊缝类型、焊接方法、规程或程序、焊缝位置、质量要求、焊缝次序、焊缝尺寸、最终的焊缝轮廓、工艺要求等。
问题2:焊接符号由哪些单元组成?
答:一个焊接符号可以包括如下单元。参考线、箭头、基本焊接符号、尺寸和其他数据、补充符号、完成符号、尾缀、规程、焊接方法或其他。
参考线和箭头
问题3:参考线是什么?
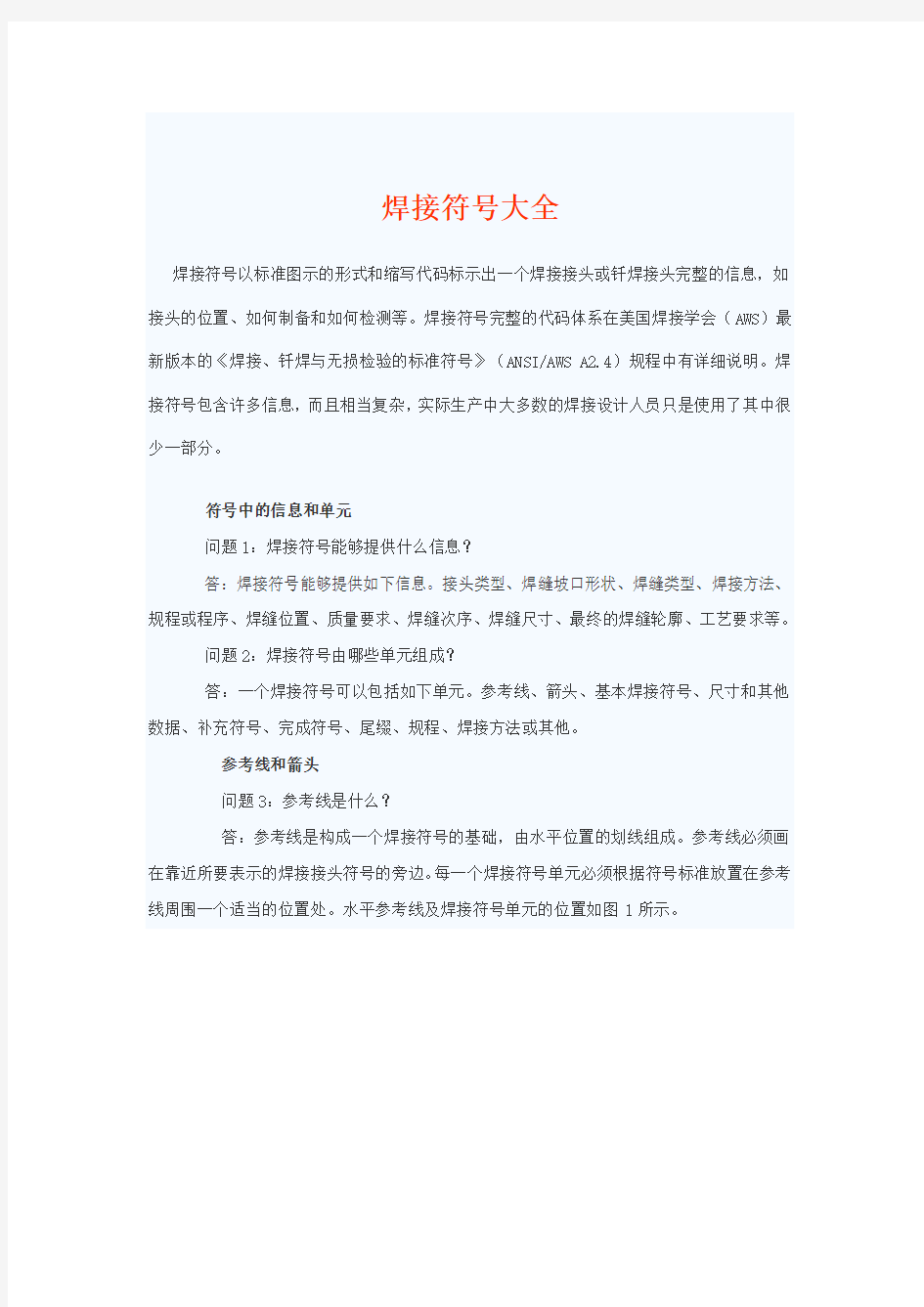
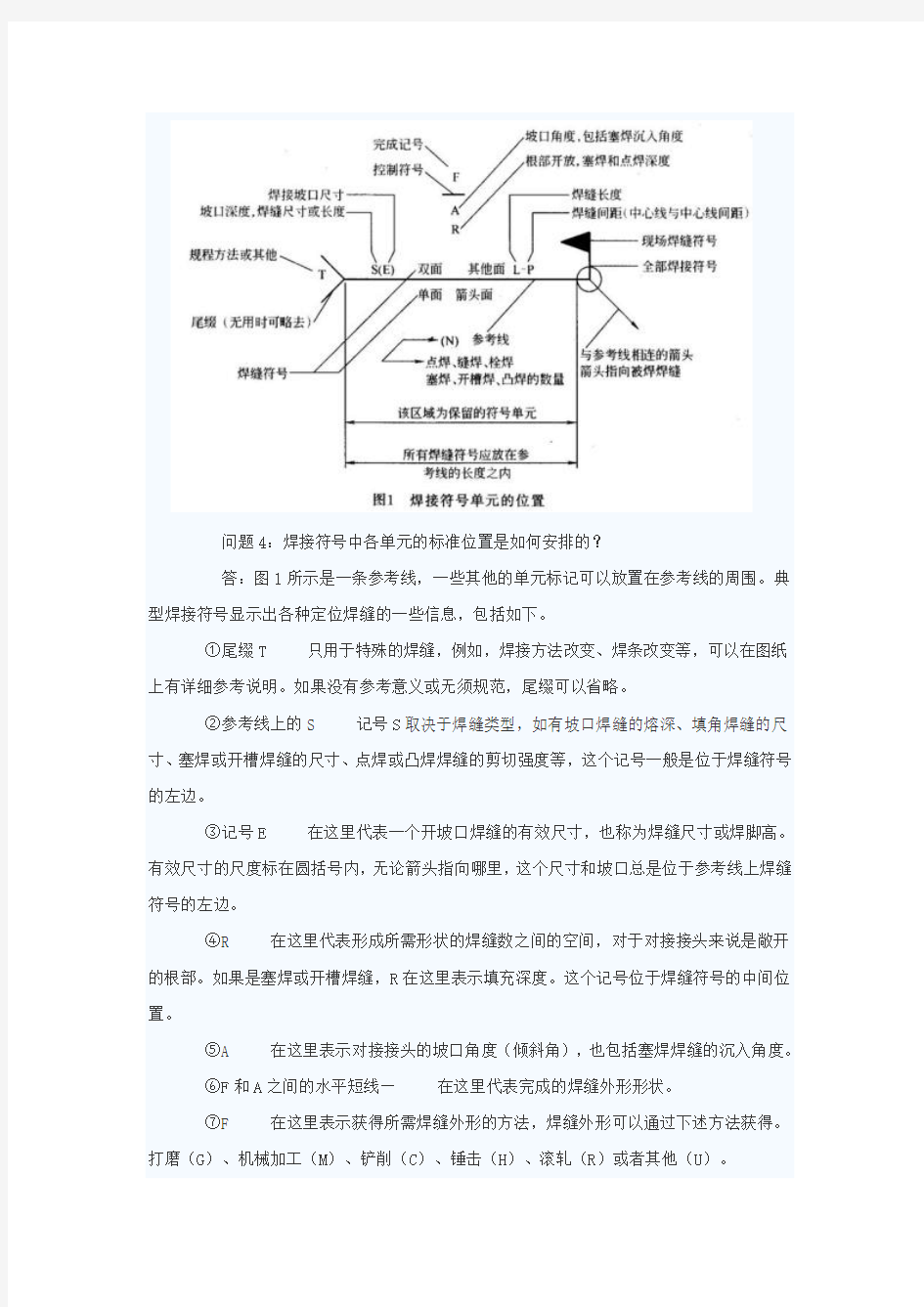
答:参考线是构成一个焊接符号的基础,由水平位置的划线组成。参考线必须画在靠近所要表示的焊接接头符号的旁边。每一个焊接符号单元必须根据符号标准放置在参考线周围一个适当的位置处。水平参考线及焊接符号单元的位置如图1所示。
问题4:焊接符号中各单元的标准位置是如何安排的?
答:图1所示是一条参考线,一些其他的单元标记可以放置在参考线的周围。典型焊接符号显示出各种定位焊缝的一些信息,包括如下。
①尾缀T 只用于特殊的焊缝,例如,焊接方法改变、焊条改变等,可以在图纸上有详细参考说明。如果没有参考意义或无须规范,尾缀可以省略。
②参考线上的S 记号S取决于焊缝类型,如有坡口焊缝的熔深、填角焊缝的尺寸、塞焊或开槽焊缝的尺寸、点焊或凸焊焊缝的剪切强度等,这个记号一般是位于焊缝符号的左边。
③记号E 在这里代表一个开坡口焊缝的有效尺寸,也称为焊缝尺寸或焊脚高。有效尺寸的尺度标在圆括号内,无论箭头指向哪里,这个尺寸和坡口总是位于参考线上焊缝符号的左边。
④R 在这里代表形成所需形状的焊缝数之间的空间,对于对接接头来说是敞开的根部。如果是塞焊或开槽焊缝,R在这里表示填充深度。这个记号位于焊缝符号的中间位置。
⑤A 在这里表示对接接头的坡口角度(倾斜角),也包括塞焊焊缝的沉入角度。
⑥F和A之间的水平短线—在这里代表完成的焊缝外形形状。
⑦F 在这里表示获得所需焊缝外形的方法,焊缝外形可以通过下述方法获得。打磨(G)、机械加工(M)、铲削(C)、锤击(H)、滚轧(R)或者其他(U)。
⑧L 在这里表示焊缝长度,这个长度标示总是位于焊缝符号的右边。无论箭头位于何处,这个位置总是不变的。
⑨P 在这里表示当焊接中断时焊缝的中心线与中心线的间距。
⑩(N)在这里代表点焊、缝焊、栓焊、塞焊、开槽焊或凸焊焊缝所要求的数量。
问题5:箭头一般放置在哪里?
答:箭头线位于参考线的一端或另一端,在焊接接头的箭头线一边有一个箭头,这个箭头能指向任何方向,向上、向下或向前、向后。一个焊接符号甚至可以有多个箭头。
问题6:箭头符号告诉人们些什么信息?
答:与箭头相关的符号放置在参考线各自接头一边的上面或下面。参考线的术语“箭头侧”是指箭头指向焊缝接头一侧。位于参考线箭头侧的符号是指接头的箭头侧。位于参考线另一侧的符号是指接头的另一侧。当从图纸的底部观看时,箭头侧总是更靠近观看者。箭头侧和另一侧的例子见图2。
基本符号
问题7:什么是基本的焊接符号?
答:基本的焊接符号如图3所示。
问题8:已经定义了箭头侧和另一侧,但怎样把焊接符号填放在参考线上?
答:与焊缝箭头侧和另一侧有关的参考线上、下焊接符号的位置如图4所示。
值得注意的是,如果被焊的接头只焊接一面,这种类型的接头只需一个焊接符号即可,放置在与接头施焊侧相应的参考线的一侧。
问题9:知道了基本的焊缝符号和箭头的意义,但这些基本符号如何使用呢?答:这些基本符号使用的例子如图5所示。
问题11:卷边焊缝符号如何使用?
答:与其他焊接符号一样,卷边焊缝符号非常有用。箭头侧的卷边焊缝符号的例子如图7所示。
组合焊缝符号
问题14:什么是组合焊缝符号?
答:一个焊接接头有时往往需要不止一种类型的焊缝。工程结构制造中,带坡口的焊缝常常与另一种焊缝(例如角焊缝)焊接在一起。当出现这种情况时,人们能见到参考线两边都有焊缝符号,如图9所示。
问题15:为什么使用多组参考线?如何看懂这些参考线?
答:多组参考线表示出焊接操作的次序。第一次焊接操作与箭头一起显示在多组参考线上,在进行下一道线上的操作前,前一次操作必须完成。远离箭头的每一条线都给出每次连续操
作的信息,这些操作还包括一些尾缀中不包括的焊接补充信息,例如检测方法等。多组参考线的例子如图10所示。
补充符号
问题16:什么是补充符号?
答:补充符号涉及到焊缝的一些重要信息,是与其他的焊接符号结合在一起的,见图11。
问题18:现场焊接符号如何表示?
答:现场焊接符号是箭头和参考线结合处的一面小旗。这个小旗表示该焊缝需要在现场进行焊接,而不是在车间中预先焊接好。表示现场焊接的几个焊缝符号如图13所示。
问题19:焊接符号怎样表示出焊缝熔透程度?
答:焊接符号表示的熔透程度是一个背面涂黑的记号(在参考线一边呈半月形)。焊缝熔透符号表示在接头一面焊接时另一面的熔化状态,这个补充符号还包括(在符号的左边)熔化量要求的尺寸。焊缝熔透符号的例子如图14所示。
问题21:间隔符号表示什么含义?
答:位于参考线上的间隔符号,一个方框,表示在接头内放置的材料,称为间隔或插片。像背面衬垫材料符号一样,间隔符号的特殊规定标注在尾缀中,见图16。
问题22:材料插入符号表示什么含义?
答:材料插入符号是位于参考线上的一个矩形符号,这个符号表示在焊接接头处插入的填充材料带或环。插片或环在焊接中完全熔化,与接头成为整体。可熔插片一般采用钨极氩弧焊进行焊接。这个符号规定放置在带坡口焊缝符号相反的一边。美国焊接学会(AWS)规定将可熔插片分类符号放置在焊接符号的尾缀中。可熔焊接插片符号的例子如图17所示。
问题23:焊缝外形符号表示什么含义?
答:外形符号表示对焊缝表面形状的要求。焊缝外形包括平滑、上凸、下凹。外形符号上的字母表示整修焊缝的方法。
C 铲削;G 打磨;H 锤击;M 机械加工;R 滚轧。
实际焊缝外形要求的相应符号见图18。
问题20:背面垫板符号表示什么含义?
答:矩形垫板符号表示有衬垫材料放置在带坡口焊缝的背面,这个符号除了放置在带坡口焊缝符号的相反一边以外,与塞焊缝符号相似。另一个需要注意的是,字母R可以放置在符号之内,表示焊接之后衬垫材料必须被去除。背面符号规定的衬垫材料可以与母材相同,也可以是铜、陶瓷、玻璃带、焊剂、气体或其他材料。要求的衬垫材料类型必须在尾缀中注明。背面垫板材料符号的例子如图15所示。
问题17:划有圆圈的符号含义是什么?
答:划有圆圈的符号位于连接参考线和箭头周围的一个圆圈内。这个符号表示某接头周围是连续的焊缝,即使焊接方向可能发生变化。划有圆圈的焊缝及符号的例子如图12所示。
问题13:一个完整的焊缝符号需要哪些最小的单元?
答:①参考线+箭头+基本焊接符号。
②参考线+箭头+尾缀。
二者任选其一。
问题12:箭头打折表示什么含意
答:箭头打折表示焊接接头两侧只有一边必须开坡口。箭头指向的材料是操作者施焊前应开坡口的一边,如图8所示。
问题10:船形位置的V形焊缝符号如何使用?
答:单面船形位置的V形焊缝及符号如图6所示。
问题24:打底焊道与封底焊道之间有什么差别?
答:打底焊道是在厚板单面坡口对接焊时,为了防止角变形或为了防止自动焊时发生烧穿现象,而先在接头背面坡口根部进行的一道焊接。封底焊道是在单面坡口对接焊中,先焊完正面坡口焊缝,在背面铲清焊根后,再进行的一道焊接,目的是保证使焊缝根部完全熔合。
问题25:打底焊和封底焊都采用了什么符号?
答:这两种焊道采用了相同的符号,但焊接次序在焊接符号的尾缀中有规定,或者采用组合参考线。打底焊道符号一般标在远离箭头的第一条线上,第二条线上是焊缝坡口符号。打底焊道符号总是标在焊缝坡口符号的另一边。封底焊道符号位于离开箭头的第二条线上,接着是焊缝坡口符号。封底和打底焊道的符号如图19所示。
角焊缝尺寸
问题26:什么因素决定了角焊缝的尺寸?
答:角焊缝尺寸由焊缝尺寸中最短的焊脚高来决定,见图20。
问题27:角焊缝的尺寸在焊缝符号上是如何标注的?
答:角焊缝尺寸用焊脚高表示,焊脚高尺寸标注在角焊缝符号的旁边,如图21所示。
问题28:角焊缝的长度如何确定?
答:角焊缝是一条从一端到另一端连续的焊缝,除非有尺寸限制。如果焊缝不要求是连续的,在角焊缝符号右边应标注一个数码,提示操作者焊缝的长度,如图22所示。
塞焊和开槽焊缝
问题29:塞焊焊缝的焊接符号是如何规定的?
答:对塞焊焊缝尺寸的规定主要是沉入角度和焊缝填充深度,如图24所示。
问题30:开槽焊缝的尺寸如何标注?
答:开槽焊缝测量尺寸的根据是开槽的宽度,长条槽是开在被焊工件的接合面上。焊接符号上标有开槽的长度,一般在焊缝符号的右边。
问题31:在塞焊焊缝或开槽焊缝的底部能施焊上一层焊道吗?
答:可以在塞焊焊缝或开槽焊缝的底部施焊一层焊道,但是这道焊缝实际上是在塞焊或开槽焊缝中的角焊缝,不能被称为塞焊或开槽焊缝。这种情况下形成的焊缝及符号如图25所示。
表面焊道
问题32:什么是表面焊道?
答:表面焊道是指那些堆焊在工件表面以改善抗磨损性、增加表面硬度或具有耐蚀性的金属。为了改善表面硬度或抗磨损性而采用的填充金属称为表面堆焊。这种工艺经常用于推土机刃板、铲斗以及岩石破碎设备上。
问题33:表面焊道的尺寸和焊接符号怎样表示?
答:堆焊焊道的尺寸是从工件表面到焊道面,也即堆焊材料的高度。堆焊焊道尺寸及符号如图26所示。
角焊缝尺寸
l 问题26:什么因素决定了角焊缝的尺寸?
答:角焊缝尺寸由焊缝尺寸中最短的焊脚高来决定,见图20。
l 问题27:角焊缝的尺寸在焊缝符号上是如何标注的?
答:角焊缝尺寸用焊脚高表示,焊脚高尺寸标注在角焊缝符号的旁边,如图21所示。
l 问题28:角焊缝的长度如何确定?
答:角焊缝是一条从一端到另一端连续的焊缝,除非有尺寸限制。如果焊缝不要求是连续的,在角焊缝符号右边应标注一个数码,提示操作者焊缝的长度,如图22所示。
序号符号名称符号绘制标准应用示例
1 GB/T 1182-2008
基准符号。
涂黑三角形及中轴
线可任意变换位置,
方框和字母只允许
水平放置不允许歪
斜;方框外边的连线
也只允许在水平或
铅垂两个方向画出。
2 GB/T 4458.4-2003;
标注正方形结构尺
寸时在尺寸前面加
注正方形符号。
高度h=3.5mm
3 GB/T 4458.4-2003;
标注弧长时在尺寸
前面加注弧长符号。
高度h=R=3.5mm
4 GB/T 4458.4-2003;
GB/T 16675.2-1996
尺寸注法;
沉孔或锪平符号。
高度h=3.5mm
5 GB/T 4458.4-2003;
GB/T 16675.2-1996
尺寸注法;
沉孔或锪平深度符
号。
高度h=3.5mm
6 GB/T 4458.4-2003;
GB/T 16675.2-1996
尺寸注法;
埋头孔符号。
高度h=3.5mm
焊接及机械制图表示方法讲解
符号中的信息和单元 焊接符号表达的内容: 接头类型、焊缝坡口形状、焊缝类型、焊接方法、规程或程序、焊缝位置、质量要求、焊缝次序、焊缝尺寸、最终的焊缝轮廓、工艺要求等。 焊接符号组成单元:参考线、箭头、基本焊接符号、尺寸和其他数据、补充符号、完成符号、尾缀、规程、焊接方法或其他。 1、参考线是构成一个焊接符号的基础,由水平位置的划线组成。参考线必须画在靠近所要表示的焊接接头符号的旁边。每一个焊接符号单元必须根据符号标准放置在参考线周围一个适当的位置处。水平参考线及焊接符号单元的位置如图1所示。 注释: ①尾缀T 只用于特殊的焊缝,例如,焊接方法改变、焊条改变等,可以在图纸上有详细参考说明。如果没有参考意义或无须规范,尾缀可以省略。 ②参考线上的S 记号S取决于焊缝类型,如有坡口焊缝的熔深、填角焊缝的尺寸、塞焊或开槽焊缝的尺寸、点焊或凸焊焊缝的剪切强度等,这个记号一般是位于焊缝符号的左边。 ③记号E 在这里代表一个开坡口焊缝的有效尺寸,也称为焊缝尺寸或焊脚高。有效尺寸的尺度标在圆括号内,无论箭头指向哪里,这个尺寸和坡口总是位于参考线上焊缝符号的左边。
④R 在这里代表形成所需形状的焊缝数之间的空间,对于对接接头来说是敞开的根部。如果是塞焊或开槽焊缝,R在这里表示填充深度。这个记号位于焊缝符号的中间位置。 ⑤A 在这里表示对接接头的坡口角度(倾斜角),也包括塞焊焊缝的沉入角度。 ⑥F和A之间的水平短线—在这里代表完成的焊缝外形形状。 ⑦F 在这里表示获得所需焊缝外形的方法,焊缝外形可以通过下述方法获得。打磨(G)、机械加工(M)、铲削(C)、锤击(H)、滚轧(R)或者其他(U)。 ⑧L 在这里表示焊缝长度,这个长度标示总是位于焊缝符号的右边。无论箭头位于何处,这个位置总是不变的。 ⑨P 在这里表示当焊接中断时焊缝的中心线与中心线的间距。 ⑩(N)在这里代表点焊、缝焊、栓焊、塞焊、开槽焊或凸焊焊缝所要求的数量。箭头:箭头线位于参考线的一端或另一端,在焊接接头的箭头线一边有一个箭头,这个箭头能指向任何方向,向上、向下或向前、向后。一个焊接符号甚至可以有多个箭头。 与箭头相关的符号放置在参考线各自接头一边的上面或下面。参考线的术语“箭头侧”是指箭头指向焊缝接头一侧。位于参考线箭头侧的符号是指接头的箭头侧。位于参考线另一侧的符号是指接头的另一侧。当从图纸的底部观看时,箭头侧总是更靠近观看者。箭头侧和另一侧的例子见图2。 基本的焊接符号
机械制图表面粗糙度符号1
机械制图表面粗糙度符号、代号及其注法 浏览22742发布时间10/09/11 表面粗糙度符号、代号及其注法 Mechanical drawings— Surface roughness symbols and methods of indicating 1993-11-09 批准1994-07-01 实施 国家质量技术监督局发布 本标准等效采用国际标准ISO 1302—1992《技术制图——标注表面特征的方法》。 1 主题内容与适用范围 本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。 本标准适用于机电产品图样及有关技术文件。其他图样和技术文件也可参照采用。 2 引用标准 GB 1031 表面粗糙度参数及其数值 GB/T 13911 金属镀覆和化学处理表示方法 GB 3505 表面粗糙度术语表面及其参数 GB 4054 涂料涂覆标记 GB 10610 触针式仪器测量表面粗糙度的规则和方法 GB 12472 木制件表面粗糙度参数及其数值 3 表面粗糙度符号、代号 3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 3.2有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 3.3图样上表示零件表面粗糙度的符号见表1。 表1
适用于简化代号标注 基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等 基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数和说明 在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求
机械图纸中常见的符号及意义
机械图纸中常见的符号及意义 《机械识图》根据最新的中等职业学校机械制图教学大纲,针对中等职业学校学生在识图知识与技能方面的就业需求编写而成,注重对中等职业学校学生的识图能力培养。《图文对半,直观形象,方便教学。全书共分9个项目:抄画平面图形,三视图的形成与投影作图,基本几何体的视图,绘制与识读组合体视图,识读视图、剖视图和断面图,识读轴套类零件图,识读盘盖轮类零件图,识读叉架类和箱壳类零件图,识读装配图。通过这9个项目将知识点与任务有机地结合,由浅入深,循序渐进,使学生完成技能的训练,达到学以致用的目的。 自劳动开创人类文明史以来,图形与语言、文字一样,是人们认识自然、表达和交流思想的基本工具,在图学发展的历史长河中,经过不断地完善和发展得到了广泛的应用。在现代工业生产中,机械、化工或建筑都是根据图样进行制造和施工的。设计者通过图样表达设计意图;制造者通过图样了解设计要求、组织制造和指导生产;使用者通过图样了解机器设备的结构和性能,进行操作、维修和保养。因此机械图样是交流传递技术信息、思想的媒介和工具,是工程界通用的技术语言。作为职业技术教育培养目标的生产第一线的现代新型技能型人才,必须学会并掌握这种语言,具备识读和绘制机械图样的基本能力。从以下几方面可以体现其重要性: 从事机械制造行业就须掌握机械制图 ,学习机械制图感到抽象、困难,其原因之一是习惯于在平面上思考问题,缺乏空间思维能力。在学习过程中教师要有针对性地借助各种媒体,直观、形象地引导学生建立起空间概念,由平面思维转换到空间思维。把物体的投影与实际零件结构紧密联系,不断地“由物画图”和“由图画物”,既要想象物体的形状,又要思考图形间的投影规律,步提高空间想象和思维能力。有了这种能力,在实际工作时,才会通过二维的平面图——零件图(或装配图)想象出来三维的空间物体——实际零件(装配体),只有掌握这种 技能,才能顺利完成零件加工或机器装配的工作。所以,空间想象能力是学习机械制图的核心内容。《机械制图》的基本原理,制图标准、及相关规则,严肃体现出国家标准的统一性,无论谁都必须严格遵照执行。随着我国各个领域与国际接轨的今天,在机械制造行业,国家标准与国际标准也会逐步一致,使我国机械制造行业技术人才能更好的与之交流,那么就必须熟 练地掌握这门技术语言,更便于同行业间进行技术探讨和技术革新,但是前提条件是必须精 通机械制图这门课程以及相关的国家标准,并且反复强调标准规定的严谨性、权威性和法制性,使技术人员较好地确立标准化意识。 机械制图对解决实际问题和创新能力的影响《机械制图》课除了如何使他们很好地建立空间想象能力、掌握投影规律及国家标准,还必须具有机械专业的相关知识,如金属工艺学、机械制造工艺学、机械零件与机械原理、公差配合与技术测量等,这些知识在机械制图中的零件结构、表面质量、加工方法、材料选择、技术要求、连接装配关系等方面都要用到。也不是只局限于了解制图上的一些概念、定义和规则,还会学习和掌握到其它相关领域的各种知识,并且会正确、合理、全面地应用好机械制图这门工具,是现代化生产中技术人才最基本的要求,通过机械制图的学习,就要求具备这种让机械制图与实际结合起来,解决实际工作 中存在的各方面的问题的能力。《机械制图》是人们进行技术革新、技术改造的工具,是对新设计、新构思、新工艺研究探索,反映和表达高新技术、发明创造新生事物的载体。大胆地在该课程教学中融进新思想、新设计、探索和创新,是知识经济时代向我们提出的新课题、
(完整版)机械制图试题库DOC
《机械制图》课程试题库 第六章机械图样的基本表示方法 一、填空题 ★1、按剖切范围分,剖视图可分为、和 三类。 *2、断面图分为:和两种。 3、同一零件各剖视图的剖面线方向间隔 *4、六个基本视图的名称 为:。 二、选择题 ★1、下列局部剖视图中,正确的画法是。 A B C D ★2、下列四组视图中,主视图均为全剖视图,其中的主视图有缺漏的线。
A B C. D *3、在半剖视图中,剖视图部分与视图部分的分界线为: A.、细点画线 B 粗实 线、 C、双点画线 4、重合剖面的轮廓线都是用 A.、细点画线绘制 B 、粗实线绘 制 C 、细点画线绘制 5、当需要表示位于剖切平面前的结构时,这些结构按假想投影的轮廓线用: A.、细点画线 B、粗实线、 C、双点画线 三、判断题 ★1、非回转体类零件的主视图一般应选择工作位置。(v ) 2、在剖视图中,切根线用细实线绘制。(x) 四、画图题 ★1、用单一剖切面,将主视图画成全剖视图。(20分)
3、用单一剖切面,将主视图画成全剖视图。(20分) 4、用单一剖切面,将主视图画成全剖视图。(20分)
★4、将物体的主视图改画成剖视图。(20分)
机械制图★5、在轴的小孔及键槽处,画移出断面图。(15分) ★6、在指定位置画出断面图并标记。(10分)
7、在指定位置画出断面图并标记。(10分) 8、在轴的指定位置作剖面图(A处键槽深为4mm,C处键槽宽为8mm。) (15分) 第七章机械图样中的特殊表示法 一、填空题 ★1、内外螺纹只有当_牙型_;_公称直径_;_螺距___;__线数______;___旋向_____等五要素完全相同时,才能旋合在一起。
焊接符号在机械制图中标注大全
焊接符号在机械制图中标注大全 1、焊缝标注方法 图样上焊缝有两种表示方法,即符号法和图示法。 焊缝标注以符号标注法为主,在必要时允许辅以图示法。比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。 符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。 2、符号标注法的要素 焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。
除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。 3、焊缝符号及其标注 (1)焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见 GB/324-88),例如:
(2)辅助符号是表示焊缝表面形状特征的符号。不需要确切地说明焊缝的表面形状时可以不加注辅助符号。辅助符号配置在基本符号固定位置。辅助符号有3个。 (3)补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。 (4)特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
4、指引线及其标注 指引线由箭头线和基准线组成。 (1)箭头线: 箭头可指向接头侧和非接头侧; 箭头线相对焊缝的位置一般没有特殊要求;允许箭头线弯折一次。
? ? ? ? (2)基准线 基准线含有实线基准线和虚线基准线。虚线基准线可画在实线基准线的上方或下方; 焊缝符号标注在实线基准线上说明焊缝在箭头侧,标注在虚线基准线上说明焊缝在非箭头侧;
标注双面或对称焊缝时可不加虚线。 5、焊缝尺寸符号及其标注 (1)焊缝标注有必要时可附带有焊缝尺寸符号及数据。焊缝尺寸符号共有16个(详见GB/324-88),例如:
形位公差的全部符号和机械制图的常用符号
求形位公差的全部符号和机械制图的常用符号 一直线度—无 二平行度‖ 有 三垂直度⊥ 有 四圆度○ 无倾斜度∠ 有 五线轮廓度⌒ 有或无同轴度◎ 有 六圆跳动↗ 有 一,1) 直线度 表2-2为几种直线度公差在图样上标注的方式.形位公差在图样上用框格注出,并用带箭头的指引线将框格与被测要素相连,箭头指在有公差要求的被测要素上.一般来说,箭头所指的方向就是被测要素对理想要素允许变动的方向.通常形状公差的框格有两格,第一格中注上某项形状公差要求的符号,第二格注明形状公差的数值. 2) 平面度 表2-3为平面度公差要求的标注方式.平面度公差带只有一种,即由两个平行平面组成的区域,该区域的宽度即为要求的公差值. 3) 圆度 表2-4表示圆度公差在图样上的标注方式. 在圆度公差的标注中,箭头方向应垂直于轴线或指向圆心. 4) 圆柱度 如表2-5所示,由于圆柱度误差包含了轴剖面和横剖面两个方面的误差,所以它在数值上要比圆度公差为大.圆柱度的公差带是两同轴圆柱面间的区域,该两同轴圆柱面间的径向距离即为公差值. 3,定向公差有哪些,各自的含义是什么,如何标注 答:定向公差有平行度,垂直度和倾斜度.其含义和标注如下: 二,1) 平行度 对平行度误差而言,被测要素可以是直线或平面,基准要素也可以是直线或平面,所以实际组成平行度的类型较多.表2-7中表示出一些标注平行度公差要求的示例.其中,基准符号是用一粗短划线和带圆圈的字母标注,字母方向始终是正位,基准是中心要素时,粗短划线的引出线必须和有关尺寸线对齐. 三,2) 垂直度 垂直度和平行度一样,也属定向公差,所以在分析上这两种情况十分相似.垂直度的被测和基准要素也有直线和平面两种.表2-8是几种垂直度标注的示例. 3) 倾斜度 倾斜度也是定向公差.由于倾斜的角度是随具体零件而定的,所以在倾斜度的标注中,总需用将要求倾斜的角度作为理论正确角度标注出,这是它的特点.表2-9举出了一些零件标注倾斜度公差的示例. 4,定位公差有哪些,各自的含义是什么,如何标注 答:定位公差有同轴度,对称度,位置度,圆跳动和全跳动.其含义和标注如下: 四,1) 同轴度 同轴度是定位公差,理论正确位置即为基准轴线.由于被测轴线对基准轴线的不
机械制图尺寸标注
机械制图尺寸标注 1 基本规则 ①机件的真实大小是以图样上所注的尺寸数据为依据。(缺漏尺寸是不能加工的) ②图样中的尺寸(包括技术要求和其他说明)以毫米为单位,不标注单位符号(或名称),如果采用其他单位,则应注明相应的単位符号。(YAO) ③图样中所注的尺寸,为该图样所示机件的最后完工尺寸,否则应另加说明。(留量加工为双点划线,也属于表面结构标注) ④机件的每一个尺寸,一般只标注一次,并应标注在反映该结构最清晰的图形上。(重复标注加括号) ⑤表面结构表示是根据机件的使用要求作出判断而定,采用最经济的加工方法得到是最好的。 ⑥公差配合选用优先配合,特殊的是带轮键槽。典型的配合特性:温差法,温差法和压入法,压入法,手锤打入,手锤轻轻打入,木槌装卸,加油后用手旋进,手旋进,手推滑进,手轻推进。H6-23部。 ⑦几何公差:应按照功能要求给定几何公差,同时考虑制造和检测上的要求。但不一定要指明应采用的特定的加工,测量或检验方法。对要素规定的几何公差确定了公差带,该要素应限定在公差带之内。 ⑧装配图是标示产品及其组成部分的连接装配关系的图样。它是进行设计,装配,检验,安装,调试和维修时所必需的重要技术文件。图形,尺寸,技术要求,零件号(明细栏),标题栏五大重要方面。
⑨包装图优先选择CAD工程制图。图形文字,序号,术语,代号及计量单位等应符合有关标准的规定。(储运方式的特殊要求)⑩完整,正确,清晰,合理,美观。(对自己高要求) 基准对齐标注。 总是忘记了Φ。
粗糙度,向视图沿箭头指向方向看去,剖切符号的注法。 IT与JS的零件使用要求,形公差的等级。
形位公差与基准的位置标注,箭头指向;还有就是Φ总是忘记了。
《焊接标注规范》(参考Word)
焊接结构施工图焊缝符号标注规范 1、焊缝符号是用于在图样上标注焊缝形式、焊缝尺寸和焊接方法等。 2、焊缝符号标注组成:一般由基本符号与指引线组成,必要时加上辅助符号、补充符号和焊缝尺寸符号。 3、基本符号是表示焊缝截面形状的符号,如下表: 4、辅助符号:表示焊缝表面形状特征的符号。 有三种:焊缝表面平齐,焊缝表面凹陷,焊缝表面凸起。一般情况下,不需要确切说明焊缝的表面形状,所以一般情况下辅助符号不需标出。 辅助焊缝示例如下表:
5、焊缝补充符号:有时为了补充说明焊缝的某些特征,需要用其它符号说明。 常见有三种: 一种是表示背面底部有垫板(图一)。 一种是表示三面围焊(图二)。 一种是表示四面围焊(图三)。 一种是表示现场施焊(图三)。 一种是尾部添加符号(图二) 图一. 图二图三 6、为了完整地表示焊缝,除了以上符号外,还应包括指引线、一些尺寸符号及数据。 7、焊缝符号在图样上的位置 1)基要符号相对基准线的位置,指引线一般由带有箭头的指引线和两条基准线(一条为实线,另一条为虚线)两部份组成(图四),如果焊缝在接头的箭头侧,则将基本符号标在基准线的实线侧(图五),如果焊缝在接头的非箭头侧,则将基本符号标在基准线的虚线侧
(图六),标注对称焊缝及双面焊缝时,可不加虚线(图七)。 .. 图四图五图六 图七 2)前头线相对焊缝的位置一般没什么要求(图八),但在标注带坡口的V、Y、J形焊缝时,箭头线应指向带有坡口一侧(图九),必要时,充许箭头线弯折一次(图十)。 图八图九 图十
3)基准线的位置,基准线的虚线可以画在基准线的实线下侧或上侧。基准线一般应与图样的底边平行,但在特殊条件下亦可与底边互相垂直。
机械制图符号
机械制图符号 直线度(-)——是限制实际直线对理想直线直与不直的一项指标。 平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平而提出的要求。 圆度(○)——是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。 圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的形状精度要求。 面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。它是对曲面的形状精度要求。 定向公差——关联实际要素对基准在方向上允许的变动全量。 定向公差包括平行度、垂直度、倾斜度。 平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。 垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。 倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。 定位公差——关联实际要素对基准在位置上允许的变动全量。 定位公差包括同轴度、对称度和位置度。 同轴度(◎)——用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。 对称度——符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。 位置度——符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。 跳动公差——关联实际要素绕基准轴线回转一周或连续回转时所允许的最大跳动量。 跳动公差包括圆跳动和全跳动。 圆跳动——符号为一带箭头的斜线,圆跳动是被测实际要素绕基准轴线作无轴向移动、回转一周中,由位置固定的指示器在给定方向上测得的最大与最小读数之差。 全跳动——符号为两带箭头的斜线,全跳动是被测实际要素绕基准轴线作无轴向移动的连续回转,同时指示器沿理想素线连续移动,由指示器在给定方向上测得的最大与最小读数之差。 H7/m6 根据你的加工的基本尺寸,按你的尺寸大小,内孔选择H7第七级,上偏差为0,下偏差为H7的间隙配合,外圆选择m6的过盈配合尺寸,上偏差按m6,下偏差为0。 1 |评论
焊接符号标注详细表示方法
焊接符号标注及表示方法—详版 什么是焊接符号 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。我国的焊接符号是由国家标准GB324规定的。 焊接符号有什么作用 焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来 表示的方法。焊接符号可以表示出: (1)所焊焊缝的位置。 (2)焊缝横截面形状(坡口形状)及坡口尺寸。 (3)焊缝表面形状特征。 (4)表示焊缝某些特征或其他要求。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 焊接符号由哪几部分组成 焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 表示焊缝的基本符号有哪些 焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解) 焊接加工符号的国家标准有哪些 焊接符号的国家标准主要有两个: (1)GB324一2008《焊缝代号》。 (2)GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。 表示焊缝的辅助符号有哪些 辅助符号表示焊缝表面形状特征的符号,见表2-3。不需要确切地说明焊缝的表面形状时,可以不用辅助符号。 表示焊缝的补充符号有哪些
机械制图符号及表示含义
机械制图符号及表示含义 Solid 二维实体2D 实面 2D Wireframe 二维线框 3D Array 三维阵列3D 阵列 3D Dynamic View 三维动态观察3D 动态检视 3d objects 三维物体3D 物件 3D Orbit 三维轨道3D 动态 3D Orbit 三维动态观察3D 动态 3D Studio 3D Studio 3D Studio 3D Viewpoint 三维视点3D 检视点 3dpoly 三维多段线3D 聚合线 3dsin 3DS 输入3D 实体汇入 3DSolid 三维实体3D 实体 3dsout 3DS 输出3D 实体汇出 abort 放弃中断 abort 中断中断 absolute coordinates 绝对坐标绝对座标 abut 邻接相邻 accelerator key 加速键快速键 access 获取存取 acisin ACIS 输入ACIS 汇入 acisout ACIS 输出ACIS 汇出 action 操作动作 active 活动(的)作用中 adaptive sampling 自适应采样最适取样 add 添加加入 Add a Printer 添加打印机新增印表机 Add mode 添加模式 Add Plot Style Table 添加打印样式表 Add Plot Style Table 添加打印样式表 Add Plotter 添加打印机 Add Plotter 添加打印机 Add to Favorites 添加到收藏夹加入我的最爱 ADI ADI(Autodesk 设备接口) ADI (Autodesk 设备介面) adjacent 相邻相邻 Adjust 调整调整 Adjust Area fill 调整区域填充调整区域填满 AdLM (Autodesk License Manager) AdLM(Autodesk 许可管理器)Administration dialog box 管理对话框管理对话方块 Advanced Setup Wizard 高级设置向导进阶安装精灵 Aerial View 鸟瞰视图鸟瞰视景 affine calibration 仿射校准关系校正
机械制图常用形位公差符号表示方法
机械制图常用形位公差符号表示方法
一、形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、形位公差符号 标注符号 直线度(-)——是限制实际直线对理想直线直与不直的一项指标。 平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平而提出的要求。 圆度(○)——是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的形状精度要求。 面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。它是对曲面的形状精度要求。
定向公差——关联实际要素对基准在方向上允许的变动全量。 定向公差包括平行度、垂直度、倾斜度。 平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。 垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。 倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。 定位公差——关联实际要素对基准在位置上允许的变动全量。 定位公差包括同轴度、对称度和位置度。 同轴度(◎)——用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。对称度——符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。 位置度——符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。 跳动公差——关联实际要素绕基准轴线回转一周或连续回转时所允许的最大跳动量。 跳动公差包括圆跳动和全跳动。 圆跳动——符号为一带箭头的斜线,圆跳动是被测实际要素绕基准轴线作无轴向移动、回转一周中,由位置固定的指示器在给定方向上测得的最大与最小读数之差。 全跳动——符号为两带箭头的斜线,全跳动是被测实际要素绕基准轴线作无轴向移动的连续回转,同时指示器沿理想素线连续移动,由指示器在给定方向上测得的最大与最小读数之差
焊接及机械制图表示方法
焊接符号大全 焊接符号以标准图示的形式和缩写代码标示出一个焊接接头或钎焊接头完整的信息,如接头的位置、如何制备和如何检测等。焊接符号完整的代码体系在美国焊接学会(AWS)最新版本的《焊接、钎焊与无损检验的标准符号》(ANSI/AWS A2.4)规程中有详细说明。焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少 一部分。 符号中的信息和单元 问题1:焊接符号能够提供什么信息? 答:焊接符号能够提供如下信息。接头类型、焊缝坡口形状、焊缝类型、焊接方法、规 程或程序、焊缝位置、质量要求、焊缝次序、焊缝尺寸、最终的焊缝轮廓、工艺要求等。 问题2:焊接符号由哪些单元组成? 答:一个焊接符号可以包括如下单元。参考线、箭头、基本焊接符号、尺寸和其他数据、补充符号、完成符号、尾缀、规程、焊接方法或其他。 参考线和箭头 问题3:参考线是什么? 答:参考线是构成一个焊接符号的基础,由水平位置的划线组成。参考线必须画在靠 近所要表示的焊接接头符号的旁边。每一个焊接符号单元必须根据符号标准放置在参考线周 围一个适当的位置处。水平参考线及焊接符号单元的位置如图1所示。
问题4:焊接符号中各单元的标准位置是如何安排的? 答:图1所示是一条参考线,一些其他的单元标记可以放置在参考线的周围。典型焊 接符号显示出各种定位焊缝的一些信息,包括如下。 ①尾缀T 只用于特殊的焊缝,例如,焊接方法改变、焊条改变等,可以在图纸上有 详细参考说明。如果没有参考意义或无须规范,尾缀可以省略。 ②参考线上的S 记号S取决于焊缝类型,如有坡口焊缝的熔深、填角焊缝的尺寸、 塞焊或开槽焊缝的尺寸、点焊或凸焊焊缝的剪切强度等,这个记号一般是位于焊缝符号的左边。 ③记号 E 在这里代表一个开坡口焊缝的有效尺寸,也称为焊缝尺寸或焊脚高。有效 尺寸的尺度标在圆括号内,无论箭头指向哪里,这个尺寸和坡口总是位于参考线上焊缝符号的左边。 ④R 在这里代表形成所需形状的焊缝数之间的空间,对于对接接头来说是敞开的根 部。如果是塞焊或开槽焊缝,R在这里表示填充深度。这个记号位于焊缝符号的中间位置。 ⑤A 在这里表示对接接头的坡口角度(倾斜角),也包括塞焊焊缝的沉入角度。 ⑥F和A之间的水平短线—在这里代表完成的焊缝外形形状。 ⑦F 在这里表示获得所需焊缝外形的方法,焊缝外形可以通过下述方法获得。打磨(G)、机械加工(M)、铲削(C)、锤击(H)、滚轧(R)或者其他(U)。
机械制图焊缝标注方法
机械制图焊缝标注方法 2015-10-26机械加工在线机械编辑:古月 来源:机械设计网 1、焊缝标注方法 图样上焊缝有两种表示方法,即符号法和图示法。 焊缝标注以符号标注法为主,在必要时允许辅以图示法。比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。 2、符号标注法的要素
焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。 3、焊缝符号及其标注 (1)焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见GB/324-88),例如: (2)辅助符号是表示焊缝表面形状特征的符号。不需要确切地说明焊缝的表面形状时可以不加注辅助符号。辅助符号配置在基本符号固定位置。辅助符号有3个。
(3)补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。 (4)特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
4、指引线及其标注 指引线由箭头线和基准线组成。 (1)箭头线:箭头可指向接头侧和非接头侧;箭头线相对焊缝的位置一般没有特殊要求;允许箭头线弯折一次。
(2)基准线基准线含有实线基准线和虚线基准线。虚线基准线可画在实线基准线的上方或下方; 焊缝符号标注在实线基准线上说明焊缝在箭头侧,标注在虚线基准线上说明焊缝在非箭头侧; 标注双面或对称焊缝时可不加虚线。 5、焊缝尺寸符号及其标注 (1)焊缝标注有必要时可附带有焊缝尺寸符号及数据。焊缝尺寸符号共有16个(详见GB/324-88),例如:
机械制图中各种符号的含义
机械制图中各种符号的含义 1. 光洁度( ) ,表示要加工面的光洁度 2. 直线度(-) ,是限制实际直线对理想直线变动量的一项指标。它是针对直线发生不直 而提出的要求。 3. 平面度( ) ,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平 而提出的要求。 4. 圆度(○) ,是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥 面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。 5. 圆柱度(/○/) ,是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横 截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱 体各项形状误差的综合指标。 6. 线轮廓度(⌒) ,是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的形 状精度要求。 7. 面轮廓度( ) ,是限制实际曲面对理想曲面变动量的一项指标,它是对曲面的形状精 度要求。 8. 平行度(‖) ,用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线) 的方向偏离 0°的要求,即要求被测要素对基准等距。 9. 垂直度(⊥) ,用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线) 的方向偏离 90°的要求,即要求被测要素对基准成 90°。 10. 倾斜度(∠) ,用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线) 的方向偏离某一给定角度(0°~90°) 的程度, 即要求被测要素对基准成一定角度除 90° 外)。 11. 同轴度(◎) ,用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。 12. 对称度( ) ,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线) 与基准要素(中心平面、中心线或轴线)的不重合程度。 13. 位置度( ) ,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准 和理论正确尺寸确定。 14. 圆跳动( ) ,圆跳动是被测实际要素绕基准轴线作无轴向移动、回转一周中,由位置 固定的指示器在给定方向上测得的最大与最小读数之差。 15. 全跳动( ) ,全跳动是被测实际要素绕基准轴线作无轴向移动的连续回转,同时指示 器沿理想素线连续移动,由指示器在给定方向上测得的最大与最小读数之差。 16. ?25H8,是所标位置的直径为 25 毫米,“H”说明是标的孔的偏差(极限偏差)。 其中 H8 代表的数值,对于直径 25 来说,是上偏差为 33 微米(0.03 毫米),下偏差为 0。 综合所述:?25H8 的意思是孔的直径范围为 25.000--25.033。
机械制图尺寸标注
机械设计中尺寸标注类知识 1.轴套类零件 这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。 在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。 如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。 2.盘盖类零件 这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。 3.叉架类零件 这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
焊接在机械制图中如何标注
焊接在机械制图中如何标注 1、焊缝标注方法 图样上焊缝有两种表示方法,即符号法和图示法。 焊缝标注以符号标注法为主,在必要时允许辅以图示法。比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。 符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。左图标注含义是:角焊接,焊缝高度为10毫米。下面的带板符号表示参照基准为底面平行。 2、符号标注法的要素 焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。 除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。 3、焊缝符号及其标注 (1)焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见GB/324-88),例如:
(2)辅助符号是表示焊缝表面形状特征的符号。不需要确切地说明焊缝的表面形状时可以不加注辅助符号。辅助符号配置在基本符号固定位置。辅助符号有3个。 (3)补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。 (4)特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
4、指引线及其标注 指引线由箭头线和基准线组成。 (1)箭头线: 箭头可指向接头侧和非接头侧; 箭头线相对焊缝的位置一般没有特殊要求; 允许箭头线弯折一次。 (2)基准线 基准线含有实线基准线和虚线基准线。虚线基准线可画在实线基准线的上方或下方; 焊缝符号标注在实线基准线上说明焊缝在箭头侧,标注在虚线基准线上说明焊缝在非箭头侧; 标注双面或对称焊缝时可不加虚线。
二维的制图要求 ——焊接
二维图——焊接制图要求 焊接图是供焊接加工时所用的一种图样。它要把焊接件的结构,相对位置表达清楚,还要把焊接的有关内容表示清楚,例如:焊接接头型式、焊缝型式、焊缝尺寸、焊接方式等。为了简化制图,国家标准规定了焊缝的画法、符号、尺寸标注的方法和焊接方法的表示代号,可参考白皮书“机械制图”里的“焊接符号表示方法”。 焊接图的技术要求可以参考“广天二维图标准”。 7、编注序号(注意指引线不能交叉、序号应按水平或竖直方向排列对齐,按顺时针或逆时针顺次排列),写技术要求(未标注倒角、倒圆;未注尺寸公差、形位公差;质量要求等)、标题栏、明细栏。(加粗的为装配图制图要求) 8、自行检查。检查内容包括零件形状表达清晰,线型正确,尺寸标注有无遗漏,尺寸标注放置位置合理、不交叉,所有字体、字号正确、整齐。 10、交换检查。记录下别人出现的问题,便于他人修改。 11、打印检查、调试。检查是否字体尺寸出现错位,调试线型(按本流程中的表)。 注意: 1、尺寸标注字体一般3.5号(A0、A1用5号),HZTXT格式;数字用红色, 尺寸线和尺寸界线用蓝色;尺寸箭头大小为3.5;上偏差注在基本尺寸的右上方,下偏差与基本尺寸在同一底线上,比基本尺寸小一号。 2、表面粗糙度符号线宽为0.35,青色;高、宽、角度见《机械制图GB》P223; 数字大小用3.5号,HZTXT格式,红色; 左图中,“其余”为7号字体,“12.5”为5号字体,都是HZTXT。3、 焊接符号要用中实线(青色)。 角焊缝符号:
(对)(对)(错)(错) 4、 装配序号标注中,数字用5号字体,红色,HZXTXT格式,圆点大小为3.5号,实心。线、点用蓝色。 5、 d为粗实线线宽。“B”字为5号字体,HZTXT格式。 圆直径也是5-10. 6、两线距离保持在0.7以上。 7、采用GB第一角投影: 8、剖切线部分必须为粗实线,如下图: 9、局部剖视图的边界线为细实线。 10、标注半径或直径时,尺寸线一般应通过圆心;但当圆直径过大时,可不通过 圆心。 11、标注倒角时,当倒角不是45度时,需将倒角角度和距离都标注出来。 12、形位公差代号。框格、指引线均用细实线,框格内的字母、数字高度与图样 中字体高度相同。 13、螺纹终止线用粗实线画。 14、借用件只需标注出安装尺寸。 15、装配图中,两零件的接触面和基本尺寸相同的轴孔配合面应画一条线。 16、装配图的剖视图中,相邻两零件的剖面线相反或间隔不同。
焊接技术《机械制图》山东大学网络教育考试模拟题及答案
机械制图 一、单项选择题 在每小题列出的四个备选项中只有一个是符合题目要求的,请将其代码填写在题后的括号内。错选、多选或未选均无分。 1.已知直齿圆柱齿轮的齿数Z=55,模数M=3,其齿顶圆直径是( B ) A.Φ165 B.Φ171 C.Φ157.5 D.Φ137.5 2.国家标准把公差等级分为( B ) A.17级 B.18级 C.20级 D.28级 3.下列尺寸正确标注的图形是( C ) 二、双项选择题在每小题列出的五个备选项中有两个是符合题目要求的,请将其代码填写在题后的括号内。错选、多选、少选或未选均无分。 4.已知主视图和俯视图,其正确的左视图是( BD ) 5.在下列的五组视图中,其正确的两组视图是( AE )
三、截交线作图题 已知侧面投影,完成正面投影和水平投影。 四、相贯线作图题 已知正面投影,完成水平投影(保留作图线,并用数字标出特殊点,至少作两个一般点)。 五、已知组合体的主视图和俯视图,完成组合体的左视图。
六、标注方槽定位尺寸和长圆槽的定位和定形尺寸。 七、已知同轴回转体开槽后的正面投影和侧面投影,画出水平投影 八、读装配图(见本试卷)并拆画零件图 1 .用适当的表达方法,按1∶1拆画出支承螺杆(4号零件)的零件图。 2 .把装配图上与该零件有关的尺寸标注到零件图中。 3 .在零件图中标注指定表面的表面粗糙度代号:Φ16圆柱面的R a值为1.6,顶部V形槽的R a值为3.2(标注单面即可)。
部件作用说明 螺旋调节支座是支撑轴类工件(见图中顶部的双点划线)所用的部件。 在支承座(2)的左面有紧定螺钉(1)旋入,它可以顶住支承螺杆轴段上的键槽中,可起到导向及固定作用。 调节螺母(3)的下表面与支承座(2)的顶面接触,当旋动调节螺母(3)时,由于螺母M18X1.5的作用,使支承螺杆作上下移动,当顶部的V 型槽接触到工件后,即可用紧定螺钉(1)固定住螺杆。
机械制图符号表
直线度(-)——是限制实际直线对理想直线直与不直的一项指标。 平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平而提出的要求。 圆度(○)——是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的形状精度要求。 面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。它是对曲面的形状精度要求。 定向公差——关联实际要素对基准在方向上允许的变动全量。 定向公差包括平行度、垂直度、倾斜度。 平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。 垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。 倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。 定位公差——关联实际要素对基准在位置上允许的变动全量。
定位公差包括同轴度、对称度和位置度。 同轴度(◎)——用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。对称度——符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。 位置度——符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。 跳动公差——关联实际要素绕基准轴线回转一周或连续回转时所允许的最大跳动量。 跳动公差包括圆跳动和全跳动。 圆跳动——符号为一带箭头的斜线,圆跳动是被测实际要素绕基准轴线作无轴向移动、回转一周中,由位置固定的指示器在给定方向上测得的最大与最小读数之差。 全跳动——符号为两带箭头的斜线,全跳动是被测实际要素绕基准轴线作无轴向移动的连续回转,同时指示器沿理想素线连续移动,由指示器在给定方向上测得的最大与最小读数之差。