多工位 级进模 毕业论文
摘要
模具是工业生产中重要的工艺装备,是国民经济各部门发展的重要基础之一。而作为冷冲模中一种的级进模,更是在当今模具生产中起到了极其重要的重用。级进模是指模具上沿被冲原材料的直接送进方向,具有两个或两个以上的工位,并在压力的一次行程中,完成两个或两个以上冲压工序的冲模。多工位级进模具有高效、高精度、长寿命的特点,它以成为实现大生产,降低生产成本的最佳选择,是当代先进模具的代表。
所以本文以复印机上的板簧为例,经工件的工艺分析计算、工位安排、排样设计,最后的设计出整套模具结构并绘制了模具的装配图和零件图。重点介绍了条料的导向、滑块弯曲成形的结构及压缩空气吹件装置。
另外,对于板料成形而言,DYNAFOEM软件已成为板料成形数值模拟的专用软件,已是当今流行的板料成形与模具设计的重要工具之一。所以,还针对圆筒形件的拉深情况用DYNAFOEM软件进行了数值模拟分析,并对最后的结果进行了分析与比较,确定出适合的参数。
关键词:多工位级进模板料成形数值模拟拉深板簧
ABSTRACT
Mould & Die is important technical equipment in industrial production. It is also one of the most important developmental foundations for all departments of country economy.。Progressive Die is one kind of the die , and it has played an extremely important part in today's mold production . Progressive Die is that along the raw materials are washed directly into the direction ,it has two or more work spaces, and under the pressure of a program, completes two or more die stamping processes. Multi-position progressive die are high-performance, high-precision, long-life characteristics, which become large-scale production, lower production costs the best choice is to die on behalf of contemporary art.
The paper takes a type of stainless leaf spring in digital duplicator foe example. and design a die of the leaf spring by the analysis of the workpiece, the arrangement and layout design.. Besides, the paper focuses on the expected direction, the slider structure and bending pieces of compressed air blowing device.
In addition, in terms of sheet metal forming, DYNAFOEM software has become a numerical simulation of sheet metal forming special software is popular in today's sheet metal forming and die design one of the important tools. Therefore, in view of the cylindrical pieces of the situation by drawing DYNAFOEM numerical simulation software analysis, and final results are analyzed and compared to determine the suitable parameters.
Keywords:Multi-position Progressive Die metal forming
Numerical simulation drawing leaf spring
目录
摘要.................................................... I ABSTRACT ................................................ II 第一章绪论 (1)
1.1 选题意义 (1)
1.2 我国冲压模具技术的发展概况 (2)
1.2.1我国冲压模具技术的现状与发展 (2)
1.2.2 多工位级进模的发展 (7)
第二章多工位级进模设计的要点 (8)
2.1 多工位级进模的特殊含义 (8)
2.2 多工位级进模冲压特点与功能 (9)
2.3 多工位级进模的分类和命名 (10)
2.4 多工位级进模的使用条件与合理应用 (11)
2.5. 多工位级进模的合理应用 (12)
2.6.多工位级进模的设计步骤和注意事项 (13)
2.7.多工位级进模的基本结构 (15)
第三章板簧级进模的设计 (16)
3.1 零件的工艺性分析 (16)
3.2.1工位确定的原则 (17)
3.2.2 板簧零件工位的确定 (18)
3.3排样图设计 (19)
3.4 计算压力并选用压力机 (22)
3.4.1 各种压力的计算 (22)
3.4.2模具压力中心的确定 (26)
3.4.3 刃口尺寸确定 (27)
3.4.4 压力机的选择 (30)
3.5.板簧多工位级进模结构设计 (30)
3.5.1选用标准模架、确定闭合高度及总体尺寸 (30)
3.5.2.模架的选择和凸凹模的设计 (31)
3.5.3 模板的设计 (37)
3.5.3 弯曲凸凹模设计 (40)
3.5.4出料及安全装置 (41)
第四章带法兰的圆筒形件拉深情况的模拟分析 (43)
4.1 DYNAFOEM软件的简介 (43)
4.2 DYNAFORM软件在板料成形过程中的分析流程 (43)
4.3 带法兰的圆筒形件拉深情况的模拟分析步骤 (44)
4.1.1 计算毛皮尺寸 (45)
4.1.2 判断拉深系数 (45)
4.1.3 模拟分析的步骤 (45)
4.4 最后的结果和分析 (49)
第五章总结 (53)
参考文献 (54)
致谢 (56)
第一章绪论
1.1 选题意义
模具作为特殊的工艺装备,在现代的制造业中越来越重要。有了模具,企业就有可能向设会提供品种繁多,质优价廉的商品,满足人们日益增长的多方面的消费需要。有了模具,人们的衣食住行,可直接或间接地变得丰富多彩。模具的广泛应用,不仅得到人们的普遍认识,同时模具水平的高低,关系到现代制造业的发展与进步。关系到经济建设的速度。大力提高制造模具的水平,是提高模具技术档次的关键。
冲压是一种先进的金属加工方法,具有生产率高,加工成本低,材料利用率高,产品尺寸精度稳定,操作简单,容易实现机械化和自动化等一系列优点,特别适合于大量生产。但对冲压生产而言,单工位模具结构单一,生产效率低,而且钣金零件不能过于复杂,否则就需要多副单工位模具才能实现。如果采用级进模进行冲压生产,就可以改变这些缺点。级进模的特点是生产效率高,生产周期短,占用的操作人员少,非常适合大批量生产。
冲压级进模是在条料的送料方向上,具有两个以上的工位,并在压力机一次行程中,在不同的工位上完成两道或两道以上的冲压工序的冲模。它在一副模具上的不同区域完成多道冲压成型工序的一种精密、高效、复杂的冲压模具,在一副模具内可以完成零件的冲裁、翻边、弯曲、拉深、立体成形等工艺。级进模是多工序冲模,在一副模具内,可以包括冲裁、弯曲、成形和拉深等多种多道工序,具有比复合模更高的劳动生产率,也能生产相当复杂的冲压件;级进模操作安全,因为人手不必进入危险区域;级进模设计时,工序可以分散。不必集中在一个工位,不存在复合模中的“最小壁厚”问题。因而模具强度相对较高,寿命较长。级进模易于自动化,即容易实现自动送料,自动出件,自动叠片;级进模可以采用高速压力机生产,因为工件和废料可以直接往下漏;使用级进模可以减少压力机,减少半成品的运输。车间面积和仓库面积可大大减小。但级进模结构复杂,制造精度高,周期长,成本高。因为级进模是将工件的内、外形逐次冲出的,每
次冲压都有定位误差,较难稳定保持工件内、外形相对位置的一致性。但精度高的零件,并非全部轮廓的所有内、外形相对位置要求都高,可以在冲内形的同一工位上,把相对位置要求高的这部分轮廓同时冲出,从而保证零件的精度要求。
然而,多工位级进模的结构比较复杂,模具制造精度要求高,在进行模具设计是要考虑的内容也比较多,要求模具设计师的水平也高。能够设计和制造高精度高功能多工位级进模,一般需要经验丰富的理论与实践相结合的模具专业人才配套较为先进的精密制造设备才能有保障。
正是由于级进模具备上述特点,所以已成为冲压模具发展中很有前途的一种模具。本文以复印机上的板簧为例,对多工位级进模设计的过程,步骤和要点进行研究和阐述。
1.2 我国冲压模具技术的发展概况
1.2.1我国冲压模具技术的现状与发展
模具是机械制造业中技术先进、影响深远的重要工艺装备, 具有生产效率高、材料利用率高、制件质量优良、工艺适应性好等特点,被广泛应用于汽车、机械、航天、航空、轻工、电子、电器、仪表等行业。2005 年中国模具工业产值达到610 亿元,增长率保持在25%的高水平, 行业的生产能力约占世界总量的10% ,仅次于日本、美国而位列世界第三。经过几十年的发展, 我国的冲压模具行业获得了飞速发展,具体体现在::
(1)计算机辅助设计/加工/工程技术得到广泛使用。
随着计算机技术的发展和普及, 冲压模具也基本实现了计算机化, 其中有代表性的是计算机辅助设计( CAD ) 、计算机辅助制造( CAM ) 和计算机辅助工程( CAE) 。
在计算机辅助设计方面, 如今的国内冲压模具企业几乎全部甩掉了传统的绘图板, 摒弃了落后的手工绘图方式。使用最多的是由美国Au2todesk 公司出品的AutoCAD 软件, 有些企业还在AutoCAD 平台上进行了二次开发(如深圳某台资公
司在AutoCAD R13 基础上进行专项开发, 形成了由十二块模板组成的系列冲压模具) ,形成了具有自己特色的、针对性非常强的冲压模CAD 软件; 也有许多企业使用国产的AutoCAD 产品(如开目CAD、CAXA 等等)。可是, 绝大多数企业几乎都是
利用上述软件, 从事模具二维装配或零件图的绘制。
部分大型模具企业也引进了SS - DIE (冲裁模设计大师) 等专业冲裁模设计软件,从事冲裁模具的优化设计,既可减少重复设计工作量,又可加快模具设计速度、有效缩短冲压模具的设计制造周期。
随着技术的进步, 冲压模具三维设计工作逐步兴起,据报道: 国内模具企业
陆续开始使用Unigraphics、Pro / Engineer、Cimatron、CATIA、I- DEAS、Euclid、Power-SHAPE等国际先进的、多功能软件设计冲压模具, 特别是利用这些软件进行三维实体造型设计和部件干涉检查, 以期能够及早发现设计存在的问题和减少试模期间进行的修整。
在与国际接轨, 引进上述三维设计软件的同时,部分厂家还引进了Autoform、Antiform、C-Flow、Dynaform、Optris、Magmasoft等CAE软件,在进行冲压模设计时对冲压成形工艺进行有限元模拟分析,以便可以采取有效措施一次冲压成形轿
车覆盖件等大型精密制品。
国内的大学在冲压模具方面做了许多有益的工作: ①积极开发拥有自主知识产权的、具有中国特色的CAD /CAE /CAM 产品, 如吉林大学汽车覆盖件快速成型技术所独立研制的汽车覆盖件冲压成型分析KMAS软件, 华中科技大学模具技术国家重点实验室开发的汽车覆盖件冲压模具和级进模具CAD /CAE /CAM 软件, 上海交通大学模具CAD 国家工程研究中心/精冲研究中心分别开发的冷冲模具/精冲模具CAD 软件等。②许多大学(或专门机构) 结合冲压模具的教学和科研工作,积极针对有效使用Unigraphics、Pro/Engineer、Cima2tron、SS-DIE 等先进软件开展技能培训, 培养了一批又一批的技术能手。③许多研究工作者针对这些软件的引进, 研究建立冲压模具标准件图库等问题,以进一步提高设计速度。
计算机辅助制造( CAM) 也是冲压模具生产的重要组成部分, 通过共用计算机辅助设计的数据库直接完成冲压模具的数控加工,既提高了效率,又减少了误差。上海大众模具公司就引进了欧洲先进的三维CAM 软件Tebis,成功应用到模型实体制作、工艺文件编制、数控加工编程、三维尺寸测量等整个模具制造领域,真正实现了三维制造,大幅度提升了模具制造能力, 步入了世界冲压模具工业的前列。汽车覆盖件成形模具是典型的大型、精密、复杂冲压模具,原来每年都要花费大量外汇从国外引进,但现在一汽模具公司、东汽模具公司、天津汽车模具公司、上海大
众模具公司、成飞集成科技股份公司等中国冲压模具业的龙头企业可部分生产此类模具。上海大众模具公司2002 年成功设计生产了POLO轿车10个自制车身零件共47 副模具, 90%的产品达到了德国大众对汽车模具验收的最佳评分标准, 为上海大众汽车公司降低约200万欧元的模具成本。他们采用目前国际上先进模具厂商流行的CATIAV4 /V5设计软件进行模具结构三维实体设计, 在设计初期用Autoform 软件, 对头道工序的拉深过程进行有限元数值快速模拟, 在工艺面初步确定的基础上进一步运用Indeed 软件进行冲压成形的精确模拟,精确计算毛坯尺寸和拉深所需的压边力,预测零件拉裂或起皱的可能性, 确定防止和控制零件回弹的偏差等。
(2)先进加工技术装备推动了冲压模具行业的快速发展。
我国冲压模具产品的质量和生产工艺水平,总体上比国际先进水平低许多,而模具生产周期却要比国际先进水平长许多。产品质量水平低主要表现在精度、表面粗糙度、寿命及模具的复杂程度上; 生产工艺水平低则主要表现在加工工艺、加工装备等方面。
冲压模具加工工艺和装备对提高加工效率、确保模具精度、缩短交货周期有重要影响。过去的中国冲压模具行业, 车、刨、铣、钻、磨等传统普通机床和电火花线切割机床, 曾经在绝大多数冲压模具企业使用, 进口的数控龙门仿形铣床由于没有采用CAD /CAM 技术, 也只能当作靠模仿形铣床使用,采用这些装备加工冲压模具时,通常需要对模具零件反复装夹和定位, 因而加工生产效率低、模具产品质量差。
在2002年12月德国法兰克福举办的EuroMold展会上的1493个参展厂商中,约
有30%是机床和刀具厂商, 展出高速加工机床的最高转速在25000~30000 r /min 之间,这是对传统切削加工的非常显著的变革, 体现了模具加工技术装备高速化、集成化趋势。
高速加工并不以牺牲加工精度和加工质量为代价,当今高速加工装备普遍可
以达到机床精度不大于1μm、表面粗糙度不高于0.1μm 的水平,是一种高水平的高速加工技术。德国Roeder TEC高速加工机床主轴转速高达42000 r/min ,定位精度和重复定位精度分别达到了0.005mm 和0.002mm的很高水平。
连通常被认为效率低下的电火花机床的加工速度也在不断提高。电火花铣削
加工技术是一种替代传统的用成型电极加工型腔的新技术, 它是用高速旋转的简单的管状电极作三维或二维轮廓加工(像数控铣削一样) , 因此不再需要制造复杂的成型电极,这显然是电火花成形加工领域的重大发展。国外已经将这种高新技术机床应用到模具加工中,如CDM Rovella公司开发的高速电火花机床,与传统电火花机床相比可提高加工效率20%~70% ,同样加工一个深81mm的孔,前者所需工时仅为后者的38.5%。
国外的模具制造企业, 广泛使用先进的高精度、高速度、专业化加工装备, 如日本丰田汽车模具公司拥有构造面加工数控铣床39台套、型面加工高速五轴五面铣床15台套、其它新型一体化专门加工设备6台套。加工工艺方法包括等高线加工、最大长度顺向走刀加工等,精加工走刀移行密度仅有0.3mm。同时, 可以实现内凹圆角清根、外凸圆角加工到位等,因而可以控制模具配合的不等距间隙、最大可能的缩小型面误差,实现模面的精细加工。
国内的许多模具企业通过引进先进的加工装备,硬件上与国际水平的差距正
在快速缩小。目前,资产过亿、拥有龙门加工中心10台以上的大型汽车模具企业已经达到10 多家。外国人都惊呼: 怎么两年之间中国大陆的汽车模具企业规模、数量和制造能力会有如此大的变化。
(3)先进制造技术与冲压模具行业。
快速成型( Rapid Prototyping, 简称RP ) 技术是指在计算机控制与管理下, 由零件实物或模型直接驱动,采用材料精确堆积成复杂三维实体的原型或零件制
造技术, 是一种集计算机(包括CAD/CAM/CAE等) 、光学扫描、新型材料、数控、激光等技术于一体的新型高新制造技术。主要用于零件设计的快速检验以及各种模具模型的快速制造。
快速成型技术已经能非常成功地制作包括金属、树脂、塑料、纸类、石蜡、陶瓷等材料的原型,但往往不能作为功能性零件, 只能在有限的场合用来替代金
属和其它类型功能零件做功能实验。随着需求的增加和技术的不断发展, 快速原型技术正向快速原型/零件制造的方向发展。
快速模具( Rapid tooling,简称RT) 技术是利用RP技术成型功能零件尤其是金属模具或零件的一种方法。可以克服传统模具制作过程复杂、耗时长、费用高等缺点, 应用RP技术制造快速、经济模具成为RP技术发展的主要推动力之一。
快速模具技术包括激光立体刻蚀技术、叠层轮廓制造技术、激光粉末选区烧结技术、融熔沉积成形技术、三维印刷成形技术,等等。
RP和RT技术一直是模具业界密切关注的高新技术, 在2002 EuroMold 上, Object Geometries、Solidscape、Prototyping Herbak、Prototal 等著名公司都展出了先进的RP/RT装备。其中Object Geome2tries公司的产品,通过1536 个喷嘴逐层喷涂光敏塑料,分辨率达0.02mm; Solidscape 公司的产品,更是在模具成形后只需热水浸泡就省去了麻烦的后处理工序。国内清华大学研究了采用喷涂技术生产不锈钢快速模具的制造工艺, 获得了涂层厚达5mm 的不锈钢快速模具。
RP和RT技术集成的快速制造精密模具的方法,被称为先进的“柔性工具”方法, 适应了现代工业向着多品种、变批量发展的趋势,为冲压模具的多品种、小批量、快速生产奠定了技术基础。但是,不管是RP还是RT技术,都必需有将实物或模型转换成数据的精密测量手段, 高速扫描机和/或三坐标测量设备提供了所期望的诸
多功能。Renishaw、Zeirs 等公司早就已经生产接触式或非接触式三坐标测量仪, GFM公司有先进的轮廓测量仪和表面粗糙度测量仪, 有些快速扫描系统,甚至可安装在已有的数控铣床或加工中心上,实现快速数据采集、自动生成各种不同数控系统需要的加工程序、不同格式的CAD数据, 这就是用于模具制造业的“模具反求或逆向工程”。国内,一汽模具公司、东风汽车模具公司已经拥有MCT Plus三坐标测量仪, 并应用于冲压模具的研究与生产工作中。
模具表面的质量对模具使用寿命、制件外观质量等方面均有较大的影响,研究自动化、智能化的研磨与抛光方法替代现有手工操作, 以提高模具表面质量,同样也是重要的发展趋势。
这方面的研究工作十分活跃, 张学良在数控铣床上研究了利用直流电进行磁性抛光的情况,精铣加工后表面粗糙度1.0μm 的试样只需研抛3.2min ,可获得表面粗糙度为0.1μm 的高质量表面,显示了高精度、高效率和高可靠性。日本冈山大学的宇野義幸等人, 采用直径达60mm 的大面积脉冲电子束, 研究了能量密度、照射次数、粗加工质量等因素对模具精整加工质量的影响,得出“大面积脉冲电子束照射有望代替传统精整抛光”的可喜结论。
总之,进几十年来,我国的冲压模具技术得到了快速的发展。以汽车覆盖件为代表的大型、复杂、精密冲压模具,采用CAD /CAM /CAE 软件进行三维设计和模
拟,减少试模时间和缩短周期。借助高速、精密的加工设备加工生产, 获得良好的尺寸精度和表面粗糙度,用新型的研磨或抛光方法代替传统的手工研磨抛光, 提
高模具质量。这些都代表了冲压模具发展的趋势。
1.2.2 多工位级进模的发展
通过运用模具cad/cam技术,模具设计品质得以提高,模具设计时间进一步缩短,推动了模具结构的优化,促进形成规范化、典型化、系列化、标准化的体模具制造技术实现了数控化,通过对数控铣床、数控加工中心、数控低速走丝线切割机、数控电火花加工机、数控平面磨床、数控内外圆磨床、数控坐标磨床、数控光学曲线磨床等精密数控设备的灵活运用,构建形成了加工精密多任务位级进模零件的主要手段和技术,这不仅保证了模具制造精度和品质,同时也缩短了模具制造周期。
上溯级进模的历史,迄今不过六十年。六十年来,机械工业、电信工业、电子工业、轻工业的发展,迅如雷电。其所以到达如此地步,除基础科学、工艺技术的进步之外,冲压技术、模具制造技术的发展也非常重要。现代化成批大量的生产工业中,冲压技术为其主要的生产手段之一,而冲压技术中,多工位级进模占主导地位。它可以将复杂的制件外形和形孔经分解变成简单的冲压。相对而言,多工位级进模单个工位的冲压难度比单工序模要简单得多。因而能将复杂的零件用一副级进模冲压而成,并且在无人操作的情况下进行高速冲压。因此多工位级进模具有高效、高精度、长寿命的特点,它以成为实现大生产,降低生产成本的最佳选择。它以是当代先进模具的代表。
多工位级进模是我国重点发展的精密冲模。而从精密多任务位级进模的冲制件来看,包括电机铁芯片级进模、空调器翅片级进模、集成电路引线框架级进模、电子连接器级进模、彩管电子枪零件级进模、汽车零件级进模、家电零件级进模等。可以说,冲制件覆盖了电子、通讯、汽车、机械、电机电器、仪器仪表和家电等产品范畴。
当前,设计与制造多工位级进模,国内已有一定的基础。个别企业生产的产品已有较高的水品,但大部分企业仍有较大的差距,总量供不应求,进口较多。但从当前国内制造的精密多任务位级进模的水平分析,在模具的技术含量、制造
精度、使用寿命和制造周期等方面均获得了明显进步。其中,部分高档优质模具的总体水平与国际同类模具水平相当。
第二章多工位级进模设计的要点
2.1 多工位级进模的特殊含义
冲模按其功能和模具结构,有单工序模,复合模和级进模之别。它们都是借助压力机,将被冲的材料放入凸凹模间,在压力机的作用下。是材料产生分离或变形,完成冲压工作。
单工序模:只在压力机的一次行程中,完成一道冲压工序的冲模。
复合模:指模具只有一个工位,并在压力机的一次行程中,完成两个或两个以上冲压工序的冲模。
级进模:又称跳步模,连续模和多工位级进模。指模具上沿被冲原材料的直接送进方向,具有两个或两个以上的工位,并在压力的一次行程中,完成两个或两个以上冲压工序的冲模。常见的冲孔工序有冲孔(圆孔或异形孔、窄缝、窄槽等)、压弯、拉深、再拉深、整形、成形、落料等。由于冲件各不相同,所完成的冲压工序性质和工位数也各不相同,内容也非常丰富。其所用的模具在统称级进模的前提下,一般用制件名称或多少工位加制件名称冠在级进模的前面,以此称呼不同的级进模。如簧片级进模,12工位级进模等。
级进模在过去,因技术水平的限制(主要是制件高精度困难),工位数相对较少,3-5个常见,10个工位就算多的了。近年来,由于模具设计与制造高新技术的应用和发展,工位数已不再是限制模具设计与制造的关键。从目前了解的情况,
之内,工位数已达几十个;冲压次数也大大提高;工位间的步距精度可控制在3m
而且新材料的应用和精度的提高,使得模具的寿命大大提高。
多工位级进模是当代冲压模具中生产率最高,最适合大量生产应用,之后越来越多地被大多数用户认识并使用的一种高效高速高质长寿的实用模具。因此多工位级进模的广泛应用,是展示现代冲压模具水平的一个重要标志。
2.2 多工位级进模冲压特点与功能
就其冲压而言,多工位级进模和其他冲模相比,其主要特点如下:
(1)所使用的材料主要是有色和黑色金属,材料的形状多为具有一定宽度的长条料,带料或卷料。因为它是在连续的几乎不间断的情况下进行冲压工作,所以要求使用的条料越长越好。多数使用材料的厚度都在0.15-1.5mm之间,而且有色金属居多,料宽的尺寸要求必须一致,应在规定的公差(通常小于0.2mm)范围内,而且不能有明显的毛刺,不允许有扭曲,波浪和锈斑等缺陷存在。为了保证制件尺寸和形位公差方面有较好的一致性,要求材料有较高的厚度精度和较为均匀的力学性能。
(2)所用的压力机刚性要足够,精度高而且滑块能长期承受较大的侧向力,一旦发生故障,压力机要有急停的功能。压力机的行程相对较小,最适宜使用可调行程压力机,在模具工位数较少,冲压力较小和冲压次数降低的情况下,开式压力机用得多。而在模具工位数较多,冲压力较大和冲压次数较高的情况下,使用闭式压力机比较适合。
(3)送料方式案“步距”间歇或直线连续送给。送料过程中“步距”精度必须严格控制,才能保证冲件的质量和精度。多工位级进模“步距”精度是压力机上的送料装置和模具上用于定位的导正装置等共同精确定位得到保证的。
.
模具的步距精度可控制在小于±5m
(4)冲压的全过程在完成成品件前的毛坯件始终不离开(区别于多工位传递模)条料和载体。在级进模中,所有工位上的冲裁,那些被冲掉的部分都是无用的工艺或设计废料,而留下的部分送到模具的下一工位上继续被冲压,完成后面工序。各工位的冲压工序虽然独立进行,但制件与条料始终连接在一起,直到最后那个工位需要落料时,合格制件才被分离条料冲落下来。
(5)适用于大批量中小型产品零件的生产。冲压精度高,相当于IT10-IT13,尺寸一致性好,冲件有很好的互换性。
(6)生产率高。由于排样采用多排,一次冲压出多件。采用高速冲压,每分钟比普通冲裁高出十多倍,生产效率高。
(7)在一副模具的不同工位上,可以完成多种性质的冲压工序。例如冲压、
落料、压弯、压包、压筋、翻边、翻孔、镦压、拉深、切边、压铆、攻螺纹、锁紧等。经冲压生产出来的不再是大批量的单个零件,也可以是成批的组件。
(8)模具综合技术含量高。模具结构比较复杂,加工精度和模具制造技术要求高,没有较先进的精加工设备和和熟练而有经验的模具钳工、加工、装配、调试和维修均难得获得完满的效果。
(9)可实现自动化生产,当模具调整好后,带料或卷料经开卷机、矮平机、控制器、送料器、压力机和模具,制件板收集器将废料切断或收卷等。
(10)模具制造周期较长,成本高。多工位级进模随着工位数的增加,相应的要加工的模具零件数也多了,其中工作零件除采用常规的方法加工外,精加工都要采用高精度的精加工设备,不仅加工周期长,而且工时费用比普通加工高许多,所以成本比普通冲模高。
(11)工作零件采用超硬材料制造。模具寿命长,由于多工位级进模可以将复杂的内外形分解成由若干个工位冲成,每个工位的冲压复杂性相对比较简单。
工作零件采用硬质合金或铜锈硬质合金,使模具的使用寿命大大延长,寿命最长的达亿次以上。
2.3 多工位级进模的分类和命名
多工位级进模的分类与名称因前提不同而不同,大致有如下几种:
(1)按冲压的特点分:如以冲裁为主的有冲孔-落料级进模;以弯曲为主的冲废料-压弯切断级进模等。
(2)按被冲压的制件名称分:28L集成电路引线框级进模,传真机左右支架级进模,动黄片级进模等,这些名称目前用得最多。
(3)按工位+制件名称分:32工位电刷支架精密级进模,25工位簧片级进模,50工位刷片级进模等。
(4)按被冲压的制件名称+模具工作零件所采用的特殊材料分:电池极板硬质合金级进模,极片钢结合金级进模,定转子铁心自动叠装硬质合金级进模等。
(5)按模具使用的特征分:带自动挡料销级进模,带定长切断装置的级进模,自动送料冲孔分段冲切级进模等。
(6)按级进模排样的方式不同分:封闭型孔连续式级进模和分段切除多段式级进模。
①封闭型孔连续式级进模。其特点是模具的工作形孔与被冲制件上的形孔及制件外形(对于压弯件展开外形)完全一样。
②分段切除多段式级进模。其特点是对较为复杂的制件异形孔和制件上的
形孔和外形通过级进模(排样)分段逐步切除多余废料的方法,最后得到所需要的制件。
(1)按模具的结构分:独立式级进模和分段组装级进模。独立式级进模,工位数不论多少,各工位都在同一块凹模上完成;分段组装式级进模,按排样冲压工序特点将相同或相近的冲压性质的工位组成一个独立的分段级进模单元。然后将它固定到总模架上,成为一副完整的多工位级进模。
2.4 多工位级进模的使用条件与合理应用
如前所述,级进模有许多特点与功能,但它的结构比较复杂,加工制造比一般模具要求高,而且使用条件也并非太简单。因此,对它的应用要从技术和经济方面考虑。
1必须有一副合格的多工位级进模
所谓合格,应该是具有一定精度,一定功能并能实现稳定,连续正常的生产。现有许多模具都是委托专业模具厂制造的。用户在接受该模具时,必须严格检查该模具是否达到正常使用要求,模具结构,冲压工艺方案设计,试冲样件方面等有无缺陷和不足,在履行合同和有关技术条款中,有无未尽事宜,模具交付使用时,必须经过试冲合格验收通过。
2.必须有调整维修、保养、刃磨修理的技术能力
多工位级进模的刃磨与一般模具不同,他不是简单地将某一个凸模或凹模磨去多少就完事。对于那些有弯曲,拉深成形的多工位级进模,在刃磨凸凹模刃口时,还要相应的修正其他部分的相对高度,使刃磨或修理后的各凸凹模之间仍保持原设计应有的原始差量。对于这种刃磨和修理,必须要求修理人员具有较高的专业理论和实践技能。用户也应为之配置供刃磨和修理使用的精密磨削加工和检测用的检测设备。
3.必须拥有能满足级进模连续冲压生产要求的冲压设备。
这种冲压设备与普通压力机相比,要求精度,刚度更好一些,功率,冲次,台面尺寸更大一些,制动系统更稳定,同时还应具备行程可调(一般使用行程可调的偏心压力机)等功能,便于级进模调试。而且压力机的行程选用较小,这样可以保持模架的导柱导套工作过程始终不脱开,这样有利于保证冲压精度。冲压设备还应附有高精度的自动送料装置和安全保护装置,这在自动冲压无人看管的情况下,保持连续安全工作十分重要。
4必须有稳定的高质量的适合多工位级进模生产的冲压用料。
用多工位级进模冲压生产,属于高效率大生产,所以对冲压用料是比较严的。冲压过程中,不会因为料有问题而影响生产。
所谓提供的材料要稳定高质量,主要是指材料的牌号,力学性能,每批材料都要一致,符合该材料所规定的技术要求,软硬符合使用要求。料的薄厚和宽度尺寸应在规定的公差范围内,表面状态良好。即使在试模时,也要严格地按正常生产用料用于试模。总之,使用多工位级进模冲压用料必须达到使用要求,千万不能用不合格的料。
5.制件应具备适合多工位级进模冲制的条件。
(1)制件产量比较大,一般不少于5万件。
(2)制件的精度适中,一般为大于IT10级,近几年随着模具加工技术的进步,多工位级进模的制造精度明显提高有的达IT8级以内。
(3)用单工序模不经济,用复合模有难冲压加工的情况下,只能用多工位级进模。
(4)用单工序模不便定位和冲压加工,只能用多工位级进模生产的某些小而复杂的微型或超小型件。
2.5. 多工位级进模的合理应用
尽管多工位级进模有许多特点,但由于制造周期相对长些,成本相对高些的原因,应用时必须慎重考虑。合理选用多工位级进模,应符合如下情况:(1)制件应该是重要产品,而且需要量确实比较大。
(2)不适合采用单工序模冲制。某些形状异常复杂的制件,需要多次冲压才
能完成制件的形状和尺寸要求,还有若采用单工序冲压无法定位和冲压的,而只能采用多工位级进模在一副模具内完成连续冲压才能获得所需制件。
(3)不适合采用复合模冲制。如某些形状特殊的制件,如集成电路引线框,电表铁心,转子片等。使用复合模是无法设计与制造模具的,而应用多工位级进模能圆满解决问题。
(4)冲压用的材料长短,厚薄比较适宜。多工位级进模用的冲件材料一般都是条料,料不能太短,以致冲压过程中换料次数太多,生产效率上不去;料太薄,送料导向定位困难,料太厚,无法矫直,自动送料困难。
(5)制件的形状尺寸大小要适当。当制件的料厚大于5mm,外形尺寸大于250mm时,不仅冲压力大而且模具结构尺寸大,故不适宜采用级进模。
(6)模具的总尺寸和冲压用力适用于生产车间现有的压力机大小,同时必须和压力机的相关参数匹配。
2.6.多工位级进模的设计步骤和注意事项
简单地说,级进模设计步骤就是设计者从接到设计任务后到完成设计图样,这中间所进行的工作先后顺序。由于设计所采用的具体方法不同,有的用先进的CAD 进行设计的,有的用人工智能通过绘图板设计的,但不管采用什么方法进行设计,其想要达到的目的和结果是一致的,即用较少的时间要设计出质量最好的经济而实用的多工位级进模具。
有关多工位级进模设计的步骤,没有固定的模式,但基本顺序差异不大(见图1-1),而且设计级进模的步骤和其他冲模的设计步骤没有什么区别。主要的差别在于设计内容不同,下面就一些具体问题做些说明。
(1)冲件的工艺分析。级进模是集分离和成形工序的多工艺,多工序冲压加工于一体的模具。所需冲制零件的工艺性分析较普通冲模要求高。必须全面了解掌握冲件的材料状态,形状结构、公差等级、展开尺寸、尺寸基准、冲裁面的毛刺方向,生产批量等信息。
关键的工艺数据或工序样件应预先验证,必要时可先用手工或用简易模具验证,如弯曲件的展开尺寸,翻边预孔的孔径,镦压的材料塑性变量等,尤其是带料连续拉深是不允许的,不可能进行中间退火处理的,这就要求对工序过程与工
序尺寸一定要认真校验,仔细复核。
图1-1 多工位级进模设计步骤流程图
(2)排样图设计是在掌握全部正确的工艺数据后进行的一次关键工作,排样的设计基准必须遵循基准统一原则,工序的了解与排列顺序,定距方式要合理,载体的选择与冲压的工序的连接形式要适当,结合模具的强度与模具工作零件及辅助机构的设置应避免干扰有效空间,最大限度地位及冲件材料的利用率等。
(3)在排样设计后,模具中工作零件,结构零件,辅助零件与标准零件的选用要结合总体结构要求进行,先设计结构总图在绘制模具零件图,并提出相应的使用,保养与维护要求。
2.7.多工位级进模的基本结构
多工位级进模的结构随着制件的形状和要求不同而变化,但基本结构所包含的内容是相同的。多工位级进模是冷冲中的一种,它也由上,下模两部分组成。
上模部分为上模座到卸料板之间那部分常与压力机滑块相固定,随压力机滑块上,下往复实现冲压运动。
下模部分为下模座至凹模之间的那部分,也就是一般与压力机工作台相固定的那部分。
第三章板簧级进模的设计
3.1 零件的工艺性分析
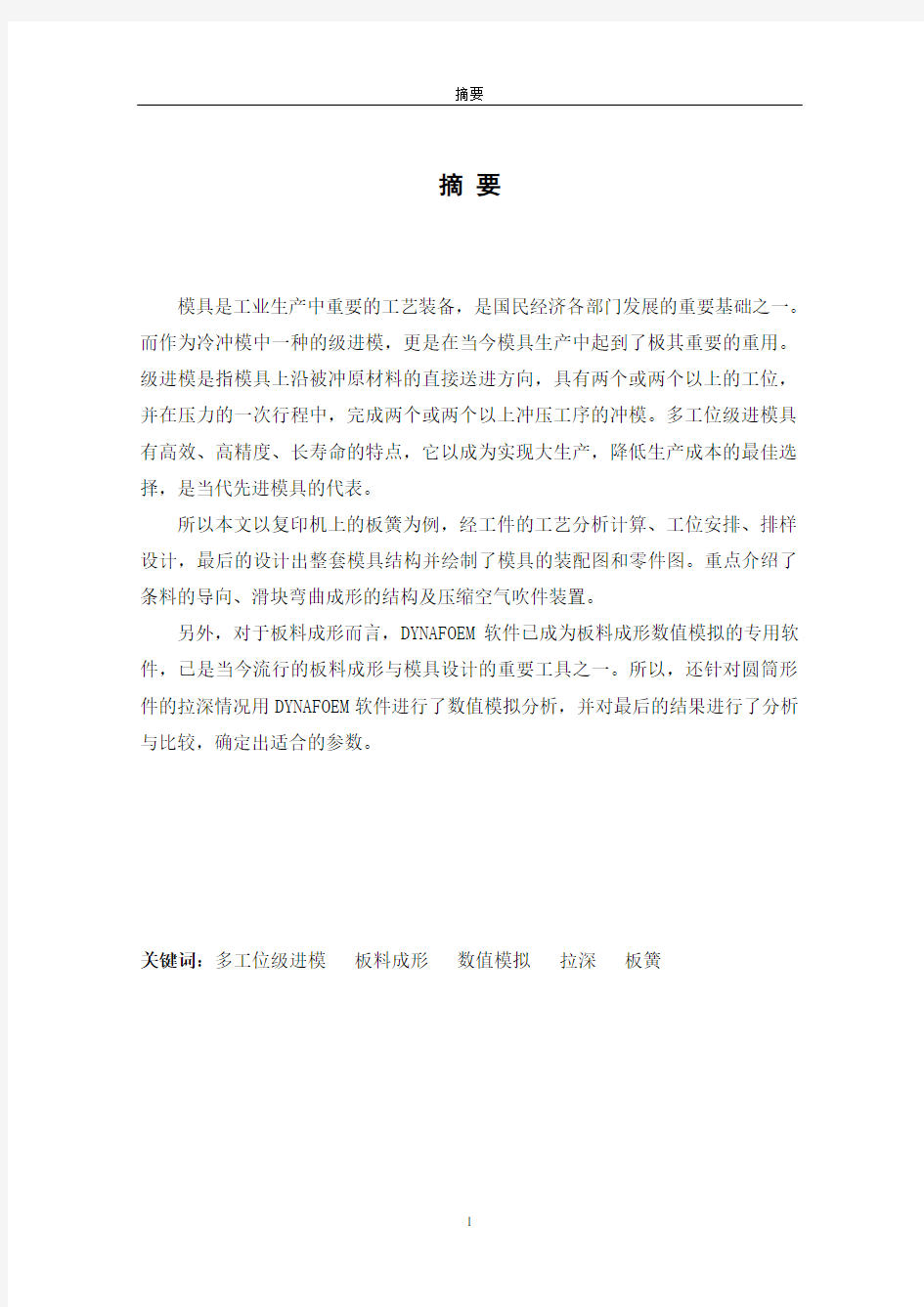
图3-1和图3-2所示的是某数码复印机上的不锈钢板簧的二维零件图和三维
+0.025mm和一实体图,材料SUS301_CSP_1/2H,料厚0.3mm。R5.3mm的圆弧外侧面与3
个腰孔的中心连线的距离为41.6±0.2mm,尺寸精度要求较高。另外零件中有两个φ、6.3φmm的圆孔,还有φ5mm33mm的腰孔和端部23.2mm32mm的槽,这都需要3
冲裁工序;而且还有R5.3mm的圆弧,需要弯曲工序,由于弧度较大,还需要多次弯曲,除此零件的左边还得翘起19.6mm的高度;最后还有切外形和落料等工序。
图3-1 板簧二维零件图
多工位级进模制造工艺
多工位级进模制造工艺 多工位级进模工艺介绍<一> 本文通过介绍级进模排样、镶块、模板和其它零件的设计过程,指出了级进模设计中应注意的事项,并介绍了模具生产中一些常见故障和解决办法。 【关键词】多工位级进模;级进模;精密级进模;电机级进模;冲压模;排样;镶块;间隙 1 引言 对冲压生产而言,单工位模具结构单一,生产效率低,而且钣金零件不能过于复杂,否则就需要多副单工位模具才能实现。如果采用级进模进行冲压生产,就可以改变这些缺点。级进模的特点是生产效率高,生产周期短,占用的操作人员少,非常适合大批量生产。 2 级进模设计要点 2.1 产品的展开计算与排样 读懂产品图后,首先要进行展开计算,产品的展开尺寸一般是通过经验公式得来的,也有的是通过软件计算得来的。无论用哪种方法,应该保证计算结果是在允许的范围内。因为一旦展开尺寸计算错了,最后的产品一定是不合格的,再改正会很麻烦。所以应该对展开计算的结果进行验算,以保证展开尺寸准确无误。 设计排样图的过程,就是确定模具结构的过程,如果排样图确定了,那么模具的基本结构也就确定下来了。所以,在进行排样设计时,要从全局进行详尽的考虑,不能受限于局部结构,而且还要多注意细节。例如:在分配每一步工位时,不但要考虑哪一工位冲裁,哪一工位折弯,哪一工位成形,还要考虑各个镶块应如何排布,排布的空间够不够,各个镶块之间有没有相互影响。对于冲裁的工位,应主要考虑冲裁力如何分布均匀合理,冲裁模强度是否能够保证,复杂的冲裁应适当分解。对于折弯和成形等工位,则应考虑是否能一次成形,如果没有把握,应增加一步预成形或空步,以方便模具调整。对于平面度要求高或成形中易形成翘曲的产品,应增加校平工位来保证平面度。 在排布工位顺序时,应注意前后工位不能有影响,否则应调整工位顺序。例如:在进行Z字形弯曲时,如果Z字形弯曲面上有冲孔且冲孔位置有较严格的公差要求,那么就应该先进行Z字形弯曲,然后再冲孔,这样就保证了冲孔的位置。 级进模的最后工位是很重要的工位,因为它涉及到产品如何从模具中取出。一般的出件方式主要包括吹出和落下,有的特殊产品也需要机械手取件。不论哪种方式,都需要进行切断,切断处的大小尺寸和位置要经过仔细考虑,因为它们不但影响到模具的出件,还影响到条料能否稳定、顺利地送进。而如果采用落料的出件方式,切断处的毛刺方向与其它位置是相反的,这要同产品设计人员进行研讨后才能确定。 设计排样时,在保证条料能顺利送进和稳定生产的前提下,应尽量减小料宽和步距,以降低钣金零件的成本。 2.2镶块设计 (1) 冲裁凸模。 冲裁凸模的形状是由产品的形状决定的,它可以采用直身结构也可采用加强型结构。主要的固定方式有:挂台固定、销钉固定、螺丝固定、压块固定、顶丝固定。这其中挂台固定最安全可靠,销钉固定不常用,其它3种固定方式主要是便于维修时快速更换。可以根据需要自由选择。 (2) 凹模镶块。 凹模刃口可以直接在凹模板上割出,但对于产量较大或硬度较高的产品,应设计凹模镶块,以方便维修。凹模镶块的固定方式有:挂台固定、螺丝固定、压块固定。 在设计单侧冲裁的凹模镶块时,为防止产生废料上浮,应在不冲裁的一侧增加挤料尖角,挤住废料,不让其上浮,如图1所示。 (3)折弯镶块。 折弯镶块既可以用挂台固定,也可以用螺丝固定。折弯凸、凹模之间的间隙应为一个料厚。折弯凸模头部应设计为圆弧R角,以避免折弯时擦伤产品(如图2所示)。对于直角弯曲的折弯凹模靠近折弯线处,应设计一条校正筋(如图3所示),使折弯时在产品根部产生塑性变形,减小回弹,保证90O 弯曲角。
多工位级进模复习资料资料
多工位 一、填空 1. 实现冲压加工自动化,应根据生产形式、生产纲领和应用自动化的经济性来确定。 2. 冲裁多工位级进模有冲落形式级进模和切断形式级进模。 3. 冲压生产自动化系统,可分为三个组成单元:__加工单元、附属单元和信息单元。 4. 斜楔常用的安装形式有紧固式、镶入式和_叠装式_三种。 5. 所谓自动模,就是模具具有独立、完整的自动送进_、定位、出件、动作及保护检 测机构,在一定的时间内不需要人工操作就能自动完成工作的冲模。 6. 自动模按送料、出件的动力来源不同可分类为:1)模具本身提供动力;2)压力机 的曲轴或滑块提供动力;3) 单独的驱动装置提供动力。 7. 自动模主要由冲模冲压部分和自动化装置两部分组成,但有时这两部分又难以严格区分。 8. 多工位级进模常用的传感器监测有_接触传感器_监测和_光电传感器_监测。 9. 冲压自动生产线按设备的布局方式可分为:并列式_、_贯通式_、_混合排列式__。 10. 完成倒冲冲压主要由杠杆_来实现,也可用_斜楔__和_滑块_来实现。 11.冲压加工自动化的方式有连续加工法和传送加工法两种。 12. 在加工结束后,为将冲压制品和废料从模具中清除,应设置_出件装置、退料装置。 13. 冲压生产的自动化包括范围较广,自动化程度也不相同。按自动化程度分,有_自动_与部分自动两种。 14. 按冲压工序性质分类,可分为冲裁多工位级进模和成形工序多工位级进模。 15. 冲压件搭边尺寸主要与送料时条料__刚度__及材料利用率有关。 16. 完成侧向冲压加工的机构,主要靠斜楔和滑块机构来实现。 17. 在普通压机上安装通用的自动送料装置、自动出件装置和动作控制装置是实现冲压加工自动化方法之一。 18. 不同的冲压工序卸料装置又有不同的作用:在冲裁工序中,它起卸料和压料的作用;在弯曲工序中,起卸料作用,有时还可以起到局部成型的作用;在拉深工序中起压边___作用。 二、判断
多工位级进模设计大全
多工位级进模的设计(基础知识) 1 概述 多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点: (1)在一副模具中,可以完成包括冲裁,弯曲,拉深和成形等多道冲压工序;减少了使用多副模具的周转和重复定位过程,显著提高了劳动生产率和设备利用率。 (2)由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚”问 题,设计时还可根据模具强度和模具的装配需要留出空工位,从而保证模具的强度和装配空 间。 (3)多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小凸模实施内导向保护)和准确的定距系统,以保证产品零件的加工精度和模具寿命。 (4)多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。 (5)多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线切割加工、成型磨削、坐标镗、坐标磨等先进加工方法制造模具。 (6)多工位级进模主要用于冲制厚度较薄(一般不超过2mm)、产量大,形状复杂、精度要求较高的中、小型零件。用这种模具冲制的零件,精度可达IT10级。 由上可知,多工位级进模的结构比较复杂,模具设计和制造技术要求较高,同时对冲压设备、原材料也有相应的要求,模具的成本高。因此,在模具设计前必须对工件进行全面分析,然后合理确定该工件的冲压成形工艺方案,正确设计模具结构和模具零件的加工工艺规程,以获得最佳的技术经济效益。显然,采用多工位级进模进行冲压成形
多工位级进模的研究
多工位级进模的研究 一、多工位级进模的研究现状 多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点: (1)在一副模具中,可以完成包括冲裁,弯曲,拉深和成形等多道冲压工序;减少了使用多副模具的周转和重复定位过程,显著提高了劳动生产率和设备利用率。 (2)由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚”问题,设计时还可根据模具强度和模具的装配需要留出空工位,从而保证模具的强度和装配空间[4,5]。 (3)多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小凸模实施内导向保护)和准确的定距系统,以保证产品零件的加工精度和模具寿命。 (4)多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达 50 多个,冲压速度达 1000 次/分以上。 (5)多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线
多工位级进模的设计说明
多工位级进模的设计 -----------------------作者:
-----------------------日期:
多工位级进模的设计(基础知识) 01 1 概述 多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点:(1)在一副模具中,可以完成包括冲裁,弯曲,拉深和成形等多道冲压工序;减少了使用多副模具的周转和重复定位过程,显著提高了劳动生产率和设备利用率。(2)由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚”问 题,设计时还可根据模具强度和模具的装配需要留出空工位,从而保证模具的强度和装配空 间。 (3)多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小凸模实施内导向保护)和准确的定距系统,以保证产品零件的加工精度和模具寿命。 (4)多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。 (5)多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线切割加工、成型磨削、坐标镗、坐标磨等先进加工方法制造模具。 (6)多工位级进模主要用于冲制厚度较薄(一般不超过2mm)、产量大,形状复杂、精度要求较高的中、小型零件。用这种模具冲制的零件,精度可达IT10级。 由上可知,多工位级进模的结构比较复杂,模具设计和制造技术要求较高,同时对冲压设备、原材料也有相应的要求,模具的成本高。因此,在模具设计前必须对工件进行全面分析,然后合理确定该工件的冲压成形工艺方案,正确设计模具结构和模具零件的加工工艺规程,以获得最佳的技术经济效益。显然,采用多工位级进模进行冲压成形
多工位级进模设计大全演示教学
多工位级进模设计大 全
多工位级进模的设计(基础知识) 1 概述 多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点:(1)在一副模具中,可以完成包括冲裁,弯曲,拉深和成形等多道冲压工序;减少了使用多副模具的周转和重复定位过程,显著提高了劳动生产率和设备利用率。 (2)由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚”问 题,设计时还可根据模具强度和模具的装配需要留出空工位,从而保证模具的强度和装配空 间。 (3)多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小凸模实施内导向保护)和准确的定距系统,以保证产品零件的加工精度和模具寿命。 (4)多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。 (5)多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线切割加工、成型磨削、坐标镗、坐标磨等先进加工方法制造模具。 (6)多工位级进模主要用于冲制厚度较薄(一般不超过2mm)、产量大,形状复杂、精度要求较高的中、小型零件。用这种模具冲制的零件,精度可达IT10级。 由上可知,多工位级进模的结构比较复杂,模具设计和制造技术要求较高,同时对冲压设备、原材料也有相应的要求,模具的成本高。因此,在模具设计前必须对工件进行全面分析,然后合理确定该工件的冲压成形工艺方案,正确设计模具结构和模具零件
多工位级进模设计大全.docx
多工位级进模的设计(基础知识) 1概述 多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具, 是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根 据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统, 配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点: (1)在一副模具中,可以完成包括冲裁,弯曲,拉深和成形等多道冲压工序;减少了使用多 副模具的周转和重复定位过程,显著提高了劳动生产率和设备利用率。 (2)由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚” 问 题,设计时还可根据模具强度和模具的装配需要留出空工位,从而保证模具的强度和装配空 间。 (3)多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小 凸模实施内导向保护)和准确的定距系统,以保证产品零件的加工精度和模具寿命。 (4)多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测 等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。 (5)多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维 修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线切割加工、成型磨削、坐标镗、坐标磨等先进加工方法制造模具。 (6)多工位级进模主要用于冲制厚度较薄(一般不超过2mm)产量大,形状复杂、精度要求较高的中、小型零件。用这种模具冲制的零件,精度可达ITio级。 由上可知,多工位级进模的结构比较复杂,模具设计和制造技术要求较高,同时对冲压设备、原材料也有相应的要求,模具的成本高。因此,在模具设计前必须对工件进行全面分析,然后合理确定该工件的冲压成形工艺方案,正确设计模具结构和模具零件的加工工艺规程,以获得最佳的技术经济效益。显然,采用多工位级进模进行冲压成形与采用普通冲模进行冲压成形在冲压成形工艺、模具结构设计及模具加工等方面存在许多不同,本章将重点介绍它们在冲压工艺与模具设计上的不同之处。 2.多工位级进模的排样设计
多工位级进模的设计基础知识)
多工位级进模的设计(基础知识) 01 1 概述 多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点: (1)在一副模具中,可以完成包括冲裁,弯曲,拉深和成形等多道冲压工序;减少了使用多副模具的周转和重复定位过程,显著提高了劳动生产率和设备利用率。 (2)由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚”问 题,设计时还可根据模具强度和模具的装配需要留出空工位,从而保证模具的强度和装配空 间。 (3)多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小凸模实施内导向保护)和准确的定距系统,以保证产品零件的加工精度和模具寿命。 (4)多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。 (5)多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线切割加工、成型磨削、坐标镗、坐标磨等先进加工方法制造模具。 (6)多工位级进模主要用于冲制厚度较薄(一般不超过2mm)、产量大,形状复杂、精度要求较高的中、小型零件。用这种模具冲制的零件,精度可达IT10级。 由上可知,多工位级进模的结构比较复杂,模具设计和制造技术要求较高,同时对冲压设备、原材料也有相应的要求,模具的成本高。因此,在模具设计前必须对工件进行全面分析,然后合理确定该工件的冲压成形工艺技术方案,正确设计模具结构和模具零件的加工工艺规程,以获得最佳的技术经济效益。显然,采用多工位级进模进行冲压
多工位级进模开题报告
多工位级进模开题报告 附2 毕业设计(论文)开题报告表 年月日 机械工程机械工程及自动席龙机自083 姓名学院专业班级学院化 多工位精密级进冲裁模结构设计王栋彦题目指导教师一、与本课题有关的国内外研究情况、课题研究的主要内容、目的和意义: 多工位级进模发展现状:标志着冲模技术先进水平的精密多工位级进模,具有结构复杂、制造难度大、精度高、寿命长和生产效率高等特点,是我国重点发展的精密冲模。从精密多工位级进模的冲制件来看,包括电机铁芯片级进模、空调器翅片级进模、集成电路引线框架级进模、电子连接器级进模、彩管电子枪零件级进模、汽车零件级进模、家电零件级进模等。可以说,冲制件覆盖了电子汽车、通讯、机械、电机电器、仪器仪表和家电等产品范畴。从当前国内制造的精密多工位级进模的水平分析在模具的技术含量、制造精度、 使用寿命和制造周期等方面均获得了明显进步。其中部分高档优质模具的总体水平与国际同类模具水平相. 经过几十年努力,现在我国冲压模具的设计与制造能力已达到较高水平,包括信息工程和虚拟技术等许多现代设计制造技术已在很多模具企业得到应用。 虽然如此,我国的冲压模具设计制造能力与市场需要和国际先进水平相比仍有较大差距。这一些主要表现在高档轿车和大中型汽车覆盖件模具及高精度冲模方面,无论在设计还是加工工艺和能力方面,都有较大差距。轿车覆盖件模具,具有设计和制造难度大,质量和精度要求高的特点,可代表覆盖件模具的水平。虽然在
设计制造方法和手段方面基本达到了国际水平,模具结构周期等方面,与国外相比还存在一定的差距。但总体上和国外多工位级进模相比,在制造精度、使用寿命、模具结构和功能上,仍存在一定差距。 汽车覆盖件模具制造技术正在不断地提高和完美,高精度、高效益加工设备的使用越来越广泛。高性能的五轴高速铣床和三轴的高速铣床的应用已越来越多。 NG DN(技术的应用越来越成熟,可以进行倾角加工超精加工。这些都提高了模具面加工精度,提高了模具的质量,缩短了模具的制造周期。模具表面强化技术也得到广泛应用。工艺成熟、无污染、成本适中的离子渗氮技术越来越被认可,碳化物被覆处理(TD处理)及许多镀(涂)层技术在冲压模具上的应用日益增多。真空处理技术、实型铸造技术、刃口堆焊技术等日趋成熟。激光切割和激光焊技术也得到了应用。课题目的: 1综合运用冲压工艺与模具设计课程的理论知识去分析解决模具设计问题,并进一步强化所学专业知识,并进一步了解冲压模具的发展趋势。 2掌握磨具设计的一般方法,培养正确的设计思维以及分析问题,解决问题的能力。课题研究的主要内容: 1 分析零件的工艺性能,拟定工艺方案,并确定最佳工艺方案。2根据零件要求 进行工艺计算及工作零部件的尺寸计算和结构形状设计。 3模具结构的设计,模架和冲压设备的选择及校对。 4模具宗装配图,工作零件及非标准件零件图的绘制。 课题研究的意义利用所学知识,根据冲压件复杂结构形状、尺寸精度等基本信息,根据冲裁、弯曲工艺特点,进行级进模结构设计,并于GAD平台绘制模具结构图。提高我对专业知识的综合运用能力,更准确地把握模具行业的发展方向。 二、进度及预期结果: 起止日期主要内容预期结果 1--3 周检索、翻译、开题报告、实习报告; 完成检索、翻译、开题报告、实习
多工位级进模
多工位级模(连续模)的设计 1 概述 多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点: (1)在一副模具中,可以完成包括冲裁,弯曲,拉深和成形等多道冲压工序;减少了使用多副模具的周转和重复定位过程,显著提高了劳动生产率和设备利用率。 (2)由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚”问题,设计时还可根据模具强度和模具的装配需要留出空工位,从而保证模具的强度和装配空间。 (3)多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小凸模实施内导向保护)和准确的定距系统,以保证产品零件的加工精度和模具寿命。(4)多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。 (5)多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线切割加工、成型磨削、坐标镗、坐标磨等先进加工方法制造模具。 (6)多工位级进模主要用于冲制厚度较薄(一般不超过2mm)、产量大,形状复杂、精度
多工位级进模冲压的特点及功能【精心整理】
多工位级进模冲压的特点及功能【精心整理】 内容来源网络,由深圳机械展收集整理! 更多冲压模具技术,就在深圳机械展! 多工位级进模是冷冲模的一种。它是在一副模具内按所需加工的制件的冲压工艺,分成若干个等距离工位,在每个工位上设置一定的冲压工序,完成零件的某部分冲制工作。被加工材料(条料或带料)在自动送料机构的控制下,精确地控制送进步距,经逐个工位的冲制后,便能得到所需要的冲压件。一般地说,多工位级进模能连续完成冲裁、弯曲、拉深等工艺。所以,无论冲压件的形状如何复杂,冲压工序怎样繁多,均可以用1副多工位级进模来冲制完成 (1)多工位级进模是多工序冲模,在一副模具内,可以包括冲裁、弯曲、成形和拉深等多种多道工序,具有比复合模更高的劳动生产率,也能生产相当复杂的冲压件。 (2)多工位级进模操作安全,因为人手不进入危险区域。 (3)多工位级进模设计时,工序可以分散,不必集中在一个工位,不存在复合模中的“最小壁厚”问题。因而模具强度相对较高,寿命较长。 (4)多工位级进模易于自动化,即容易实现自动送料,自动出件,自动叠片。 (5)多工位级进模可以采用高速压力机生产,因为工件和下脚料可以直接往下漏。 (6)使用多工位级进模可以减少压力机,减少半成品的运输。车间面积和仓库面积可大大减小。 就其冲压而言,多工位级进模和其他冲模相比,其主要特点如下。 (1)冲压用材料 所使用的材料主要是黑色或有色金属,材料的形状多为具有一定宽度的长条料、带料或
卷料。因为它是在连续几乎不间断的情况下进行冲压工作,所以要求使用的条料应越长越好,对于薄料长达几百米以上、中间不允许有接头、料厚为0.1~6mm,多数使用0.15~1.5mm 的材料,而且有色金属居多。料宽的尺寸要求必须一致,应在规定的公差(通常小于0.2mm)范围内,且不能有明显毛刺,不允许有扭曲、波浪和锈斑等影响连续送料,并避免冲压精度方面的缺陷存在。 为了能保证制件在尺寸和形位误差方面有较好的一致性,要求材料有较高的厚度精度和较为均匀的力学性能。尤其对于有压弯和成形的制件,如果材料厚度误差大,材料的软硬状态从料头至料尾、边缘和中间都不均匀,相对轧制方向的各向异性较大,则弯曲后角度误差、弯曲边长度误差等都会很大。 料宽根据制件的排样决定,太宽了,影响送料通畅;宽度太小,影响定位。 (2)冲压设备 所用的压力机台面较大,功率、刚性要足够,精度好,而且滑块要能长期承受较大的侧向力。一旦发生故障,压力机有可靠的急停功能。 压力机的行程相对较小(因冲压过程中模具的导柱导套一般不能脱开),最适宜使用可调行程的压力机,在模具工位数较少、冲压力较小和冲压次数较低的情况下,开式压力机用得较多;而在模具工位数较多、冲压力较大和冲次较高的情况下,使用闭式压力机比较合适。一般都配有自动送料装置。对于一般的卷带料,还要有相应的开卷、样平机。 (3)送料方式 送料方式以间歇、按“步距”直线连续送进。不同的级进模“步距”的大小是不相等的,具体数值在设计排样时确定,但送料过程中“步距”精度必须严格控制,才能保证冲件的精度与质量。多工位级进模“步距”精度是由压力机上的送料装置和模具上用于定位的导正装置等共同精确定位保证的。模具的“步距”精度可以控制在±5μm之内。“步距”等于前后两工位间距,在同一副模具中,要求这个距离加工要绝对一致。 (4)工序件的携带方式和制件的获取 冲压的全过程在未完成成品件前的工序始终不离开(区别于多工位传递模)条料和载体。在级进模中,所有工位上的冲裁,那些被冲掉下的部分都是无用的工艺或设计废料,而留下的部分被送到模具的下一工位上继续被冲压,完成后面的工序。各工位上的冲压工序虽独立进行,但制件与条料始终连接在一起,直到最后那个工位需要落料时,合格制件才被分离成条料冲落下来(一般由凹模落料孔中下落,也有冲落后的制件又被顶入到条料的原位,在后
多工位级进模的设计基础知识02
多工位级进模的设计(基础知识)02 4.2 凹模 多工位级进模凹模的设计与制造较凸模更为复杂和困难。凹模的结构常用的类型有整体 式、拼块式和嵌块式。整体式凹模由于受到模具制造精度和制造方法的限制已不适用于多工 位级进模。 1.嵌块式凹模 图6.4.6 所示是嵌块式凹模。嵌块式凹模的特点是:嵌块套外形做成圆形,且可选用标准的嵌块,加工出型孔。嵌块损坏后可迅速更换备件。嵌块固定板安装孔的加工常使用坐标镗床和坐标磨床。当嵌块工作型孔为非圆孔,由于固定部分为圆形必须考虑防转。 图6.4.7为常用的凹模嵌块结构。a图为整体式嵌块,b图为异形孔时,因不能磨削型孔和漏料孔而将它分成两块(其分割方向取决于孔的形状),要考虑到其拼接缝要对冲裁有利和便于磨削加工,镶入固定板后用键使其定位。这种方法也适用于异形孔的导套。 此主题相关图片如下:
此主题相关图片如下: 在设计排样时,不仅要考虑嵌块布置的位置还应考虑嵌块的大小,以及与凹模嵌块相对应的凸模、卸料嵌套等。如图6.4.8所示。 2.拼块式凹模 拼块式凹模的组合形式因采用的加工方法不同而分为两种结构。当采用
放电加工的拼块拼装的凹模,结构多采用并列组合式;若将凹模型孔轮廓分割后进行成形磨削加工,然后将磨削后的拼块装在所需的垫板上,再镶入凹模框并以螺栓固定,则此结构为成形磨削拼装组合凹 模。图6.4.9为图6.2.2所示弯曲零件采用并列组合凹模的结构示意图,图中省略了其他零部 件。拼块的型孔制造用电加工完成,加工好的拼块安装在垫板上并与下模座固定。图6.4.10 为该零件采用磨削拼装的凹模结构,拼块用螺钉,销钉固定在垫板上,镶入模框并装在凹模 座上。圆形或简单形状型孔可采用圆凹模嵌套。当某拼块因磨损需要修正时,只需要更换该 拼块就能继续使用。 磨削拼装组合的凹模,由于拼块全部经过磨削和研磨,拼块有较高的精度。在组装时为确保相互有关联的尺寸,可对需配合面增加研磨工序,对易损件可制作备件。 关于分块原则和拼块的设计见2.9。 拼块凹模的固定主要有以下三种形式 此主题相关图片如下:
多工位级进模的设计(基础知识)(doc 23页)
多工位级进模的设计(基础知识)(doc 23页)
多工位级进模的设计(基础知识) 01 1 概述 多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点:(1)在一副模具中,可以完成包括冲裁,弯曲,拉深和成形等多道冲压工序;减少了使用多副模具的周转和重复定位过程,显著提高了劳动生产率和设备利用率。 (2)由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚”问 题,设计时还可根据模具强度和模具的装配需要留出空工位,从而保证模具的强度和装配空 间。 (3)多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小凸模实施内导向保护)和准确的定距系统,以保证产品零件的加工精度和模具寿命。 (4)多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。 (5)多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线切割加工、成型磨削、坐标镗、坐标磨等先进加工方法制造模具。 (6)多工位级进模主要用于冲制厚度较薄(一般不超过2mm)、产量大,形状复杂、精度要求较高的中、小型零件。用这种模具冲制的零件,精度可达IT10级。 由上可知,多工位级进模的结构比较复杂,模具设计和制造技术要求较高,同时对冲压设备、原材料也有相应的要求,模具的成本高。因此,在模具设计前必须对工件进行全面分析,然后合理确定该工件的冲压成形工艺方案,正确设计模具结构和模具零件
多工位级进模冲压的特点及功能精心
多工位级进模冲压的特点 及功能精心 Last revision date: 13 December 2020.
多工位级进模冲压的特点及功能【精心整理】内容来源网络,由深圳机械展收集整理! 多工位级进模是冷冲模的一种。它是在一副模具内按所需加工的制件的冲压工艺,分成若干个等距离工位,在每个工位上设置一定的冲压工序,完成零件的某部分冲制工作。被加工材料(条料或带料)在自动送料机构的控制下,精确地控制送进步距,经逐个工位的冲制后,便能得到所需要的冲压件。一般地说,多工位级进模能连续完成冲裁、弯曲、拉深等工艺。所以,无论冲压件的形状如何复杂,冲压工序怎样繁多,均可以用1副多工位级进模来冲制完成 (1)多工位级进模是多工序冲模,在一副模具内,可以包括冲裁、弯曲、成形和拉深等多种多道工序,具有比复合模更高的劳动生产率,也能生产相当复杂的冲压件。 (2)多工位级进模操作安全,因为人手不进入危险区域。 (3)多工位级进模设计时,工序可以分散,不必集中在一个工位,不存在复合模中的“最小壁厚”问题。因而模具强度相对较高,寿命较长。 (4)多工位级进模易于自动化,即容易实现自动送料,自动出件,自动叠片。 (5)多工位级进模可以采用高速压力机生产,因为工件和下脚料可以直接往下漏。 (6)使用多工位级进模可以减少压力机,减少半成品的运输。车间面积和仓库面积可大大减小。 就其冲压而言,多工位级进模和其他冲模相比,其主要特点如下。 (1)冲压用材料 所使用的材料主要是黑色或有色金属,材料的形状多为具有一定宽度的长条料、带料或卷料。因为它是在连续几乎不间断的情况下进行冲压工作,所以要求使用的条料应越长越好,对于薄料长达几百米以上、中间不允许有接头、料厚为0.1~6mm,多数使用0.15~1.5mm的材料,而且有色金属居多。料宽的尺寸
多工位级进模冲压的特点及功能【精心整理】
多工位级进模冲压的特点及功能【精心整理】内容来源网络,由深圳机械展收集整理! 更多冲压模具技术,就在深圳机械展! 多工位级进模是冷冲模的一种。它是在一副模具内按所需加工的制件的冲压工艺,分成若干个等距离工位,在每个工位上设置一定的冲压工序,完成零件的某部分冲制工作。被加工材料(条料或带料)在自动送料机构的控制下,精确地控制送进步距,经逐个工位的冲制后,便能得到所需要的冲压件。一般地说,多工位级进模能连续完成冲裁、弯曲、拉深等工艺。所以,无论冲压件的形状如何复杂,冲压工序怎样繁多,均可以用1副多工位级进模来冲制完成 (1)多工位级进模是多工序冲模,在一副模具内,可以包括冲裁、弯曲、成形和拉深等多种多道工序,具有比复合模更高的劳动生产率,也能生产相当复杂的冲压件。 (2)多工位级进模操作安全,因为人手不进入危险区域。 (3)多工位级进模设计时,工序可以分散,不必集中在一个工位,不存在复合模中的“最小壁厚”问题。因而模具强度相对较高,寿命较长。 (4)多工位级进模易于自动化,即容易实现自动送料,自动出件,自动叠片。 (5)多工位级进模可以采用高速压力机生产,因为工件和下脚料可以直接往下漏。 (6)使用多工位级进模可以减少压力机,减少半成品的运输。车间面积和仓库面积可大大减小。 就其冲压而言,多工位级进模和其他冲模相比,其主要特点如下。 (1)冲压用材料 所使用的材料主要是黑色或有色金属,材料的形状多为具有一定宽度的长条料、带料或卷料。因为它是在连续几乎不间断的情况下进行冲压工作,所以要求使用的条料应越长越好,对于薄料长达几百米以上、中间不允许有接头、料厚为~6mm,多数使用~的材料,而且
多工位级进模
多工位级模(连续模)的设计 1 概述 多工位级进模就是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,就是技术密集型模具的重要代表,就是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点与成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向与准确的定距系统,配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点: (1) 在一副模具中,可以完成包括冲裁,弯曲,拉深与成形等多道冲压工序;减少了使用多副模具的周转与重复定位过程,显著提高了劳动生产率与设备利用率。 (2) 由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚”问 题,设计时还可根据模具强度与模具的装配需要留出空工位,从而保证模具的强度与装配空间。 (3) 多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小凸模实施内导向保护)与准确的定距系统,以保证产品零件的加工精度与模具寿命。 (4) 多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。 (5) 多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线切割加工、成型磨削、坐标镗、坐标磨等先进加工方法制造模具。 (6) 多工位级进模主要用于冲制厚度较薄(一般不超过2mm)、产量大,形状复杂、精度要求较高的中、小型零件。用这种模具冲制的零件,精度可达IT10级。 由上可知,多工位级进模的结构比较复杂,模具设计与制造技术要求较高,同时对冲压设
精密多工位级进模制造技术及其发展现状
精密多工位级进模制造技术及其发展现状 作者:南京精密模具机电研究所张顺福????来源:雅式工业专网标志冲模技术先进水平的精密多工位级进模,具有结构复杂、制造难度大、精度高、寿命长和生产效率高等特点,是我国重点发展的精密冲模。从精密多任务位级进模的冲 制件来看,包括电机铁芯片级进模、空调器翅片级进模、集成电路引线框架级进模、电 子连接器级进模、彩管电子枪零件级进模、汽车零件级进模、家电零件级进模等。可以说,冲制件覆盖了电子、通讯、汽车、机械、电机电器、仪器仪表和家电等产品范畴。 从当前国内制造的精密多任务位级进模的水平分析,在模具的技术含量、制造精度、使用寿命和制造周期等方面均获得了明显进步。其中,部分高档优质模具的总体水 平与国际同类模具水平相当。下文先就此分为几个方面予以阐述。 级进模制造技术发展现状 1. 模具CAD/CAM技术的应用 通过运用模具CAD/CAM技术,模具设计品质得以提高,模具设计时间进一步缩短,推动了模具结构的优化,促进形成规范化、典型化、系列化、标准化的体系。模具制造 技术实现了数控化,通过对数控铣床、数控加工中心、数控低速走丝线切割机、数控电 火花加工机、数控平面磨床、数控内外圆磨床、数控坐标磨床、数控光学曲线磨床等精 密数控设备的灵活运用,构建形成了加工精密多任务位级进模零件的主要手段和技术, 这不仅保证了模具制造精度和品质,同时也缩短了模具制造周期。 2. 模具总体水平 ①电机铁芯自动片级进模 制造精度达2μm、步距精度达3μm、拼块精度1μm、回转精度1’。模具在高速 冲床上使用,具有自动冲压、片、扭槽、分组、回转等功能,模具使用寿命1亿冲次以上。易损备件可互换。冲制材料厚的硅钢片带料,经自动片形成铁芯组合件,铁芯组合 的厚度可达到100mm以上,铁芯组合的外径可达200mm左右。 ②空调器翅片级进模 制造精度达2μm。以Φ×48列翅片级进模为代表,模具18工位,两步进距,模 具在高速冲床上使用,含有引伸、冲孔、翻边、冲百叶窗、异形切、边切、纵切、横 切等工位。刃口备件可互换,模具使用寿命3亿冲次。冲制材料厚的铝箔片带料,经自 动冲压形成翅片列数为48列。模具的冲裁间隙10μm有300处左右。还有翅片列数为36-72列。 ③集成电路引线框架级进模 制造精度达2μm,易损备件可互换,模具在高速冲床上使用,寿命5千万冲次以上。冲制材料厚的铜片带料,经自动冲压形成引线框架。作为半导体和集成电路的载 体引线框架,引线的脚数多、尺寸小、精度高、形状复杂,冲出的制品在镀镍处要求无 毛刺。引线框架已有4排24列,脚数64只,最小间距尺寸为。 ④彩管电子枪零件级进模 制造精度达2μm。以G5底零件级进模为代表,模具25工位,在高速冲床上使用,含有冲切、拉深、压筋、切边、翻孔、变薄拉深、整形、精冲小孔等工位,备件可互换,模具使用寿命3千万冲次以上。冲制材料厚的无磁不锈钢片带料,经自动冲压形成 G5底零件,精度达到内,变薄拉深的孔径形位公差内,制品外形品质要求零缺陷。