软磁铁氧体烧结过程的质量问题现象及解决措施
软磁铁氧体烧结过程的质量问题现象及解决措施
一、烧结条件对磁性能的影响
烧培条件对铁氧体的磁性能有很大影响。烧结温度、烧结气氛和冷却方式是
烧结条件的三个主要方面。
(一)烧结温度对磁性能的影响
一般说来,烧结温度偏低时,晶粒大小不均匀,气孔分散于晶界和晶粒内部,呈不规则多面形。磁导率μi和剩磁感应强度Br都较低,但是矫顽力HCB较大。烧结温度适当,则晶粒趋于均匀、气孔呈球形、烧结密度较低、磁导率μi和剩磁感应强度Br较大,矫顽力HCB有所减少。烧结温度过高时,晶粒虽然增大,但是由于内部的气孔迅速膨胀,有的杂质发生局部熔融而使晶界变形,则不仅烧结密度低,磁导率μi和剩磁感应强度Br也将显著下降,机械性能极其脆弱,
无实用价值。
对软磁铁氧体而言,在一定的烧结温度范围内,初始磁导率μi随烧结温度升高而增大,损耗角正切tgδ也随温升而增大(即Q值减少)。对硬磁铁氧体而言,烧结温度高,剩磁感应强度Br也高,而矫顽力HCJ减小。对旋磁铁氧体而言;烧结温度高,则饱和磁化强度也较高。在生产中,必须针对各种材料的不同特点,结H合产品的其它性能要求而区别对待,由试验确定最佳的烧结温度。
(二)烧结气氛对磁性能的影响
气氛条件对铁氧体烧结非常重要,尤其对含有易变价的Mn,Fe,Cu,Co等金属元素的铁氧体,在烧结过程中随着氧分压和温度的变化而发生电价的变化以至相变,过度的氧化与还原,就有另相析出(如α-Fe2O3,FeO,Fe3O4,Mn2O3等),
将导致磁性能的急剧变化。
在升温阶段,因为还没有形成单一尖晶石相,对周围气氛要求不苛刻,在空气中、真空中或氮气中升温均可;在保温过程中,由于发生了气孔的排除、晶粒的长大和完善、单一结构铁氧体的生成,这些均要求控制好烧结气氛。可以说,烧结气氛是影响磁性能的一个重要因素。烧结气氛和固相反应速度、产物及微观结构均有直接关系。因此要控制好烧结气氛来生产各种不同性能的铁氧体(如各种高磁导率、低损耗、高密度的软磁铁氧体和高电阻率的旋磁铁氯体等)。
当所需的烧结气氛为氧化气氛(高氧分压气氛)时,可向炉(窑)内通纯氧气;烧结气氛为还原气氛(低氧分压气氛)时,可向炉(窑)内通氧气或抽真空。抽真空时应注意真空度不可太高。真空度太高容易使空气电离,造成硅碳棒间打火烧坏硅碳棒,因此用充氮气的方法控制氧分压为好。
对含Zn的软磁铁氧体的烧结,控制好烧结气氛十分关键,因为Zn的挥发与烧结
气氛密切相关。
1、Zn的游离与挥发
含锌铁氧体在高温热处理过程中有可能发生游离与挥发。Zn挥发必然导致产品性能下降,例如μi大幅度下降,Zn挥发产生了Fe2+,使电阻率下降等。以ZnFe2O4
为例,将有如下反应:
ZnFe2O4→(1-x) ZnFe2O4 +2/3xFe3O4+xZnO+x/6 O2↑
游离的ZnO进一步分解:ZnO→Zn(熔点:9070C)+1/2 O2↑
任何减少方程式右边含量的变化都会促使化学反应向右进行,因此,从理论上讲,动态气氛和静态气氛必然对Zn挥发产生影响。此外,若埋粉为氧化铝,会发现
埋粉的颜色由白色变成了篮绿色。
Al2O3+Zn(g)+1/2 O2→ZnAl2O4 (篮绿色)
当温度高于12000C时,锌的蒸汽压大幅度提高,挥发严重。
2、影响锌的游离与挥发的因素主要有:
(1)铁氧体组成中ZnO的含量
若组成中ZnO的含量下降或Fe2O3,MnO等成分上升时,Zn挥发将难以进行,挥
发开始的温度也升高。
(2)加热温度与时间
Zn挥发随加热温度的上升和加热时间的延长而加剧。
(3)周围气氛的影响
①、气氛状态对含锌铁氧体表面Zn挥发有较大影响。动态气氛流动的气体不断地将铁氧体表面挥发的Zn带出窑外,加剧了ZnO分解,使产品表面产生内应力,因此产品机械强度明显低于静态气氛烧结产品。
②、如果体系内缺氧,Zn的挥发就容易进行,所以氧分压提高,则Zn或ZnO就不易游离或分解,对MnZn铁氧体而言,Zn挥发的抑制与防止氧化是矛盾的。
(4)Al2O3粉能加剧产品表面Zn的挥发
这是由于Zn与Al2O3反应生成ZnAl2O4(篮绿色)的缘故。由于Zn大量挥发,使表面晶粒之间空隙加大,并产生许多网状孔洞,这种松散的"框架",使磁芯应力进一步增大,从而大大降低磁芯机械强度。
(三)冷却条件对磁性能的影响
冷却速度和冷却气氛对磁性能也有很大影响。一般锰锌铁氧体冷却时要防止氧化,故采用真空冷却或氮气冷却方法。镍锌铁氧体却需要适当的氧化气氛,这样可以大大提高铁氧体的电阻率ρ,从而降低涡流损耗,提高产品的Q值。
对Ni00.4·ZnO0.6·Fe2O4铁氧体,同样的烧结温度(1300℃)下,氧气中烧结,氧气中缓冷比空气中缓冷电阻率ρ降低400倍,具体见表5-5,可见该变气氛对Ni00.4·ZnO0.6·Fe2O4铁氧体的电阻率ρ的影响较大。
表5-5烧结温度、烧结气氛、冷却方式对NiZn铁氧体电阻率ρ的影响
烧结温度℃烧结气氛冷却方式电阻率ρ(欧.厘米)
1300 氧气氧气中缓冷 5.4*105
1300 氧气空气中快冷 1.3*103
1300 空气空气中缓冷 1.3*105
1300 空气空气中快冷 1.1*103
1200 空气空气中缓冷 9.6*105
降温过程中主要涉及两方面的问题:
1、冷却过程中将会引起产品的氧化或还原,产生脱溶物等。对易变价的锰锌铁
氧体高磁导率材料。控制冷却过程中的氧气氛尤为重要。
2、合适的冷却速度有利于提高产品合格率。若冷却速度过快,出窑温度过高,因热胀冷缩导致产品冷(降温)开裂,或产生大的内应力,恶化产品性能。
烧结铁氧体产品的窑炉设计对提高产品档次、合格率十分重要。早期,国内曾采用烧砖瓦的倒焰窑,由于温差大,不能连续生产及产品质量差而被淘汰,继而发展为推车式的隧道窑炉,由于温差大,能耗高及气氛难控制,亦逐步被淘汰。目前,隧道式的辊道窑,推板窑以及两者结合而成的辊道--推板窑已普遍采用,多数采用电热式(硅碳棒)。烧结中、低档永磁铁氧体产品时,为了降低成本亦采用煤推板窑。烧结高磁导率软磁铁氧体时,采用可控气氛的钟罩式电炉较为理想。对于不同类型的产品,应采用适合的窑炉、合理的窑炉温度曲线以及相应的气氛
控制。
二、其他质量问题
在烧结工序中,除电磁性能方面的问题外,还会出现开裂、变形、尺寸超差
等方面的质量问题。
(一)开裂
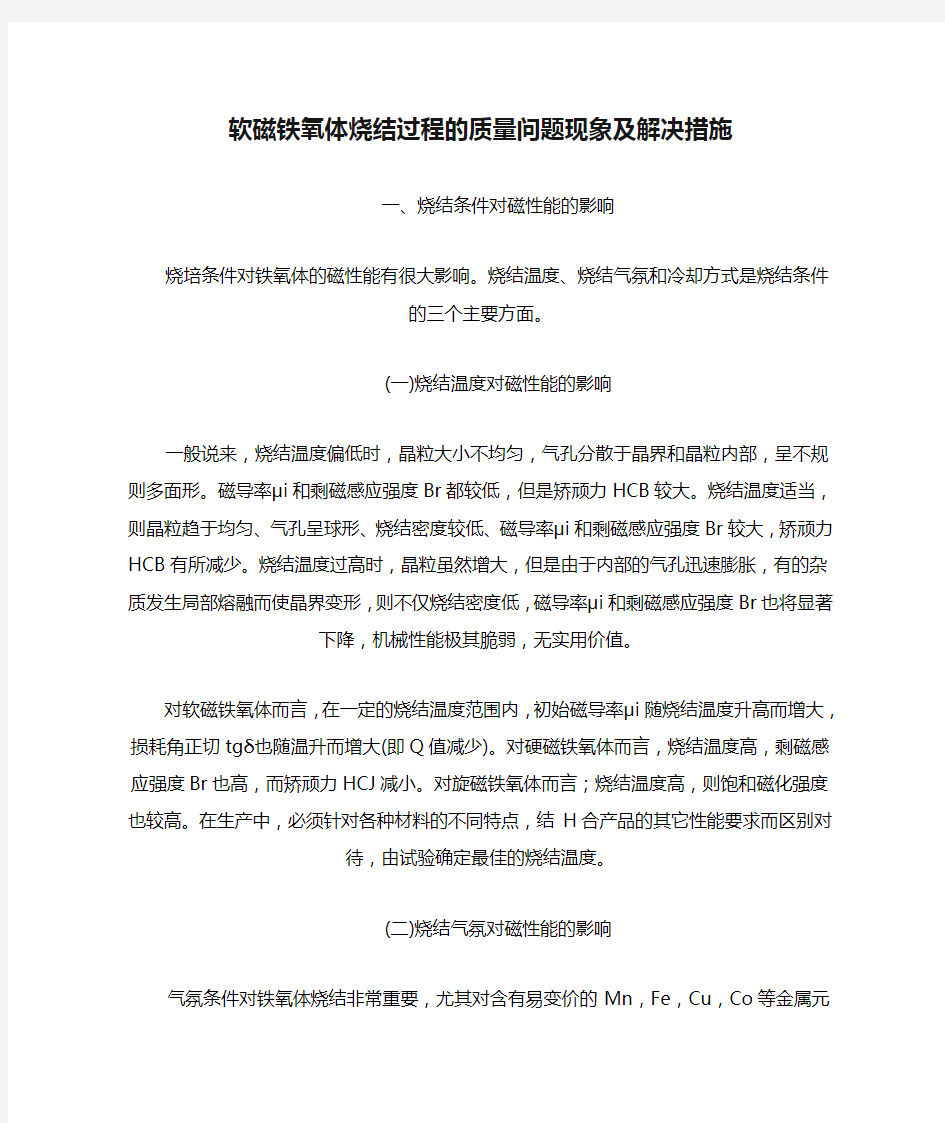
开裂。即产品表面出现裂纹或裂口。烧结过程中开裂可分为两类情况,即升温开袋[见图5-9(a)(b)]和降瀑开裂 [见图5-9(c)(d)]
5-9 几种常见的产品开裂类型
1.升温开裂
在升温阶段,由于干燥的速度太快,坯件内的水份和粘合剂急剧挥发出来,导致干燥开裂。再者,粘合剂挥发完以后。升温速度太快,引起坯件的不均匀收缩也会导致开裂。这两种升温开裂的断面均不平整,这是因为坯件开裂时尚未完全铁氧体化。
2.降温开裂
在降温过程中,由于冷却速度太快,或出炉温度太高,会引起炸裂。其裂纹一般细而直,裂纹断面也较齐整。
还有裂纹遍布产品表面的开裂,称龟裂。龟裂的原因对锰锌铁氧体来说,多是由于锰锌铁氧体的严重氧化(实践中,粘合剂的挥发也可以导致产品出现龟裂)。有时,产品表面上的这种"龟纹"很细,在磨加工前不易看出,可用敲击方法根据其发出的声音来判别,有龟裂时,敲击发出暗哑声,无龟裂时发出类似金属的清脆声。
3.避免产品开裂的方法
(1)严格按产品烧结工艺操作,不得擅自更改烧结工艺,尤其是升温速度、进车时间和装车高度。
(2)尺寸大的产品,进窑前要充分干燥,500℃以后的降温速度不能太快,实验室烧大产品在出炉时,应用石棉布连同耐火盘包好,让产品缓慢降至室温。
(3)烧结锰锌铁氧体产品时,如用真空淬火法要注意按工艺要求保证罐内的真空度。尽量难免产品在高温区停留时间过长。当高温区的碳棒断掉而不能维持烧结温度时,应立即更换碳棒,否则高温区的产品将去因氧化而报废。
(二)变形
变形多发生于薄壁的环形、管形、罐形铁芯、长条(棒)形天线及E(U)形磁芯等,克服变形的关键在于成型时产品密度的均匀性以及产品的装坯工艺,E(U)形磁芯在装盒时可将坯件
的腿朝上放置以减少变形,还可采取成型时压制成"日"字或"口"字形坯件,烧结后再切割成E或U形磁芯,这样可有效地防止这类磁芯的变形。
(三)尺寸超差
尺寸超差是指产品烧结后的尺寸(磨加工面除外)超过了产品所规定的尺寸公差允许范围。从工艺规定来说,产品的电磁性能所需的最佳烧结温度应该与产品合格尺寸所要求的烧结温度相一致,然而实际生产中,由于种种原因二者有时不能统一,有时需将产品尺寸烧在公差的上限或下限,性能才合格。此时,则易容易发生尺寸超差的质量问题。
除上述原因外,产生尺寸超差的原因还有:
1.烧结温度不当;
2.坯件粉料的预烧温度偏高或偏低,成型坯件的重量一致性差;
3.成型模具长时间使用后,模具的某些零件磨损大,造成产品的个别尺寸超差。
此外,烧结过程中物相变化的系统研究对产品质量的控制十分重要。对于石榴石以及某些六角铁氧体,在其生成反应过程中,先生成某些中间产物。例如由Fe2O3,BaCO3,Co3O4制备Co2Z(Ba3Co2Fe24O41),经XRD物相分析发现共经历S、F、M、Y四个中间产物,最后才生成"Z"相,且Z相的成相区间较窄,对烧结过程相态变化的研究对于烧结制度的确定无疑具有指导意义。
2020年(发展战略)软磁铁氧体状态与发展
(发展战略)软磁铁氧体状态和发展
软磁铁氧体现状和发展 摘要: 本文讨论分析了软磁铁氧体国内外研究、生产、专用工艺设备、市场现状。详细论讨了高磁导率铁氧体、功率铁氧体、迭层片式电感器用的铁氧体粉料等铁氧体的技术发展动向。 1.前言 软磁铁氧体应用广,用量大的壹种磁性材料。1997年世界产量22万吨,其中我国产量5万吨,预计2000年世界产量将达到30万吨,2005年达到45万吨,预计今年我国将达到6万吨,2005年将超过15万吨,约占全世界软磁铁氧体总量的1/3,占世界第壹位。但我国尚存于工艺技术比较低,壹些专用工艺设备较落后,造成产品档次不够高等问题,有待进壹步解决。 于软磁铁氧体的产量中,高磁导率铁氧体约占20%,功率铁氧体约占25%,宽带射频铁氧体,电子镇流器约占15%,其余的如抗电磁干扰(EMI),偏转磁芯等约占40%。 2技术发展方向 2.1软磁铁氧体制备工艺 从80年代以来,我国引进国外先进工艺设备和工艺技术,使生产规模和效率有显著提高,壹些产品性能于较短的时间内达到国际水平。但生产的自动化程度仍跟不上发达国家著名铁氧体XX公司,他们生产线用“电脑集成制造”(CIM)和“电脑/人联合集成”(CHIM),用电脑控制自动完成制粉、成型、烧结、磨削及包装等工序,使产品合格率达95~99%。
2.2高磁导率铁氧体 由于高磁导率铁氧体于数字通讯,光纤通讯及电磁兼容等领域中大量应用,促使其制备工艺逐渐完善,不断提高性能,国外研制水平μi为20000~23000,国内外有关生产水平列于表1。值得提及的表1中列出的μi值国内厂家属于小批量生产性能,大批量生产的μi值为7000~8000,研制水平为12000~13000。海宁天通电子有限XX公司陆明岳开发的产品,1999年6月通过省级新产品鉴定μi为13000。北京大学和深圳组建的深圳中核集团XX公司,去年10月投产,年生产能力30吨,产品μi稳定于10000之上,最高能达到18000。 目前除要求高磁导率铁氧体继续提高磁导率外,要求居里温度Tc高,损耗因数tg δ/μi温度系数αμi要低,且要求随使用频率增加磁导率衰减慢,使μi-f曲线于较宽频带内保持平直,具有高的截止频率。预计到2002年,国外商品化产品磁导率将提高到25000左右。 近年来EMI磁芯发展很快,TDK和美国steward等XX公司,已有10多种牌号,品种规格很全,国内尚处于小批量生产阶段,是根据用户要求生产产品。 2.3功率铁氧体 近几年来,功率铁氧体销售额平均年增长率约10%,是80年代后期到90年代初研究重点,其产品主要应用于高频开关电源的主变压器磁芯,具有代表性的产品是以日本TDKXX公司的PC30、PC40、PC50,国内企业也向这些牌号性能指标努力,当下国内能大批量生产的是PC30,只有个别企业能生产PC40。天通XX公司大批量生产TP4产品性能和TDKXX公司的PC40相同,μi=2300±25%,于室温(25℃)时,Bs=510mT,Br=100mT,Hc=14A/m,于100kHz,100℃下,Pc=410mw/cm3,ρ=6.5Ω.m,Tc≥215℃,d≈4.8/cm3。PC50国内于1994年
主要软磁铁氧体材料厂商牌号对照表
厂商 Manufacturers 信艺电子HP30HP40/R2K3D HP44/R2K4D HP5H5K H7K H10K H12K H15K ACME P2P4P41P5/P51A05A07A10/A101A12/A121A151 AVX/TPC B1B2/F1F2F4A4/A5A3A2A1A0 COSMOFERRITES CF129CF138CF195CF197 DMEGC DMR30DMR40DMR44DMR50DMR6K DMR10K DMR12K DMR15K EPCOS (SIEMENS) N41N67/N87N97N49T35T37/T44T38T42T46 FAIR-RITE78797576 FDK6H106H206H407H102H062H072H102H15 FENGHUA PG232PG242PG152HS502HS702HS103HG123HG153 FERRITEINT (TSC) TSF-7099TSF-7060TSF-5099TSF-300TSF-010K TSF-012K TSF-015K FERROXCUBE (PHILIPS) 3C853C90/3C943C96/3F33F4/3F3.5 3.00E+043E25/3E273E5/3E55 3.00E+06 3.00E+07 HITACHI ML24D ML25D ML120MP70D MP10T MP15T HITACHI (NIPPON) SB-5S SB-7C SB-9C SB-1M GP7GP9GP11MT10T HPC HE4HE44HE5HL5HL7HL10HL12HL15 ISKRA25G45G/55G35G75G19G22G12G32G52G ISU PM-1PM-7PM-11FM-5HM2A HM3/HM3A HM5A HM7A JFE(KAWATETSU)MB3MB4MC2MA055MA070A MA100MA120MA150 JINNING JP3JP4/JP4A JP4B JP5JH5/JH5A JH7/JH7A JH10JH15 KASCHKE K2006K2008K2001K5000K8000K10000 KAWATETSU MB3MB4MA055MA070MA100MA120 KINGTECH KP3KP4KP4A KP5KH5/KH5A KH7/KH7A KH10A KH13KH15 KRAVSTINEL K82K86K87 LCCTHOMSON B2B4F1F2A5A3 MAGNE TICS P K J W H MMG-NEOSID F5A/F5C F44F45F47F9C/F10FT7F39 NCD LP2LP3LP3A LP5HP1/HP1F HP2/HP2F HP3/HP3F HP4 NEC/TOKIN BH2BH1B405000H7000H10000H12000H15000H NEOSID F827F830F860F938F942 NICERA NC-1M NC-2H2HM55M NC-5Y NC-7NC-10H NC-12H NC-15H SAMWHA PL-5PL-7PL-9PL-F1SM-50SM-70S SM-100SM-150 STEWARD32353740 TDG TP3TP4TP4A TP5TL5TL7TL10TL13TL15 TDK PC30PC40PC44PC50HS52HS72HS10H5D H5C3 TOKIN3100BH2BH1B405000H7000H12000H TOMITA 2.00E+06 2.00E+07 2.00E+082E3/2F12E7/2G12E2/2E2B2H22H1 TPC F1F2F4A4/A5A3A2 TRIDELTA MF198MF198A MF197MF199 川峰山口工厂(西海) SK-104G SK-108G SK-109GE SK-110G SK-12G 材料牌号 Material Brands 主要软磁铁氧体材料厂商牌号对照表 注:grc534原发
软磁铁氧体磁芯现下的市场形态
软磁铁氧体磁芯现下的市场形态 发布时间:2014-7-7 9:59:17 浏览次数:16 软磁铁氧体磁性材料和软磁铁氧体磁芯统称软磁铁氧体,长期以来软磁铁氧体产量的增长是建立在其生产技术和应用技术共同发展的基础之上的。电子技术的飞速发展,对软磁铁氧体器件,如电感器、变压器、滤波器等不断提出了各种新的要求,这种要求促进了软磁铁氧体的发展,如适应开关电源向高频化发展的高频低功耗功率铁氧体材料,适应光纤通信和数字技术发展的宽频带变压器和抗干扰扼流圈用的高磁导率与宽频带铁氧体材料,同时具有高μ与高Bs的材料(双高材料),适应高清晰度和大屏幕显示器发展的偏转线圈和回扫变压器用高频低损耗功率材料,以及适应表面贴装技术发展的平面电感器和变压器用低烧结温度和低热阻的铁氧体材料等等,就是生产和应用技术共同发展的最直接结果。 在开发和研究过程中,由于软磁铁氧体材料和磁芯的研究始终结合在一起,从而形成了由各种软磁铁氧体材料制成的各种形状的磁芯,所有这些材料及磁芯的不同组合可以具有各种不同的性能、特点和用途,以满足各种需求。 软磁铁氧体磁芯材料是一种用途广、产量大、成本低的电子工业及机电工业和工厂产业的基础材料,是其重要的支柱产品之一,它的应用直接影响电子信息、家电工业、计算机与通讯、环保及节能技术的发展,亦是衡量一个国家经济发达程序的标志之一。 软磁铁氧体材料是品种最多、应用最广的一类磁性功能材料,也是铁氧体材料中发展最早的一类材料。自从1935年荷兰Philip实验室研究开发成功至今已有将近七十年的历史,其性能也已得到了很大的改进和提高。由于这类材料具有高的本征电阻率ρ,所以在交流条件下具有许多金属软磁材料所无法比拟的优越性且价格低廉,并可制成各种形状的磁芯,因此,在高频区一般都使用软磁铁氧体材料。用这类材料制成的磁芯被广泛应用于通信、广播、电视、自动控制、航天技术、计算机技术、电子设备及其它IT产业中来制作各种类型的电感器、变压器、扼流圈、抑制器和滤波器等器件。 目前由于软磁铁氧体具有广阔的发展前景和可预期的市场潜力,从而成为世界各国铁氧体公司开发和研究的重点。权威机构对全球软磁行业的评估认为,世界软磁铁氧体需求量的平均增长速度在今后几年中将继续保持在10%~15%的水平。由此可以看出,开发具有自己独立知识产权的可批量生产的综合性能好的软磁铁氧体材料并迅速占领市场已经成为各个公司的当务之急。本文在对软磁材料,特别是软磁铁氧体材料的发展过程及发展趋势进行综合分析之后,指出了一些研究和开发人员在材料研究中普遍容易忽视的问题。 一、软磁铁氧体材料的发展过程及发展趋势 一般地,从应用角度来分,软磁铁氧体材料主要分为功率材料和高磁导率材料两大类,为适应世界电子技术发展的需要,这两类铁氧体材料都已经得
软磁铁氧体基本磁特性
软磁铁氧体材料和磁心概述 软磁铁氧体材料和磁心概述 软磁铁氧体材料分类 铁氧体又称氧化物磁性材料,它是由铁和其它金属元素组成的复合氧化物。铁氧体采用陶瓷工艺,经高温烧结而制成各种形状的零件。实际上,所有在金属磁性材料中出现的磁现象,在铁氧体中也能观察到,但是有两个基本不同点:一是铁氧体的饱和磁化强度远远低于金属磁性材料,通常为金属材料的一半到五分之一;二是铁氧体的电阻率比金属磁高一百万倍以上。由于这种区别,对于低频(1000 赫兹以下)高功率的磁心一般采用金属磁性材料,用于较高频率(1000 赫兹以上)磁心采用铁氧体材料。按照铁氧体的特性和用途,可把铁氧体分为永磁、软磁、矩磁、旋磁和压磁等五类;如果按照铁氧体的晶格类型来分,最重要的有尖晶石型、石榴石型和磁铅石型等三大类。高频变压器和电器中主要使用软磁铁氧体材料,因此下面主要叙述软磁铁氧体材料的分类及特性。大多数软磁铁氧体属尖晶石结构,一般化学表示式为MeFe 2O 4,这里 Me 表示二价金属元素,如:Mn、Ni、Mg、Cu、Zn等。软磁铁氧体材料是各种铁氧体材料中产量最多,用途最广泛的一种。这类材料的主要特点是起始磁导率高和矫顽力低,即容易磁化也极易退磁,其磁滞回线呈细而长形状。软磁铁氧体材料可按化学成分、磁性能、应用来进行分类。若按化学成分来分类,则主要可分为 MnZn 系、NiZn系和 MgZn 系三大类。MnZn 系铁氧体具有高的起始磁导率,较高的饱和磁感应强度,在无线电中频或低频范围有低的损耗,它是,1兆赫兹以下频段范围磁性能最优良的铁氧体材料。常用的MnZn 系铁氧体,其起始磁导率μi=400~20000,饱和磁感应强度 BS=400~530mT。MnZn 系铁氧体广泛制作开关电源变压器、回扫变压器、宽带变压器、脉冲变压器、抗电磁波干扰滤波电感器及扼流圈等,是软磁铁氧体中产量最大的一种材料(按重量计约占 60%)。NiZn 系铁氧体使用频率 100kHz~100MHz,最高可使用到300MHz。这类材料磁导率较低,电阻率很高,一般为 105~107Ωcm。因此,高频涡流损耗小,是 1MHz 以上高频段磁性能最优良有材料。常用的 NiZn 系材料,磁导率μi=5~1500,广泛用于制作各种高频固定电感器,可调电感器,谐振回路线圈,线性调节线圈抗电磁波干扰线圈等。附加少量 CuO 的 NiCuZn 系材料,最近在表面安装片式电感器中得到广泛应用。NiZn 系材料制成的各类小型磁心产量很大(按数量计),但按重量计的约占软磁铁氧体材料的 10% 左右。MgZn 系铁氧体材料中附加小量 MnO 后制成 MgMnZn系材料,电阻率较高,广泛用于制作各种显象管或显示的偏转线圈磁心,数量很大,产量约占软磁铁氧体材料的30%(按重量计)左右。MgZn 系铁氧体在某些高频电感线圈及天线线圈中也得到应用。
铁氧体磁性材料的制备及研究进展
铁氧体磁性材料的制备及研究进展 【摘要】铁氧体磁性材料是一类非常重要的无机功能材料,其应用涉及到电子、信息、航天航空、生物医学等领域。综述了铁氧体磁性材料的研究进展及其应用,分析了铁氧体磁性材料的制备方法,展望了研究和开发铁氧体磁性材料的新性能和新技术的应用前景。 【关键词】铁氧体磁性材料;研究进展;制备 铁氧体是一种非金属磁性材料,又称磁性瓷。人类研究铁氧体是从20世纪30年代开始的,早期有日本、荷兰等国对铁氧体进行了系统的研究;在20世纪40年代开始有软磁铁氧体的商品问世;20世纪50年代是铁氧体蓬勃发展的时期。1952年磁铅石硬磁铁氧体研制成功;1956年又在此晶系中开发出平面型的超高频铁氧体,同时发现了含稀土元素的石石型铁氧体,从而形成了尖晶石型、磁铅石型和石榴石型三大晶系铁氧体材料体系,应该说铁氧体的问世是强磁学和磁性材料发展史上的一个重要里程碑。至今铁氧体磁性材料已在众多高技术领域得到了广泛的应用。因此,有必要对铁氧体磁性瓷材料的研究动态进行总结以及对其发展进行展望。 1.铁氧体磁性材料的研究进展 近年来,国外学者在研究和改进磁性材料的同时,进行了卓有成效的新探索,其重点的研究和应用主要集中在以下几个方面。 1.1 铁氧体吸波材料 由于科学技术的迅猛发展,在武器的隐身技术和电子计算机防信息泄露技术中,以及在生物学中的热效应方面,铁氧体作为吸波材料方面的应用尤为重要。铁氧体吸波材料通常分为尖晶石型铁氧体与六角晶系铁氧体两种类型,其中尖晶石型铁氧体应用历史最长,但尖晶石型铁氧体的电磁参数(介电常数和磁导率)都比较小,而且难以满足相对介单一铁氧体难以满足吸收频带宽、厚度薄和面密度小的要求,所以近年来研究者主要集中研究复合铁氧体材料以及纳米尺寸的铁氧体来控制其电磁参数[1]。铁氧体纳米磁性材料作为微波的吸收体,纳米级的微粒材料的比表面积比常规粗粉大3~4个数量级,吸收率高,一方面,它能吸收空气中的游离的分子或介质中其他分子通过成键方式连接在一起,造成各向异性的改变。另一方面,在微波场中,活性原子及电子运动加剧,促使磁化,最终将电磁能转化为热能,从而增加吸收体的吸波能力。在应用方面,铁氧体吸波材料可分为结构型(整体烧结成一定形状的器件)和涂敷型(用铁
建筑工程质量存在的问题和改进措施
建筑工程质量存在的问题及改进措施本文介绍了现今建筑质量中存在的一些问题,分析了影响建筑物质量的主要因素,研究出提高质量的有效途径和主要对策。 【关键词】建筑工程;质量;对策 1.现今建筑质量中存在的问题 近几年,国内房地产业的发展突飞猛进。由于建设数量过多建设速度过快,随之暴露出不少建筑质量问题,大致可归纳为以下几个方面: (1)偏重土建质量,忽视功能和配套设施及设备的质量。 (2)偏重表面质量,忽视隐蔽质量。 (3)偏重施工进度,不顾质量抢工期。 2.影响建筑质量的主要因素 建筑工程项日的质量控制和管理是一项复杂多变的过程系统管理工程,其特点是牵扯的部门多、环节多等,从政府审批、规划、设计、招标、施工、监理、验收等各个部门和环节都密切相关,每个环节都要各尽其职,才能保证建筑工程项目的质量。 2.1人的素质是首要的因素 建筑工程项目的质量控制和有效管理首先是人的因素,包括建设单位、监理公司、施工企业的领导者的理论水平和管理水平。建设单位领导者是建筑工程项目的组织者、决策者,其综合素质是决定建筑工程项目是否具有前瞻性、实用性、功能性、美观性等的关键;监理单位监理工程师的素质是建筑工程项目质量的重要保证;
施工单位管理、技术工程师的素质是建筑工程项目质量的根本保证。总之,人的因素贯穿到每一个建筑工程项目的每一个环节,是确保建筑工程项目的质量控制和有效管理的决定性因素。 2.2材料质量是保证工程质量的关键因素 据统计资料分析,建筑工程中材料费用约占总投资的70%,因此,建筑材料无疑是保证建筑工程质量的关键因素。建立质量保证体系,包括建立以建筑材料、产品为中心的质量责任制,建筑材料包括原材料、成品、半成品、构配件等,施工所用的建筑材料必须经过对材料的成份、物理性能、化学性能、机械性能等测试检验程序,把好材料质量关必须做到以下几点:①采购人员应具备良好的政治素质及道德修养,较强的专业知识,熟悉建筑材料基本性能,具备一定的材料质量鉴别能力;②随时掌握材料造价信息,招标优选供货厂家;③按合同和施工进度的要求,能及时组织材料供应,确保正常施工;④严格执行材料试验、检验程序,杜绝不合格材料进场; ⑤进场的建筑材料要完善现场管理措施,做好合理使用。 2.3机械设备是工程质量的保障 建筑施工企业的机械化程度代表着建筑施工企业的实力品牌和施工水平,也体现了施工企业的管理水平。采用先进的机械化设备能明显保证和提高施工质量,确保达到施工设计的技术要求和指标。建筑单位和施工企业必须综合考虑施工设计方案、施工现场条件、建筑结构形式、施工工艺、建筑技术经济水平等因素,合理选择机械类型和性能参数,合理使用机械设备。施工技术、操作人员
关于编制软磁铁氧体项目可行性研究报告编制说明
软磁铁氧体项目 可行性研究报告 编制单位:北京中投信德国际信息咨询有限公司编制时间:https://www.360docs.net/doc/373676289.html, 高级工程师:高建
关于编制软磁铁氧体项目可行性研究报告 编制说明 (模版型) 【立项 批地 融资 招商】 核心提示: 1、本报告为模板形式,客户下载后,可根据报告内容说明,自行修改,补充上自己项目的数据内容,即可完成属于自己,高水准的一份可研报告,从此写报告不在求人。 2、客户可联系我公司,协助编写完成可研报告,可行性研究报告大纲(具体可跟据客户要求进行调整) 编制单位:北京中投信德国际信息咨询有限公司 专 业 撰写节能评估报告资金申请报告项目建议书 商业计划书可行性研究报告
目录 第一章总论 (1) 1.1项目概要 (1) 1.1.1项目名称 (1) 1.1.2项目建设单位 (1) 1.1.3项目建设性质 (1) 1.1.4项目建设地点 (1) 1.1.5项目主管部门 (1) 1.1.6项目投资规模 (2) 1.1.7项目建设规模 (2) 1.1.8项目资金来源 (3) 1.1.9项目建设期限 (3) 1.2项目建设单位介绍 (3) 1.3编制依据 (3) 1.4编制原则 (4) 1.5研究范围 (5) 1.6主要经济技术指标 (5) 1.7综合评价 (6) 第二章项目背景及必要性可行性分析 (7) 2.1项目提出背景 (7) 2.2本次建设项目发起缘由 (7) 2.3项目建设必要性分析 (7) 2.3.1促进我国软磁铁氧体产业快速发展的需要 (8) 2.3.2加快当地高新技术产业发展的重要举措 (8) 2.3.3满足我国的工业发展需求的需要 (8) 2.3.4符合现行产业政策及清洁生产要求 (8) 2.3.5提升企业竞争力水平,有助于企业长远战略发展的需要 (9) 2.3.6增加就业带动相关产业链发展的需要 (9) 2.3.7促进项目建设地经济发展进程的的需要 (10) 2.4项目可行性分析 (10) 2.4.1政策可行性 (10) 2.4.2市场可行性 (10) 2.4.3技术可行性 (11) 2.4.4管理可行性 (11) 2.4.5财务可行性 (11) 2.5软磁铁氧体项目发展概况 (12)
锰锌软磁铁氧体材料的制备及研究新进展综述
锰锌软磁铁氧体材料的制备及研究新进展 摘要: 目前国外制备锰锌铁氧体材料的主要方法及研究进展, 包括传统的干法工艺(瓷工艺)和湿法工艺等, 同时指出了各种制备方法的优缺点。认为煅烧条件的控制及产品粒径的分布是影响材料磁性能的关键,湿法工艺中的溶胶-凝胶法和水热法是今后研究的主要方向。 关键词: 锰锌铁氧体制备研究发展 1.引言: 锰锌铁氧体又称磁性瓷,是具有尖晶石结构的软磁铁氧体材料,与同类型的金属磁性材料相比,它具有电阻率高,涡流损耗小等特点,因其具有高磁导率、低矫顽力和低功率损耗等物理化学性能,被广泛应用于电子工业,主要用来制造高频变压器、感应器、记录磁头和噪声滤波器等。随着电子工业的飞速发展,对磁性材料性能的要求也越来越高。适用于不同场合的高品质磁性材料的制备研究越来越受到人们的广泛关注。为了推动该领域研究工作的进展,结合笔者近年来的研究工作实际,我们从不同角度出发,对国外制备锰锌铁氧体磁性材料的研究进展情况作以述评。 2. 锰锌铁氧体的性能特点及其改良途径 2. 1 锰锌铁氧体的性能特点 作为一种软磁铁氧体材料,对锰锌铁氧体性能的基本要起始磁导率要高, 磁导率的温度系数要小, 以适应温度变化。同时矫顽力要小, 以便能在弱磁场下磁化, 也容易退磁。此外比损耗因素要小, 电阻率高,这样材料的损耗小, 适用于高频应用。与磁性金属材料相比,尽管锰锌铁氧体具有电阻率高、涡流损耗小等优点,但同时它也存在着饱和磁感应强度低、磁导率不高、居里点低、磁导率的温度系数高等不足之处,改善锰锌铁氧体的磁性能的研究正日益受到人们的广泛关注。 2. 2 改善锰锌铁氧体磁性能的主要途径
欲提高锰锌铁氧体的磁性能应从两方面着手: 一是对材料化学成份的比例调整, 包括各种稀土元素的加入等;二是设法调整材料晶粒粒度及外观形貌。有关研究表明: 配方中 F e3O 4的适量存在,使Fe2O 3在配方中含量为53~ 63. 5m o% 时, 有利于降低磁致伸缩系数, 提高磁导率; 另外,晶粒越大,晶界越整齐,材料的起始磁导率也越高;通过控制制备条件,在提高晶粒粒度的同时降低空隙率是人们追求的目标;平均粒径在10 ~ 20Lm材料的结构特点是晶粒粗大、晶界明显、密度高、孔隙率低、磁性能良好;晶粒大小还影响矫顽力的大小, 晶粒愈大, 矫顽力愈小,有利于材料的应用。此外,铁氧体中的气孔,一方面阻碍畴壁的移动,另一方面也减少涡流损耗。一般来说,孔隙率高的铁氧体损耗较小,但磁导率下降。3. 锰锌铁氧体的制备方法 锰锌铁氧体磁性材料的制备方法主要有传统的干法工艺和湿法工艺两大类。 3. 1 干法工艺 干法工艺又称瓷工艺,它是以氧化铁( F e2O3 )、氧化锌( ZnO )和氧化锰(M nO )或铁、锌、锰的金属盐为原料通过研磨、干燥、煅烧、实现初步铁氧体化,经二次研磨、干燥、造粒得到锰锌铁氧体颗粒,颗粒经成型、烧结,干法工艺的关键环节是煅烧、研磨和烧结,它们直接影响锰锌铁氧体材料的颗粒形状和粒径分布等微观结构, 从而影响所得锰锌铁氧体的磁性能。Yung-T sen Ch ien等研究了煅烧程度对锰锌铁氧体(M n0. 764 Zn0. 187 Fe2. 049O4 )磁性质的影响。认为将材料煅烧所得样品具有较高的磁导率和较低的损耗系数。还有人研究了烧结温度对锰锌铁氧体磁性质的影响,他们认为:锰锌铁氧体的磁化强度和磁导率随烧结体密度的增加而增加,而烧结体的密度取决于烧结温度和合成锰锌铁氧体所用的原料。在烧结过程中,温度过高会使锌氧化物蒸发,从而导致锰锌铁氧体磁导率的下降;烧结温度过低,则固相反应不完全,性能达不到要求。干法工艺简单、配料容易调整,该法的缺点是:原料物性相差很大, 难以混合均匀,所得产品性能不稳定;高温煅烧,能耗高,粉末飞扬严重,生产环境差;必须研磨处理,会引入杂质污染,对原料要求高,生产成本高等。 3. 2 湿法工艺 由于干法工艺所制的锰锌铁氧体材料均匀性差,所以近20年来,人们越来
铁氧体磁环
一。下面的是行业标准 1.1 GB/T9637-88《磁学基本术语和定义》,等同采用IEC50-901,代替等同采用IEC205的SJ/T1258-77《磁性材料与器件术语及定义》。 1.2 JJG1013-89《磁学计量常用名词术语和定义》(试行)为中华人民共和国国家计量检定规程,非等效采用IEC50-901制定的,和GB/T9677-88出自于一个文本,基本上都是一个翻译问题,内容基本一样,只是翻译成的中文表述不同。 1.3 SJ/T103213-91《铁氧体材料牌号与元件型号命名方法》,代替SJ/T1582-80。 本标准规定软磁铁氧体材料用R表示,如R20表示磁导率为20的软磁铁氧体材料。软磁铁氧体材料牌号已被等同采用IEC1332(1995)《软磁铁氧体材料分类》的电子行业标准SJ/T1766-97代替。 1.4 SJ/Z1766-81《软磁铁氧体材料系列及测试方法》 1.5 SJ/T1766-97《软磁铁氧体材料分类》电子行业标准等同采用IEC1332(1995) 1.6 GB/T9634-88《磁性氧化物外形缺陷极限规范的指南》等同采用IEC424(1973)制定 1.7 GB/T9632-88《通信用电感器和变压器磁芯测量方法》本标准等同采用IEC367-1(1982)制定。 1.8 GB/T9635-88《天线棒测量方法》本标准等同采用IEC492(1975)制定。 1.9 SJ/T3175-88《磁性氧化物圆柱形磁芯、管形磁芯及螺纹磁芯的测量方法》本标准等同采用IEC732(1982)制定。 1.10 SJ/T10281-91《磁性零件有效参数的计算》等同采用IEC205(1966)、205AMD (1976)、205AMD2(1981)制定。 1.11 GB/T11439-89《通信用电感器和变压器磁芯第二部分:性能规范起草导则》,等同采用IEC367-2(1974)、367-2AMD1(1983)、367-2A(1976)制定。GB/T11439-89在1995年国家标准消化整理以后,被转化为电子行业标准SJ/T11076-96。 1.12 SJ/T9072.3-97《变压器和电感器磁芯制造厂产品目录中有关铁氧体材料资料的导则》等同采用IEC401(1993,第二版),代替SJ/Z9072-3-87二。以下为搜集整理 2.1前景广阔的软磁铁氧体材料
建筑施工中的常见质量问题及解决措施
建筑施工中的常见质量问题及解决措施 摘要:进行建筑施工,往往会存在许多问题,而这些施工问题又不是一成不变的,是比较复杂的,将这些问题进行系统归纳,把其中的细节的注意事项都凸显出来,使施工技术能够不断增强,将创新的技术不断进行运用,使施工建设能够做得更好。 关键词:建筑施工;质量检验;科学规划 建筑工程的施工过程中,由于管理者及技术人员的疏忽,或者由于技术的落后,导致在进行实际施工过程中,可能会出现更多的问题。只有把握技术的创新发展环节,使员工素质不断进行提升,加强对员工的有效管理,才能使施工质量问题得到有效改善。 建筑施工中常出现的质量问题 技术落后引起的工程质量缺陷 由于施工队伍的技术比较落后,错误的使用施工设备,或者使用不规范,导致在进行基础性建设过程中,对细节性的注意事项认识不足,致使在进行施工时,没有把隐蔽的建筑物进行良好的整合施工,使加固、支撑等事项进行得不顺利,把基础性的建筑施工环节遗漏掉,这样,就在建筑工程的稳固方面缺少有力的技术支持。 同时,由于技术施工的缺憾,将建设施工中的细节问题进行错误的估量,运用错误的施工技术,使建筑工程没有进行良性的施工发展。这样,就导致技术施工流程的不确定性,将技术与施工分离开,没有得到妥善结合,这样的施工流程是颠倒性的,比如,对于先下后上、先外后内的施工流程进行颠倒施工,使顺序颠倒,就会导致建筑上下、内外都没有稳定的支撑。 技术施工人员素质低下导致的质量问题 进行技术的施工,必须依靠人的力量来完成,但是由于技术施工人员在进行施工时,由于处于个人原因,对施工工程偷工减料,导致在进行施工时,容易出现粗制滥造的豆腐渣现象。 由于管理者的疏忽,和施工人员的本身素质的不高,导致他们有私心出现,出现材料及施工设备的偷盗现象,这种现象是屡见不鲜的,其中对于电缆、钢筋、贵重设备的偷盗现象是比较多的,因为有利可图,所以很多人走上了不法道路,使施工过程中更容易出现偷工减料的现象。这样的现象只能造成建筑工程的质量不断亏损,进行施工也是比较麻烦的,如果没有很好的治理,就会使整个工程出
锰锌铁氧体软磁磁芯烧结试验炉的研制
锰锌铁氧体软磁磁芯烧结试验炉的研制 王朋生,侯拥和,侯季淹,宇文静 (长沙矿冶研究院,湖南长沙410012) 摘 要:锰锌铁氧体磁芯烧结试验炉是研究锰锌铁氧体烧结工艺的重要手段。简述了锰锌软磁铁氧体磁芯烧结试验炉的解决方案和设计原理。并依此制作出了样机,制备出性能指标良好的磁芯,为锰锌铁氧体烧结工艺研究提供了科学手段。关键词:锰锌铁氧体;软磁磁芯;烧结炉;研制中图分类号:TF111 文献标识码:A 文章编号:0253-6099(2008)04-0066-03 Devel op m e nt of Experi m ent al Si nteri ng Furnace f orMn Zn Soft Ferrite Core WANG Peng sheng ,HOU Yong he ,HOU Ji yan ,YU W en jing (Chang s ha R esearch Instit u te of M ining and M etallurgy,Chang s ha 410012,H unan,China ) Abst ract :The experi m ental si n teri n g f u rnace forM n Zn ferrite co re is an i m portantm eans to investigate si n teri n g tech n iques forM n Zn ferrite .A brief descripti o n of the design i n g plan and pr i n ci p le of the sinteri n g fur nace w as m ade .Based on the desi g n ,a m odel furnace w as fabricated .The ferrite cores w ith good perfor m ance w ere prepared usi n g t h is f u rnace .It is a scientific tool for the research of si n ter i n g techn iques forM n Zn soft ferrite .K ey w ords :M n Zn ferrite ;so ft ferrite core ;si n ter i n g furnace ;deve l o pm ent 锰锌软磁铁氧体磁芯广泛应用于电子工业和I T 产业。不同电子产品和I T 产品对磁芯磁性能的要求是不相同的,如磁芯的功耗、电感的频宽、磁导率、磁芯的形状和制造精度等。 不同物理性能的锰锌铁氧体磁芯具有不同组份的化学成分和晶粒、晶间结构形状,烧结工艺曲线差异很大,因此,对磁芯配方和烧结工艺曲线的研究是各磁芯生产企业应对复杂多变的市场需求必须进行的工作。长期以来,各磁芯生产企业对产品的原材料配方和烧结工艺曲线的应用多采用资料查询和钢包炉试验的方法来确定。由于试验装置与工业装置设备结构相差很大,所以试验结果很难在工业磁芯烧结窑炉上重现。因此许多磁性生产企业为了满足市场需要,只能使用现有的生产烧结设备作原材料配方和烧结工艺曲线试验。由于摸索一条磁芯烧结曲线或一个原料配方,均最少需进行几十次试验,用工业炉做试验成本太高,一般企业根本承受不起。因此,尽快研制出满足不同用户要求的高性能磁芯产品磁芯烧结试验用炉,具有重要的经济意义。 1 锰锌软磁磁芯试验炉的解决方案 根据上述所提出的问题,很有必要研制一种经济 组合炉型,用少量的原料既能研究出符合各种铁氧体材料的合理配方,又能研究出合适的烧结曲线并能轻松地移植到本系列的产能炉上。这种装置应具备下列功能: 1)必须满足小试和扩试的要求,即在小试炉上可以进行500~1000g /次的条件试验以确定满足工艺要求的材料配方,在扩试炉上可以进行15kg /次的扩大试验,扩大试验成果应能准确地移植到工业烧结炉上(钟罩炉或推板窑)。 2)试验过程应能由计算机全自动控制,以消除人的因素对试验结果的影响,计算机控制系统应具有良好的人机交换和数据处理功能,以提高试验的效率和准确性。 3)温度场和气氛场的控制精度应达到或优于工业生产磁芯烧结炉的控制精度。 4)应具备优良的性能价格比,一般磁芯生产企业能使用得起。 为此作者设计了一拖二烧结软磁锰锌铁氧体磁芯用试验电阻炉,即由1台装载量15kg /炉的可控气氛钟罩炉、一台装载量500~1000g /炉的可控气氛管式炉和一套可分别控制的计算机控制系统组成。 装置的主要设计性能指标为下: 收稿日期:2008 03 17 作者简介:王朋生(1952-),男,湖南益阳人,高级工程师,主要研究方向为冶金、材料、非标设备的研发。 第28卷第4期2008年08月 矿 冶 工 程 M I N I NG AND M ETALL URG I CAL ENG I NEER I NG V o.l 28 4 August 2008
软磁铁氧体现状与发展
软磁铁氧体现状与发展 摘要: 本文讨论分析了软磁铁氧体国内外研究、生产、专用工艺设备、市场现状。详细论讨了高磁导率铁氧体、功率铁氧体、迭层片式电感器用的铁氧体粉料等铁氧体的技术发展动向。 1.前言 软磁铁氧体应用广,用量大的一种磁性材料。1997 年世界产量22 万吨,其中我国产量 5 万吨,预计2000 年世界产量将达到30 万吨,2005 年达到45 万吨,预计今年我国将达到6 万吨,2005 年将超过15 万吨,约占全世界软磁铁氧体总量的1/3 ,占世界第一位。但我国尚存在工艺技术比较低,一些专用工艺设备较落后,造成产品档次不够高等问题,有待进一步解决。 在软磁铁氧体的产量中,高磁导率铁氧体约占20 %,功率铁氧体约占25 %,宽带射频铁氧体,电子镇流器约占15 %,其余的如抗电磁干扰(EMI ),偏转磁芯等约占40 %。 2技术发展方向 2.1 软磁铁氧体制备工艺 从80 年代以来,我国引进国外先进工艺设备和工艺技术,使生产规模和效率有显著提高,一些产品性能在较短的时间内达到国际水平。但生产的自动化程度还跟不上发达国家著名铁氧体公司,他们生产线用“电脑集成制造”(CIM )和“电脑/ 人联合集成”(CHIM ),用电脑控制自动完成制粉、成型、烧结、磨削及包装等工序,使产品合格率达95?99 %。 2.2 高磁导率铁氧体 由于高磁导率铁氧体在数字通讯,光纤通讯及电磁兼容等领域中大量应用,促使其制备工艺逐渐 完善,不断提高性能,国外研制水平卩i为20000?23000,国内外有关生产水平列于表1。值得提及的表1中列出的卩i值国内厂家属于小批量生产性能,大批量生产的卩i值为7000?8000,研 制水平为12000 ?13000 。海宁天通电子有限公司陆明岳开发的产品,1999 年6月通过省级新产
桥梁工程常见质量问题、预防和处理措施
桥梁工程常见质量问题、预防和处理措施 1、桥梁工程常见质量问题、预防和处理措施 (1)桥梁工程常见质量问题 ①钻孔偏斜 A现象 成孔后不垂直,偏差值大于规定的L/100,钢筋笼不能顺利入孔。 B原因分析 钻机未处于水平位置,或施工场地未平整及压实,在钻进过程中发生不均匀沉降。钻杆弯曲,接头松动,致使钻头晃动范围较大。在旧建筑物附近钻孔过程中遇到障碍物、把钻头挤向一侧。土层软硬不均,致使钻头受力不均,或遇到孤石、探头石等。 C预防措施 钻机到位前,应对施工场地进行整平和压实,并把钻机调整到水平状态,在钻进过程中,应经常检查使钻机始终处于水平状态工作。 应使钻机顶部的起重滑轮槽、钻杆的卡盘和护筒桩位的中心在同一垂直线上,并在钻进过程中防治钻机位移或出现过大的摆动。 在旧建筑物附近施工时,应提前做好探测,如探测过程中发现障碍物,应采用冲击钻进行施工。 要经常对钻杆进行检查,对弯曲的钻杆要及时调整或废弃。 使用冲击钻施工时冲程不要过大,尽量采用二次成孔,以保证成孔的垂直度。 D处理措施 当遇到孤石等障碍物时,可采用冲击钻冲击成孔。 当钻孔偏斜超限时,应回填粘土,待沉积密实后再重新钻孔。 ②钻孔过程中发生坍孔 A质量问题 在钻孔过程中或成孔后井壁坍塌。 B原因分析 由于泥浆稠度小,护壁效果差,出现漏水;或护筒埋置较浅,周围封堵不密实而出现漏水;或护筒底部的粘土层厚度不足,护筒底部漏水等原因,造成泥浆水头高度不够,对孔壁压力减少。 泥浆相对密度过小,致使水头对孔壁的压力较小。
在松软砂层中钻孔时进尺过快,泥浆护壁形成较慢、井壁渗水。 钻进时未连续作业,中途停钻时间较长,孔内水头未能保持在孔外水位或地下水位线以上2.0m,降低了水头对孔壁的压力。 操作不当,提升钻头或吊放钢筋笼时碰撞孔壁。 钻孔附近有大型设备作业,或有临时通行便道,在车辆通行时产生振动。 清孔后未及时浇筑混凝土,放置时间过长。 C预防措施 在钻孔附近不要设临时通行便道,禁止有大型设备作业。 在陆地上埋置护筒时,应在底部夯填50cm厚的粘土,在护筒周围也要夯填粘土,并注意夯实,护筒周围要均匀回填,保证护筒稳固和防止地面水的渗入。 水中振动沉入护筒时,应根据地质资料,将护筒沉穿淤泥及透水层,护筒之间的接头要密封好,防止漏水。 应根据地质勘探资料,依据地质情况的不同,选用适宜的泥浆比重、泥浆粘度及不同的钻进速度。如在砂层中钻孔时,应加大泥浆稠度,选用较好的造浆材料,提高泥浆的粘度以加强护壁,并适当降低进尺速度。 当汛期或潮汐地区水位变化较大时,应采取升高护筒、增加水头或用虹吸管等措施保证水头压力相对稳定。 钻孔时要连续作业,无特殊情况中途不得停钻。 提升钻头、下放钢筋笼时应保持垂直,尽量不要碰撞孔壁。 若浇筑准备工作不充分,暂时不要进行清孔,清孔合格后要及时浇筑混凝土。 供水时不得将水管直接冲射孔壁,孔口附近不得积聚地表水。 D处理措施 如有轻微塌孔时,可采用增大泥浆比重,提高泥浆水位的措施,保证水头压力。 塌孔部位不深时,可改用深埋护筒,将护筒周围回填、夯实,重新钻孔。 如发生严重塌孔,应马上退出钻机、重新用粘土回填,待回填土密实后再重新钻孔。 ③孔底沉渣厚度超标 A质量问题 泥渣回淤深度过大,致使灌注混凝土无法全部顶起淤泥,降低桩基承载力,工后沉降超限。
软磁铁氧体材料基本类别及主要应用Featuresand
软磁铁氧体材料基本类别及主要应用(Features and applicat ion of Soft magnet) 软磁铁氧体按成份一般分为MnZn、NiZn系尖晶石和平面型两大类。前者主要用于低、中频(MnZn)和高频(NiZn),后者可用于特高频范围;从应用角度又可分高磁导率μi、高饱和磁通密度Bs、高电阻率及高频大功率(又称功率铁氧体)等几大类。由于软磁铁氧体在高频作用下具有高导磁率、高电阻率、低损耗等特点,同时还具有陶瓷的耐磨性,因而被广泛用于工业和民用等领域。工业产品主要用于计算机、通信、电磁兼容等用开关电源、滤波器和宽带变压器等方面;民用产品主要用于电视机、收录机等电子束偏转线圈、回扫变压器、中周变压器、电感器及轭流圈部分等。 一:国内外研发现状: 在软磁铁氧体磁性材料中一般以μi>5000的材料称为高磁导率,该材料近年来产量不断递增,尤其是随着当今数字技术和光纤通信的高速发展,以及市场对电感器、滤波器、轭流圈、宽带和脉冲变压器的需求大量增加,它们所使用的磁性材料都要求μi>10000以上,从而可使磁芯体积缩小很多,以适应元器件向小型化、轻量化发展要求。另外为满足使用需求,这类高磁导率小磁芯表面必须很好,平滑圆整,没有毛刺,且表面上须涂覆一层均匀、致密、绝缘、美观的有机涂层,针对这一技术难点,高磁导率软磁铁氧体产业需求中迫切希望再提高该功能材料的磁导率(μi>10000)。 上世纪90年代后,一些国外知名公司如日本TDK、TOKIN、HITACHI、IROX-NKK、FDK、KAWATETSU等、德国SIEMENS、荷兰Philips、美国SPANG磁性分公司等相继研发出新一代超高磁导率H5D(?i=15000)、H5E(?i=18000)铁氧体材料。日本TDK公司是全球磁性材料最富盛名的领头羊企业,他们在早期生产的H5C2(?i=10000)基础上,又先后开发了H5C3(?i=12000)、H5D(?i=15000)和H5E(?i=18000)等系列高?软磁铁氧体材料;90年代末已试验成功?i=20000的超高磁导率Mn-Zn铁氧体材料。TOKIN公司已向市场推出了12000H(?i=12000)、15000H(?i=15000)和18000H(?i=18000)的铁氧体材料。德国西门子、荷兰飞利浦、美国SPANG公司分别开发的高磁导率软磁铁氧体T42、T46、T56、3E6、3E7和MAT-W、MAT-H材料,其中T46:?i=15000、3E7:?i=15000、MA T-H:?i=15000,2000年西门子和飞利浦公司研制的T56、3E9材料最高磁导率已超过?i=18000。 虽然,我国软磁铁氧体工业发展较快,现有的生产厂家通过技术改造和工艺改进已取得不少成果,产品质量和产量得到明显提高,但目前国内只能大量生产?i=5000-7000的低档铁氧体材料,在高磁导率锰锌铁氧体材料研发生产上,国内与国外的水平与距离相差甚远,且大多数企业生产规模还太小,年产量普遍在1000吨以下,μi>10000的材料生产厂家更是屈指可数,而初具规模的国外公司一般年产软磁铁氧体在3000吨以上,TDK、FDK等公司年产量更是高达20000吨以上。依据我国磁性行业协会的统计,1999年我国生产μi=8000-10000材料的产量很少,但2000年后生产这类中低档软磁铁氧体材料却有较大改观。上海、浙江、
最新当前质量管理存在问题和改进措施
当前质量管理存在问题和改进措施 . 产品质量管理中存在的问题及改进措施 产品质量和交货期是影响企业声誉的关键因素:它们制约着企业的发展。从产品质量的角度来看,影响其水平的无非是“人、机器、材料、方法、环”。以下是对公司在这五个方面的问题和解决方案的分析。 首先是人的因素,它在五大因素中排名第一。 人是最难管理的。他受到许多因素的影响,如知识:技能、经验、性格、情感等。公司在人事管理上可能不同程度地存在以下问题:第一,人员职责不明确、分工不细,许多工作似乎是由某人管理、但实际上不是由任何人管理。例如,如果现在实施过程管理,团队领导的职责是什么,熔化、的浇注人员的职责是什么,谁将负责冷铁、浇注冒口,谁将负责不合适的浇注冒口,以及谁将协调和解决问题。二是质量相关人员没有意识到自己的责任,质量工作是被动处理的,抓不到重点。例如,当前质量问题的焦点是什么以及如何解决它、谁将组织解决方案。我认为当前的用火问题是一个关键。对于哈斯产品,尺寸、罐膨胀的问题也是一个关键点。这些问题的解决可能涉及许多因素,例如不规则砂箱、无法锁定砂箱、砂箱中的铁不足、浇注人员更换砂箱中的铁等。然而,这个问题涉及到大多数产品,从长远来看将会产生大量的废品。因此,有必要组织相关人员讨论解决方案。对于单个铸件的孔隙率、砂眼,也需要分析和解决,但这不是关键。第三,
操作者缺乏技能和经验,随意操作,不服从管理。例如,清理堆箱前的模型,尽管多次要求,但仍有许多模型在被提起后在箱顶上有许多浮沙,然后箱被放回原位。提箱后需要将箱口朝上放置,但为了省事,提箱后仍有很多箱口朝下放置,造成砂型裤子去除、变形。 其次,还有设备问题,这是质量管理中的一个重要因素。 频繁的设备故障影响生产和质量。目前公司设备存在的问题首先是小车问题和树脂砂混砂机:天车、炉、钢包等。,它们都适合干燥相对较大的产品,但不适合干燥较小的产品。然而,由于市场原因,这个问题相对来说很难解决。其次,许多设备年久失修,由于疾病无法正常工作。例如,再生设备、除尘设备等。一些新安装或翻新的设备缺乏日常维护,设备的许多功能现在不可用,如速度档、树脂调整、手动自动转换等。第三,一些关键生产设备不能定期维护,易损件不能更换,如混砂机的搅拌刀和搅拌笼。所有这些都会影响产品质量。 材料也是影响质量的关键因素 目前需要考虑的是如何保证原材料的质量稳定,防止因市场和资金原因造成的材料质量波动。这在其他工厂开创了先例。几年前,在一家铸造厂,增碳剂的质量问题导致出口铸件批量报废(高硬度)。这个教训非常深刻。 方法和手段也是质量管理的一个重要因素 工艺是影响铸件质量的一个重要因素。一个好的工艺不仅能保证稳定的质量,而且能提高产品的产量和效益。目前,公司在这方面的问题主要是一些没有工艺文件的老产品。有人认为质量问题是操作问