皮带复卷机-4复卷参数(译)

1.OPERATING INSTRUCTIONS操作说明
4WINDING PARAMETERS复卷参数
4.1Roll quality纸卷质量
The rolls made with a winder or a rewinder must withstand package handling, storage, transportation and other extended handling. In addition, printing paper rolls require good runability in the printing machine.
复卷或者再复卷出的纸卷都必须经过打包处理,贮存,运输和其它延伸出来的处理。此外,印刷用纸卷要求要有很好的运行能力在印刷机上。
A good roll which meets the previously mentioned requirements is such, that its tightness, from the core to the surface, is even and preferably decreases evenly. All sharp changes in tightness and hardness negatively affect the characteristics of the roll. Furthermore, a good roll has straight ends, the core is as wide as the roll and in the middle of the roll.
一个好的纸卷要满足前面提到的要求那样,它的紧度,从纸芯到表面,平坦最好是均匀地缩短,在紧度和硬度上所有的突然变化都会对纸卷的规格参数造成不良影响。此外,一个好的纸卷端面要笔直,纸芯的宽度和纸卷一致并在纸卷的中间。
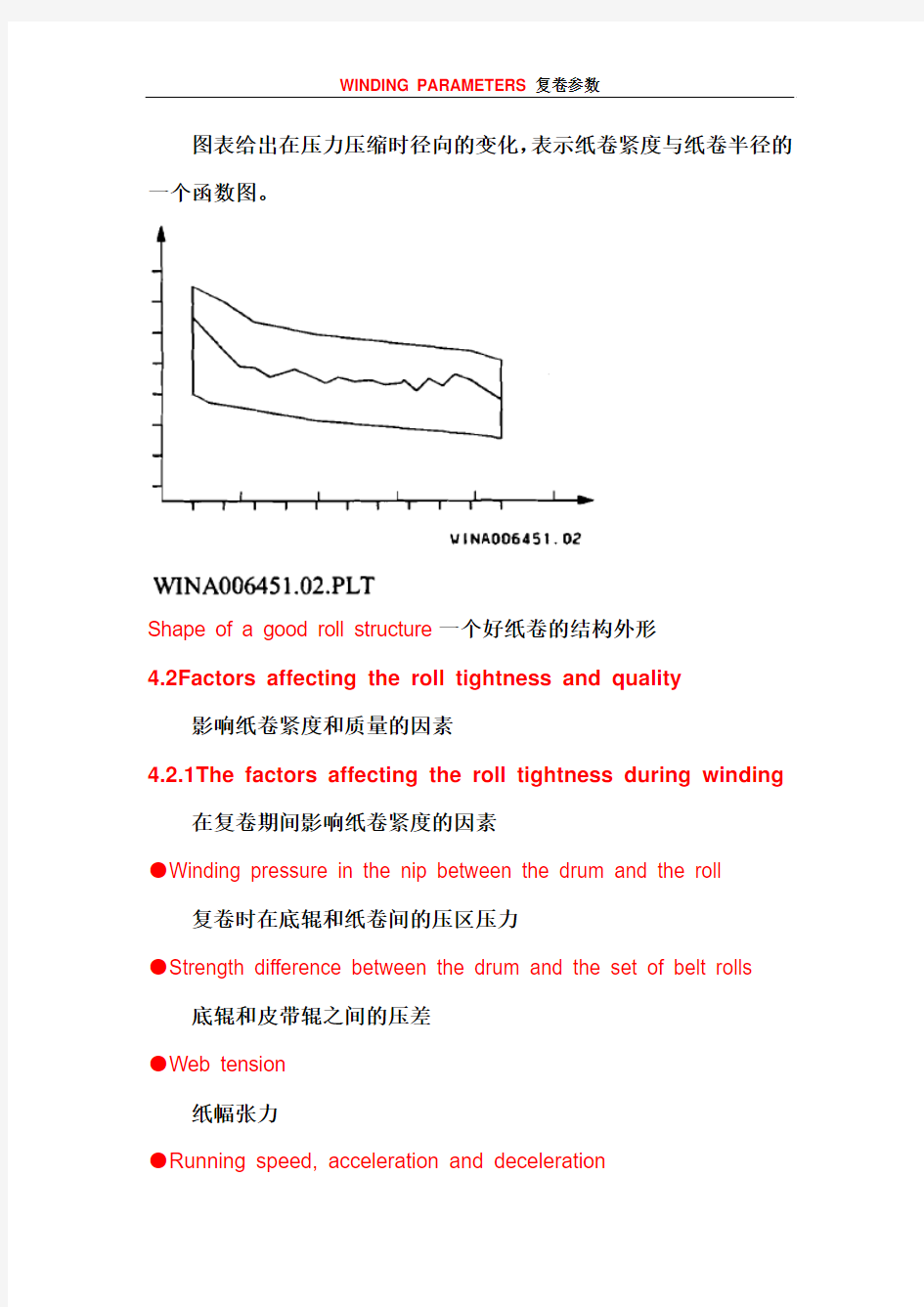
The figure shows the change in the radial compression pressure, representing the roll tightness as a function of the roll radius.
图表给出在压力压缩时径向的变化,表示纸卷紧度与纸卷半径的一个函数图。
Shape of a good roll structure一个好纸卷的结构外形
4.2Factors affecting the roll tightness and quality
影响纸卷紧度和质量的因素
4.2.1The factors affecting the roll tightness during winding
在复卷期间影响纸卷紧度的因素
●Winding pressure in the nip between the drum and the roll
复卷时在底辊和纸卷间的压区压力
●Strength difference between the drum and the set of belt rolls
底辊和皮带辊之间的压差
●Web tension
纸幅张力
●Running speed, acceleration and deceleration
运行速度,加速和减速
4.2.2Factors independent of the winder
复卷机以外的因素
●Core characteristics
纸芯品质
●Paper characteristics
纸质
●Transport and storage
运输和贮存
●Influencing factors in extended handling
延伸出来的处理中的影响因素
4.3Rider roll relief
压纸辊减压
Winding pressure is controlled by adjusting the loading of the rider roll as the roll diameter increases.
复卷压力控制由压纸辊根据纸卷的直径增加来调节加载
The rider roll is used in the initial stages of winding to give extra load to the rolls. In the later stages of winding, the rider roll load is relieved. In the final stages, the rider roll keeps the rolls in place.
压纸辊被用于复卷初期给纸卷以额外的负荷,在复卷的后期,压纸辊负载被解除,在末期,压纸辊保持纸卷在合适的位置。
Rider roll relief is logically controlled and the rider roll load changes
along the programmed curve when the roll diameter increases. The rider roll beam is equipped with load cells which measure the load between the rider roll and the rolls. On the basis of these measurements, the cylinder pressure of the rider roll is controlled so the load of the rider roll is in accordance with the selected program.
压纸辊减压是逻辑控制的并且当纸卷直径增加时压纸辊负载变化是按着编程曲线的,压纸辊的横梁上安装有能够测量压纸辊和纸卷之间负载的测压元件,在这些测量基础上,控制压纸辊汽缸压力使得压纸辊上的负载与选择的程序一致。
The pressure relief program for the rider roll must be selected in accordance with the paper quality and the final diameter of the set.
压纸辊的减压程序的选择一定要与纸的质量和设置的最终直径一致。
If there are large variations in the cross directional thickness profile of the paper, and an excessive rider roll load causes creasing on the rolls, or the winder has continuous breaks, it is necessary to use a lighter rider roll program.
如果在相交方向上纸的侧面厚度存在大的变化,并且过分的压纸辊负载在纸卷上引起折痕,或者复卷机连续断纸,这时有必要使用一个轻一些的压纸辊程序。
The curve shows the dependence of the cylinder pressure on the roll diameter.
这个曲线表示汽缸压力与纸卷直径的关系。
4.4Tension in the set of belts
皮带张力
After the roll diameter reaches approx. 530mm (20.9 in), a portion of the roll weight will start to transfer evenly onto the belt support. Changing the belt tension influences the extent of the support strength. Belt tension is controlled by adjusting the pressure in the hydraulic cylinders which push the belt rolls apart.
在纸卷直径大约达到530mm (20.9 in)以后,部分纸卷的重量开始均匀地转移到皮带支撑上,变化的皮带张力会影响支撑力的限度,皮带张力由推开皮带辊的液压缸调节压力来控制。
Tension in the set of belts皮带张力
The rear drum nip load can be maintained at a required value with the belt tension because increasing the belt tension will press the roll against the rear drum.
后底辊的压区负荷通过皮带张力能够被保持在一个需要的值上,因为增加皮带张力会使纸卷紧压向后底辊。
The belt tension has a reverse effect on the belt roll nip load, i.e. if the belt is tightened, the nip load decreases and vice versa.
皮带张力可以取消在皮带辊上的压区负荷影响,即,如果皮带张紧,压区负荷会减小,反之亦然。
When the belts start to support the roll, the nip loads are mainly
determined on the basis of the roll mass and the supporting
strength of the belt. The basis weight of the paper must be fed in correctly, so that the supporting strength of the belt has an appropriate value.
当皮带开始支撑纸卷时,压区负荷主要决定在纸卷基础的重量和皮带的支撑力上,纸的基础重量必须正确的输入,以便皮带的支撑力有一个适当的值。
Operating principle工作原理
4.5Web tension纸幅张力
Web tension is measured with load cells located in the slitting section. Tension is maintained with a brake generator. Tension adjustment is automatic, meaning the web tension remains at a set value during the run.
纸幅张力由在切纸单元的测压元件测量,张力与一个刹车发生器保持联锁,张力调节是自动的,意思是在复卷期间纸幅张力停留在一个设定值。
The correct level of web tension is determined by the strength and
other characteristics of the paper. The web must be kept so tight that the tension straightens the possible bags and prevents the rolls from crossing.
一个正确的纸幅张力由纸的强度和其它品质而定的,纸幅必须被保持拉紧以便把可能松弛的拉直和防止纸卷交差。
NOTE: Usually the web tension control is activated only when sufficient crawling or running speed has been reached.
注意:通常只有当达到爬行或者运行速度时纸幅张力被触发。
4.6Winding force复卷力
4.6.1General总体的
Winding force is a force comparable to the web tension by which the web is tightened during windup after the first winding nip. The winding force is effected with the torque of the front winding drum. The winding force also describes the first drum's share of the total drawing force for the windup, which is of equal size with web tension.
复卷力是一个力相当于在复卷期间第一个复卷压区后使纸张紧的纸幅张力,复卷力受到前复卷底辊的转矩的影响,复卷力也描绘出第一个底辊复卷的总牵引力的分配,这和纸幅张力一样大小。Previously, the winding force was a result of the adjustment of the torque difference or ratio. The size was estimated by means of the drums' torque ratio. When the diameters and the inertias of the
drums were of different sizes, it was difficult to estimate the amount of the winding force from the torques of the drums or from the torque difference without calculations.
以前,复卷力是调节转矩差或比率的一个效果,大小是通过底辊转矩比估计出来的。当底辊的直径和惯性有大小差别时,要通过底辊的转矩或者在没有计算时通过转矩差来估计复卷力的数是很困难的。Currently, the required winding force is determined in the control system. The electric drive generates the required front drum torque. The torque of the speed regulated rear drum will set so that the force balance remains constant between unwinding and wind-up.
目前,要求要确定复卷力在控制系统中,电力传动产生出所需要的前底辊转矩,速度调节的后底辊产生的转矩将固定不变以便于在退纸和复卷间的力保持不变。
Winding tightness is partly controlled by the winding force. Increasing the winding force increases tightness and decreasing the winding force decreases the tightness. During acceleration, an additional winding force is available that compensates the roll slackening effect caused by the acceleration. Decreasing the winding force during deceleration, decreases the roll tightening effect caused by braking.
复卷紧度是复卷力控制的一部分,增加复卷力增加紧度同样减小复卷力减小紧度。在加速期间,一个额外的复卷力可以补偿由于加速
而引起的纸卷松弛,减小复卷力在减速期间,减小由于刹车而引起的纸卷紧密。
4.6.2Amount of winding force复卷力的数
Winding force is set so that the desired effect, which tightens the roll, is achieved and slipping is not generated between the rolls and the drums. The friction force between the paper roll and the support belt limits the technical range of use for the winding force. The friction force is dependent on the friction coefficient between the paper, the support belts and the nip load. In addition to the above, the size of the wrap angle and web tension act on the rear drum.
复卷力被设置以便于得到需要的效果,就是要达到纸卷收紧并且在纸卷和底辊间不会产生打滑现象。在纸卷和工艺技术范围限制内的支撑皮带之间的摩擦力用于复卷力,摩擦力由在纸,支撑皮带和压区负载间的摩擦系数决定的,除上述内容外,包角的大小和作用在后底辊的纸幅张力。
Winding tightness that occurs on the front drum determines the upper limit for the winding force. The lower limit is determined by the slipping that occurs on the rear drum or bagging of the paper. When the web tension changes drastically, use speed difference measuring to ensure no slipping occurs between the drums.
复卷紧度发生在前底辊决定的复卷力上限,下限由发生在后底辊
的打滑或者是纸的松弛决定的,当纸幅张力变化较大时,使用测量的速度差来确保在低辊间不会打滑。
F-Winding force F-复卷力T-Web tension T-纸幅张力
A wider winding force range may be used on WinBelt winders due to the larger friction surface of the belt rolls. The winding force of the WinBelt winder is typically larger than the web tension. This often results in the rear drum serving as a generator even during running. Because the nip load level of the WinBelt winder is lower than that of the two-drum winder, the winding force can be utilized more effectively to produce desired roll tightness.
WinBelt复卷机可使用一个较大的复卷力范围来适应于皮带辊表面很大的摩擦,WinBelt复卷机是典型的复卷力大于纸幅张力,这通常会导致在运行期间后底辊充当平衡发生器。由于WinBelt复卷机的压区负荷强度要比两辊式复卷机低些,复卷力能够被更有效的使
用去生产出需要的纸卷紧度。
4.7Running speed运行速度
Select a running speed that is suitable for the current conditions. If intense vibration occurs during winding, the running speed must be slowed immediately.
要根据现有的条件来选择合适的运行速度,如果在复卷过程中发生强烈的振动,运行速度要马上降低。
We recommend that the winder is accelerated up to the desired running speed with a single acceleration procedure and not in phases. Continuous changes in the running speed should be avoided.
我们建议复卷机加速到需要的运行速度以一个独立的加速步骤而不是一个阶段,应该避免连续改变运行速度。
皮带机技术方案
窑街煤电集团有限责任公司 带式输送机技术方案 (机械部分) 概要:本说明书包括总体方案论述、主要参数选取和计算结果说明、选型配置明细表、主要零部件结构和特性说明、工艺和质量保证措施介绍、产品质量承诺等。 一、总则 1、我们所提供的设备将严格按照招标文件的要求进行选型设 计、加工制作,整机质量符合国家及行业相关标准。 2、我们提供的设备符合国家有关安全生产、环境保护等方面的 有关法律、法规. 3、我们所提供设备的自制件、配套件及加工用材料均严格按 ISO9001质量控制程序进行检查验收。 4、我们提供和所选用的各类部件和配套件均是经过国内外多家 用户现场实际运行和检验过的可靠产品,不带有任何试验性质。 5、我们完全响应《招标文件》中提出的各项技术要求。 6、我们随时为您提供必要的服务。 7、我们的产品执行如下(但不限于此)标准: GB10595 《带式输送机技术条件》 GB17119 《带式输送机运行功率和张力的计算》 MT820 《煤矿井下用带式输送机技术条件》 MT821 《煤矿用带式输送机托辊技术条件》
MT/T467 《煤矿用带式输送机设计计算》 GB14784 《带式输送机安全规范》 GB53447 《带式输送机产品质量分等》 GB987 《带式输送机基本参数与尺寸》 GB988 《带式输送机滚筒基本参数与尺寸》 GB990 《带式输送机托辊基本参数与尺寸》 GB/T13792 《带式输送机托辊用电焊钢管》 MT73 《煤矿用带式输送机托辊尺寸系列》 MT400 《煤矿用带式输送机滚筒尺寸系列》 MT/T529 《煤矿用伸缩式输送机参数》 MT/T653 《煤矿用带式输送机托辊组布置的主要尺寸》 JB8 《产品标牌》 JB2647 《带式输送机包装技术条件》 GB11345 《钢焊缝手工超声波探伤方法和分级》 MT571.1 《煤矿用带式输送机电控系统》 MTT872 《煤矿用带式输送机保护装置技术条件》 MT147 《煤矿用阻燃钢丝绳芯输送带技术条件》 二、总体要求 1. 环境条件 符合招标文件要求. 2。供货范围 供货范围包括:设备本体、质保期内备品备件和检修工具、随
皮带机保护装置安装要求及标准
皮带机保护装置安装要求及标准 一、带式输送机需安装的保护 1.驱动滚筒防滑保护 2.堆煤保护 3.防跑偏装置 4.温度保护 5.烟雾保护 6.超温自动洒水装置 7.带式输送机巷道内应安设沿线紧停保护装置 8.在主要运输巷道内安设的带式输送机还应装设: (1)输送带张紧力下降保护装置和防撕裂保护装置; (2)在机头和机尾防止人员与驱动滚筒或导向滚筒相接触的防护栏; (3)倾斜井巷中使用的带式输送机,上运时必须同时装设防逆转装置和制动装置;下运时必须装设制动装置。 二、各种保护的作用与安装位置: 1.防滑保护装置 防滑保护装置的作用是当驱动滚筒与输送带打滑摩擦时,使带式输送机自动停机。 磁铁式:防滑保护装置应将磁铁安装在从动滚筒的侧面,速度传感器要安装在与磁铁相对应的支架上,当皮带机滚筒转速低于设定值并保持5秒钟时,皮带机将自动断电停机。 滚轮式防滑保护:传感器安装在下胶带上面或者上胶带下面 2.堆煤保护装置 堆煤保护装置的作用是当皮带输送机机头发生堆煤时,使带式输送机自动停机。 堆煤保护装置安装一般分两种情况: 一种是安装在煤仓上口,堆煤保护传感器的安装高度,应在低于机头下胶带200mm水平以下,其平面位置应在煤仓口范围之内,当煤堆积触及到堆煤保护探头时,保护器将自动停机报警。 另一种是安装在两部带式输送机搭接处,在两部皮带机搭接处堆煤保护传感器的安装高度,应在后部输送机机头滚筒轴线水平以下,其平面位置应在前部胶带机的煤流方向,且距离应在前部胶带机机架侧向
200-300mm,当堆煤触及到堆煤保护探头时,保护器将自动停机报警。 3.防跑偏保护装置 防跑偏保护装置的作用是,在输送带发生跑偏时,使输送带自动纠偏;在严重跑偏时,使输送机自动停机。 (1)在用带式输送机在机头和机尾均安装一组跑偏保护传感器,当胶带运输机的胶带发生跑偏时,胶带推动臂式滚动导杆,当偏离夹角大于200(允许误差±30)时,跑偏开关动作,保护器主机开始报警,但不造成停机;保护器主机经过5-10s延时后,如胶带仍处于跑偏状态,保护器主机将自动切断电源,实现跑偏保护。 (2)在用的主要带式输送机,中间部分安装自动纠偏装置,当胶带出现跑偏时,自动纠偏装置发生偏转,使胶带自动复位;综掘用带式输送机安装防跑偏抗轮,以阻碍皮带跑偏。 防跑偏装置应安装在距离槽形托辊外沿50-100mm范围内,上胶带每50m安装一组,下胶带每100m安装一组。 4.温度保护、烟雾保护和自动洒水装置 温度保护、烟雾保护和自动洒水装置的作用是当输送带在驱动滚筒上打滑,使输送带与驱动滚筒摩擦,温度升高并产生烟雾时,监测温度、烟雾保护装置,发出声光信号,实现自动停机。 (1)温度保护装置传感器温度整定值为500C,当温度高于整定值±30C时,保护器自动停机保护。 安装在皮带机的主动滚筒附近,温度探头应安设在皮带机的主动滚筒和皮带接触面的5-10mm处,并配接电磁阀以及供水管路。 (2)烟雾保护装置是当带式输送机周围有烟雾生成,并达到一定浓度时,保护器自动发出声光报警,并自动停机。 悬挂于皮带涨紧段,距上皮带上方0.6~0.8m,同时在风流下行方向距驱动滚筒5m内的下风口处。 (3)自动洒水装置应安装在输送机驱动装置两侧,洒水时能起到对驱动胶带和驱动滚筒同时灭火降温的效果,其水源的阀门应是常开。 (4)易熔棒应安装在驱动滚筒与胶带分离处,且在距离滚筒表面
皮带机 滚筒 参数对照表
皮带机滚筒参数对照表 2011-01-10 13:08:48| 分类:行业标准 | 标签:输送带滚筒机架清扫安装|字号订阅目录 1.用途、特点、使用范围 1 2.主要参数 1 3.整机的典型布置 2 4.部件概述 3 4.1输送带 3 4.2驱动装置 5 4.3滚筒8 4.4托辊9 4.5拉紧装置 14 4.6机架15 4.7头部漏斗16 4.8导料槽17 4.9清扫器 17 4.10卸料器18 4.11电气及安全保护装置18 5.安装、调试与试运转20 6.操作规程与维护、保养32 7.润滑 34 8.胀套的调整35 9.随机携带文件35 附件1:滚柱逆止器用弹簧参数36 附件2:滚筒用胀套参数37
1.6 本系列产品能满足水平、提升、下运等条件。也可采用带凸弧段,凹弧段与直线段组合的输送形式。 2. 主要参数(常用规格设计范围) 2.1 带宽500、650、800、1000、1200、1400mm. 2.2 带强: 棉帆布带56N/mm.层;尼龙,聚酯帆布带100-300N/mm.层;钢绳芯带st 630~st2000N/mm。 2.3 带速:0.8、10、1.25、1.6、2.0、2.5、 3.15、 4.0、 5.0m/s。 2.4 最大输送能力,见表2 表2 带速V 带宽B与输送能力IV的匹配关系 注:1.输送能力IV值系按水平运输,动堆积角Q为20°,拓辊槽角3 为35°时计算的。 2.表中带速(4.5)(5.6)m/s为非标准值,一般不推荐选用。 3.已完成设计。 3.整机的典型布置。 3.1. OtⅡ型带式输送机的典型布置见图1。 3.2 带式输送机的整机由以下主要部件组成:输送带、驱动装置、滚筒,托辊,拉紧装置,机架,漏斗,导料槽,清扫器,卸料器等。见图2。 部件分类代码见表3。 4. 部件概述 4.1 输送带:是拽引和承载物料的主要构件。DTⅡ型系列采用普通型橡胶 或其它材质的输送带。选用时可根据张力大小采用棉帆布带,聚脂帆布带, 尼龙帆布带有及钢绳芯输送带。输送机其它部件设计满足各种帆布带和钢 绳芯输送带st 630~st 2000N/mm强度的要求。 4.1.1 输送带的联接:一般应采用硫化连接。接头方式及接头长度应由输送 带生产厂提供。 1.头部漏斗 2.机架 3. 头部清扫器 4. 传动滚筒 5. 安全保护装置 6. 输送带 7.承载托辊8.缓冲托辊9.导料槽10. 改向滚筒11. 螺旋拉紧装置12 尾架 13.空段清扫器14. 回程托辊15. 中间架16. 电动机17. 液力偶合器
皮带机检修安全技术措施标准范本
解决方案编号:LX-FS-A32431 皮带机检修安全技术措施标准范本 In the daily work environment, plan the important work to be done in the future, and require the personnel to jointly abide by the corresponding procedures and code of conduct, so that the overall behavior or activity reaches the specified standard 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
皮带机检修安全技术措施标准范本 使用说明:本解决方案资料适用于日常工作环境中对未来要做的重要工作进行具有统筹性,导向性的规划,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 为了能保证皮带的正常运行,不延误生产,更好的检修与保养皮带,特制订此措施。 一、一般要求 1、皮带机检修人员必须熟知自己的职责范围,熟练掌握所维修皮带机的技术性能、结构原理、操作方法、检修工艺和完好标准,并了解作业环境及相关设备的配合关系。 2、需要开停皮带时,必须向调度汇报。 3、皮带机检修人员上岗前必须佩戴好劳动防护用品。 4、作业前,检修作业负责人必须到达作业现
皮带输送机技术参数明细表
矿 用 带 式 输 送 机 汇总
Content目录 产品介绍 DTS、DTL通用固定带式输送机----------------------------------3 DT(II)A型固定带式输送机-----------------------------------------5 TD75型带式输送机--------------------------------------------------6 DSJ系列可伸缩带式输送机----------------------------------------7 SJ-80 DSP-1010/650型可伸缩带式输送机--------------------9 DX系列钢绳芯带式输送机----------------------------------------10 带式输送机托辊专用钢管 --------------------------11带式输送机托辊组装图----------------------------- 12带式输送机托辊规格一览表------------------------- 13
DTS、DTL通用固定带式输送机 使用范围及特点: 用于煤矿井下集中运输巷,主斜井提升,露天煤矿及地面系统的运输。可水平、倾斜及有凹凸弧线的运输,上运倾角可达25°,下运倾角可达18°.可由单机或多机组运输系统输送物料。产品采用《煤矿井下用带式输送机技术条件》MT820-1999标准执行。 技术参数:
DTL100系列带式输送机除了以上产品,还包括: DTL100/63/2*132、DTL100/63/2*110、DTL100/63/2*90 、DTL100/63/2*75、DTL100/63/2*55 、DTL100/63/160、DTL100/63/132 、DTL100/63/110、DTL100/63/90 、DTL100/63/75、DTL100/63/55、 DTL80系列带式输送机包括: DTL80/40/2*132、DTL80/40/2*110、DTL80/40/2*90、DTL80/40/2*75、DTL80/40/2*55、DTL80/40/160、DTL80/40/132、DTL80/40/110、DTL80/40/90、DTL80/40/75、DTL80/40/55、DTL80/40/30、DTL65系列带式输送机包括: DTL65/30/75、DTL65/30/55、DTL65/30/37、DTL65/25/30、DTL65/25/22、DTL65/20/18.5、DTL65/20/15、
皮带机转载机完好标准
带式输送机完好标准 一、紧固件完好标准 1、螺纹连接件和锁紧件必须齐全,牢固可靠。螺栓头部和螺母不得有铲伤或棱角严重变形。 2、螺栓不得弯曲,螺纹损伤不得超过螺纹工作高度的一半,且连续不得超过一周;螺孔乱扣、秃扣时,在不影响机体强度的前提下,允许扩孔,增大螺栓直径。 3、螺母必须拧紧。螺栓的螺纹应露出螺母13个螺距,不得在螺母下加多余的垫圈来减少螺栓露出长度。 4、螺纹表面必须光洁,不得用粗制螺纹代替精制螺纹。 5、同一部位的紧固件规格必须一致,主要连接部位或受冲击载荷容易松动部位的螺母,必须使用防松螺母或其它防松装置。 6、使用花螺母时,开口销必须符合要求。螺母止动垫圈的包角应稳固,铁丝锁紧螺母时,其拉紧方向应和螺纹旋力方向一致,接头应向里弯曲。 7、弹簧垫圈应有足够的弹性(自由状态开口重叠部分不得大于垫圈厚度的一半)。 8、螺栓头部或螺母必须和相接触的部件紧贴。如该处是斜面时,应加相同斜度的斜垫。 9、键不得松动,键和键槽之间不得加垫。 二、减速器完好标准 1、箱体无裂纹或变形,接合面配合紧密不漏油。 2、运转平稳,无异响。 3、油脂清洁,油量合适,润滑油面超过大齿轮直径的1/3。轴承润滑占油腔2/3。 4、在工作250h后应更换新油,以后每隔36个月彻底清洗换油,当出现下列情况时,也必须及时换油。 三、保护器完好标准 1、驱动滚筒防滑保护、堆煤保护、防跑偏装置齐全可靠。 2、温度保护、烟雾保护和自动洒水装置应齐全,灵敏可靠。 3、钢丝绳芯带式输送机沿线停车装置每100m安装一个,且灵敏可靠。 4、主要运输巷输送带张力下降保护和防撕裂保护装置灵敏可靠。 5、机头、机尾传动部件防护栏(罩)应齐全可靠。 四、输送带完好标准 1、井下必须使用阻燃输送带。输送带无破裂,横向裂口不得超过带宽的5%,保护层脱皮不得超过0.3m2,中间纤维层损坏宽度不得超过5%。 2、钢丝绳芯输送带不得有边部波浪,不得有钢丝外漏,面胶脱层总面积每100m2内不超过1600cm2。 3、输送带接头的接缝应平直,接头前后10 m长度上的直线允差值不大于20 mm,输送带接头牢固平整,接头总破损量之和不得超过带宽的5%。 4、钢丝绳芯输送带硫化接头平整,接头无裂口,无鼓泡,无碎边,不得有钢丝外露。输送带硫化接头的强度不低于原输送带强度的85%。 五、滚筒、托辊完好标准 1、各滚筒表面无开焊、无裂纹、无明显凹陷。滚筒端盖螺栓齐全,弹簧垫圈压平紧固,使用涨套紧固滚筒轴的螺栓,必须使用定力矩扳手,紧固力矩必须达到设计要求。 2、包胶滚筒的胶层应与滚筒表面紧密贴合,不得有脱层和裂口。井下使用时,包胶滚筒胶料的阻燃性和抗静电性必须符合MT914-2002的规定。 3、驱动滚筒的直径应一致,其直径差不得大于1mm,滚筒胶层磨损不得露出滚筒皮钢面。 4、托辊齐全,运转灵活,无卡阻、无异响。逆止托辊能可靠工作。 5、井下使用缓冲托辊时,缓冲托辊表面胶层应为阻燃、抗静电材料。胶层磨损量不得超过原凸起高度的1/2。使用缓冲床时,缓冲床的材料必须为阻燃、抗静电材料,缓冲床上的耐磨材料磨损剩余量不得低于原厚度的1/4。 机头、机尾都必须装设清扫器,清扫器调节装置完整无损。
皮带机标准中英文(摘录) JTJ280-2002
皮带机安装技术标准(摘录) JTJ280-2002 standard of conveyor installation (abstract) JTJ280-2002
表5.10.7-1漏斗、溜槽和导料槽安装的允许偏差available deviation for installation
表(form)5.10.7-2落料筒、漏斗和导料槽安装的允许偏差available deviation for θ<60。After winched tighten device been installed, angle deviation between tighten-steel-cable and cable slot less than 60 . 表(form)5.10.8-1张紧架垂直立柱安装的允许偏差available deviation for column 表(form)5.10.8-2垂直张紧装置导轨安装的允许偏差available deviation for rail installation
content). 5.10.8.5张紧小车的轮子踏面应与轨道面接触,其中仅一个轮子踏面可与轨道面有间隙,但间隙δ<2mm。all wheels of tighten vehicle should touch rails. Max 2mm interspace for one wheel(if only) untouched the rail. 表(form)5.10.9张紧滚筒或张紧小车上下或前后行程比travel ratio for tighten rotary drum or tighten vehicle more than 200mm)。 5.10.12.3双驱动滚筒两滚筒轴线的平行度偏差δ<0.4mm。parallel degree between 2 axle of double-drive rotary drum less than 0.4mm. 5.10.13.3托辊组和压辊组的横向中心线与输送机纵向中心线的偏差S<3mm。difference between roller’s transverse axle and conveyor’s longitudinal axle less than 3mm.
皮带机安装安全技术措施(最新版)
( 安全技术 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 皮带机安装安全技术措施(最新 版) Technical safety means that the pursuit of technology should also include ensuring that people make mistakes
皮带机安装安全技术措施(最新版) 1.概况 2.施工准备 2.1技术准备 开工前对技术人员、管理人员及施工人员做好技术交底,填写开工报告。具体包括: 2.1.1组织专业技术人员进行图纸自审,会同建设单位、设计单位等进行图纸会审和设计交底; 2.1.2组织施工人员学习有关技术标准、阅读图纸及相关资料,掌握有关技术要领; 2.1.3编制施工措施,并组织施工人员进行贯彻学习,掌握施工要领; 2.1.4核对安装工程与矿建及其它机电工程有关技术参数;
2.1.5按施工需要备齐各种施工设备、工具和材料; 2.1.6填写开工报告。 2.2施工现场准备 由于施工现场的特殊性,皮带机施工前必须做好如下准备工作: 2.2.1清理巷道内所有杂物。 2.2.2在关键位置打上栅栏,以防止施工人员被上行和下行矿车碰到,保护施工人员的安全。 2.2.3所有应该架高的电缆和管路应该架高,这一方面为皮带机施工扫清防碍,另一方面为以后管线的维护创造条件。 2.3设备、材料落实 皮带机施工前,做好施工用的设备、工具、材料的准备工作,完成对施工设备、机具、材料的检验、计量、检测器具和试验仪器的校验。这些准备工件是做好安装工程的前提,任何一项准备不当,供应脱节,都会造成停工待料,影响工期。 3施工方案 在施工安排上,分两条线,即机械部分安装和电气设备及电控
皮带输送机技术要求
皮带输送机技术要求 一、输送带(占成本大约25%): 1、输送带由增强材料(带芯)、芯层材料(贴胶)、覆盖胶、边胶组成。 ①、增强材料(带芯):是输送带承载的关键,它决定了输送带的拉伸强度,能吸收物料对 输送带的冲击。 ②、芯层材料(贴胶):使增强材料织物层之间具有良好的粘合强度,防止使用过程中带芯 出现分层。 ③、覆盖胶:具有保护增强材料、传递动力、输送物料、吸收物料的冲击、抵抗磨损。 ④、边胶:保护增强材料不受介质侵蚀,吸收来自输送带侧的挤压力,防止带芯出现分 层的现象。 2、输送带按覆盖层性能分:普通输送带、耐热输送带、阻燃输送带、耐磨输送带、防撕 裂输送带、耐寒输送带。 3、普通输送带按被输送物料的磨损性和冲击性分为三种,其代号分别为H、D、L, H___强划裂工作条件;D___强磨损工作条件;L___一般工作条件。 ①、H型:用于输送密度在2.5t/m3以下的常温、非腐蚀性大块物料。 ②、D型:用于输送密度在2.5t/m3以下的常温、非腐蚀性中、小块物料。 ③、L型:用于输送密度小、磨损性小的常温、非腐蚀性粉状物料。 4、输送带按增强材料的品种分:钢丝绳芯输送带、织物芯输送带、钢网输送带,其中织 物芯输送带又分棉帆布输送带CC、尼龙输送带NN、聚酯输送带EP、玻纤输送带GG、整芯输送带。 5、输送带按加工方式外形分:整芯输送带、叠层输送带、环形输送带、挡边带、花纹输 送带。 6、叠层式输送带带芯由天然纤维向合成纤维方向发展,由多层向少层方向发展,由低强 度、低模量向高强度、高模量方向发展,棉帆布输送带CC在国外已基本淘汰,在国内也逐渐被尼龙、聚酯织物输送带所取代。 7、输送带按边胶加工不同分:包边带、切边带。 8、输送带连接的方法有机械连接法、冷胶连接法、热硫化连接法三种,其中机械连接法 和冷胶连接法只适用于织物芯输送带,热硫化连接法适用于各种橡胶输送带。 ①、机械连接法:具有操作简单,接头的时间短的优点,但是接头强度低,一般只有输 送带强度的40%~50%。 ②、冷胶连接法:是以粘接胶为原料,将输送带连接在一起的方法,它具有接头强度高, 运行无噪音,无震动,操作简单,时间短的优点,接头强度一般达到输送带强度的60%~70%。 ③、热硫化连接法:是通过热硫化使输送带连接在一起的方法,它具有接头强度高,使 用寿命长特点,接头强度一般达到输送带强度的80%~90%,但接头的时间较长。 9、输送带热硫化连接要求: ①、皮带硫化接头粘接阶梯长度≥250mm(带宽B>500~600)。 ②、皮带硫化粘接温度为130~150℃。 ③、皮带硫化加热时间为30~45分钟。
皮带机安装标准
一、编制依据 1、根据业主提供的简易示意图(不完整)及施工方口头描述情 况,结合本项目部的人力资源配置和物力资源情况,本着优 化施工方案,合理降低成本,确保工期进度、安全和质量的 原则,优化细化施工方案,明确施工各项指标后而编制的。 2、依据国家现行规范及技术标准: 2.1 连续输送设备安装工程施工及验收规范GB50270-98 2.2 工程测量规范GB50026-93 2.3 机械设备安装工程施工及验收通用规范GB50234-98 3、辽宁海诺建设机械集团有限公司提供简易施工图 二、工程简介 上述设备的安装不是单一独立的,同时要对储罐(10套)的配套系统和给料系统进行安装调试、单系统和联合系统调试。与其它项目交叉的部位很多,安全问题尤为重要。像~~~皮带的胶接与安装,因其负荷大、超长,对接头的硫化要求十分严格,不容疏忽。特别是在牵引皮带过程中由于坡度很长,如果措施不当,会造成机架推倒及人员伤害的重大事故,所以在方案中需着重考虑这一区域的临时措施。另外在机架及托辊的安装中同样要对施工人员加强教育,并采取可行有效措施来保证安全。由于物料系统是保证料斗投产的关键部位,同时工期紧、质量要求高,设备零散,且施工区域长,不安全因素较多,在施工中必须注重这一特点,强化技术、质量、安全等方面的管理,将计划排细,项目到人,责任到岗,充分调动安装人员的主观能动性、积极性。确保施工项目在保质、保量、保安全的前提下顺利的按期完成。 注:按型号规格现在实际填表 四、设备安装一般方法 1、设备基础验收 对土建施工交工的基础,要按照图纸及验收规范进行验收。验收
时要复测基础的中心线标高、几何尺寸,对于预埋螺栓的位置、高度、规格、螺纹长度及表面的清洁度等要符合设计规范要求。 基础验收标准: ①坐标位置:纵横中心线位置偏差±2mm。 ②基础各不同面标高偏差-20mm。 ③基础平面外形尺寸偏差±20mm。 ④基础凸台上平面偏差-20mm,凹台偏差+20mm。 ⑤基础上表面水平5mm,全长不大于10mm。 2、中心标板和基准点的设置 在设备未安装之前,首先根据设计、安装和将来对设备进行检修时的需要,绘制永久中心标板和永久基准点布置图,在图中标明永久中心标板和永久基准点的编号、设置位置。根据安装需要以永久基准线和基准点为准,增设辅助中心标板及基准点。 永久中心标板 永久基准点 3、垫板施工 设备安装调整垫板采用座浆方法(即流动灌浆方法)进行施工。对于主要设备安装调整垫板采用流动灌浆方法,流动灌浆使用高强
DTL804096型煤矿井下用皮带输送机技术要求
DTL80/40/96型煤矿井下用皮带输送机技术协议 一、总则 1、本技术要求适用于DTL80/40/96型煤矿井下用皮带输送机技术要求。它对该设备的设计选型、订货、现场安装、和现场验收等环节提出了具体的要求。 2、供方保证提供产品必须符合相关的国家和行业标准。 3、本技术要求所引用的标准若与供方所执行的标准发生矛盾时,按较高的标准执行。 4、本技术要求未尽事宜,由双方协商解决。 二、供货范围及明细 三、产品执行标准 1、GB3836.1-2010《爆炸性气体环境用电气设备第1部分通用要求》 2、GB3836.2-2010《爆炸性气体环境用电气设备第2部分隔爆型“d”》 3、GB18613-2012《中小型三相异步电动机能效限定值及能效等级》 4、GB/T10595-1989D带式输送机技术条件 5、MT/7901-2000《煤矿井下用伸缩带式输送机标准》 6、MT820-2006《煤矿用带式输送机技术条件》 7、阻燃输送带、滚筒包胶、托辊包胶安全性能应符合MT914-2002和MT830的规定 8、符合《煤矿安全规程》最新版要求
9、执行现行国家标准、行业标准以及现行国际标准化组织ISO等标准 四、使用条件 使用环境:最高气温+40℃,最低气温-5℃;空气相对湿度不超过95%(+25℃);有甲烷混合气体和煤尘,具有爆炸性危险的煤矿矿井中。 五、主要技术参数 1、输送量:400吨/小时 2、输送长度:1000米 3、胶带速度:2.5m/s 4、储带长度:16米 5、油泵电动机:YBK2-180L-4,额定功率:22kW, 额定电压:1140/660V,额定转速:1480r/min。 6、油泵型式:齿轮定量泵,型号:CBGj2063/1025。 额定压力:25MPa 排量:63/25ml/r 油箱容积:280L 液压油型号:N68 换向阀型式:手控 工作压力:20MPa 工作压力:20MPa 工作流量:110L/min 7、行走机构:行走方式:履带式行走
(完整版)皮带输送机管理检查制度及考核办法
皮带输送机管理检查制度及考核办法 胶带机是矿井煤炭运输的主要设备之一,为保证其高效安全地运行,杜绝重大事故的发生,特制定本管理制度。 一、管理部门的职责 1、组织落实上级有关部门下达的胶带机管理的政策、法规和规定。 2、根据矿井生产需要编、报新胶带机及各部件购置计划。 3、制定胶带机的安全运行及建立管理台帐。 4、定期对使用单位的胶带机进行完好检查,不定期对胶带机进行动态检查,对查出的问题提出整改建议,并实施奖罚。 二、设备的检验与验收 1、设备出厂时必须符合国家标准,并且各种证件齐全。 2、设备到货后,由机电分管领导、库管、安装使用单位等参加开箱检查与验收,清点备品、备件、工具、说明书及有关技术资料与合同要求是否相符、验收合格后方可在设备验收单上签字,并由机电科将有关技术资料存档。 3、验收合格后,应分别建立台帐,需入库的应及时办理入库手续。 4、胶带到货后,必须附有阻燃带检测部门出具的合格证,并交机电科存档。 三、胶带机的安装与交接
1、设备安装前,技术部组织有关单位对现场进行会诊,达到质量标准挂线定位后方可进行施工。 2、安装单位应根据胶带机的实际安装长度,编制所需配件数量及胶带长度计划,计划一式三份,一份交公司,一份交机电科,自留一份。 3、安装单位必须按胶带机的安装标准进行安装,配齐所有的安全保护设施。 4、胶带机安装完毕后,安装单位提出申请,机电科组织安装单位、使用单位进行验收,验收合格办理验收单,各方签字后交付使用单位使用,验收单一份存档。 5、安装剩余的备件,由施工单位负责装车上井,及时交回仓库统一保管。 四、胶带机使用、管理的奖罚规定 1、处罚标准 (1)使用单位要建立完善的岗位责任制、包机制、操作规程及现场交接班制度,操作人员严格执行操作规程和各类保护试验规定,并有完整的记录,月底交机电科存档。 (2)胶带机必须保证完好状态,做到动态达标。 (3)对皮带机每架进行编号管理,不进行编号或编号不清晰的每架罚款50元。 (4)胶带机上下托辊齐全,转动灵活,胶带机各类托辊不转或缺少的,每个罚20元。
标书.文件--皮带机提升机技术标书
招标文件 B:技术条款 (技术条款的解释权归招标人) 招标文件编号:JDZBBXTG-14-006 招标设备名称:皮带机、提升机 唐山冀东装备工程股份有限公司 2014年9月27日
B:技术条款 第一部分技术招标要点 (通用条款) (一)技术投标需知 1.1.1投标人或供货厂(商)(包括分包厂)应有相应设备相同形式,相同结构_3_年以上的商业运行经验。如发现有失实际情况,招标人有权拒绝该投标。对于同类设备在近5年内出 现过严重故障情况,投标人或供货厂(商)(包括分包厂)采取的技术整改措施有文件证明有效者,可认为具有投标资格。 1.1.2投标人应仔细阅读招标文件,包括商务和技术部分的所有规定。由投标人提供的设备的技术规范应与本招标书规定的要求相一致,投标人也可以推荐满足本技术规范要求的类似定型产品,但必须书面提出详细的规范偏差。 1.1.3本招标书提出的是最低限度的技术要求,并未对一切技术细节作出规定,也未充分引 述有关标准和规范的条文,投标人应提供符合国标(GB和行业最新版本的标准和本招标书 要求的优质产品。 1.1.4如果投标人没有以书面形式对本招标书的条文提出异议,则意味着卖方提供的设备完全符合本招标书的要求。 1.1.5投标人所执行的标准与招标书不一致时,按性能参数较高的标准执行,不满足者,招标人有权拒绝该投标。 1.1.6招标书经买卖双方确认后,作为合同的附件,与合同正文具有同等的法律效力。 1.1.7本招标书未尽事宜,由招标人和投标人在合同技术谈判时双方协商确定。 (二)技术投标应提供的资格文件 投标人在投标文件中至少应提供下列有关资格文件,否则视为非响应性投标,如发现有 失实情况,招标人有权拒绝该投标。 1.2.1投标人或供货厂(商)最近3年内同类设备的主要销售记录及相应的最终用户不少于3年的使用情况证明。 1.2.2投标人或供货厂(商)拥有的有权威机关颁发的投标设备技术先进性、知识产权以及产品质量保证体系认证证书。 123投标人或供货厂(商)具有履行合同所需的技术和主要设备等生产能力的文件资料。
皮带机检修制度
皮带机检修制度 一、日检 1、检查皮带跑偏情况,发现跑偏部位及时调偏。 2、检查皮带接头是否牢固平整和皮带磨损情况。 3、信号装置是否声光兼备,清晰可靠,各保护装置是否齐全,灵活可靠。 4、检查皮带架子、歪斜和不平情况,发现问题及时处理。 5、检查各部位滚筒运转情况,应保证滚筒各部位螺栓,弹垫齐全,声响正常,发现异常情况及时处理更换。 6、检查传动装置各部位连接螺栓有无松动,是否缺少,及时紧固。 7、检查各部位清煤器是否起作用。 8、检查液力偶合器油量、易熔塞、防爆塞使用情况,检查对轮销、弹性盘磨损情况,不符合要求的及时更换。 9、检查传动装置各部温度是否超限,声音是否正常,有无异常声响,发现问题及时
处理。 10、检查皮带松紧程度是否符合要求。 11、检查机尾挡煤板是否起作用,皮带机沿线积煤情况,及时清理积煤。 二、旬检 在完成日检内容的基础上,应完成下列检查检修项目: 1、检查减速器油量及油质情况,不符合要求的及时添加和更换(油液以埋大齿轮 1/3为合格)。轴承润滑脂占油腔1/2—1/3。 2、检查减速器各部位齿轮磨损情况,检查窜轴量,检查各部间隙,不符合要求及时进行调整。 3、对各部滚筒添加润滑油脂,检查滚筒有无破裂,键是否松动,胶面滚筒胶层是否脱层或有无裂口。 4、检查皮带机涨紧绞车电机、蜗杆、蜗轮减速器油质及磨损情况。 5、检查偶合器油量,不符合要求的及时补充更换。检查对轮销、弹性盘磨损情况,磨损严重的进行更换。 6、对机尾挡煤板皮子磨损严重漏煤的进
行更换。 7、对清煤器皮子磨损超限的进行更换。 三、月检 在完成旬检内容基础上,应完成下列检查、检修项目: 1、对皮带机电机,涨紧车电机摇测绝缘电阻。 2、对减速器漏油部位进行处理。 3、对减速器油进行更换清冼油箱(三个月一次)。 4、对减速器内各齿轮磨损严重的,将减速器升井更换。 5、调整电机与偶合器对轮间隙不超过 2-4mm。 6、拆掉减速器检查滚筒轴外花键、内花键、减速器内外齿套磨损情况(每两个月一次)。 7、检查机头大架和机尾架是否开焊、变形,机尾架滑靴是否平整,连接是否紧固,根据情况进行调整。
皮带机安装安全技术措施
建北临时皮带机安装 措施安全技术措施 建北项目部 二○○七年十月三十日
措施审批纪录
建北临时皮带机安装措施安全技术措施 1.概况 黄陵建北风井施工中,为加快施工进度,准备安装带宽为800mm的皮带机,用来输送井下掘进煤等。目前预计上两条皮带机接力运输,斜井部分安装长度780m,地面安装一套转运皮带,长度约30m.为保证安装工程顺利进行,特编制本措施本措施用予指导施工。 2.施工准备 2.1技术准备 开工前对技术人员、管理人员及施工人员做好技术交底,填写开工报告。具体包括: 2.1.1 组织专业技术人员进行图纸自审,会同建设单位、设计单位等进行图纸会审和设计交底; 2.1.2 组织施工人员学习有关技术标准、阅读图纸及相关资料,掌握有关技术要领; 2.1.3 编制施工措施,并组织施工人员进行贯彻学习,掌握施工要领; 2.1.4 核对安装工程与矿建及其它机电工程有关技术参数; 2.1.5 按施工需要备齐各种施工设备、工具和材料; 2.1.6 填写开工报告。 2.2施工现场准备 由于施工现场的特殊性,皮带机施工前必须做好如下准备工作: 2.2.1 清理巷道内所有杂物。 2.2.2 在关键位置打上栅栏,以防止施工人员被上行和下行矿车碰到,保护施工人员的安全。 2.2.3 所有应该架高的电缆和管路应该架高,这一方面为皮带机施工扫清防碍,另一方面为以后管线的维护创造条件。 2.3设备、材料落实 皮带机施工前,做好施工用的设备、工具、材料的准备工作,完成
对施工设备、机具、材料的检验、计量、检测器具和试验仪器的校验。这些准备工件是做好安装工程的前提,任何一项准备不当,供应脱节,都会造成停工待料,影响工期。 3施工方案 在施工安排上,分两条线,即机械部分安装和电气设备及电控设施安装两条线。施工时,以机械部分施工为主线,因为机械部分小件多,量大,占用时间长,是皮带机施工的关键。 施工时,先安装皮带机头及张紧装置,后自上而下安装中段皮带机的H型架机机尾,最后展放皮带。 4.斜井皮带机安装施工 4.1 基础施工 根据现场的具体情况,经与设备制造方和甲方协商,机头部分的安装方式为:用20号工字钢按照基础形状加工一套底盘,用锚杆将底盘锚固在巷道的底板上,锚固深度不得小与1.5m。底盘安装完成后,将机头架焊接在底盘上。转向架、贮带仓架及张紧装置架的脚板也用锚杆固定在巷道的底板,每个脚板锚两根1.5m长的锚杆。中间架及机尾架不作固定,其支撑脚板下用木板垫平即可。 4.2 皮带机的安装方法与要求 4.2.1 设备安装前的验收与检查 设备安装前,应对设备及材料进行严格的验收,其主要内容包括: 4.2.1.1 设备的外形是否有变形、损坏现象,设备的防腐应完好,紧固件应齐全,驱动滚筒、传动滚筒、尾滚筒等用手盘其轴时,应能轻松盘动。 4.2.1.2 皮带机设备本身虽然结构并不复杂,但由于散件比较多,设备验收时,必须对各种散件逐一进行验收,包括H架、纵梁、上下托辊等,托辊的油封应齐全完整,托辊轴和纵梁不得有弯曲现象,H架不得变形。 4.2.1.3 托辊的非金属部分和包胶滚筒的胶料,其阻燃性和抗静电性必须符合有关规定,施工现场可检查产品的有关随机资料等。
带式输送机技术要求
1.1、DSJ100/30/2×75X型下运 带式输送机技术要求 根据我矿2013年采掘计划安排,11采区回风上山和11131底抽巷两条巷道于2月份开始进入正常掘进,掘进期间采用DSJ100/30/2×75X型胶带运输机运输出矸,为满足现场需求,确保电动机的质量及按期交货,提出如下技术要求: 一、供货范围: 二、适用条件: 1、输送机工作环境温度5°- 40°; 2、适用于煤与瓦斯突出矿井井下工作环境; 3、运量300t/h,运输距离980m; 4、运输方式:下运; 5、坡度-10° 6、运输物料:岩石(粉),容重0.8-1t/m3; 三、输送带缠绕结构示意图
四、单部皮带机主要技术性能参数: 1、胶带:煤矿用整芯带,型号:PVG1250S,矿方自备。 2、隔爆电动机型号YB3-280S-4,功率75KW,电压等级380/660V,数量2台,防爆绝缘等级F级,防爆类型:ExdI,防护等级IP54, 采用南阳防爆电机。 3、减速器采用进口减速器,数量2台,采用SEW或弗兰德公司产品。 4、高速端采用柱销联轴器,数量2台;低速端采用棒销联轴器与传动滚筒连接。 5、制动器采用液压盘式制动器,型号KZP-1000/2*100,额定制动力矩46KN.m,电压等级380V/660V,数量1台。 6、张紧方式:采用仓架式JH-8绞车张紧。 7、传动滚筒直径φ800mm,托辊直径φ108mm。 8、启动方式:采用液粘或变频,矿方自备。 五、技术及制造加工要求: 1、设计校核和制造,符合国家有关机械、煤炭行业的标准,在正常工况下均能平稳启动和停车,安全、持续运行,无过度的应力、振动、温升、磨损、腐蚀、老化等其它问题。 2、带式输送机机头传动机架和驱动机架采用整体结构。头部卸载梁为伸出梁结构,有卸载护板,卸载刮煤板,机头、机尾及中间架各设置一套清扫器,要求耐磨性好,弹性好,机械强度高,清扫效果
皮带机技术规格书
国投新集能源股份有限公司技术规格书 一、设备名称:可伸缩带式输送机 二、技术参数: 800/2×90井下可伸缩式皮带机 电动机型号:DSB-90 转速:1475r/min 电压:660/1140V 功率:2×90KW 输送长度:1000m 带宽:800 mm 带速:2m/s 输送量:500t/h 储带仓储带长度:100m 上托辊直径:Ф108mm(单挂钩)下托辊直径:Ф108mm(平)驱动滚筒直径:Ф630mm 卸载滚筒直径:Ф400mm 机尾滚筒直径:Ф400mm 改向滚筒直径:Ф320mm 三、设备技术性能要求 1、减速器为进口产品。 2、电机生产厂家:佳木斯防爆电机厂、南阳防爆电机厂 2、配带面型号PVG1000s/800mm,长度2200米(矿方自备) 3、输送工况;上运、下运、平运兼用 4、工作环境:煤矿井下 5、要求皮带机配置制动装置和逆止器,双重配置。 6、纵梁采用DN60×4.5钢管,长度为3000mm。 7、涨紧仓与中间部配置可调高H架,调高H架配置20架,涨紧绞车配用JH-5回柱绞车,电压等级为1140/660V。并固定涨紧仓内。 8、为适应输送机凸凹变坡要求,中间部配置1.5m纵梁4组,该纵梁上托辊安装间距0.75m,下托辊间距1.5m,H架规格与中间部相同。
9、皮带机机尾缓冲装载架,必须能适应刮板桥式转载机配套使用。 10、皮带机尾缓冲装载架单节长度3000mm,配置八节缓冲装载架。 11、皮带机驱动部和涨紧部可采用砼基础固定。 12、所有钢结构件要求镀锌。 13、随机配套电控及综合保护器
国投新集能源股份有限公司技术规格书 一、设备名称:皮带机 二、规格型号:SSJ-1000/2×125 三、主要技术参数: 1、电动机 型号:JDSB-125 转速:1475r/min 电压:660/1140V,制动闸电机电压等级也为660V。 功率:2×125KW 2、输送长度:1000m 3、带宽:1000m m 4、输送量:1000t/h 5、储带仓储带长度:100m 6、上托辊直径:Ф108mm(单挂钩) 7、下托辊直径:Ф108mm(平) 8、驱动滚筒直径:Ф630mm,轴承座为平面式 9、卸载滚筒直径:Ф500mm, 10、机尾滚筒直径:Ф500mm,轴承座为平面式 11、改向滚筒直径:Ф320mm, 12、输送工况;上运、下运、平运兼用 13、工作环境:煤矿井下 14、联轴器为柔性联轴器(福特蛇形弹簧联轴器) 15、配电气软启动 四、技术要求 1、配置逆止器、制动装置各一套。 2、纵梁采用DN75.5×4.5钢管,长度为3000mm。 3、取消收放带装置,改制为增加下运式卸载架(驱动部置于上端),以适应不同工况需求,并设置卸载清扫器,固定方式为砼基础。 4、涨紧仓与中间部配置可调高H架,调高H架配置20架,涨紧绞车配用JM-14回柱绞车。
皮带机技术协议1
新疆同泰煤业公司顺槽带式输送机 技 术 协 议 甲方:新疆同泰煤业集团 乙方:
技术协议 甲方:新疆同泰煤业集团 乙方: 甲乙双方就新疆同泰煤业有限责任公司沼和泉矿305工作面生产胶带输送机设备的有关技术问题,经双方友好协商,达成以下技术协议。 本协议适用于该系统内皮带机的加工、制造、指导安装、调试及售后服务等相关事宜。 一、《招标文件》要求的《技术规格书》 1.现场气候条件 1.1 海拔:1000米 1.2 最高气温:55.5℃ 1.3 最低气温:-20 ℃ 1.4 最大风力:12 级 1.5工作制度:连续工作制,年作业率在70%~90% 一、总则: 1.1本技术协议是依据:《新疆同泰煤业集团》的招标文件(包括澄清)、投标书(包括 承诺书)等文件来进行的,乙方所提供本输送机的各项功能、实用性能、皮带机部件的结构及安装条件均符合国家有关安全生产等方面的行业标准,当技术协议部分条款与招标文件不一致时,以技术协议为准; 1.2根据甲方的要求及煤矿设备应用的特点,对各主要部件进行了可靠性设计和优化设 计,并保证向甲方提供满意的产品; 1.3乙方根据本协议所提供产品的各种零部件均应经过实际运行和检验,不带有任何试 验性质; 1.4带式输送机的各部件制造分别符合以下其中的有关标准:
GB/T10595-1989 《带式输送机技术条件》 MT/T467-1996 《煤矿用带式输送机设计计算》 MT820-2000《煤矿井下用带式输送机技术条件》 MT/T901-2000《煤矿井下用可伸缩带式输送机技术条件》 MT/T212-1990《煤矿用输送机的成槽性》 MT/T400-1995《煤矿用带式输送机滚筒尺寸系列》 MT654-1997《煤矿用带式输送机安全规程》 MT/T656-1997《煤矿用带式输送机机架型式与基本尺寸》 MT821-1999《煤矿井下用带式输送机托辊技术条件》 MT113-1995《煤矿井下用聚合物制品阻燃抗静电性通用实验方法和判定规则》MT/T872-2000《煤矿用带式输送机保护装置技术要求》 MT/T5030-2003《煤炭工业带式输送机工程设计规范》 MT914-2008《煤矿用织物整芯阻燃输送带》 MT830-2008《煤矿用织物叠层阻燃输送带》 MT571.1-96《煤矿用带式输送机电控系统》 MT681-97《煤矿用带式输送机减速机技术条件》 MT/T665-97《煤矿用调速型液力偶合器检验规范》 GB14784-89《带式输送机安全规范》 二.设备运行环境条件: 2.1安装地点:新疆同泰煤业集团 2.2是否防爆:是 2.3环境温度:℃; 2.4空气湿度: %; 2.5海拔高度: m;