标准表修正值计算

标准修正值计算
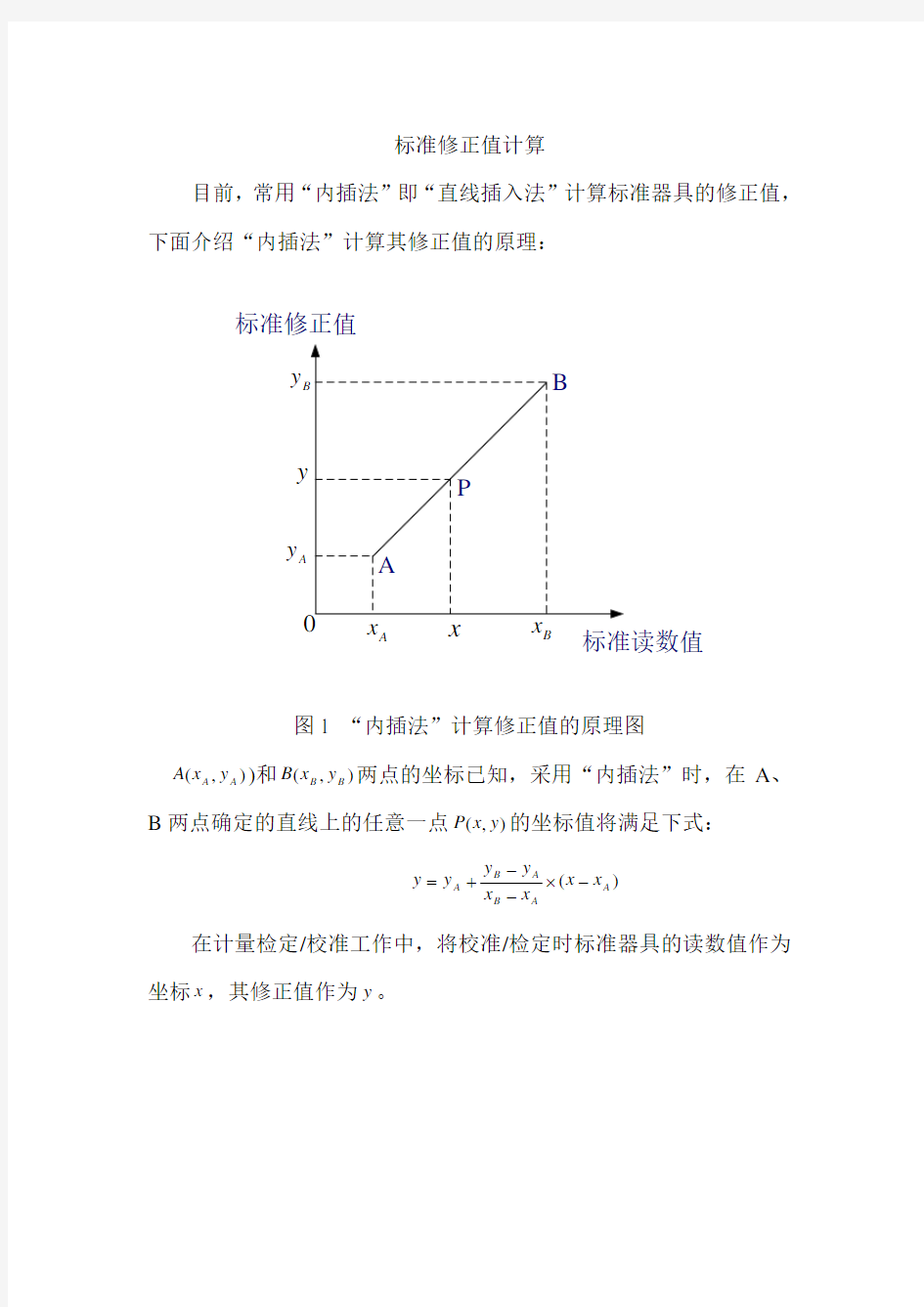
目前,常用“内插法”即“直线插入法”计算标准器具的修正值,下面介绍“内插法”计算其修正值的原理:
标准读数值
标准修正值
A
y B
y
图1 “内插法”计算修正值的原理图
),(A A y x A )和),(B B y x B 两点的坐标已知,采用“内插法”时,在A 、B 两点确定的直线上的任意一点),(y x P 的坐标值将满足下式:
)(A A
B A
B A x x x x y y y y -?--+
= 在计量检定/校准工作中,将校准/检定时标准器具的读数值作为坐标x ,其修正值作为y 。
举例:
工作器具(气温传感器)校准结果表
注:铂电阻标准温度计校准结果通常给出的是其误差值,而其修正值应与误差值符号相反
由于10组标准数据的平均值为23.36℃,则应在表2中(20.07,0.00)和(30.34,-0.02)两点构成的直线上,则此时标准温度表的修正值y 为:
01
.0006.029.327.1002
.0)
07.2036.23(07
.2034.3000
.002.000.0-≈-=?-=
-?---+=y
计算标准差和变化系数
计算“标准差”和“变化系数” “标准差”(以d代表)是各种可能值与“期望值”离差的平方根其计算公式是: 以上述方案A的有关数据代入这个公式进行计算,得 £">a? A = £3 000 -2 0O0)a x 0.25 + (2 000 - 2 000>z x 0,50 + <1 000 —2 000)a x 0.25 -500 tMX) & - ysoo 000 = 707 3 “标准差”主要是由各种可能值与“期望值”之间的差距所决定。它们之间的差距越大,说明有关数值分布的离散程度越大,这是意味着有关方案包含的风险越大;它们之间的差距越小,说明各种可能值的分布越紧凑(越靠近于期望值),实际发生数将会更接近于期望值, 这就意味着有关方案包含的风险越小。所以,一般地说,一个方案标准差的大小,可以看作 其所含风险大小的具体标志。 但“标准差”的数值同时又受各种可能值的数值大小的影响。为了克服“标准差”的这 一缺陷,可同时计算与它相联系的另一个指标,称为“变化系数”(以q代表),其计算公式是以“标准差”除以“期望值”所得商: 以上关于“标准差”和“变化系数”的计算,为便于说明计算原理,只涉及到一个期间。一 个投资方案的现金流动实际上会涉及到许多期间。在这种情况下,整个方案的“标准差”(以 D代表)应以其各个期间的“期望值”和“标准差”为基础作进一步的综合,其算式是: 同时还应把各个期间的“期望值”统一换算为现值,称为“预期的现值”(以EPV代表),其算式是: 而整个方案的“变化系数”(以Q代表),则按下式计算:
Q = — w EPV 例:设上述方案 A 各年的净现金流入量如表所示 表 S 1年 第2年 第3年 园 ? * 倾錢人JS U ) ?审 (7C ) It 率 3 000 0.25 0.20 2 500 D.30 2W0 0.50 3呱 0.60 2 000 0.40 1000 0.25 2 000 0.2D 15D0 0.3D 可据以确定该方案各年净现金流入量的“期望值” 。 £1=3 000x0*25+2 000X0,50 + 1 000X0.25 =:2 000 (无) = 4 000X0.20+ 3 0X0.60 + 2 000X0.20=3 000 (元)r E 3 = 2 500 X 0.30 + 2 000 X 0.40+ 1 500 X 0.30 = 2 000 (元) 以各年净现金流入量的“期望值”为基础,计算各年的“标准差” 。 由=/{3 OW-Z O6o )j x0?25 + <2 00[)-2 000)? XQ .$I (1 000 - 2 (MO)1 25 = 707.1 亦=灯 W0)2xb.2+ (3 00ft-3 000)2x0.6+ (2 000-3 000)^0.2 -632.5 右=/ (2 500 - 2 000)s xfl~3 (2 000 - 2 x 0.4 + (i 500 J 000)a x Q.3 = 387,3 设要求达到的最低收益率为 6 %,则整个方案的“标准差”可计算如下: 707 J 2 ( 623.5^^7^^-931 4 [十 6% )2 (1 + 6% )4 (1 + 6% 户 而其各年净现金流入量的“预期的现值”是: 在确定了 D 和EPV 以后,可据以其出其整个方案的“变化系数”是: EP_咼T 册厂朋?丸236 (元) 3 000
螺纹通止规
螺纹通止规 定是:螺纹止规进入螺纹不能超过2.5圈,一般的要实际不得超过2圈,并且用得力度不能大,我们的经验是用拇指和食指轻轻夹持螺纹规以刚好能转动螺纹规的力度为准.力大了就相当于在使用丝锥或牙板了,那样规就用不了几次了. 螺纹通止规 螺纹通止规是适用于标准规定型号的灯头作为灯用附件电光源产品时候的设计和生产、检验的工具设备。 用途 一般用于检验螺纹灯头或灯座的尺寸是否符合标准要求,分别检验螺纹灯头的通规和止规尺寸或灯座的通规或止规尺寸。 工作原理 具体检验要求及介绍详见中国人民国国家标准:GB/T1483.1-2008或 IEC60061-3:2004标准规定容。 操作方法 具体检验要求及介绍详见中国人民国国家标准:GB/T1483.1-2008或 IEC60061-3:2004标准规定容。 通止规
通止规,是量规的一种。作为度量标准,用于大批量的检验产品。 通止规是量具的一种,在实际生产批量的产品若采取用计量量具(如游标卡尺,千分表等有刻度的量具)逐个测量很费事.我们知道合格的产品是有一个度量围的.在这个围的都合格,所以人们便采取通规和止规来测量. 通止规种类 (一)对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的等级数目越大公差越小,如图所示:1B 2B 3B 螺纹基本中径3A 外螺纹2A 1A 1、1A和1B级,非常松的公差等级,其适用于外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。 4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A级公差大50,比3A级大75,对螺纹来说,2B级公差比2A公差大30。1B级比2B级大50,比3B级大75。 (二)公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,螺纹有三种螺纹等级:5H、6 H、7H。(日标螺纹精度等级分为I、II、III三级,通常状况下为II级)在公制螺纹中,H 和h的基本偏差为零。G的基本偏差为正值,e、f和g的基本偏差为负值。如图所示:公差G H 螺纹偏差基本中径外螺纹f g h e 1、H是螺纹常用的公差带位置,一般不用作表面镀层,或用极薄的磷化层。G位置基本偏差用于特殊场合,如较厚的镀层,一般很少用。 2、g常用来镀6-9um的薄镀层,如产品图纸要6h的螺栓,其镀前螺纹采用6g的公差带。 3、螺纹配合最好组合成H/g、H/h或G/h,对于螺栓、螺母等精制紧固件螺纹,标准推荐采用6H/6g的配合。 (三)螺纹标记M10×1–5g 6g M10×1–6H 顶径公差代号中径和顶径公差代号(相同)中径公差代号。 通止规是两个量具分为通规和止规.举个例子:M6-7h的螺纹通止规一头为通规(T)如果能顺利旋进被测螺纹孔则为合格,反之不合格需返工(也就是孔小了).然后用止规(Z)如果能顺利旋进被测螺纹孔2.5圈或以上则为不合格反之合格.且此时不合格的螺纹孔应报废,不能进行返工了.其中2.5圈为国家标准,若是出口件最多只能进1.5圈(国际标准).总之通规过止规不过为合格,通规止规都不过或通规止规都过则为不合格。
设备综合效率OEE的计算方法
OEE的计算方法 OEE(Overall Equipment Effectiveness), 即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。本文同时介绍了在不同情况下如何分析设备损失的PM分析流程。 1、 OEE表述和计算实例 OEE= 时间开动率×性能开动率×合格品率 其中,时间开动率 = 开动时间/负荷时间 而,负荷时间 = 日历工作时间-计划停机时间 开动时间 = 负荷时间–故障停机时间–设备调整初始化时间 性能开动率 = 净开动率×速度开动率 而,净开动率 = 加工数量×实际加工周期/开动时间 速度开动率 = 理论加工周期/实际加工周期 合格品率 = 合格品数量/ 加工数量 在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。 OEE还有另一种表述方法,更适用于流动生产线的评估, 即 OEE= 时间开动率×性能开动率×合格品率 而,时间开动率 = 开动时间/计划利用时间 而,计划利用时间 = 日历工作时间-计划停机时间 开动时间 = 计划利用时间–非计划停机时间 性能开动率 = 完成的节拍数/计划节拍数 其中,计划节拍数 = 开动时间/标准节拍时间
标准差σ的4种计算公式
标准差σ的4种计算公式
标准差σ的4种计算公式: 简易标准差,Rbar/d2,Sbar/C4和Minitab中标准差σ的4种计算公式: 简易标准差,Rbar/d2,Sbar/C4和Minitab中的Pooled standard deviation(合并标准差) 做数据分析,经常会碰到提到标准差σ这个概念,关于标准差σ的计算方式,目前,本人知道有4种标准差σ的计算方法,如下: 一,简易标准差σ的计算方式 上面是计算整体的标准差,如果是计算样本的标准差,这里的N, 应该为N-1. 一般情况下,都是计算样本的标准差。关于这个
关于上面公式中用到的A2、A3、D2、D3、D4等常数请参考https://www.360docs.net/doc/3a4602200.html,/thread-476-1-1.html帖子下面的表格 三,XBAR-s管制图分析( X-sControl Chart)中的Sbar/C4算法 XBAR-S 管制图分析( X-S Control Chart):由平均数管制图与标准差管制图组成。
●与X-R管制图相同,惟s管制图检出力较R 管制图大,但计算麻烦。 ●一般样本大小n小于等于8可以使用R管制图,n大于8则使用S管制图。 ●有电脑软件辅助时,使用S管制图当然较好。 关于上面公式中用到的A2、A3、D2、D3、D4等常数请参考https://www.360docs.net/doc/3a4602200.html,/thread-476-1-1.html帖子下面的表格 四,Minitab中所使用的Pooled standard
deviation(合并标准差) Minitab中所使用的Pooled standard deviation,这个标准差的计算和一般的不一样,这个是Minitab默认的,相关的计算公式可以参考《Minitab: Pooled standard deviation》https://www.360docs.net/doc/3a4602200.html,/thread-288-1-1.html Minitab: Pooled standard deviation(合并标准差), Rbar, Sbar Pooled standard deviation(合并标准差) is a way to find a better estimate of the true standard deviation given several different samples taken in different circumstances where the mean may vary between samples but the true standard deviation (precision) is assumed to remain the same. It is calculated by where sp is the pooled standard deviation,
螺纹通止规要求螺纹通规通
螺纹通止规要求螺纹通规通,止规止。 但是如果螺纹通规止,说明什么? 螺纹止规通,又说明什么? 我也来说两句查看全部回复 最新回复 ?wpc (2008-11-07 20:11:20) 在牙型正确的前提下螺纹通止规检测螺纹中径 ?lobont (2008-11-08 11:16:32) 对外螺纹而言,螺纹通规是做到中径上偏差,所以能通过就表示产品合格,通不过就表示螺纹做大了,要再修一刀; 螺纹止规做到中径下偏差,所以只能通过2~3牙,如果也通过,就表示外螺纹做小了,产品成为废品 ?qubin8512 (2008-11-18 15:36:05) 螺纹赛规与螺纹环规主要测量螺纹的中径。 ?datafield (2008-11-29 19:12:51) 检具不是万能的,只是方便而已。具体没什么的我有在哪本书上看过,是一本螺纹手册上的。 ?ZYC007 (2009-2-09 20:31:13) 在牙型正确的前提下螺纹通止规检测螺纹中径。 对外螺纹而言,但是如果螺纹通规止,说明螺纹中径大;螺纹止规通,又说明螺纹中径小。 ?WWCCJJ (2009-3-19 09:27:19) 检测的是螺纹的中径,螺纹检测规在检定时,也是检测其中径. ?tanjiren (2009-3-20 22:23:06) 螺纹通止规只能检测螺纹的作用中径,大径和底径等均无法准确测量出来. ?月夜(2009-4-01 21:47:13) 用来测量中径 ?丽萍(2009-4-02 10:11:41)
只能检测工件螺纹的中径 yg196733456 (2009-4-03 09:15:56)原来是测中径的知道了
通规止规知识
通规、止规 通止规是量具的一种,在实际生产中大批量的产品若采取用计量量具(如游标卡尺,千分表等有刻度的量具)逐个测量很费事.我们知道合格的产品是有一个度量范围的.在这个范围内的都合格,所以人们便采取通规和止规来测量.通止规是两个量具分为通规和止规.举个例子:M6-7h的螺纹通止规一头为通规(T)如果能顺利旋进被测螺纹孔则为合格,反之不合格需返工(也就是孔小了).然后用止规(Z)如果能顺利旋进被测螺纹孔圈或以上则为不合格反之合格.且此时不合格的螺纹孔应报废,不能进行返工了.其中卷为国家标准,若是出口件最多只能进圈(国际标准).总之通规过止规不过为合格,通规止规都不过或通规止规都过则为不合格. 不单圆孔的测量,也可以应用于外圆,内外花键,内外螺纹的测量,原理遵循泰勒原 则. 螺纹加工确实有通规不过止规过的现象,其主要原因是牙形问题造成的,与外径关系不大,你说的外径小毫米是正常的,加工后很有可能这就没有了,原因是加工时由于切削力的原因外经长起来了。控制螺纹精度主要有:螺距、牙形和中经。螺纹止规主要控制的是中经,该量具制作时工作面较窄,而通规工作面较宽,螺纹牙形不好或牙形角度不对容易造成通规不过止规过。 止规用来检验螺纹孔的实际中径,止规通过,说明螺纹孔实际中径过大,不足以阻挡止规。通规是用来检验螺纹孔的作用中径,有完整的牙型和标准的旋合长度,其实控制螺纹孔的大径。通规不通说明螺纹孔的作用中径小了其原因有二:一是中径尺寸过小或大径尺寸过小,但由于止规通过,此情况不存在;二是螺距或牙型半角误差过大,障碍了通规通过。 止规通过的原因也有两种情况:第一,止规是截短牙型的(即牙型高度很小),所以半角误差较大时止规能通过而通规就可能不通过。第二,当螺距累积误差较大时,由于止规的扣数少,在止规的2-3扣范围内其累积误差还不足以阻挡止规通过,但在通规的扣数范围内所构成的累积误差却足以妨碍通规通过。于是就出现了通规不通过,止规通过的现象。 综上所述,通规不通过,止规通过说明螺纹孔不合格,其实际中径过大,但也可能大径过小,或是螺距、牙型半角误差过大造成的。实际上只要占据通规不通或止规通过其中的一种情况,螺纹孔就是不合格的。 1、极限量规分为环规和塞规两类,环规用于检验广义的轴、塞规用于检验广义的孔; 2、量规又分为工作规和校对规,工作规用检验产品的符合性,校对规用于验证工作规的可用性; 3、按照上述的分类方法:工作规只有通规和止规(无论是环规还是塞规) 校对规有:校通-通校通-止较通-损校止-通校止-止 4、如果使用工作规检验产品通规通过、止规不通过说明产品合格,如果通规/止规都通过或都不通过则说明产品超差; 5、上述结果是在经验证工作规有效的情况下得出的; 6、在使用校对量规验证工作规的可用性时通规、止规的用法可类比上一条;
OEE计算问题
摘要:本文引入非设备因素停机概念,使计算得的OEE更能真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率的指标来反映。同时介绍不同情况下如何分析设备损失的PM分析流程。 企业OEE计算问题的解决 李葆文 OEE(Overall Equipment Effectiveness), 即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。同时介绍了在不同情况下如何分析设备损失的PM分析流程。 一、OEE表述和计算实例 OEE= 时间开动率×性能开动率×合格品率[1],[4] 其中,时间开动率= 开动时间/负荷时间 而,负荷时间= 日历工作时间-计划停机时间 开动时间= 负荷时间–故障停机时间–设备调整初始化时间(包括更换产品规格、更换工装模具、更换刀具等活动所用时间) 性能开动率= 净开动率×速度开动率 而,净开动率= 加工数量×实际加工周期/开动时间 速度开动率= 理论加工周期/实际加工周期 合格品率= 合格品数量/ 加工数量 在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。反过来,时间开动率度
量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。 例1: 设某设备1天工作时间为8h, 班前计划停机20min, 故障停机20min, 更换产品型号设备调整40min, 产品的理论加工周期为0.5min/件, 实际加工周期为 0.8min/件, 一天共加工产品400件, 有8件废品, 求这台设备的OEE。 计算:负荷时间= 480-20 = 460 min 开动时间= 460 – 20 – 40 = 400 min 时间开动率= 400/460 = 87% 速度开动率= 0.5/0.8 = 62.5% 净开动率= 400×0.8/400 = 80% 性能开动率= 62.5%×80% = 50% 合格品率= (400-8)/400 = 98% 于是得到OEE = 87%×50%×98% = 42.6%。有些企业还可以根据生产的实际, 用便于统计的数据来推算TPM[2]。 例2.设备负荷时间a = 100h,非计划停机10h,则实际开动时间为b = 90h;在开动时间内,计划生产c = 1000个单元产品,但实际生产了d = 900个单元;在生产的e = 900个单元中,仅有f = 800个一次合格的单元。 计算:可以简化为 OEE = (b/a)×(d/c)×(f/e)= (90/100)×(900/1000)×(800/900)= 72% OEE还有另一种表述方法,更适用于流动生产线的评估, 即OEE= 时间开动率×性能开动率×合格品率 而时间开动率= 开动时间/计划利用时间而,计划利用时间= 日历工作时间-计划停机时间 开动时间= 计划利用时间–非计划停机时间 性能开动率= 完成的节拍数/计划节拍数
标准差与估计标准差
2-3 變異的計算及解析 由基礎課程裡我們可以知道:表示變異的方法有很多,其最常使用的是“標準差”;關於標準差的計算又分兩個觀念:(真)標準差σ與估計標準差σ?。 為了解釋這兩個觀念的差異,我們先看下例數據: 下例數據有經過分組,每組抽測5個數據(即S/S 或n = 5的意思)。分組的原因不外乎量產、或長期研究等, 需要分批量測而形成母體與樣本的關係。
(1)(真)標準差σ: 若將所有Raw Data 視為一個母體、混合不分組,則 =STDEV( )所計算出來的標準差即為所求,即工程師最熟 悉的算法。
-------------------------------------------------------------- 使用時機:a.) 想了解母體真正的變異的時候;b.) 想敏銳地抓出上圖/組間變異的異常的時候。 --------------------------------- 目的:了解整個母體的總變異。 優點:可以充分反映整個母體的異常(含上圖/組間變異、及下圖/組內變異的異常…尤其是組間變異的異 常)。 缺點:數據量要夠大(避免誤差過大)、且上圖不能有異常(避免組間變異顯著),否則計算出來的 不具代 表性。 (2) 估計標準差σ?: 大部分的工程師沒聽說過估計標準差。Raw Data 若經過分組(分組與抽樣皆要隨機),我們可以利用樣本的變異、去估算整個母體的變異;但是要特別注意組間變 σ)已經被假設成常態分配;以白話來說:想像管制異(X 圖-上圖的每個組平均X是一顆綠豆,當這些綠豆被一把撒到管制圖-上圖的時候,這些綠豆皆自動定位到常態分配該有的位置上,因此整個上圖的假設都是常態分配,若真有異常、也早已被視而不見。 故以估計標準差σ?來看問題,祇能解析下圖/組內變異的
自制通止规尺寸规定和操作要求
自制通止规尺寸规定和操作要求 1.目的 规范公司生产检验用自制通止规的设计制作和使用 2.范围 公司内所有用于检验的自制通止规 3.设计依据 3.1依据《GBT 1957-2006 光滑极限量规技术条件》和产品实际使用情况,公司内部使用通止规的尺寸来源于成品图纸上电镀后的尺寸,按尺寸公差上下限±0.005mm制作,成品检验用塞规和金加工检验用环规施行内控标准。 3.1.1例1:有成品内孔尺寸为Φ25±0.1mm,则在制作成品光滑塞规时,通端要比尺寸下限+0.005mm,即2 4.905mm,止端要比尺寸上限-0.005mm,即2 5.095mm。而金加工用则为通端24.895mm,止端25.105mm 3.1.2例2:有成品外径尺寸为Φ15(0/-0.1)mm,则在制作光滑环规时,通规要比尺寸上限+0.005mm,即15.005mm,止端要比尺寸下限-0.005mm,即1 4.895mm。而金加工用则通端为14.995mm,止端为14.905mm 3.1.3在制作光滑通止规时,需看清图纸是否对尺寸根部清角有要求。如有,在制作成品时,端面不许有超过R0.1的倒角。如没有,在需加工R0.3的倒角。 3.1.4所有光滑通止规作用面粗糙度要求不超过0.8um 4.材质 一律为HPb59-1的黄铜棒。
5.验收、登记、借用 制作完成后,由委托部门验收后,交质管部登记、编号、保管。使用部门借用/归还需在质管部登记和销帐。 6.校验与处置 质管部对登记在账的通止规每半年集中内校一次。尺寸偏差0.005mm以内。对于校验不合格的,依据实际情况,施行返工、报废和限定使用。对于报废和限定使用的需安排重新制作。 7.检查使用 7.1使用前先检查光滑通止规是否在检定有效期内,有无损坏、磕碰现象。并用千分尺自校尺寸,确定尺寸满足检测要求。 7.2将光滑通止规测量面和工件表面擦净,以免影响测量准确度和加快磨损。 7.3光滑通止规通端应能顺利通过工件,光滑通止规的止端应不能通过工件,产品合格。 7.4光滑通止规使用后,应及时擦净,放在专用盒中,摆放整齐,避免磕碰。 7.5操作者在使用过程中,必须轻拿轻放,不可野蛮用力或借助外力,只能以正常手力为准,对于<10mm的,需用食指、中指和拇指拿捏检具,以腕力进行检测。不可掉在地上,如若发生磕碰、跌落等异常现象,请及时与质管部联系,质管部根据情况进行检定等处理。
如何计算标准差
调用函数 STDEV 估算样本的标准偏差。标准偏差反映相对于平均值(mean) 的离散程度。 语法 STDEV(number1,number2,...) Number1,number2,... 为对应于总体样本的1 到30 个参数。也可以不使用这种用逗号分隔参数的形式,而用单个数组或对数组的引用。 说明 函数STDEV 假设其参数是总体中的样本。如果数据代表全部样本总体,则应该使用函数STDEVP 来计算标准偏差。 此处标准偏差的计算使用“无偏差”或“n-1”方法。 函数STDEV 的计算公式如下: 其中x 为样本平均值AVERAGE(number1,number2,…),n 为样本大小。 忽略逻辑值(TRUE 或FALSE)和文本。如果不能忽略逻辑值和文本,请使用STDEVA 工作表函数。 示例 假设有10 件工具在制造过程中是由同一台机器制造出来的,并取样为随机样本进行抗断强度检验。 如果您将示例复制到空白工作表中,可能会更易于理解该示例。 操作方法 创建空白工作簿或工作表。 请在“帮助”主题中选取示例。不要选取行或列标题。 从帮助中选取示例。 按Ctrl+C。 在工作表中,选中单元格A1,再按Ctrl+V。
若要在查看结果和查看返回结果的公式之间切换,请按Ctrl+`(重音符),或在“工具”菜单上,指向“公式审核”,再单击“公式审核模式”。 A 1 强度 2 1345 3 1301 4 1368 5 1322 6 1310 7 1370 8 1318 9 1350 10 1303 11 1299 公式说明(结果) =STDEV(A2:A11) 假定仅生产了10 件工具,其抗断强度的标准偏差 (27.46391572) 方差分析 EXCEL的数据处理除了提供了很多的函数外,但这个工具必须加载相应的宏后才能使用,操作步骤为:点击菜单“工具-加载宏”,会出现一个对话框,从中选择“分析工具库”,点击确定后,在工具菜单栏内出现了这个分析工具。 如果你的电脑中没有出现分析工具库,则需要使用OFFICE的安装光盘,运行安装程序。在自定义中点开EXCEL,找到分析工具库,选择“在本机运行”,安装添加即可。 在数据分析工具库中提供了3种基本类型的方差分析:单因素方差分析、双因素无重复试验和可重复试验的方差分析,本节将分别介绍这三种方差分析的应用: 单因素方差分析 在进行单因素方差分析之前,须先将试验所得的数据按一定的格式输入到工作表中,其中每种水平的试验数据可以放在一行或一列内,具体的格式如表,表中每个水平的试验数据结果放在同一行内。 数据输入完成以后,操作“工具-数据分析”,选择数据分析工具对话框内的“单因素方差分析”,出现一个对话框,对话框的内容如下: 1.输入区域:选择分析数据所在区域,可以选择水平标志,针对表中数据进行分析时选取(绿色)和***区域。 2.分组方式:提供列与行的选择,当同一水平的数据位于同一行时选择行,位于同一列时选择列,本例选择行。 3.如果在选取数据时包含了水平标志,则选择标志位于第一行,本例选取。4.α:显著性水平,一般输入0.05,即95%的置信度。
螺纹检验规范
螺纹检验规范 一、目的: 为了对产品螺纹的合格判定依据作出规定,规范产品螺纹的加工和检验控制,特制定本规范。 二、范围: 适用于本公司铝制品内螺纹及圆铜制品外螺纹的加工和检验控制。 三、定义: 3.1全通:螺纹规能从工件螺纹的第一扣牙一直通到工件螺纹的最后一扣牙; 3.2顺通:螺纹规能全通,且用三个手指以正常力度转动一下,松开手指后螺纹规能自由旋转。 3.3紧通:螺纹规能全通,但用三个手指以正常力度转动一下,松开手指后螺纹规不能自由旋转,螺纹规只有在手指持续用力的情况下才能转动,并且手感较紧。 3.4较粗牙:米制螺纹螺距>1mm、英制/美制螺纹螺距代号数值<24的螺纹; 3.5较细牙:米制螺纹螺距<1mm、英制/美制螺纹螺距代号数值≧24的螺纹。 四、判定准则: 4.1螺纹合格与否的判定原则: 4.1.1对于外螺纹,必须保证螺纹通止规合格,同时螺纹大径应在公差范围内; 4.1.2对于内螺纹,必须保证螺纹通止规合格,同时螺纹小径应在公差范围内。 4.2 当产品外螺纹受电镀锌影响时,螺纹检验判定的通止规要求: 4.2.1 产品外螺纹受电镀影响,对于米制、美制螺纹及英制圆柱螺纹,镀后规具用于镀前检验的判定法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。 4.2.2对于米制、美制螺纹及英制圆柱螺纹,分别使用镀后规控制镀后螺纹、镀前规控制镀前螺纹的判定规则,类同产品不需电镀或者镀层对内螺纹无影响时用镀后规控制的判别,详见附录“米制、美制及英制圆柱螺纹通止规控制
4.3产品不需电镀或者电镀对内螺纹无影响时,螺纹检验判定的通止规要求 4.3.1产品不需电镀,焊接对螺纹没有影响或不需焊接,但除油有影响时,用螺纹规检除油前后产品的经验法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。 4.3.2产品不需电镀或者电镀对内螺纹无影响时,焊接除油对内、外螺纹有影响,用螺纹规检除油前后产品的经验法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。 附录: 五、本规范的应用指导和声明: A、本规范的适用性以牙型加工的正确性为前提。当牙型角加工不正确(例如公制/美制60°误加工成英制55°),或者刀具未磨好/崩刀造成的牙型缺陷,镀前加工使用本规范判定时并不能保证成品一定合格; B、本规范的适用性还需确保没有其它意外因素的影响。例如,虽然镀前按本规范执行,但抛光用具或者电镀挂具造成螺纹压伤、变形或拉伤,以及搬运时的碰伤,都会导致镀后通规不通。 C、内螺纹受电镀影响或不受电镀影响的情形:如果产品内孔只是有内螺纹的一端是开口的,而相对螺纹的另一端却是封闭的,电镀最多只影响第一扣牙,当
标准差
标准差 次数分布中的数据不仅有集中趋势,而且还有离中趋势。所谓离中趋势指的是数据具有偏离中心位置的趋势,它反映了一组数据本身的离散程度和差异性程度。标准差能综合反映一组数据的离散程度或个别差异程度。 例如,甲、乙两班学生各50人,其语文平均成绩都是80分,但甲班最高成绩98分,最低42分,而乙班最高成绩86分,最低60分。初步看出,两班语文成绩是不一样的,甲班学生的语文成绩个别差异程度大、水平参差不齐;而乙班学生的语文成绩差异程度小,语文水平整齐度大些。怎样用标准差这个特征量数来刻画一组数据的差异程度呢?下面介绍标准差的概念及计算。 一、标准差概念与计算 1.标准差定义与计算公式 一组数据的标准差,指的是这组数据的离差平方和除以数据个数所得商的算术平方根。若用S 代表标准差,则标准差的计算公式为: 标准差的平方,称为方差,用S2表示方差。 计算标准差时,首先要计算数据的平均数,接着要计算各数据与平均数之间的离差 平方,即()2,最后由公式(2-5)计算标准差S。 例如,4名儿童的身高分别是110厘米,100厘米,120厘米和150厘米,若求4名儿童身高数据的标准差时,其基本步骤如下: ①求平均数:(厘米) ②求离差平方和: )2=(110―120)2+(100―120)2+(120―120)2+(150―120)2 =100+400+0+900=1400(平方厘米) ③求标准差S:S= (厘米)
这样,我们大体可认为,这4名儿童身高差异程度,从平均角度来看,约相差18.71厘米。 2.标准差的计算中心方法 计算标准差的方法有三种,一是按公式逐步分析计算,如上述所示;二是以列表计算的方式;三是利用计算器或计算机进行计算。下面再举一例说明采用列表方式计算标准差S。 [例7] 已知8 位同学在某图形辨认测验中的成绩数据(见表2-2),计算这组数据的标准差。 [分析解答] 采用列表计算方式,应用公式(2-5)确定数据的标准差,详见表2-2。 表2-2 计算标准差S的示例 - () (1) = (2) () = 标准差在实际中有广泛的用途,同时对深化研究数据也具有重要的作用。如不同班级考试成绩的平均数和标准差,不同年度或不同学科测验分数的平均数和标准差,以及其他体能测试或心理测验数据的平均数和标准差,就是一些具体的应用。后续各章内容的学习,将经常用到平均数、标准差和方差这些概念。 由于标准差计算公式结构适合于代数处理,因此,许多具有统计功能的计算器,都有计算方差和标准差的相应功能。学习者只要花少量时间学习与掌握有关计算器的使用,即可以轻松自如地处理大量数据,求取平均数和标准差。 在利用公式(2-5)手工求标准差时,如表2-2所示,由于平均数有小数,这使计算离差平方的数据更加复杂,小数点的位数加倍增加,同时四舍五入的计算误差以及出错的可能性都有所增加。为克服这个弊病,我们可从公式(2-5)出发,通过代数演算,推导出另一个与公式(2-5)等价的新公式,即公式(2-6)。这一新公式对计算标准差来讲,不用通过计 算平均数以及离差平方和,用原始数据直接计算标准差,因而在许多情况下,具有更简便、准确的特点。其计算公式:
设备利用率OEE计算
如何计算工厂的整体设备效能 日本工厂设备维修保养协会的Seiichi Nakajima曾表示,对于分散式生产的制造商来说,工厂整体设备效能(以下简称OEE)如果能达到85%,就可以被公认为世界一流的。然而实际上目前并没有一个通用的工厂整体设备效能的计算方法。在进行车间的OEE 的数据处理计算时,应考虑多种因素。下面介绍的方法包含了一种计算生产线或生产流程的OEE,它也可推广用于计算整个工厂的OEE。 计算生产线或生产流程上的OEE 如果所有的机器相对于生产率和生产能力来说其贡献是相同的,那么计算生产线的OEE就简单了。但是完全均衡的生产线几乎没有,并且它也不能代表大多数工厂的真实情况。另外,大多数工厂并非都是一条笔直的生产线,其生产的产品部件能从一台机器非常和谐的传到另一台机器而且设备之间也非常谐调。实际上,一个生产流程往往是非常复杂的,生产线上的机器有些是串联关系,有些是并行工作,而且它们常常还有旁路流程。因此直接计算生产线或生产流程的OEE而不计算各单个机器的OEE是不可能的。 生产线或生产流程的OEE计算,在理论上认为整个生产线或生产流程是一个单独的机器,它理论上的生产周期等于生产流程中瓶颈机器的生产周期。例如,如果一条生产线上有三个机器,它们的生产周期分别为:3秒,2秒和4秒,则总的生产流程周期为4秒,即为瓶颈机器的生产周期。生产线作为一个整体,在4秒钟之内它只能生产一个产品。一个生产流程的关键是它要在瓶颈机器这一环节上保持一个高的可用度、生产率和优质率。 在典型的生产流程中各台机器的加工生产之间都有一定的时间冗余,如果这个时间冗余能够控制或允许一些机器短暂时间的停机,而不影响整个的生产流程,则它并不影响整个生产线或生产流程上的生产率。如果这个时间冗余不能弥补其它机器的短暂停机时间,瓶颈机器就会由于没有原料而停机或阻塞下面的流程,而不能生产出额外的资料。在所有的情形下,监控瓶颈机器的可用度和生产率,可提供一个非常好的整个生产线的生产剖面。 关于优质率,这里有两个关于生产缺陷的理论。第一个理论主张,在瓶颈机器之前,生产线上生产出了有质量缺陷的产品,只有当因这些质量缺陷导致瓶颈机器停顿(即由于缺少原料而使瓶颈机器停机)时,才称这些质量缺陷会影响到生产线和整个生产流程的产品产量。而在瓶颈机器这一环节上或它之后出现有质量缺陷的产品则肯定会影响到生产线和整个生产流程的产量。它也因此会影响优质率。 质量专家和“零概率”观念都认为,任何的质量问题都是不能接受的,并且我们应该尽力让我们的指示器显示出所有的质量缺陷,不管它们是出现在瓶颈机器这一环节之前还是之后。这种观点是正确的,但有些质量缺陷确实比另一些重要。在资源有限的情况下,应该把更加重要的质量问题放在第一位。在瓶颈机器这一环之后的质量问题要比在它之前的质量问题更严重,所以,要把瓶颈机器这一环节之后出现的质量问题放在第一位。
危急值项目表
危急值项目表: 一、心电检查“危急值”报告范围 1.心脏停搏; 2.急性心肌梗死; 3.致命性心律失常: 4.心室扑动、颤动; 5.室性心动过速; 6.多源性、RonT型室性早搏; 7.频发室性早搏并Q-T间期延长; 8.预激综合征伴快速心室率心房颤动; 9.心室率大于180次/分的心动过速; 10.二度II型及二度II型以上的房室传导阻滞; 11.心室率小于40次/分的心动过缓; 12.大于3秒的停搏; 13.低钾u波增高。 二、医学影像检查“危急值”报告范围 (一)中枢神经系统: 1.严重的颅内血肿、挫裂伤、蛛网膜下腔出血的急性期; 2.硬膜下/外血肿急性期; 3.脑疝、中线结构移位超过1cm、急性重度脑积水;
4.颅脑CT或MRI扫描诊断为颅内急性大面积脑梗死(范围达到一个脑叶或全脑干范围或以上); 5.脑出血或脑梗塞复查CT或MRI,出血或梗塞程度加重,与近期片对比超过15%以上。 6.耳源性脑脓肿。 (二)脊柱、脊髓疾病:X线检查诊断为脊柱外伤长轴成角畸形、锥体粉碎性骨折压迫硬膜囊、脊髓重度损伤。 (三)呼吸系统: 1.气管、支气管异物; 2.肺压缩90%以上的液气胸,尤其是张力性气胸; 3.肺栓塞、肺梗死。 (四)循环系统: 1.心包填塞、纵隔摆动; 2.急性主动脉夹层动脉瘤。 (五)消化系统: 1.急性出血坏死性胰腺炎; 2.肝脾胰肾等腹腔脏器出血。 (六)颌面五官急症: 1.颅底骨折。 三、超声检查发现:
1.急诊外伤见腹腔积液,疑似肝脏、脾脏或肾脏等内脏器官破裂出血的危重病人; 2. 急性胆囊炎考虑胆囊化脓并急性穿孔的患者; 3.考虑急性坏死性胰腺炎; 4.怀疑宫外孕破裂并腹腔内出血; 5.晚期妊娠出现羊水过少≤5cm,合并胎儿呼吸、心率过快(>160bpm)或过慢(<120bpm); 6.心脏普大并合并急性心衰; 7.大面积心肌坏死; 8.大量心包积液合并心包填塞。 四、内窥镜室“危急值”报告范围 1.食管及胃底重度静脉曲张和/或明显出血点和/或红色阳性和/或活动性出血。 2.巨大、深在溃疡(引起穿孔、出血)。 3.胃血管畸形、消化性溃疡引起消化道出血。 4.食管、胃恶性肿瘤。 5.上消化道异物(引起穿孔、出血)。
Excel计算方差和标准差
Excel计算方差和标准差 样本中各数据与的差的平方和的平均数叫做样本方差;样本方差的叫做样本标准差。样本方差和样本标准差都是衡量一个样本波动大小的量,样本方差或样本标准差越大,样本数据的波动就越大。 方差(Variance)和标准差(Standard Deviation)。方差和标准差是测算离散趋势最重要、最常用的。方差是各变量值与其均值离差平方的平均数,它是测算数值型数据离散程度的最重要的方法。标准差为方差的算术平方根,用S表示。标准差与方差不同的是,标准差和变量的计算单位相同,比方差清楚,因此很多时候我们分析的时候更多的使用的是标准差。平均值=AVERAGE () 方差=VAR ( ) 标准差=STDEV ( ) 一、标准差 函数STDEV:估算样本的标准偏差。标准偏差反映相对于平均值(mean) 的离散程度。 语法STDEV(number1,number2,...) Number1,number2,... 为对应于总体样本的1 到30 个参数。也可以不使用这种用逗号分隔参数的形式,而用单个数组或对数组的引用。 说明函数STDEV 假设其参数是总体中的样本。如果数据代表全部样本总体,则应该使用函数STDEVP 来计算标准偏差。此处标准偏差的计算使用“无偏差”或“n-1”方法。 函数STDEV 的计算公式如下: 其中x 为样本平均值AVERAGE(number1,number2,…),n 为样本大小。 忽略逻辑值(TRUE 或FALSE)和文本。如果不能忽略逻辑值和文本,请使用STDEVA 工作表函数。 示例假设有10件工具在制造过程中是由同一台机器制造出来的,并取样为随机样本进行抗断强度检验。如果您将示例复制到空白工作表中,可能会更易于理解该示例。 操作方法创建空白工作簿或工作表。请在“帮助”主题中选取示例。不要选取行或列标题。从帮助中选取示例。 按Ctrl+C。 在工作表中,选中单元格A1,再按Ctrl+V。 若要在查看结果和查看返回结果的公式之间切换,请按Ctrl+`(重音符),或在“工具”菜单上,指向“公式审核”,再单击“公式审核模式”。 A
标准差σ的4种计算公式全新
标准差σ的4种计算公式: 简易标准差,Rbar/d2,Sbar/C4和Minitab中 标准差σ的4种计算公式: 简易标准差,Rbar/d2,Sbar/C4和Minitab中的Pooled standard deviation(合并标准差) 做数据分析,经常会碰到提到标准差σ这个概念,关于标准差σ的计算方式,目前,本人知道有4种标准差σ的计算方法,如下: 一,简易标准差σ的计算方式 上面是计算整体的标准差,如果是计算样本的标准差,这里的N, 应该为N-1. 一般情况下,都是计算样本的标准差。关于这个标准的详细运算公式和案例分析,可以参考附件,里面有比较详细的解释。 标准差的简易计算公式和案例分析.rar(28.19 KB, 下载次数: 1262) 二,XBAR-R管制图分析( X-R Control Chart)图中的Rbar/d2 算法 XBAR-R管制图分析( X-R Control Chart):由平均数管制图与全距管制图组成。 ●品质数据可以合理分组时,可以使用X管制图分析或管制制程平均;使用R管制图分析制程变异。 ●工业界最常使用的计量值管制图。
关于上面公式中用到的A2、A3、D2、D3、D4等常数请参考https://www.360docs.net/doc/3a4602200.html,/thread-476-1-1.html帖子下面的表格 三,XBAR-s管制图分析( X-sControl Chart)中的Sbar/C4算法 XBAR-S 管制图分析( X-S Control Chart):由平均数管制图与标准差管制图组成。 ●与X-R管制图相同,惟s管制图检出力较R管制图大,但计算麻烦。 ●一般样本大小n小于等于8可以使用R管制图,n大于8则使用S管制图。 ●有电脑软件辅助时,使用S管制图当然较好。
OEE计算公式
一、OEE= 时间开动率×性能开动率×合格品率 .时间开动率=开动时间/负荷时间 开动时间= 负荷时间–故障停机时间–设备调整初始化时间(包括更换 产品规格、更换工装模具、更换刀具等活动所用时间) 负荷时间= 日历工作时间-计划停机时间 性能开动率= 净开动率×速度开动率 净开动率= 加工数量×实际加工周期/开动时间 速度开动率= 理论加工周期/实际加工周期 合格品率= 合格品数量/ 加工数量 在OEE公式里1.时间开动率反映了设备的时间利用情况; 2.性能开动率反映了设备的性能发挥情况; 3.而合格品率则反映了设备的有效工作情况。 反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。 例1: 设某设备1天工作时间为8h, 班前计划停机20min, 故障停机20min, 更换产品型号设备调整40min, 产品的理论加工周期为0.5min/件, 实际加工周期为0.8min/件, 一天共加工产品400件, 有8件废品, 求这台设备的OEE。 计算: 1. 负荷时间= 480-20 = 460 min 开动时间= 460 – 20 – 40 = 400 min 时间开动率= 400/460 = 87% 2. 速度开动率= 0.5/0.8 = 62.5% 净开动率= 400×0.8/400 = 80% 性能开动率= 62.5%×80% = 50% 3. 合格品率= (400-8)/400 = 98% 于是得到OEE = 87%×50%×98% = 42.6%。 有些企业还可以根据生产的实际, 用便于统计的数据来推算TPM。 二、OEE= 时间开动率×性能开动率×合格品率(更适用于流动生产线的评估) 时间开动率= 开动时间/计划利用时间, 计划利用时间= 日历工作时间-计划停机时间 开动时间= 计划利用时间–非计划停机时间 性能开动率 = 完成的节拍数/计划节拍数 例2.设备负荷时间a = 100h,非计划停机10h,则实际开动时间为b = 90h;在开动时间内,计划生产c = 1000个单元产品,但实际生产了d = 900个单元;在生产的e = 900个单元中,仅有f = 800个一次合格的单元。 计算:可以简化为OEE = (b/a)×(d/c)×(f/e)= (90/100)×(900/1000)×(800/900)= 72%