BGA和POP返修
BGA Rework has become synonymous for SMT Rework in general. Many u sers’ needs focus around BGA/CSP/Flip Chip, so information found here pr ovides a general background, applicable not only to array packages, but al so to the broader SMT Rework market. Large sphere arrays (BGA), and s mall fine pitch arrays (CSP) demand configurations that combine precise t hermal management and high resolution optics, to ensure a void-free rewo rk process and accurate alignment.
De-soldered BGA component BGA components on a large server board What are the Challenges?
One system for the complete rework cycle - from component removal to re-soldering?
Large arrays (20-65 mm) need large optical field of view, whereas sm aller fine pitch CSP's (0,8-20 mm) need high magnification (both require g ood resolution)
Solder removal of irregular shaped residual
Need to remove the BGA, but leave the neighboring devices undisturb ed?!
Want instant profiling?
Multilayer board sizes from USB stick (12x40 mm) to server board (5 00x465 mm)?
The Finetech Solution
Remove, Clean, Paste, Reball, Replace
t
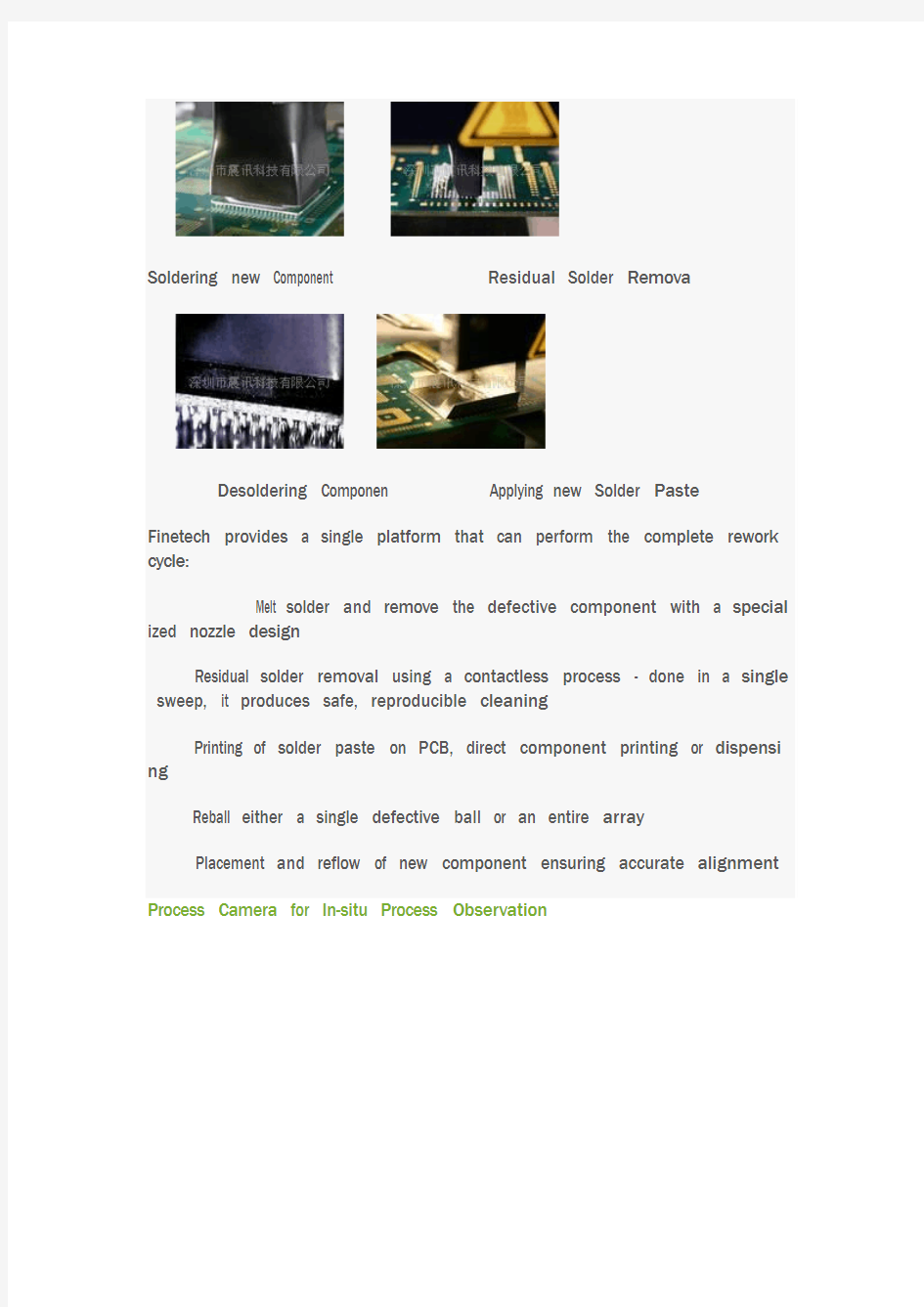
Soldering new Component Residual Solder Remova
Desoldering Componen Applying new Solder Paste Finetech provides a single platform that can perform the complete rework cycle:
Melt solder and remove the defective component with a special ized nozzle design
Residual solder removal using a contactless process - done in a single sweep, it produces safe, reproducible cleaning
Printing of solder paste on PCB, direct component printing or dispensi ng
Reball either a single defective ball or an entire array
Placement and reflow of new component ensuring accurate alignment Process Camera for In-situ Process Observation
View of process cam
It can be used for obervation of the reflow process or for taking pictures/ videos for documentation purposes.
Split Field Optics and Zoom Magnification
Split Field Optic
The Split Field Optics Video Imaging System enables diametrically opposite corners of a large component, and its corresponding pad area on the sub strate, to be viewed
Recommended Rework Equipment
ZX-2000C
ZX-X7
ZX-380
ZX-1800C
ZX-X6
Package on Package (PoP)
Package on Package (PoP)
Package on Package (PoP) is an IC-packaging technology with vertical com bined logic and memory components where two or more BGAs (Ball Grid Arrays) are stacked. Normally the discreet logic is located in the bottom with a memory device on top of it. Because of the high package density, these components are very important for the communication technology (h andset makers etc.).
Beside an intelligent combination of bottom and top heating providing prec ise thermal management, a special nozzle design is required to pick up th ose components during rework.
PoP component on a PCB
Principle of a flip chip PoP component
Cross section of a PoP component
What are the Challenges?
The principle rework process is similar to BGA rework, but because of the vertical assembling a special clamping solution is necessary. The particula r packaging implies the following specific problems:
High-count fine ball pitch (<0,65 mm)
Reflow simultaneously on the PCB
Applying a sufficient clamping force to lift the component out of liquid solder without lateral movement
Reworking different component heights
Avoid disturbance of neighbored components on densely populated boa rds
Amount of warpage for each package must be limited
Precise force control during stacking to avoid shifting of already placed package levels
The Finetech Solution
Remove, Clean, Replace
De-soldering a PoP component
Soldering a PoP component
Preheating the PCB
Desoldering the PoP component without affecting neighbored compone nts by using software controlled heating units and qualified tooling
Pick up the component with Finetech’s special vacuum activated tweez ers
Removing residual solder material contactless to avoid any stress to th e solder pads
Pick up, flux-dip and precise alignment of each package
In a final step, simultaneous reflow of all interconnections; packages a nd PCB
Special Nozzle Design for Quick and Safe Rework
Clamping nozzle with actuated tweezers in small clearance between PoP a nd small passives
Front view on nozzle tip
Specific nozzle with vacuum controlled tweezers for de-soldering and s oldering
Nozzle can be adapted easily to different component heights by turnin g one screw
Thin and specially shaped tweezers to clamp the component on every stack level
Tweezers distance easily adjustable for rework on densely populated P CBs even in clearance of 0.3 mm to adjacent components
Synchronic tweezers actuation is freely software programmable to avoi d any stress to non-molten solder joints
Recommended Rework Equipment
ZX-2000C
X-X7
ZX-380
ZX-1800C
效时BGA返修台说明书
一、安装、使用返修工作站 安装场所 为了确保安全和避免返修站可能发生损坏,应将返修站安装在符合下述条件的环境场所。 ◆远离易燃物; ◆不会溅到水或其它液体的地方; ◆不会受到空调机、加热器或者通风机直接气流影响的地方; ◆通风良好、干燥、少尘的地方; ◆水平、稳定、不易受到震动的地方; 电源 电源电压要求如下: ◆使用电压波动较小的电源 电压波动: AC220V±10%。 频率波动: 50/60Hz±0.3%。 空间要求 为方便操作,易于维修,务必在返修站背面留出约300mm以上的空间。
使用注意事项 在使用返修工作站,请注意以下事项: 1、打开热风返修站电源开关后,首先应检查上下热风喷嘴是否有冷风吹出,若无风吹 出,严禁启动加热,否则可能烧毁加热器。 2、返修不同的BGA,可设定不同的温度曲线段,各段温度设定最高一般不能超过300℃; 采用无铅返修时可根据BGA锡珠的焊接温度曲线参考设定。 3、BGA安装前,必须逐片检查PCB板焊盘和BGA锡珠是否良好;BGA焊接后需逐片 进行外观检查,如发现异常,应停止安装BGA并检测温度,待调整正常后方可进行焊接,否则可能会损坏BGA或PCB板。 4、机器表面需定时清洁,特别是要保持红外线发热管及防护网表面的清洁,防止污物 积留在上面而影响正常热量辐射,导致焊接质量不良,并明显缩短红外发热体的使用寿命。 5、未经培训的操作人员不得随意更改各设定参数。 6、工作时不要用电扇或其他设备对返修站吹风,否则会导致加热器异常升温,烧坏工 件。 7、开机后,高温发热区不能直接接触任何物体,否则可能会引起物件的烧毁,待加工 PCB板应放在PCB板支撑架上。 8、工作时禁止用手触摸高温发热区,否则容易烫伤。 9、工作时,在返修站附近不要使用可燃喷、液化或气体。 10、不要取下电箱面板或盖板,电箱中有高压部件,可能会引起电击。 11、如在工作中有金属物体或液体落入返修站,立即断开电源,拔下电源线,待机器冷 却后,再彻底清除落物、污垢;如上面留有污垢,重新开机工作时可能会发出异味。 12、系统如长时间不开机(大于10天),PLC中的电池可能耗尽,导致参数丢失,此时 请重新设置参数。或者定时开机给PLC充电,以防数据丢失。 注意: 不得用液体擦红外发热管,红外发热管上的顽固污物可采用细砂纸打磨掉。 如因此原因而烧坏发热体,本公司将不负责免费更换!
bga返修台的作用
bga返修台的作用 bga返修台的作用1、返修成功率高。目前崴泰科技BGA返修台推出的新一代光学对位BGA返修台在维修BGA的时候成功率可以达到100%。现在主流加热方式有全红外、全热风以及两热风一红外,国内BGA返修台的加热方式一般为上下部热风,底部红外预热三个温区(两温区的BGA返修台只有上部热风跟底部预热,相对于三温区较落后一些)。崴泰科技主要就是采用这种加热方式,上、下部加热头的通过发热丝加热并通过气流将热风导出,底部预热可分为暗红外发热管、红外发热板或红外光波发热板进行对PCB板整体的加热。 2、操作简单。使用BGA返修台维修BGA,可以秒变BGA返修高手。简单的上下部加热风头:通过热风加热,并使用风嘴对热风进行控制。使热量集中在BGA上,防止损伤周围元器件。并且通过上下热风的对流作用,可以有效降低板子变形的几率。其实这部分就相当于热风枪再加个风嘴,不过BGA返修台的温度可以根据设定的温度曲线进行调控。底部预热板:起预热作用,去除PCB和BGA内部的潮气,并且能有效降低加热中心点与周边的温差,降低板子变形的几率。 3、夹持PCB板的夹具以及下部的PCB支撑架,这部分对PCB板起到一个固定和支撑的作用,对于防止板子变形起重要作用。通过屏幕进行光学精准对位,以及自动焊接和自动拆焊等功能。正常情况下单单加热的话是很难焊好BGA的,最重要是根据温度曲线来加热焊接。这也是使用BGA返修台和热风枪来拆、焊BGA的关键性区别。现在大部分BGA 返修台可以直接通过设定好温度进行返修,而热风枪虽然可以调控温度,但不能直观的观察到实时的温度,有时候加热过了就容易直接把BGA烧坏。 4、使用BGA返修台不容易损坏BGA芯片和PCB板。大家都知道在返修BGA的时候需要高温加热,这个时候对温度的控制精度要求非常的高,稍有误差就有可能导致BGA芯片和PCB板报废。而BGA返修台的温度控制精度可以精确到2度以内,这样就能确保在返修BGA芯片的过程中保证芯片的完好无损,也是热风枪无法对比的作用之一。我们返
返修工艺标准
返修工艺标准
浙江精工钢结构建设集团有限公司企业标准 Q /ZJG-011-2004 产品返修工艺标准 2004-05-11发布2004-05-12实施
Q/ZJG-012-2004 浙江精工钢结构建设集团有限公司发布 1.总则 《产品返修工艺标准》(以下简称“本标准”)是由浙江精工钢结构建设集团有限公司(以下简称“精工”)贯彻了《钢结构工程施工及验收规范》(GB50205-2001)、《高层民用建筑钢结构技术规程》(JGJ99-98)等,并根据操作人员素质、设备和工艺特点、以及多个工程的加工经验编制而成的企业标准。本标准若有与国家标准相抵触之处,则以国家标准为准。 本标准同设计详图和设计说明一起,作为本公司建筑工程的单层、多层、高层结构中产品返修过程中必须执行的技术要求及检验标准。 本标准制定的主要目的是为了使生产工人及质量检查员在日常工作中使用方便,同时,也使操作者容易理解与掌握产品质量的要求,从而保证产品的质量。 为了提高本标准质量,请工厂各车间班组在执行过程中认真总结经验,积累资料,随时将有关意见和建议反馈给工艺科,以便做进一步修改、完善。 本标准自2004年05月12日起实施 本标准由浙江精工钢结构建设集团有限公司提出 本标准由重钢工艺科负责起草 本标准主要求起草人:万进鸿刘代龙
Q/ZJG-012-2004 2.规范与标准 本标准所引用的技术规范与标准分为“执行技术规范与标准”和“参考技术规范与标准”两部分。 2.1执行技术规范与标准 2.1.1 GB50205-2002 《钢结构工程施工及验收规范》 2.1.2 JGJ99-98 《高层民用建筑钢结构技术规程》 2.1.3 JGJ81-2002 《建筑钢结构焊接技术规程》 2.2参考技术规范与标准 2.2.1钢结构制作安装手册 2.2.2建筑钢结构施工手册
BGA返修台使用方法和技巧
BGA返修台使用方法和技巧 使用BGA返修台大致可以分为三个步骤:拆焊、贴装、焊接。万变不离其宗。下面以卓茂BGA返修台ZM-R7350为例,希望能起到抛砖引玉的作用。 一、拆焊。 1、返修的准备工作:①针对要返修的BGA芯片,确定使用的风嘴吸嘴。②根据客户使用的有铅和无铅的焊接确定返修的温度高低,因为有铅锡球熔点一般情况下在183℃,而无铅锡球的熔点一般情况下在217℃左右。③把PCB主板固定在BGA返修平台上,激光红点定位在BGA芯片的中心位置。把贴装头摇下来,确定贴装高度。 2、设好拆焊温度,并储存起来,以便以后返修的时候,可以直接调用。一般情况下,拆焊和焊接的温度可以设为同一组。 3、在触摸屏界面上切换到拆下模式,点击返修键,加热头会自动下来给BGA芯片加热。 4、温度走完前五秒钟,机器会报警提示,发了滴滴滴的声音。待温度曲线走完,吸嘴会自动吸起BGA芯片,接着贴装头会吸着BGA上升到初始位置。操作者用料盒接BGA芯片即可。拆焊完成。 二、贴装焊接。 1、焊盘上除锡完成后,使用新的BGA芯片,或者经过植球的BGA芯片。固定PCB 主板。把即将焊接的BGA放置大概放置在焊盘的位置。 2、切换到贴装模式,点击启动键,贴装头会向下移动,吸嘴自动吸起BGA芯片到初始位置。 3、打开光学对位镜头,调节千分尺,X轴Y轴进行PCB板的前后左右调节,R 角度调节BGA的角度。BGA上的锡球(蓝色)和焊盘上的焊点(黄色)均可在显示器上以不同颜色呈现出来。调节到锡球和焊点完全重合后,点击触摸屏上的“对
位完成”键。 4、贴装头会自动下降,把BGA放到焊盘上,自动关闭真空,然后嘴吸会自动上升2~3mm,然后进行加热。待温度曲线走完,加热头会自动上升至初始位置。焊接完成。 三、加焊。 此功能是针对有一些前面因为温度低,而导致焊接不良的BGA,在此可以再进行加热。 1、把PCB板固定在返修平台上,激光红点定位在BGA芯片的中心位置。 2、调用温度,切换到焊接模式,点击启动,此时加热头会自动下降,接触到BGA 芯片后,会自动上升2~3mm停止,然后进行加热。 3、待温度曲线走完后,加热头会自动上升到初始位置。焊接完成。 从整个结构上来说,所有的BGA返修台基本都大同小异。卓茂的光学BGA返修台每个型号都具有各自的优势及特点,有兴趣的朋友可以去官网查询相对应的资料。
焊缝修补工艺规范
焊缝修补工艺规程 1 范围 本规程规定了焊缝的外表及内部质量在不符合标准要求时,对焊缝进行局部或整体返修的焊接前准备、人员、工艺要求、工艺过程和检验。 2 焊接前准备 2.1 焊缝返修条件 2.1.1无论是何种形式接头的焊缝,其外观质量不符合产品规定的焊缝外观检验要求时,则必须对该焊缝进行返修。 2.1.2无论是何种位置、何种焊接方法焊接对接焊缝,当焊缝经无损探伤后,确定其焊缝内部或表面存在超过该产品无损检查要求的焊接缺陷时,则必须对该对接焊缝进行返修。 2.2 焊接方法 2.2.1 对焊缝的返修,依据该焊缝的WPS的规定可采用手工电弧焊或CO2气体保护焊焊接。 2.2.2当需要采用特殊焊接方法进行焊缝的修补,该焊接方法需得到焊接工程师或有关质量部门的认可。 2.3 焊接材料 2.3.1 修补焊接材料的选用必须为公司内焊接工艺(WPS)认可且质量合格的焊材。2.4焊前清理 2.4.1 焊前,焊工必须对返修部位的焊缝及焊缝两侧20mm范围内清除氧化物、水份、油污等。 2.4.2 当焊缝清理后未能及时进行返修,并因气候或其它原因影响而受潮、生锈等,在返修前应重新清理。 3 人员 3.1 从事焊缝返修的焊工,需经理论及操作培训,经确认考试合格且符合产品要求,方能在考试合格范围内按本工艺要求进行焊缝的返修。 4 工艺要求、工艺过程 4.1焊缝表面存在的焊接缺陷,可采用扁铲去除。而对整体焊缝不影响并能满足标准要求的,可不需焊接,直接采用扁铲去除焊接缺陷。 4.2 一般角焊缝的焊接缺陷可直接采用焊接方法进行修补,但对于直接修补仍无法满足要求的焊接缺陷,如密集气孔等,则需要采用砂轮或碳弧气刨剔除缺陷后方能进行焊接修补。 4.3 修补焊缝表面缺陷时,修补长度不得小于50mm,严禁点焊修补气孔和咬边等缺陷。
不合格焊缝返修返工作业规范
不合格焊缝返修返工作业规范 1、目的为防止不合格的焊缝没有按规定程序和方法进行处理,通过建立并实施对不合格焊缝处理的文件化程序,加强对焊接全过程的质量控制,确保焊接质量满足规定要求。 2、适用范围适用于本公司从事焊接作业的焊工、焊接操作工、焊接组长和焊接检验人 员。 3、引用标准 公司《焊接质量管理手册》公司《不合格品管理程序》公司《纠正与预防改善措施管理程序》 4、术语不合格焊缝:是指没有满足某个规定要求的焊缝。返修:局部焊缝中存在超标缺陷时,用局部挖补的方法进行修复,使其满足规定或预期的使用要求的过程。返修是处理不合格焊缝的一种类型。 返工:对那些性能已无法满足要求或焊接缺陷过于严重以致局部修理不经济或不能保证质量的焊缝进行割除、清理后重新焊接,使其满足规定要求的过程。返工是处理不合格焊缝的一种类型。 报废:指存在于焊缝中的缺陷过于严重,采取返工方式已不能保证其焊缝质量满足规定要求,而将该焊缝连同工件一起不再用作产品中去的一种处理方式。 5、不合格焊缝的范围 错用焊接材料的焊缝;焊缝质量不符合质量标准要求的焊缝;违反焊接工艺规程施焊的焊缝;无资格证书而上岗的焊工施焊的焊缝;按不符合要求或已作废的焊接工艺文件施焊的焊缝。 6、不合格焊缝的控制程序标识:通过外观、尺寸或无损探伤检查出的不合格焊缝要及时 在工件上作出标志,以方 便识别。 记录:将不合格焊缝的范围以及存在于不合格焊缝中的缺陷位置、缺陷类型记录于《焊接质量检验记录》表中。 隔离:确认不合格焊缝的范围,将不合格焊缝与合格焊缝的工件分开存放,固定构件中的不合格焊缝则应做好明显的标记,以区别于合格焊缝。 评价:由指定人员对不合格焊缝的形成原因及危害程度作出分析。 处置:根据评价对不合格焊缝作出处理,并监督实施。 7、不合格焊缝处理程序 返修当焊接接头存在不允许的缺陷时,应进行分析,找出原因,焊接组长制定措施由施焊人员实施返修。
教你如何调试BGA返修台的温度曲线
教你如何调试BGA返修台的温度曲线 1目前smt常用的锡有两种即有铅和无铅成份为:铅Pb锡 SN 银AG 铜CU。有铅锡珠 Sn63Pb37融点183°,无铅锡珠Sn96.5Ag3Cu0.5融点217° 3.调整温度时我们应该把测温线插进 BGA和PCB之间,并且确保测温线前端裸露的部分都插进去。 4.植球时,在对BGA表面要涂少量的助焊膏,钢网、锡球、植球台要确保清洁干燥。 5.助焊膏和锡膏在保存时都应该放在10℃的冰箱保存。 6.在做板之前要确保PCB和BGA都没有潮气,是干燥、烘烤过的。 7.国际上的环保标示是ROSS ,如果PCB中含有此标示,我们也可以认为此PCB为无铅制程所做。 8.在焊接BGA时,要在PCB上涂抹均匀助焊膏,无铅铅芯片焊接时可以稍多涂些。 9.在焊接BGA时,要注意PCB的支撑,卡板时不要卡的太紧,要预留出PCB受热膨胀的间隙。 10. 有铅锡与无铅锡的主要区别:熔点不一样。(有铅183℃无铅217℃)有铅流动性好,无铅较差。危害性。无铅即环保,有铅非环保 11.助焊膏的作用1>助焊 2>去除BGA和PCB表面的杂质和氧化层,使焊接效果更加良好。 12.底部暗红外发热板清洁时不能用液体物质清洗,可以用干布、镊子、进行清洁! 温度调整详细:一般的返修用曲线分为:预热、升温、恒温、融焊、回焊五个阶段,下面介绍一下测试到曲线不合格如何调整,一般我们将曲线分为三个部分来说。 1、前期的预热和升温段为一个部分,这个部分的作用在于减少 pcb的温差,去除湿气防止起泡,防止热损坏的作用,一般温度要求是:当第二段恒温时间运行结束我们测试锡的温度要在(无铅:160~175℃,有铅:145~160℃)之间,如果偏高,就说明我们设定的升温段温度偏高,可以将升温段的温度降低些或时间缩短些。如果偏低,可以将预热段和升温段的
焊缝返修工艺
北京航天医院卧式脉动真空灭菌器安装工程焊缝返修工艺 编制 审核 批准 北京政平建设工程有限公司 年月日
管道焊接焊缝返修工艺 本规范规定了焊缝的外表及内部质量在不符合标准要求时,对焊缝进行局部或整体返修的焊接前准备、人员、工艺要求、工艺过程和检验。本标准适用于北京航天医院卧式脉动真空灭菌器安装工程压力管道焊接的焊缝返修。 1、适用范围 北京航天医院卧式脉动真空灭菌器安装工程压力管道焊接焊缝经无损检测发现超标缺陷,需要进行返修的各种焊缝。 (1)焊接方法:手工钨极氩弧焊打底,电弧焊盖面。 (2)焊接坡口:用碳弧气刨加工方法,将返修缺陷部位,刨出“U”形坡口(3)焊条及焊丝的选择:与焊接作业指导书的要求相同。 2、焊接前准备 (1)焊接材料 焊接材料的选用必须为公司内焊接工艺认可试验合格的焊材。 (2)焊前清理 焊前,焊工必须对返修部位的焊缝及焊缝两侧各宽20mm范围内清除氧化物、水份、油污等。 当焊缝清理后未能及时进行返修,并因气候或其它原因影响而受潮、生锈等,在返修前应重新清理。 (3)负责返修的焊工,在返修前应详细检查和弄清楚焊缝缺陷的名称、数量、范围,正确判断缺陷位置,初步定出返修焊缝的方法。 3、焊缝返修条件 探伤按相关要求进行检测,经评定符合JB4730-94标准后方可认为合格,凡经检测不符合标准的焊缝均应进行返修。 (1)对要求100%检测的管道焊缝,应一次性作全部焊缝的无损检测,凡不符合标准的焊缝应进行返修。 (2)对要求局部5%检测的管道焊缝,当发现焊缝存在超标缺陷时,除对不合格焊缝进行返修外,还需要对该焊工焊接的焊缝改为10%的比例进行检测(3)返修焊缝重复检测的等级标准和评定方法,按原来焊缝相同并作好原始记录。
焊接返修技术规范
焊接返修技术规范 1、适用范围 本工艺规范了焊接的外表及内部质量在不符合要求时,对焊缝进行局部或整体返修的焊前准备、人员、工艺要求、工艺过程和检验。 2、规范引用文件 (文件编号)焊接质量手册 (文件编号)焊接管理制度 (文件编号)焊材管理制度 3、焊前准备 3.1焊缝返修条件 3.1.1当焊缝经无损检测后,其焊缝内部或表面存在超过该产品检验标准要求的缺陷时,则要求对该焊缝进行返修。 3.1.2存在下列缺陷时要求返修: ①焊缝咬边的深度大于0.5mm,咬边长度大于100mm时。 ②焊缝两侧咬边长度超过焊缝长度的10﹪时。 ③直径大于2mm的气孔、密局气孔、裂纹、弧坑、未熔合、未焊透。 ④打磨焊缝表面缺陷后焊缝的厚度小于母材厚度。 3.1.2返修过程应尽量做到一次合格,同一部位的返修次数一般不得超过两次,如两次返修仍不合格,第三次返修,必须由焊接技术员、焊接技师、焊接工人共同制定返修工艺,报焊接工程师批准后方可施工。
3.2焊接方法 对焊缝的返修采用熔化极气体保护焊。 3.3焊接材料 焊接材料的使用应严格按照《焊材管理制度》进行保管,焊材库也应遵从先进先出的原则。 3.4焊前清理 3.4.1焊前必须清除焊缝及焊缝周边30mm范围内的铁锈、氧化皮及油污。 3.4.2需要去除焊缝金属及母材时,可采用机械加工、火焰切割、碳弧气刨等方法去除,切割后的焊缝金属及母材应去除氧化皮并打磨平整,已淬火和回火的工件不得用火焰切割及碳弧气刨的方法。 3.5预热 有预热要求的焊件,在返修补焊是,均需严格按焊件原热处理工艺规范进行焊前预热。 4、人员 4.1从事焊缝返修的焊工原则生由原施焊人员实施,原施焊人员须经过理论及操作培训,考试合格后方能从事焊缝返修工作。 4.2重要焊缝第一次返修或一般焊缝第二次返修,由国际焊工在焊接技师现场督导下按返修工艺进行返修。 5工艺过程 5.1一般前度结构钢、高强度结构钢焊缝返修 5.1.1焊缝存在表面缺陷,可直接采取磨光机去除,去除缺陷后对整
光学对位BGA返修台
光学对位BGA返修台 概述 通过光学模块采用裂棱镜成像,LED照明方式,调整光场分布,使小芯片成像显示与显示器上。以达到光学对位返修。 产品特点 深圳市鼎华科技发展公司光学对位BGA返修台,安装有光学对位系统,采用光学系统实现BGA芯片的管脚与PCB表面焊盘同时成像于高清晰度工业CCD上,定位全程通过显示器观察。 高精度的直线导轨使得贴装头精确移动,置物台可实现X、Y方向和角度任意调整。实现BGA的精确定位。 工作原理 精密BGA返修台主要完成BGA、CSP类芯片的返修和焊接,整机通过高清晰工业级CCD光学aoi系统实现表面贴装元件管脚和PCB表面焊盘的同步同时成像,进行BGA的精密对位和贴装,对位贴装过程可以通过液晶显示器进观察;同时通过高精度的维修和焊接系统,完成BGA芯片的拆焊和重新焊接;高精度直线导轨和精密旋转平台实现X/Y方向和Z轴方向θ角度四维精密调整。对位贴装采用柔光的双色分光系统,大大提高了图像的对比度,能够轻松舒适地完成BGA的精密定位和贴装。同样也适用于QFP,PLCC等其它高精密元器件的精密对位和返修。 传统光学对位bga返修台的视频合成技术采用水晶材料的棱镜对PCB焊盘和BGA锡球进行45度的折射后,从另外一个角度将合成的视频影像用显微镜或摄象机取出,来观察PCB焊盘和BGA锡球的相对位置,通过调节PCB的相对位置来实现视频重叠.两个影像的大小通过调节焦距来实现,相对亮度靠外光来调节. 而鼎华光学对位bga返修台新一代的视频合成技术采用俩个CCD,一个向上摄取BGA锡球面的影像,另一个向下摄取PCB焊盘的影像,通过软件的方式进行视频合成,所有的亮度和放大倍数软件可调,图形是全数字式的,调节更方便,图像更加清晰,稳定.可用电脑进行分析和保存。 产品详情: 1、嵌入式工控电脑,高清触摸屏人机界面,PLC控制,并具有瞬间曲线分 析功能. 实时显示设定和实测温度曲线,并可对曲线进行分析纠正。
钢制压力容器焊缝返修和修补工艺规程
钢制压力容器焊缝返修和修补工艺规程 1、范围 本规程规定了焊缝返修和修补的操作工艺要求。 本规程适用于碳素钢、低合金钢、不锈钢制造的压力容器焊缝返修和修补工作。 2、引用标准 下列标准所包含的条文,通过在本规程中引用而构成为本规程的条文。在规程出版时,所示版本均为有效。所有标准都会被修改,使用本规程的各方面应探讨使用下列标准最新版本的可能性。 质技监局锅发[ 1999 ]154号压力容器安全技术检察规程 GB150—1998 钢制压力容器 HG20584—1998 钢制化工容器制造技术要求3、焊缝返修 3.1焊缝经检验后如发现有列不允许存在的缺陷时,允许返修。 3.2焊缝多次返修会降低焊缝质量且增加成本,故力求一次返修合格,同一部位(指焊补的填充金属重叠的部位)的返修次数不宜超过两次,如超过两次,返修前应经制造单位技术总负责人批准。 3.3焊缝的返修工作必须经由锅炉压力容器焊工考试合格,并有经验的焊工担任,返修工艺措施应得到焊接责任工程师的同意,超过2次以上的返修,应将返修的次数、部位、返修后的无损检测结果和技术总负责人批准字样记入压力容器质量证明书的产品制造报告中。 3.4返修前应对缺陷性质、形状和位置进行分析,找出原因,制定方案后才能返修。 3.5返修焊工应根据检验科返修通知单和无损检测测定划出的缺陷位置,在正确无误的情况下才能返修。 3.6返修时采用碳弧气刨或砂轮打磨等方法来清除焊缝缺陷。 磨至金属。 3.9对于不要求抗晶间腐蚀的不锈钢,允许采用碳弧气刨清除缺陷,刨后应打磨去除渗碳层,对于某些不能使用碳弧气刨清除缺陷的不锈钢,应用其它方法清除缺陷。 3.10返修时应选用的焊接材料,焊条烘干温度比原烘干温度适当提高20℃。3.11有预热要求的产品返修前同样要预热温度适当提高30~50℃。 3.12要求焊后热处理的压力容器,一般应在热处理前进行返修。如在热处理后返修,返修后应再做热处理。 3.13压力试验后需返修的返修部位必须按原要求经无损检测合格。由于焊接接头
压力容器焊缝返修工艺守则
压力容器焊缝返修工艺守则 1适用范围 本守则规定了压力容器受压元件焊接接头返修的技术要求及工艺管理; 本守则适用于压力容器受压元件制造过程中的焊接接头返修; 2引用标准 固定式压力容器安全技术监察规程 《特种设备焊接操作人员考核细则》 3技术要求 3.1材料要求 a符合GB3531、GB713、GB/T711、GB4237、GB/T14976的钢板及无缝钢管等标准; b符合GB/T5117、GB/T14957、GB/T5293、GB/T12470的焊条、焊丝及埋弧焊用焊剂; 3.2焊工要求 a指定专人担任返修焊工,并按《特种设备焊接操作人员考核细则》进行考试,取得相应项目的焊工合格证; b返修焊工应了解产品图样及焊接接头返修方案中的有关技术要求; c返修焊工必须在接到焊缝返修单后,方可根据返修工艺要点进行返修,并做好焊接接头返修记录; d建立返修焊工的技术档案,检查部门根据返修记录计算年平均一次返修合格率; 3.3焊接接头返修用设备及工装 a设置焊接接头返修专用焊机,配备电流表、电压表并定期检定; b配备手工碳弧气刨枪、砂轮机、角向磨光机、扁铲、压缩空气管道或空气压缩机; c配备适用于焊接接头返修的工装,如滚轮架、螺纹支撑等; 3.4焊缝缺陷种类、位置及尺寸的标定; 返修前,根据焊缝射线照相评定记录,在焊缝上标出缺陷的种类及位置;缺陷尺寸标注在缺陷种类之后,球形气孔、夹渣注明直径;条形气孔、夹渣注明长度与宽度;链条状未焊透、未熔合、裂纹注明长度(见图1); 图1 3.5焊缝缺陷的清除 3.5.1刨除缺陷前,返修焊工可查看射线照相底片,以判断缺陷的深度; 3.5.2清除方法可采用碳弧气刨或机械磨削: a采用碳弧气刨清除缺陷时,应按《碳弧气刨工艺守则》的有关规定进行,并根据已标定的焊缝缺陷位置,刨除全部焊缝缺陷; b采用机械方法清除缺陷时,可用角向磨光机、砂轮机、扁铲等工具; 3.5.3对缺陷的清除是否彻底有怀疑时,可在返修焊前进行照相验证; 3.6刨槽形状及要求 a刨槽长度L根据已标定的缺陷长度尺寸,在刨除中至少向缺陷两端各延长20mm,刨槽两端的斜度应小于15°,且圆滑过渡;当相邻两刨槽的间距E小于5δ(板厚)时,可以将两刨槽连接在一起;若刨槽深度不同时,应刨成斜度小于15°的缓坡;刨槽深度H及宽度B与缺陷位置及选用碳棒直
BGA返修台报价清单(珍藏版)
BGA返修台报价清单 在BGA芯片使用范围越来越广的情况下,BGA返修行业也迎来了快速发展期。在BGA芯片返修时使用最多的就是BGA返修台,它能够帮助返修人员快速的对损坏的BGA芯片进行拆除和焊接。根据BGA返修工作台功能特点不同价格相差比较大。小编今天给大家介绍一下一台一般的BGA返修台报价大概多少钱。在了解报价之前,先简单描述一下BGA返修台的分类,因为不同的类别价格差距也比较大。以下内容希望对大家在返修台选购上有借鉴作用。数据来源于网络仅供参考。 BGA返修台类别: 1,光学BGA返修台:通过光学模块采用裂棱镜成像,LED照明方式,调整光场分布,使小芯片成像显示与显示器上。以达到光学对位返修。光学BGA返修台是一种能够自动识别拆和装的不同流程,在拆附元器件的流程中,加热完成后机器自动吸起将元器件与PCB分离,可避免人为作业滞后于机器加热而导致元器件冷却无法拆除或用力不当造成焊盘脱落,在贴装时可以自动完成对中、贴放、加热、冷却的全部过程,返修良品率几乎可达100%。
2,非光学BGA返修台:是通过肉眼将BGA根据PCB板丝印线及点对位,以达到对位返修。手动BGA返修台在芯片返修过程中需要手动将元器件进行分离,这时需要控制好加热温度和用力程度,一旦温度没有达到或者是用力过猛的话很容易造成焊盘掉落,在贴装的时候也是需要非常细心以免手工贴放时移位。 非光学BGA返修台 BGA返修台报价: 不同的厂家和所用的材质都会影响到价格,非光学BGA返修台和光学BGA返修台价格不一样;国内BGA返修台和国外返修台价格也不一样。一般来说可分为以下几点: 国内非光学BGA返修台价格:3000-10000不等。型号:R60 国外BGA返修价格:20万-100万不等。美国APR500
BGA返修作业指导书
一、操作指导概述 本文主要描述的是在BGA返修设备(SV-550)上进行有铅、无铅工艺单板面阵列器件维修的操作流程及在维修过程中需要注意的事项。 二、操作指导说明 1 定义 BGA:集成电路的一种封装形式,其输入输出端子(包括焊球、焊柱、焊盘等)在元件的底面上按栅格方式排列。包括但不限于PBGA、UBGA、WBGA、TBGA、CBGA及CCGA。 无铅BGA:锡球成分为无铅焊料的BGA。 无铅BGA信息来源:对于有编码的BGA芯片通过PDM进行确认;对于新器件暂时查询不到器件资料的BGA 芯片,由客户(需要维修单板的人员)提供器件信息。 混合工艺:指使用有铅锡膏和无铅BGA装联的工艺。 2 目的 指导现场操作人员在使用返修设备返修有铅、混合、无铅工艺单板面阵列器件时,如何进行程序选择及调用、规范操作人员操作方法和过程,保证返修单板的返修质量。 3 适用范围 适用于返修有铅、混合及无铅工艺单板上面阵列器件如PBGA、QFP、PLCC、SOIC、CSP、BGA插座等时程序的选择、调用及返修操作。 4 岗位职责和特殊技能要求 5内容 5.1 返修工具、辅料及设备 5.1.1 返修工具:BGA返修台、电铬铁、刮刀、小钢网、真空吸笔、剪刀、镊子、画笔(涂焊膏用) 5.1.2 辅料:膏状助焊剂Alpha metals(免洗型LR721H2 HV);清洗剂YC336(有铅使用),SC-10(无铅使用);吸锡编带;有铅锡膏(Sn63Pb37、NC-92J);无铅锡膏(Sn9 6.5Ag3.0Cu0.5);碎白布 5.1.3 返修设备SV-550返修台 RD-500返修台有3个加热系统,其中上和下精确加热目标芯片和线路板的是热风型加热。第3个是一种区域发热体,从底部逐步地加热整个的印制线路板。SV-550需要配备不同尺寸的热风喷嘴进行返修不同的器件。
压力容器焊缝返修及补焊通用工艺守则
1.适用范围 1.1 本守则为通用工艺文件,仅适用于不锈钢制压力容器的筒体、封头、接管对接,法兰拼接焊缝焊接缺陷的返修。 1.2 本守则不足以保证特殊情况下缺陷返修的质量时,需另行制订专用的返修工艺文件。 2. 返修程序 2.1 焊缝返修由探伤室开出返修通知单,确定缺陷性质,部位。 2.2 第一、二次返修需经焊接责任人批准,焊工按探伤人员在产品上所划出的缺陷部位进行返修、焊接检验员监督返修程序的进行。 2.3 第三次返修前由焊接责任人制订返修方案,得到技术负责人批准后方可进行,焊接责任人负责现场监督。 3.焊工 3.1 返修部位的焊接工作,必须由考试合格,具有焊接相应项目资格的焊工担任。 3.2 第一、二次返修时,一般情况下可由原施焊的焊工进行,第三次返修时,由焊接责任人指定焊工进行返修。 4. 返修焊缝所用的焊接材料,原则上与该焊缝所采用的焊接材料相同,等离子弧自动焊除外。 5. 缺陷清除 5.1 清除焊接缺陷可以用角向砂轮磨。 5.2 从筒体内侧或外侧清除缺陷,视探伤结果而定,原则上是返修量越少越好。 5.3 当清除深度已达厚度的三分之二,而缺陷尚未清除时,则不应再清除下去,而应将此侧先补焊完毕,再从另一侧将缺陷清除掉,然后补焊。 5.4 焊接缺陷必须彻底清除干净,缺陷清除后的返修表面要圆滑,不得有尖锐棱角。 6. 焊接 6.1 焊接方法原则上与原来的方法相同,等离子弧自动焊除外。 6.2 第一层焊缝一般应用Φ3.2㎜的焊条焊接,焊接电流较一般施焊大10%左右,以保证焊透,且一般不用摆动焊法。 6.3 每条焊缝的起弧和收弧处应错开20㎜以上,并注重起弧与收弧的质量。 6.4 每焊一层都应仔细检查,确定无缺陷后再焊下一层,不允许采用单层,单道大规范及慢焊速进行补焊。 6.5 必须修磨返修部位的焊缝表面,使其外形与焊缝基本一致,经外观检查合格后,按原焊缝
焊缝返修管理规定
深圳市XXXX有限公司 AYMS-A0.006-2018 管理制度 受控状态:□受控□不受控 文件名称:焊缝返修管理规定 版本号: 编制: 审核: 批准: 分发号: 年月日发布年月日实施说明:本文件只供公司内部使用,其他单位或个人不得将该文件据为已有,更不得复印、拷贝
焊缝返修管理规定 1 总则 1.1 本规定度适用于按机电类特种设备结构焊焊工考试规范DB34/T987-2009要求制造的大型游乐设施的手工电弧焊。 1.2 本指导书适用于本厂用碳素钢,普通低合金,奥氏体不锈钢材料的焊接返修工艺,适用于本公司钢结构焊缝及热影响区超标缺陷的返修与焊补。 1.3 焊接返修作业时,在执行专用工艺的同时,必须同时贯彻执行本规定。 2 焊缝返修用设备及工装 2.1 设置焊缝返修焊机,配备电流表、电压表并定期检定。 2.2 备有手工碳弧气刨枪,砂轮枪,角向磨光机,压缩空气管道或空气压缩机。 2.3 适用于焊缝返修的工装有滚轮架等。 3 焊接返修人员 3.1 返修焊工一般应指定专人担任,取得相应项目的焊工合格证。 3.2 返修焊工应了解产品图样及焊缝返修工艺中的有关技术要求。 3.3 返修焊工必须在接到返修卡后,方可根据返修工艺要求进行返修,并做好焊缝返修记录。 3.4 建立返修焊工的技术档案,检查部门根据返修记录计算年平均一次返修合格率。 4 焊接返修程序 4.1 当焊缝需要返修时,其返修工艺应有评定合格的焊接工艺评定。 4.2 焊缝缺陷产生后由品质部发出焊缝返工/返修通知单,生产制造部在接到返工返修通知单后,焊接责任人会同检验人员及施工人员,分析焊缝缺陷原因,并制定返工工艺后进行返修,重要部位的焊缝返修次数一般不应超过二次。焊接工程师提出第一次焊接返修工艺,并经焊接责任人批准。 4.3 对经一次返修仍不合格的焊缝,由焊接责任人编制返修焊接工艺并有质保工程师签字确认方可实施。 4.4 非重要受力焊缝返修次数一般不超过3次,不合格焊缝由焊接工程师提出返修方案并制定焊接返修工艺,焊接责任人批准实施; 4.5 返修过程中,焊工要填写好《焊缝返修施焊记录》。焊缝返修后,应将返修
预埋件焊缝返修方案
施工方案报审表 工程名称:滕州市桥梁工程解放路大桥编号:HL-12-15 致济南城市监理有限责任公司 现报上钢塔埋件栓钉焊缝,环向对接焊缝,纵向加劲肋部分熔透整改施工方案(全套,部分),已经我单位上级技术部门审查批准,详细说明和图表见附件。请予审查和批准。 承包单位(章):项目经理(签字): 项目技术负责人(签字):日期:
专业监理工程师意见: 专业监理工程师(签字):日期: 滕州市桥梁工程解放路大桥 五
号 墩 预 埋 件 焊 缝 整 改 方 案 编制单位: 审批单位: 安徽鸿路钢结构(集团)有限公司桥梁工艺部 第一章钢塔栓钉焊缝补救方案
一,滕州跨荆河大桥预埋件经监理检查,剪力钉焊缝不足其补救方案如下:1,对部分缺陷较大的栓钉打磨或产除,除去不合格栓钉后用栓钉机值接,保证质量达到要求。 2,已焊接剪力钉经过验收后用二氧化碳进行补焊,由于现场风大,在钢管周围搭好脚手架外围围好防风雨布,里面进行焊接,确保达到焊接质量。 3 ,在剪力钉焊接一部分后通知监理进行检测,合格后再进行批量焊接。 二,剪力钉焊接要求和方法如下: 1 ,正式焊接前试焊1个焊钉,用榔头敲击使剪力钉弯曲大约30°,无肉眼可见裂痕方可开始正式焊接,否则应修改施工工艺; 2 ,每天的焊接完的焊钉都要从每根梁上选择两个栓钉用榔头敲弯约30°,无肉眼可见裂痕方可继续焊接,否则应修改施工工艺; 3 ,如果有不饱满的或修补过的栓钉,要弯曲15°检验。榔头敲击方向应从焊缝不饱满的一侧进行。 进行弯曲试验合格的焊钉如结果合格,可保留弯曲状态。 4 ,焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。 检查数量:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查焊钉数量的1%,但不应小于1。 三,检验方法及控制项目: 1 主控项目 1 )焊接完成后的焊钉跟部焊缝应均匀,焊脚立面的局部未熔合或不足360°的焊脚应进行补焊。
2020年焊缝返修方案(吸收塔焊缝返修).pdf
中国石油克拉玛依石化公司热电厂烟气脱硫扩能及隐患治理项目 吸 收 塔 焊 缝 返 修 方 案 编制:日期: 审核:日期: 批准:日期: 陕西航天机电环境工程设计院有限责任公司
1.范围 本方案规定了双相不锈钢吸收塔焊缝返修过程中焊工应具备的资格,焊缝缺陷返修的焊接工艺等。 本方案适用于奥氏体不锈钢复合板、双相不锈钢复合板塔类容器、压力容器焊缝缺陷的返修。 2.引用标准 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 《石油化工不锈钢复合钢焊接规程》SH/T3527-1999 《特种设备焊接操作人员考核细则》TSG Z6002-2010 《钢制焊接常压容器》NB/T47003.1-2009 《承压设备用焊接工艺评定》NB/T47014-2011 《压力容器焊接规程》NB/T47015-2011 《承压设备产品力学性能检验》NB/T47016-2011 《承压设备用焊接材料订货技术条件》NB/T47018-2011 《压力容器用爆炸复合板第一部分》NB/T47002.1-2009 《承压设备无损检测》NB/T47013.1-NB/T47013.5-2015 《承压设备无损检测》JB4730-2005 《火力发电厂焊接技术规程》DL/T869-2012 陕西航天机电环境工程设计院有限责任公司项目部《焊接工艺评定报告》 3.主要返修方案 3.1焊前准备 3.1.1焊接工艺评定 吸收塔现场制作的过程中对吸收浓缩塔的焊接进行了多次的试验和论证,本次返修依然采用当时所做的焊接工艺评定。 3.1.2焊工资格的审查
焊缝返修作业指导书
焊缝返修作业指导书 1.范围 本守则规定适用于钢制压力容器受压焊缝的返修。如图纸或技术条件中对返修有特殊要求时应以图纸或技术条件为准。 2.规范性引用文件 下列文件中的条款,通过本标准的引用而成为本标准的条款,凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本,凡是不注日期的引用文件,其最新版本适用本规程。 GBl50-1998《钢制压力容器》 JB/T4709-2000《钢制压力容器焊接规程》 质技监局锅发[1999]154号《压力容器安全技术监察规程》 3.焊工 返修焊工必须持有相应合格项目,而且返修一般应由操作技能水平较高的焊工来完成。 4.焊材 返修焊材应与原焊缝所用焊材相同。用焊条电弧焊返修埋弧焊焊缝时,应按相应的返修工艺选用焊条。 5.返修依据 5.1 返修的指令为《焊缝返修通知单》和《焊缝超次返修卡》。 5.2 实施返修应参照在工件标记的缺陷性质及长度以及探伤室提供参考的缺陷原片。 6.返修通知单 返修通知单是返修焊缝的凭证,返修通知单的路线和各部门的任务如下: 6.1 无损探伤:依据所检验出的超标缺陷及委托单填发一式三份焊缝返修通知单,一份自存,一份转给焊接工艺人员,一份转给车间。 6.2 焊接:焊接工艺人员对需要焊缝返修的缺陷应当分析产生原因,提出改进措施,按评定合格的焊接工艺评定编制焊缝返修工艺。返修工艺中必须注明用于支持返修工艺的焊接工艺评定编号和所需的焊工持证项目。 6.3 车间:按返修工艺要求认真核对探伤底片,确认全部缺陷清除后再进行补焊。补焊后焊缝表面应圆滑过渡。 6.4检查:检查员应监督焊缝返修全过程,外观检查合格后在返修合格单上盖章,转无损检测复查。7.返修准备 7.1 工艺准备:焊接工艺人员按缺陷情况,考虑产品特点,分析出缺陷产生的原因和性质,作出相应返
BGA返修台5830说明书
ZM-R5830返修台使用说明书 编号:ZM-SMS-05-11 深圳市卓茂科技有限公司 SHENZHEN ZHUOMAO TECHNOLOGY CO.,LTD.
前言 深圳市卓茂科技有限公司是一家集研发、生产、销售为一体的国家级高新技术企业,公司自成立以来,先后获得深圳知名品牌、双软认证、商务部诚信企业AAA证书、央视网广告合作伙伴等荣誉。凭借雄厚的技术力量、高效的经营管理、完善的销售体系、专业的售后团队,为广大客户提供更高效便捷的一站式服务!通过吸收和引进国内外领先的先进技术,不断提升自己,在 BGA /LED返修设备、清洗设备、非标自动化设备和电子产品周边辅助设备及耗材上赢得了全球10万BGA/LED返修设备客户的信赖和支持,产品销售遍及全国各大城市,并远销日本、韩国、北非、越南、东南亚、中东及欧美等国。 卓茂科技凭借自身“稳定的品质、领先的技术、全面周到的售后服务”在同行业中有很强的影响力和较高的知名度,我们将继续秉承“专业创新诚信”的经营理念,与社会各界关心和支持我公司发展的广大客户和朋友们一起不断进取,开拓创新,新的时代,我们真诚的期待,在您优越的产品生产的诸多链条中,有我们参与完成的重要一环!并让您的产品享誉全世界、惠及千家万户! 您的微笑是卓茂科技永恒的追求…… ● 非常感谢您使用深圳市卓茂科技有限公司的 ZM-R5830 返修台。 ● 为了确保您使用设备的安全和充分发挥本产品的卓越性能,在您使用之前 请详细阅读本说明书。 ● 由于技术的不断更新,卓茂科技有限公司保留在未事先通知的情况下对技 术及产品规格进行修改的权力。 ● 本说明书为随机配送的附件,使用后请妥善保管以备日后对返修台检修和 维护时使用。 ● 如对本设备的使用存在疑问和特殊要求,可随时与本公司联系。 全国统一服务电话:5 ● 本公司保留本使用说明书内容的最终解释权。 目录
焊缝返修工艺守则
焊缝返修工艺守则
压力容器焊缝返修工艺守则 2013-11-20发布2013-12-01实施
张家港韩中深冷科技有限公司发布
压力容器焊缝返修工艺守则 1. 总则 本守则是按照GB150、GB151、JB/T4735等标准中制造、检验与验收条款,结合我公司实际情况制定的焊缝返修工艺守则。 本守则适用于我公司制作的所有钢制容器或构件上需要进行射线探伤或超声波探伤的对接焊缝。 2. 焊缝无损检测 2.1 车间检验员应对车间每天焊接结束的焊缝进行外观检验,焊缝表面不允许有裂纹、气孔、 咬边以及未熔合等缺陷。对焊缝表面及两侧的飞溅物,检验员应督促车间焊工立即清理干净。 2.2 焊缝外观检验合格后,车间检验员应根据工艺文件规定的焊缝无损检测方法、检测标准、 检测比例以及合格级别开具《无损检测送检单》。《无损检测送检单》上还应标明送检焊缝的编号、焊缝所在产品的工作令号、焊缝在产品中所处位置的示意图、焊缝两侧母材的牌号及厚度等内容。 2.3 车间检验员应将开具好的《无损检测送检单》及时送达探伤室。 2.4 探伤室应根据《无损检测送检单》的要求对焊缝及时进行无损检测。 2.4.1 对于进行射线探伤的焊缝,探伤室应将评片结果及时送达车间生产班组;对于不合格的 焊缝,探伤室应及时出具《缺陷对位单》及《焊缝返修通知单》,《缺陷对位单》应及时送达车间生产班组,《焊缝返修通知单》应及时送达焊接工艺员。《焊缝返修通知单》应包括以下内容: a)需返修焊缝所在产品的工作令号; b)需返修焊缝的探伤片号; c)需返修焊缝中缺陷的具体部位及缺陷的性质; d)焊缝的返修次数。 2.4.2 对于进行超声波探伤的焊缝,探伤人员应将探伤结果及时告知车间生产班组及焊接工艺 员;对于不合格的焊缝,探伤人员应将需返修的缺陷部位在焊缝表面做好标记,并在焊缝旁边注明缺陷的大致深度及范围。 3. 焊缝返修工艺的制订 3.1 焊接工艺员在接到探伤室出具的《焊缝返修通知单》或超声波探伤不合格的结果后,应
bga返修台操作规范
竭诚为您提供优质文档/双击可除bga返修台操作规范 篇一:bga返修台工作流程(图文完整版) bga返修台工作流程(完整版) 一.主板故障判定 通过卓茂x-Ray和功能检测或目测等方法判断 sop,soj,bga,plcc,qFp,csp等ic封装存在焊接偏位,空焊虚焊或连焊等焊接不良时,对不良部位之ic进行返修焊接偏位 bga锡球连锡 二.返修设备的选择 采用三温区返修台进行返修.上下温区对不良bga局部进行加温,pcb板周边采用暗红外加热辅助预热防止pcb板变形。 正在对有故障问题的bga加热 三.bga拆取. 设置温度-----加温运行-------自动吸取bga-----完成拆下动作. 精确的控温
正在自动拆取bga bga已经被自动拆下 四.焊盘清理 利用助焊膏,电烙铁及吸锡线等辅助工具将bga焊盘及pcb板焊盘上残留的锡渣清理干净. 洗板水助焊膏吸锡线电烙铁 bga锡渣清理 pcb焊盘锡渣清理 五.bga植球 通过专用测试治具对拆下之bga进行判定是否功能完好,良品进行植球返工,可 再次利用. 涂上均的助焊膏 选择和固定植球钢网 正在把锡球放入对位好的植球钢网 锡球已完整排列在bga焊盘上 已经植好球的bga 利用植珠炉对bga进行加热,使锡球熔化溶化 六.bga对位贴装 涂抹助焊膏----放置已植好锡球的bga在喂料装置----操作bga返修台自动吸取bga----ccd光学镜头自动弹出 -------操作设备x,y,z轴方向,至bga锡球点(白色)与pcb
板焊盘上pad点完全重合------自动往下贴装------贴装完成. 均匀涂抹助焊膏 放置已植好锡球的bga在喂料装置ccd镜头自动弹出进行光学对位光学点对点对位(白点为bga上的锡球点,黄点为pcb焊盘上的pad点 锡球与焊盘上的pad点完全重合 自动完成贴装bga 七.bga焊接. 贴装完成后,调用合适的温度曲线对bga进行再流焊 . 卓茂返修台正在对bga进行加温焊接 热风示意图 加温过程中锡球熔化过程 焊接完好的bga 篇二:bga返修作业指导书 信华机密,未经许可不得扩散第1页,共9页 一、操作指导概述 本文主要描述的是在bga返修设备(Rd-500)上进行有铅、无铅工艺单板面阵列器件维修的操作流程 及在维修过程中需要注意的事项。 二、操作指导说明