奥宝AOI设备教材
目錄
一. 运动系统
二. 气动系统
三. 光學頭部分
四. 電氣部分
一.运动系统
運動系統結構圖
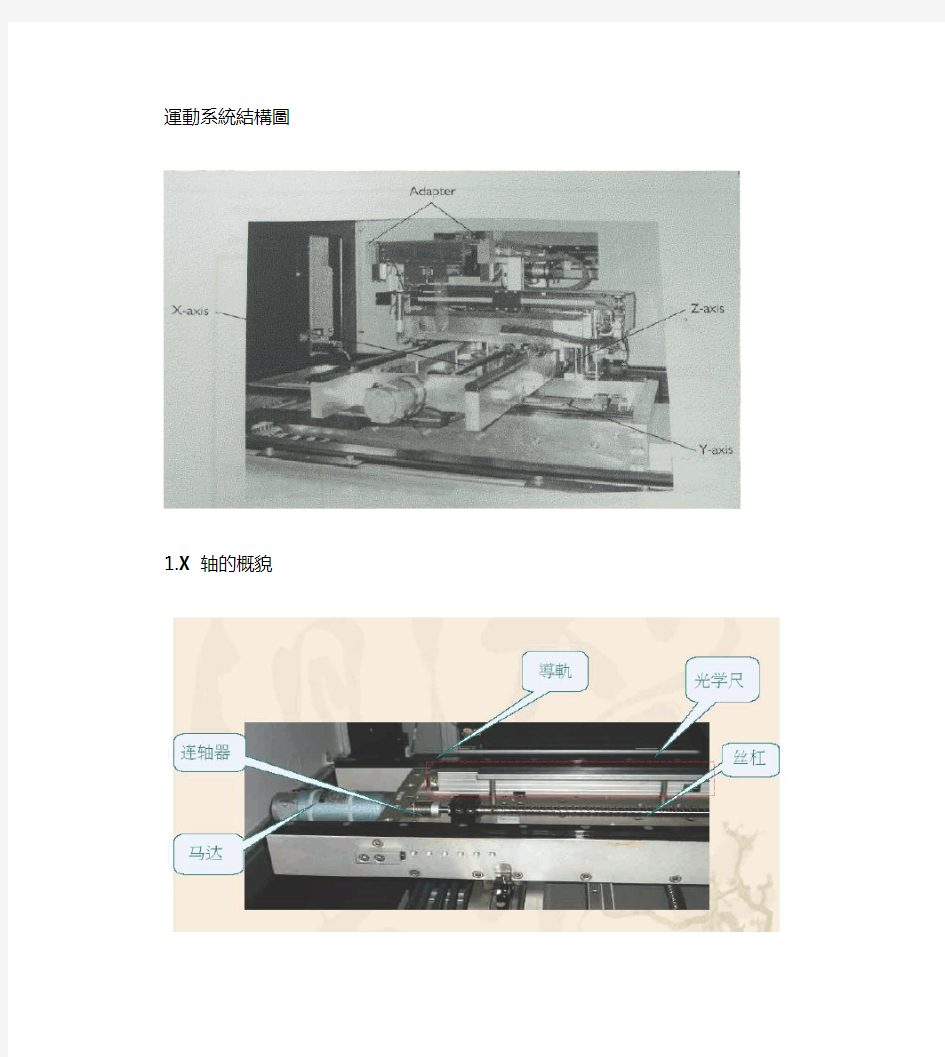
1.X 轴的概貌
X轴元件的介绍
马达规格:24V 4.8A 转数4000/min.
是X轴的动力元件.
连轴器:是轴与轴之间的联结件,在这里将马达
和丝杠连结起来,传递动力. 是XYZ轴中唯一
的一个,另外两轴使用的是皮带来传递动力.
光学尺:用来检测轴的位置与运动方向的. 它通
过FORK80板上的连接器将测得信号传输到系
统控制部分.
滾珠絲杠:通过变转动量为轴向位移,来带动轴进行运動,加入了滾珠使機器更加耐久使用
2.Y軸概貌
Y轴元件的介绍
皮带:这里为了保证马达与丝杠的同步
性,这里使用的是梯形齿同步皮带。
Y轴与X轴的不同在于它们传输动力方式不一样。X轴用连轴器,Y轴用皮带传输
3.Z轴概貌
4.Adapter作為運動系統中最重要的部分,它有很多獨特的地方.這部分有3個馬達(調寬馬達1個﹐皮帶馬達2個)2
個絲杠(調寬絲杠)3個皮帶(調寬皮帶1個﹐軌道皮帶2個);另外,氣動部分的6個汽缸(夾板4個﹐停板2個)也在這個部分
Adapter 概貌
Adapter元件介紹
皮帶馬達在Adapter的前後兩側各有一個,通過皮帶來驅動板卡在軌道上移動
夾板汽缸在板卡停住後頂起,夾緊板卡,可調整板卡位置高度.共有4個在軌道下部分布
二氣動系統
氣動系統概貌
氣動元件的介紹
氣動三聯件是氣動系統中用的最多的組件之一﹐它是氣體進入系統的第一個門戶﹐包括三部分﹕空氣過濾器?減壓閥?油霧器﹐一般還會在減壓閥和油霧器之間安裝一個壓力表。它的目的是縮小外型尺寸﹐節省空間﹐便于安裝?維護與管理。這里所用的是氣動二聯件﹐沒有油霧器。
三聯件﹕壓縮空氣首先進入空氣過濾器﹐經除水濾灰后進入減壓閥﹐經減壓閥將壓力減到系統所須壓力﹐輸出的穩壓氣體經油霧器將霧化的潤滑油混入壓縮空氣輸入氣動系統。
二聯件﹕用于無須潤滑的系統
壓力閥它是系統的主壓力開關﹐即是AO機台
上的急停裝置。
調壓閥在夾板的氣路前面有一個減壓閥﹐可以根據板卡的具體情況來調節夾板壓力
二位五通電磁換向閥夾板氣路和停板氣路所用的換向閥是一樣的﹐都是起氣路換向﹐控制汽缸動作的作用。
三 .光學頭部分
機台有13個CCD camera,其中有5個top camera (4個低解晰1個高解晰) 8個angel(4個高解晰,4個低解晰)
25個flashes其中有8個flat flashes,8個steep flashes,4個diffuse flashes,4個,top flashes,1個line projector flash.
四. 電氣部分
供電﹕上部接線盒包括以下四個部分
FLASH的電源
FLASH控制板
Camera電源
BACK80FL板
中央接線盒主要包括運動系統板卡部分﹐和整個系統電源提供部分。
其中運動系統板卡包括﹕
VTBANK
VTHAND
MOTO80
IF7080
VTBAND
電源提供部分主要裝置有﹕變壓部分
整流部分
穩壓部分
1.控制電路分布圖
中央接線盒
電源繼電裝置
具有極其強大的功能﹕在電壓不穩定的(高壓或失壓)狀況下﹐對其機器內部電路起到很好的保護作用。以確保機器的正常運轉。
2.運動電源部分
電容汞弧管﹕為其伺服馬達提供穩定優質的電壓﹐以確保馬達的正常運轉﹐達到﹐啟動硬體的作用
馬達電源透過MOTO80板向馬達提供30V直流電壓。24V電源提供IF7080卡﹐VTHAND板卡﹐控制面板﹐急停裝置﹐透過IF7080板卡﹐提供氣動裝置和狀態指示器的24V電壓
橋整流器
橋整流器的作用將它們傳輸到指定的方位﹐以達到整個系統正常運行的目的
3.運動系統板卡分布
VTBAND Board
VTBAND從VTHAND板接收信號
從馬達電源接收30V直流電壓
向軌道馬達提供24V直流電源
用板上的測試開關手動調整軌道馬達皮帶
VTHAND Board
VTHAND
它是適配器表面的板卡﹐驅動VTPORT板卡的I/O,從24V 的直流電源上接收24V直流電
MOTO80 Board
(1).MOTO的驅動器﹐控制馬達的電源
(2). 通過IF7080表面板卡﹐接受來自MOTOCON
板卡的方向信號和速度信號﹐接收馬達電源
上的30V直流電。
(3). 把30VPWM信號傳送到運動系統的馬達部分
(4). 在19英寸擋板一共有三個MOTO80板卡﹐
每一個MOTO80卡可以控制兩個馬達。
IF7080 Board
(1). 接觸面在MOTCON板卡和穩壓器的中間.
(2). 馬達編碼器的控制電路.
(3). 接收VTPORT板控制信號來控制汽缸的運動.
(4).當PC部分關掉時﹐電源就不再起作用
明锐AOI操作手册_简易版
明锐AOI 程序制作流程 一 、新建程序 1)单击此快捷功能图标时,将会创建一个新程序,弹出此新建程序的对话窗 2)将PCB 长度、宽度测量输出完成后,点“OK ”可进入具体元件的编程及调试。 二、获取图像 将 三、导CAD 当有CAD 时,可利用CAD 文件生成程序: 1. 点主界面左上角的“批量导入”按扭,进入到CAD 导入界面,如下 新建程序 读入程序 保存程序 更新在线机程序读入内容 整板旋转 分配FOV 对正Mark 点 获取图像 FOV 拍照 当前位置拍照 读入图像 保存图像
CAD文件须包括以下6项数据: 1)X数标、2)Y数据、3)元件名称、4)元件角度、5)元件封装、6)元件编码
当没有CAD 数据时,可从新建模块中手动添加及更换元件 2)当光标落在某一元件模板子库上时,会在界面下方显示此元件子库的具体图片,如下图 所示 此处显示选择的 模板子项图片 新建IC 新建Chip 新建引脚片式元件 新建正反面标志 新建组合逻辑元件 新建坏板标记 新建子板 新建窗口 新建插针 新建标记
1)当光标落在某一元件模板子库上时,会在界面下方显示此元件子库的具体图片,如上图 中所示。 四、制作标志 元件粘贴完成后,手动做Mark 点、坏板标记及正反面标识。完成此步骤之后可先保存程 序(第一次连整图一起保存) 此时,选取好Mark 点后,将Mark 处贴上元件,元件最好把Mark 点全包含在内; 4.抓取FOV 图,再将所有元件移正;如果是多拼板只移正一个单拼板即可,先不要急于复 制拼板程序; 新建IC 新建Chip 新建引脚片式元件 新建正反面标志 新建组合逻辑元件 新建坏板标记 新建子板 新建窗口 新建插针 新建标记(MARK 获取图像 FOV 拍照 当前位置拍照 读入图像 保存图像
AOI编程手册
首先,感谢您购买BF-QA,印刷电路板高速视觉检查系统。 请仔细阅读该手册以及安装手册和操作手册,以确保正确的使用和操作该检测设备,从而保证机器的延长使用寿命。 该手册对软件用法,检测方法和算法等作了特别的描述。 手册中包含了大量的图例和说明以方便您能很容易地理解我们的系统。请您注意,由于我们不断的科研和开发而对本产品规格以及外型设计的任何变更,我们将不再另行通知。 目录 (1) (1) (1) (1) (2) (8) (8) (10) (11) (11) (11) (12) (12) (12) (14) (15) (15) (17) (18) (18) (20) (22) (22) (22) (29) (30) (30) (32) (33) (33) (34) (34)
(38) (39) (39) (44) (45) (45) (48) (50) (51) (53) (54) (54) (54) (54) (55) (56) (58) (58) (59) (59) (60) (61) (62) (62) (63) 附录(检测算法) (64) (64) ( (66) ( (67) (68) (68) ( (72) (73) ( (75) ( (77) (78) (79) (81) (81) (82) (82) ( (84) ( (85) ( (86) (88)
(90) (92) (94) (94) (96) (97) (97) (99) (99) (101) (103) (105) (106) (108) (110) (112) (114) (116) (120) (120) (121) (121)
Jutze AOI使用手册
MI2000使用手册
目录 MI2000使用手册--------------------------------------------------------------------------------- 1 第一章 1.1外观介绍-------------------------------------------------------------------------- 3 1.1.1 设备外观介绍---------------------------------------------------------- 3 1.1.2 操作界面介绍--------------------------------------------------------- 4 1.2开机流程--------------------------------------------------------------------------- 6 1.3关机流程--------------------------------------------------------------------------- 7 1.4 不良类型中英文对照表------------------------------------------------------- 8 1.5 不良类型从属关系介绍------------------------------------------------------- 9 1.6 不良图片说明------------------------------------------------------------------- 10 1.7维修界面使用介绍------------------------------------------------------------- 13 1.8 转产流程-------------------------------------------------------------------------- 12 第二章 2.1 快捷键介绍----------------------------------------------------------------------- 13 2.2 故障及解决方案------------------------------------------------------------ ---- 14
VI 5K AOI操作说明书
第一章AOI 基本结构1.1AOI组成结构 1.1.1机台前预览 1)三色灯塔 2)前门(包含相机、光源、XY轴、传输轨道) 3)显示器 4)鼠标 5)键盘和鼠标 6)键盘、鼠标托架 7)停止按钮(OFF) 8)紧急停止开关 9)接地点 10)前门(包含主电路和电脑主机) 11)地角 12)总电源开关 1.1.2 顶部前门部分及XY轴 14)空气压杆 15)安全开关 16)后门 17)X轴后线性马达 18)X轴前线性马达 19)Y轴 20)X轴 21)Y轴坦克链 1.1.3 XY轴 A.XY轴平台 B.X轴 C.Y轴 D.X轴马达 E.Y轴马达 F.X轴硬停止挡块 G.线性马达线圈(磁性)
1.1.4 光源系统与相机 22)相机 23)光圈 25)镜头 26)水平光源 27)垂直光源 28)光源过滤片 1.1.5 传输轨道 29)夹板固定块 30)移动顶块 31)进板感应器 32)第一段轨道皮带马达 33)第二段轨道皮带马达 34)夹紧系统 35)减速感应器 36)停板感应器 37)轨道宽度调整马达 38)出板感应器 1.1.6 电脑和电路支架 39)电线线槽 40)电脑
41)主电路支架 1.1.7 主电路部分 42)变压器320W 43)变压器150W 44)变频器1 45)变频器2 46)空气开关(KMG) 47)继电器 48)集线器 49)光源控制卡 50)PLC模块 51)风扇 52)保险管 53)电源开关 54)变压器(5V,12V) 55)直通模式开关、安全功能开关 1.1.8 机台后预览 56)XY轴、相机光源、传输轨道后门 57)紧急停止开关 58)XY轴控制箱后门 59)风扇 60)设备出厂标记 1.1.9 轴系统控制器和设备对外接口 61)115/230VAC变压器 62)ACS轴控制系统 63)电源输入、网络、SMEMA接口
VI 5K AOI操作说明
第一章 AOI 基本结构 1.1AOI 组成结构 1.1.1机台前预览 1) 三色灯塔 2) 前门(包含相机、光源、XY 轴、传输轨道) 3) 显示器 4) 鼠标 5) 键盘和鼠标 6) 键盘、鼠标托架 7) 停止按钮(OFF ) 8) 紧急停止开关 9) 接地点 10) 前门(包含主电路和电脑主机) 11) 地角 12) 总电源开关 1.1.2 顶部前门部分及XY 轴 14) 空气压杆 15) 安全开关 16) 后门 17) X 轴后线性马达 18) X 轴前线性马达 19) Y 轴 20) X 轴 21) Y 轴坦克链 1.1.3 XY 轴 A. XY 轴平台 B. X 轴 C. Y 轴 D. X 轴马达 E. Y 轴马达 F. X 轴硬停止挡块 G. 线性马达线圈(磁性) 1.1.4 光源系统与相机
22) 相机 23) 光圈 25) 镜头 26) 水平光源 27) 垂直光源 28) 光源过滤片 1.1.5 传输轨道 29) 夹板固定块 30) 移动顶块 31) 进板感应器 32) 第一段轨道皮带马达 33) 第二段轨道皮带马达 34) 夹紧系统 35) 减速感应器 36) 停板感应器 37) 轨道宽度调整马达 38) 出板感应器 1.1.6 电脑和电路支架 39) 电线线槽 40) 电脑 41) 主电路支架 1.1.7 主电路部分 42) 变压器320W 43) 变压器150W 44) 变频器1 45) 变频器2 46) 空气开关(KMG) 47) 继电器 48) 集线器 49) 光源控制卡 50) PLC 模块 51) 风扇 52) 保险管 53) 电源开关 54) 变压器(5V,12V) 55) 直通模式开关、安全功能开关
620神州AOI波峰焊操作手册
波峰焊操作手册 神州视觉研发部 波峰焊类型 波峰焊的类型分为极性与非极性。非极性是指波峰焊的检测区域的引脚上竖立向上的,不向四周偏倒,主要是手插件。极性是指波峰焊的检测区域的引脚向四周偏倒,具有方向性,主要是机插件。 适用机型 ALD620,ALD510,ALD700 光源标准 普通PCBA的光源标准 非极性波峰焊 1、区域划分 其中1为有效全区域,包括蓝色与绿色区域;2为核心区域(内圆区域,占焊盘区域的4/5),为蓝色区域。 有效全区域:波峰焊检测的整个有效区域,即锡膏区域。在检测中主要用于检测是否少锡。 核心区域:即为上图的蓝色区域。在检测过程中主要检测是否具备引脚、锡洞、包锡,以及波峰焊的好坏。 2、波峰焊的图像处理 波峰焊的图像处理,可分为核心区域的图像处理和边界区域(绿色成分区域)的图像处理。核心区域的图像处理主要是针对引脚、锡洞和包锡,以及焊锡成分,边界区域主要针对是焊锡成
分、铜箔成分。 极性波峰焊 1、区域划分 1 2 其中1为有效全区域,包括蓝色与绿色区域;2为核心区域,为蓝色区域。 有效全区域:波峰焊检测的整个有效区域,即锡膏区域。在检测中主要用于检测是否少锡。 核心区域:即为上图的蓝色区域。在检测过程中主要检测是否具备引脚、锡洞,以及波峰焊的好坏。 非极性插件的注册 7 非极波峰焊的注册窗口
界面说明: 1、注册插件元件的注册框大小:注册时,选择椭圆注册模块,框住插件的焊盘,大小与焊盘的 大小一致。如上图中1所示。 2、偏移值设置:如图2,将允许偏移中Dx设置为0.5,Dy设置为0.5。 3、阈值设置:如图3,见下各个阈值的设置。 (1) 分割阈值:默认值为60。区分焊点与背景点的分割阈值。 (2) 灰阶阈值:默认值为140。提取引脚的核心参数。 (3) 灰阶差:默认值为160,与分割阈值广联使用,自动提取焊盘的重要参数。 (4) 亮度阈值:默认值为255,提取焊盘的补充参数。 (5) 锡洞补偿:默认值为80,提取锡洞的补充参数。 4、参数设置:如图4,见下各个参数的设置。 (1) 焊锡区域参数:默认值为80,焊盘区域内的覆锡量参数,作用是来判断插件的焊锡量是否足够。 (2) 引脚参数:默认值为5,焊盘区域内的引脚量参数,作用是来判断插件的是否具备引脚,即该焊盘是否具备插件。 (3) 锡洞参数:默认值为8,焊盘区域内的锡洞量参数。作用是来判断插件焊盘是否存在气孔,或者是锡洞。 5、自动提取焊盘:如图5,选择该选择项,插件在检测过程中自动提取焊盘。 6、观察:如图6,单击该选择项,则弹出处理效果图。 7、极性选择:如图7,选择插件元件的极性。
明富AOI MF-760操作手册
操 作 手 册 自动光学检测仪(AOI)
前言 对贵公司购买本公司的光学检测设备系列产品,谨表示衷心的感谢。 本产品专业针对PCB 表面贴装的检测的设备。 在使用本产品时,请注意以下规则: ☉ 购买本公司设备,本公司负责培训操作人员,提供本操作手册。☉ 仔细阅读本操作手册,在充分理解的基础上操作。 ☉ 请妥善保管本操作手册,以便随时查阅。 为了安全使用本设备,请注意以下形式提示的事项。 警告可能影响设备正常运行或危及操作人员安全,请注意严格遵守 提示有助于更方便的操作使用本设备
使用安全注意事项 为安全使用本设备请注意以下事项严格遵守: 1 .操作人员必须接受相关的安全和操作培训。 2 .供给电源必须符合设备铭牌指定的工作电压、电流及赫兹,地线必须接地。 3 .在插接电源电缆时注意插牢,防止接触不良或脱落。 4 .设备整体移动过程中注意不要使设备受到强烈震动和撞击。 5 .移动设备电脑,注意轻挪轻放,防止电脑内部板卡震动松懈。 6 .不能频繁开关设备主电源、电脑电源。 7 .软件在启动过程中,应避免用手接触PCB 夹具,防止夹伤手指。 8 .PCB 夹具固定适当,注意防止检测过程中PCB 脱落。 9 .若检测过程中发生紧急情况,请迅速按“ 急停” 按钮。待解 除紧急情况后,复位“急停” 按钮后按提示操作。 1 0 .若发现设备检测运动异常,立即停止检测,在排除操作人员 程序错误后, 直接与本公司或授权销售商联系。 1 1 .请注意设备工作环境,保养和及时维护。 1 2 .熟读本操作手册,正确操作设备。
设备正常工作环境 为了确保设备正常工作,保证检测的准确性和延长设备使用寿命,请注意提供设备正常工作所需要的工作环境。 ☉设备放置位置已调整水平(1米+/-0.02 毫米)。 ☉ 周围温度5-40 度内,湿度在35-80 %范围内。 ☉ 没有阳光直射,不会结露。 ☉ 少粉尘,无飞溅液体喷出。 ☉ 设备安装时应在前后留有足够的空间,以供操作、设备散热及维修等方便。 ☉ 保持设备外观的清洁,不允许使用腐蚀性的溶剂擦拭表面。 ☉ 设备在工作过程中不允许受到剧烈震动或受到撞击。
明锐AOI操作手册_简易版.pdf
明锐AOI 程序制作流程 一、新建程序 1)单击此快捷功能图标时,将会创建一个新程序,弹出此新建程序的对话窗 2)将PCB 长度、宽度测量输出完成后,点“OK ”可进入具体元件的编程及调试。 二、获取图像 将PCB 放入轨道加紧后,点此图标,获取 PCB 的整板图片;三、导CAD 当有CAD 时,可利用CAD 文件生成程序: 1.点主界面左上角的“批量导入”按扭,进入到CAD 导入界面,如下 新建程序读入程序保存程序更新在线机程序读入内容整板旋转分配FOV 对正Mark 点 获取图像FOV 拍照当前位置拍照读入图像 保存图像
CAD文件须包括以下6项数据: 1)X数标、2)Y数据、3)元件名称、4)元件角度、5)元件封装、6)元件编码
当没有CAD 数据时,可从新建模块中手动添加及更换元件 2)当光标落在某一元件模板子库上时,会在界面下方显示此元件子库的具体图片,如下图所示 此处显示选择的 模板子项图片 新建IC 新建Chip 新建引脚片式元件新建正反面标志新建组合逻辑元件新建坏板标记新建子板新建窗口 新建插针新建标记
1)当光标落在某一元件模板子库上时,会在界面下方显示此元件子库的具体图片,如上图中所示。 四、制作标志 元件粘贴完成后,手动做 Mark 点、坏板标记及正反面标识。完成此步骤之后可先保存程序(第一次连整图一起保存) 此时,选取好 Mark 点后,将Mark 处贴上元件,元件最好把Mark 点全包含在内;4.抓取FOV 图,再将所有元件移正;如果是多拼板只移正一个单拼板即可,先不要急于复 制拼板程序;新建IC 新建Chip 新建引脚片式元件新建正反面标志新建组合逻辑元件新建坏板标记新建子板新建窗口 新建插针新建标记 (MARK 获取图像FOV 拍照当前位置拍照读入图像 保存图像
AOI操作指引
9000AOI测试机操作指引 界面介绍 1.0 目的: 1.1 正确操作AOI设备; 1.2 对需要AOI测试机检测的PCB板进行各种不良的检测,找出不良点; 1.3 对AOI检出的不良点能用RS检修站快速有效的检修。 2.0 适用范围: AOI设备,包括包括AOI测试机、RS检修站主机、EZCDR资料电脑、OFFLINE 离线编辑电脑。 3.0 职责: 3.1 由PE制定工序加工工艺参数及操作方法; 3.2 由生产部按指定的工艺参数及操作方法加工产品; 3.3 由品质部负责监控工艺参数及操作方法的执行情况和有效性。 4.0内容: 4.1 AOI测试机操作流程:
↓ ↓ ↓ ↓ ↓ ↓ 4.2 步骤: 4.2.1 开机: 4.2.1.1 AOI测试机开机步骤:将电箱的电闸向上拨到“ON”位置将AOI的UPS后方电闸向上拨到“ON”位置并打开UPS按前方的“ON”按钮将AOI机台后方输入电源开关拨到“ON”位置将机台右侧电源旋转到“ON”位置; 4.2.1.2 打开EZCDR资料电脑和OFFLINE离线编辑电脑; 4.2.1.3 RS检修站开机步骤:RS检修站前右侧的总电源开关向下拨到“ON”位置RS主机台前右侧红色的电源开关旋转到“ON”位置。 4.2.2 处理CAM资料:在EZCDR资料电脑上打开EZCDR.EXE软件,调入CAM 资料,旋转和径向使板子方向层别与AOI机台上的板子一致,进行层编辑设定,进行AOI设定,进行检区设定,输出TRICDR资料(设定及输出时要做两层)。 4.2.3 转档CAM资料:在OFFLINE离线编辑电脑上打开TR9000软件,选择文件菜单(Files),点击“Analysis ON”开始转档CAM资料。 4.2.4 AOI测试机上制作料号: 4.2.4.1从EZCDR资料电脑上读入转档好的料号资料,可一次读入两层资料;4.2.4.2 选择其中一层开始做料号; 4.2.4.3光源学习:点中即可学光源;
Aleader_Aoi_操作说明书2[1].0
Aleader Aoi 操作说明书 第一章 AOI的简介和工作原理 1.1 AOI 简介 AOI 全称Automatic Optical Inspection (自动光学检测),是基于光学原理,图像比 对原理,统计建模原理来对焊接生产中遇到的常见缺陷进行检测的智能设备。 面对越来越复杂的PCB 和固体元件,传统的ICT 与功能测试正变得费力和费时。使用针 床(bed-of-nails)测试很难获得对密、细间距板的测试探针的物理空间;对于高密度复杂的 表面贴装电路板,人工目检既不可靠也不经济,而对微小的组件,如0603、0402 等,人工目检实际上已失去了意义。为了克服这个障碍,AOI 是对ICT 和功能测试的一个有力的补充。它可以帮助制造商提高在线测试(ICT)或功能测试的通过率、降低目检和ICT 的人工成本、避免ICT 成为产能瓶颈、缩短新产品产能提升周期以及通过统计过程控制改善成品率。 AOI 技术十分方便灵活,可用于生产线上的多个位置,其中有三个检查位置是主要的: 1)锡膏印刷之后:检查在锡膏印刷之后进行,可发现印刷过程的缺陷,从而将因为锡膏 印刷不良产生的焊接缺陷降低到最低。 2)回流焊前:检查是在组件贴放在板上锡膏内之后和PCB 被送入回流炉之前完成的。这 是一个典型的检查位置,因为这里可发现来自锡膏印刷以及机器贴放的大多数缺陷。 3)回流焊后:采用这种方案最大的好处是所有制程中的不良都能够在这一阶段检出,因 此不会有缺陷流到最终客户手中。 1.2 AOI 一般原理 1.2.1 图像比对原理 图像比对原理:通过CCD 摄像机抓取,再经图像处理即经过专门的智能化应用软件(根据像 素分布,亮度和颜色等信息,转成数字化信号)转变成我们所需的信息。AOI 系统测试过程主要通过待测元件的图像与标准图像的比对来判断元件是否OK,包括元件的尺寸、角度、偏移量、亮度、颜色以及位置等。 1.2.2 AOI 统计建模原理 AOI 统计建模是通过学习一系列OK 样板,观察图像变化并结合所有OK 图像中看到的视觉偏差,找出元件外形变化和未来可能变化方式的特征来增强系统识别OK 与NG 图像的能力。在学习OK 样板过程中主要解决如下三个问题: A 元件外形应该像什么? 即元件的尺寸、形状、颜色和表面图案等。 B 元件会发生什么样的变化? 即元件的自然尺寸、形状、颜色和表面图案等变化规律。 C 元件外形会变化多少? 即元件的尺寸、形状、颜色、表面图案等变化多少是合理的。 1.2.3 光学原理 AOI 光源由红、绿、蓝三种LED 组成2D 光:蓝色与黄色(调色原理:红色与绿色组合成黄色,蓝色与黄色组合成白色)。运用光学原理:镜面反射,漫反射和斜面反射。如下图所示:
AOI数据查询软件使用说明
1功能 根据产品ID自动检索缺陷数据库,并在图形上显示缺陷位置。 ?自动读码 ?自动查询数据库 ?显示缺陷画面 ?单画面显示 ?定时切换画面 ?多画面同屏显示 ?1区显示位置设定 ?九宫格显示及编号 2安装方法 图1-硬件架构 (一)安装服务器 1)服务器上要安装数据库管理系统,以下以PostgreSQL 9.4为例,参见《PostgreSQL 数据库安装与配置.docx》 2)建立AOI数据库 运行pgAdmin III,新建数据库AOI,也可以使用其他名称数据库名称应与 config_db.ini中的DBName值一致。 3)建立数据表 在pgAdmin III的SQL窗口中打开“创建PostgreSQL表.SQL”脚本文件并执行。 4)修改字段 若有必要修改字段,应同时修改查询终端的config_db.ini和数据库中的数据字段。 5)修改配置 用记事本打开C:\Program Files\PostgreSQL\9.4\data\pg_hba.conf文件,增加一行, hostall all 192.168.1.100/32 md5 其中192.168.1.100要换为查询客户端的实际IP地址,32为掩码的“1“的位数, 例如: 255.0.0.0 掩码位数=8 255.255.0.0 掩码位数=16 255.255.255.0 掩码位数=24 255.255.255.240 掩码位数=28 (二)安装查询客户端(工控机) 1)将整个目录复制到工控机的任意目录 2)按照后面格式会说明修改以下配置文件: config/config_db.ini
config/AOIData.ini 3配置文件AOIData.ini格式 [Main] SlideTime=2000 ;画面自动切换时间,毫秒 Debug=true ;是否在日志中输出调试信息 AverageMethod=0 ;辉度平均方法:0--简单算术平均,1--最大值和最小值的平均 [SerialReader] ;读码器参数 Port=”COM3” Baud=9600 DataBits=8 StopBits=1 Parity=0 Interval=500 ;读码间隔,ms Command="+" ;读码指令 4配置文件config_db.ini格式 4.1数据库连接参数 数据节:[Database] 4.2数据库产品检测表映射关系 数据节:[Database]
AOI学习手册
全自动光学视觉检测机 培 训 手 册 科隆威自动化设备公司 FOLUNGWIN AUTOMA TIC EQIPMENT COMPANY 谢谢使用科隆威产品
目录 第一章:安全与危险。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。3 第二章:系统描述。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。 5 第三章:工作原理。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。 6 3.1 电气工作原理。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。 6 3.2 相机工作原理。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。7 第四章:程序编辑入门。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。8 第五章:元件种命名举例。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。17 第六章:元件编辑。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。18 5.1 Mark点编辑。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。18 5.2 CHIP元件基本设定及颜色抽去方法。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。23 5.3 晶体管元件基本设定及颜色抽去方法。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。27 5.4 排阻元件基本设定及颜色抽去方法。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。31 5.5 钽电容元件基本设定及颜色抽去方法。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。34 5.6 IC元件基本设定及颜色抽去方法。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。39 5.7 CAD数据导入。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。44 第七章维护与保养。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。51 第八章易损配件及注意事项。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。51
SA_CO基本操作手册
CO操作手册 目录 1.后台配置:创建成本控制范围 2.后台配置:将公司代码分配给成本控制范围 3.后台配置:维护成本控制范围 4.后台配置:定义标准层次 5.后台配置:创建及维护成本要素 6.后台配置:创建成本要素组 7.后台配置:创建作业类型 8.后台配置:创建作业类型组 9.设置作业输出价格 10.后台配置:维护成本控制凭证的编号范围 11.前台操作:输入供应商费用发票 12.前台操作:运行成本中心报表 13.后台配置:维护内部定单的结算参数文件 14.后台配置:创建内部定单类型并维护编号范围 15.后台配置:维护内部定单的分配结构 16.后台配置:维护结算凭证编号范围 17.前台操作:创建内部定单 18.前台操作:输入内部定单费用发票 19.前台操作:内部定单的结算 20.前台操作:显示内部定单的结算结果 操作指南 1后台配置:创建成本控制范围( OX06 ) 路径:后台=>SAP用户化实施指南=>企业结构=>定义=>控制=>维护成本控制范围说明:“成本控制范围”是管理会计中最主要的组织结构。 为公司1978创建一个成本范围,如图1-1
图1-1 2后台配置:将公司代码分配给成本控制范围( OX19 ) 路径:后台=>SAP用户化实施指南=>企业结构=>分配=>控制=>把公司代码分配给成本控制范围 将公司代码1978分配到控制范围1978。只有做了此步,才算是开始激活公司代码的CO。并且一旦设置了此处,就必须设置CO的组织结构,否则前台流程将无法正常运作。 学员可以根据自己的需要决定是否激活CO。 图2-1
3后台配置:维护成本控制范围( OKKP ) 路径:后台=>SAP用户化实施指南=>控制=>一般控制=>组织结构=>维护成本控制范围 如图3-1所示,在维护控制范围1978的基本数据视图中输入成本中心标准层次。 图3-1 点保存,系统提示如图3-2 图3-2 点是。接着激活控制范围1978的“激组件/控制标识”,如图3-3所示
明锐AOI操作手册_简易版
明锐AOI程序制作流程 一、新建程序 1)单击此快捷功能图标时,将会创建一个新程序,弹出此新建程序的对话窗 2)将PCB长度、宽度测量输出完成后,点“OK”可进入具体元件的编程及调试。 二、获取图像 将PCB放入轨道加紧后,点此图标,获取PCB的整板图片; 三、导CAD 当有CAD时,可利用CAD文件生成程序: 1.点主界面左上角的“批量导入”按扭,进入到CAD导入界面,如下 新建程序 读入程序 保存程序 更新在线机程序 读入内容 整板旋转 分配FOV 对正Mark点获取图像 FOV拍照 当前位置拍照 读入图像 保存图像
CAD文件须包括以下6项数据: 1)X数标、2)Y数据、3)元件名称、4)元件角度、5)元件封装、6)元件编码
当没有CAD 数据时,可从新建模块中手动添加及更换元件 2)当光标落在某一元件模板子库上时,会在界面下方显示此元件子库的具体图片,如下图所示 此处显示选择的 模板子项图片 新建IC 新建Chip 新建引脚片式元件 新建正反面标志 新建组合逻辑元件 新建坏板标记 新建子板 新建窗口 新建插针 新建标记
1)当光标落在某一元件模板子库上时,会在界面下方显示此元件子库的具体图片,如上图中所示。 四、制作标志 元件粘贴完成后,手动做Mark点、坏板标记及正反面标识。完成此步骤之后可先保存程序(第一次连整图一起保存) 此时,选取好Mark点后,将Mark处贴上元件,元件最好把Mark点全包含在; 4.抓取FOV图,再将所有元件移正;如果是多拼板只移正一个单拼板即可,先不要急于复制拼板程序; 新建IC 新建Chip 新建引脚片式元件 新建正反面标志 新建组合逻辑元件 新建坏板标记新建子板 新建窗口新建插针 新建标记 (MARK FOV拍照读入图像
JT-AOI设备使用指南
JT-AOI操作说明 Ver 1.3.1 警告! 1 机器运行时,请勿将手或其他物体放入机器中!否则可能造成严重人生或物品伤害! 2 维修保养时,请断开机器所有电源,并确认UPS开关和伺服控制器开关正常关闭。 3 非专业人士请勿维护保养设备。 4 不正当操作可能造成设备财物损坏或人生伤害。
一.设备按钮介绍: 左后方的总电源开关 紧急开关 操作开关,左侧的绿色的开关与右侧的绿色开关为上板测试开 关。红色开关为退板停止开关。黄色开关为夹板测试或暂停开关。 左侧绿色开关与右侧绿色按钮开关为上板开关。 注:通过程序控制,可以调整左右上板开关的配合方式。 二.开机说明: z确认外部供电交流电源~220V,接入功率不小于1000V A。如图所示。 z打开机器左后侧总电源开关。按住工控电脑旁边的UPS电源开关并保持3秒钟,听到”嘀”声后电源开启,这时所有的控制开关灯全部正常点亮。检查UPS的输入输出电压显示是否在正常范围以内。 z用外用表确认机器后方的静电接线座电压正常,否则需要检查电源接地是否正常。
z打开工控电脑,等待WINDOWS2000操作系统正常启动。缺省登录用户MPSAOI,缺省密码smtaoi 三. 关机说明: z先确认已经关闭所有的应用程序,工作台的XY轴已经回到原点。 z关闭WINDOWS2000操作系统,并等待操作系统完全正常关闭后 z按住工控电脑旁边的UPS电源开关并保持3秒钟,听到”嘀”声后电源自动关闭。 z关闭机器左后侧总电源开关。整机电源关闭。 注意:如果需要整机移动,必须关闭总电源开关, 四.软件介绍: JT-AOI将软件部分分成了三个模块,它们是: 1.MPSAOI: 为在线检测模块.所有的在线检测都是通过这个模块完成 2.AOIEDIT: 为离线编辑模块,通过它,可以实现完全离线编程. 3.AOILOGVIEW:为错误报告模块,它的作用就是辅助MPSAOI在线测试用.通过这个模块,可以方 便查看MPSAOI检测的记录报告,并且通过网络,方便其它工位查看相关的记录文件。 注:如果需要多工位错误查看需特别说明。