设备验收流程及设备检验规格书
设备验收流程及设备检验规格书
以下为设备验收流程,仅供参考:
1.0 Machine qualification activities description 设备验收执行过程描述
After receiving machines, it will spend 1week to verify machine function and reliability before send it to user. Below describes in details how to verify machine step by step until machine delivery to site according to the flowchart.
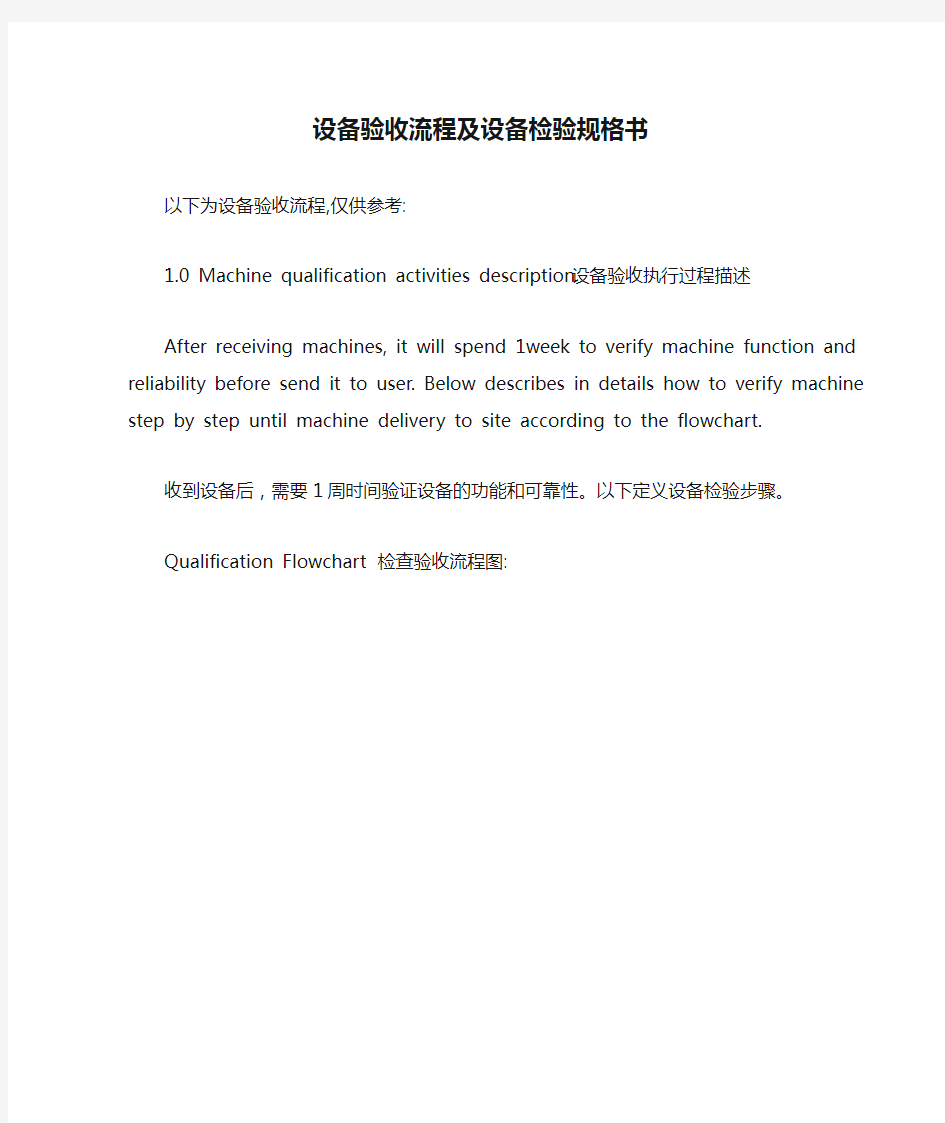
收到设备后,需要1周时间验证设备的功能和可靠性。以下定义设备检验步骤。Qualification Flowchart 检查验收流程图:
1.1 Verification Preparation 检验准备
It is required to prepare the following items before starting verifying machine: 检验前需准备以下事项
1) Machine 设备
2) Machine drawings设备图纸
3) Machine verification specification & checklist设备检查规格和清单
4) Machine labeling and machine control number设备标识及客户资产编号
5) DUT样品
6) Test Station if required 测试站
7) Measurement if required检查工具或设备
1.2 General Information Completed设备信息的填写
At this beginning, Pls. fill in the general information of machine, such as machine number, description, revision, control number, serial number, equipment ID number, verified by, verify date and so on. Below is for referenced: 开始请填写设备信息如编号,描述,版本等等,以下可供参考
1.2 Documents Verifying 文件检查
This section is to check if the machine will be verified by using correct relative documents, software, test station, DUT etc; So it need to complete the following items, see below for reference: 这里主要检查和确认是否用最新且正确的图纸,规格,软件,测试位,样品等来检验设备, 请参考如下:
1.2 Mechanical/Pneumatic Verifying 机械和气动部分的检查
This section is mainly to verify mechanical and/or pneumatic portion of
machines. If result for each item
is accepted, concession or rejected, Pls. complete the comment/result column with “OK”, “UAI” or “NG” and signed the name in checked by column. If it is UAI or NG, it is better to add some comments on the column and also annotate the comment on machine labeling for tracking. If it is good, just complete with “OK” and no need to a nnotate on machine labeling. Below items are step by step:
这里主要是机械和气动部分的检查. 对每个检查项, 结果主要有三种: 接受,让步接受,拒绝. 如果是让步接受或拒绝, 请在结果栏里填上“UAI”或“NG”,也可加些备注,同时必须备注在设备标识上以便跟进. 如果是接受, 请在结果栏里填上“OK”即可. 下面是检查的具体项目:
1) Verify raw materials for manufacturing parts are correct at documented type, Common &ESD Material
检查机械加工件的原材料是否正确 (非ESD材料)
检查要求防静电的零件材料是否正确 (ESD材料)
2) Verify surface treatment for manufacturing part is correct at documented type and no any scratch/damage/broken on surface and no any sharp edge or burrs.
检查机械加工件表面(颜色,处理工艺是否正确, 外观有否擦伤痕迹/锐边/尖角等)
3) Verify all parts are manufactured according to correct drawing, especially critical dimension must be verified in spec and enclosed when delivery.
确保机械零件按图加工,要求提供符合要求的关键尺寸表
4) Verify manufacturing parts are assembled in proper fashion and no missing
检查机械加工部件的装配是否正确及完整, 有没有装反, 装错或遗漏
5) Verify all fastening parts (screw, washer, nut, bolt, spacer, circlip) are assembled correctly and no missing and securely at documented torque 检查紧固件(螺丝螺母卡簧等)是否安装正确,完整及可靠
6) Verify critical components(cylinder,bearings,linear,etc)is assembled correctly & cant be alternative unless specified.检查关键标准件(气缸,轴承轴套,导轨等)是否安装正确, 不可替代除非特别指示
7) Verify all pneumatic parts are no pressure leak, adjusted in correct position, proper function and at documented pressure value, speed, and travel smoothly without sticking or binding
检查气动元件在指定气压下是否漏气,安装正确,工作正常,动作顺畅,速度异常等现象,并备注实际气压值.
8) Use DUT to verify all guide parts are fit for alignment 用样品检查定位件的对位是否准确
9) Verify all rubber parts’ hardness, colour and check if it
fittings/align with DUT and mark hardness value.
检查硅胶件的硬度, 颜色及与样品的配合是否过紧过松或偏位. 并备注硬度值
10) All moving parts are verified unobstructed throughout their entire course of travel
检查所有移动零部件是否移动顺畅
11) Verify fittingly/smoothly operation of loading and unloading of DUT 检查设备放置样品及取出样品是否顺畅,便利, 无干涉无阻碍等
12) Verify machine will be secure and safety during operating
检查设备在使用过程中是否可靠,安全, 不可有夹伤或损伤操作人员的危险和隐患
1.2 Electrical Verifying 电子部分的检查
This section is mainly to verify electrical portion of machines. The guideline is the same as above. Below items are step by step: 这里主要是电子部分的检查. 要求同上. 下面是检查的具体项目:
1) Verify WIRE is properly secured, layout is reasonable, strain relieved with correct length and measure connection by manual elect measuring 检查连线的长度, 是否在设备使用中有干涉, 布线是否合理, 人工检测连线正确性
2)Verify PCBA is populated correctly and check I/O value manually according to schematic/diagram
检查电路板是否按图和BOM加工,电子零件是否贴装正确,人工检测输入输出电压电流是否正常
2) Verify NEEDLE and PCB beds against drawing and connection well in specified compression of needles
检查探针连线是否按图正确连接,和PCB的针位是否通电
4)Verify CABLES are function by manual electrical measuring and/or when connected with testing equipment, and also verify length of cable, verify value & soldering of resistors, capacitors, diodes when they are solder with shrink tubes and with connectors.
人工检查或连接到设备上以确认电缆的连接是否连通, 电缆的长度是否正确, 电缆和零件焊接时是否有短接虚焊,是否有热塑管保护
5) Verify that ALL CONNECTION is proper contacted per schematic or wiring diagram before power on
最终通电前,检查所有连接是否按电路图正确连接
6) Verify Critical Component cant be alternated unless specify关键电子件不可替代除非特别指示
7) Verify function of LED
通电检查LED指示灯的功能是否正常
8) Verify function of SENSORS and if assembled correct
检查感应器功能及安装位置是否正确
9) Verify BATTERY CONNECTOR/CONTACT is assembled correctly and measure electrical battery pin by manual electrical measure
检查电源连接器/连接件是否安装正确, 人工检查是否通电
10) Verify SYSTEM CONNECTOR is assembled correctly and function when connected with station
检查系统连接器是否安装正确, 是否与测试位连接正常
11) Verify ANTENNA is assembled correctly and function
检查天线是否安装正确, 功能是否正常
12) Verify MICROPHONE is assembled correctly & function
检查麦克风是否安装正确, 功能正常
13) Verify SPEAKER is assembled correctly and its function by using signal generator equipment
检查扬声器是否安装正确, 用信号发生器检查其功能是否正常
14) Verify RF CONNECTOR is assembled correctly and its function when engage and compression
检查高频连接器是否安装正确, 在接合及压缩时其功能是否正常
15) Verify RF INTERFACE BOXES’ shielding function
检查屏蔽箱的功能
16) Verify EAR COUPLER is assembled correctly and in correct position at documented specified
检查耳机藕合器是否安装准确, 位置是否正确, 功能是否正常
7.2 Function and GR&R Verifying设备功能和可靠性检查
This section is mainly to verify function and GR&R of machines. The guideline is the same as above. Below items are step by step:
这里主要是设备功能和可靠性的检查. 要求同上. 下面是检查的具体项目:
1) Verify base machine function with test software
用测试程序检查通用设备部分是否功能正常
2) Verify application machine function with DUT& test software
用样品和程序检查应用设备的功能
3) Verify final machine (including base machine, application machine, DUT, Test software) have been functionally tested and pass tests
用样品和程序检查整个设备的功能是否通过测试
4) Run GR&R test and verify all results are passed (Dev<=0.2,3DUT,
3Operators, 10times/DUT, Total 90times)
检查设备的重复性和可靠性(3个操作员分别用3个样品进行测试, 每样测10次,共90次, 偏离不可大于0.2)
7.3 Buy Off and Signature设备最终验收和签名
This step describes buying off and sign of machine if it is verified. The qualification result should be: Pass, UAI, Rejected and Scrapped. The result will be identified on machine labeling for each machine. When a machines is verified pass, it is required to sign a <
这里规定如何最终验收设备,每个设备检查的结果由设备检查规格书来判定。每个设备附带一份该设备检查规格书并备案。送交设备时,一份最终签署的设备检查规格书和设备一同送出。
1.8 Delivery to Site设备验收后交送
Once machines are buy-off and documented, they will be delivered with labeling & one specification to site dedicated by customer and/or requestor.
当设备验收合格并备案后,设备随同标识和签署的规格书一起送往客户指定的地方。
8.0 ECN and Upgrade工程变更和升级
If machine is required ECN or any upgrade, the labeling and specification will be updated accordingly after machine modified or upgrade based on ECN/Upgrade annotation on machine labeling. All labels still need enclosed for tracking or record.
如果设备需要变更或升级,标识和签署的规格书应相应的升级。但所有的标识将保留以被追溯。
9.0 Machine Scrapped 设备废弃处理
If machine is obsolete and/or scrapped before delivery to site, the machine with labeling & signed specification will be put away and scrapped together.
如果设备需要报废,设备和相应的标识以及签署的规格书将一起废弃。
10.0 Record记录
All quality records mentioned in this work instruction will be reserved for three years.
本指引所提及的质量记录保存三年。
物资采购技术规格书模板
XX事业部XX项目 XX设备采购 技术规格书 编制: 审核: 审批: 编制时间:
目录 1、总则 2、设计条件 3、产品标准 4、供货范围 5、技术要求 6、质量性能保证 7、包装运输 8、检验验收 9、技术服务 10、技术资料 11、其他
1、总则 1.1 本技术规格书针对公司XX事业部XX项目XX装置(设备)的采购,提出了相关产品的功能设计制造、供货范围、质量保证、检验验收、包装运输、技术资料及服务等方面的基本要求。 1.2 本技术规格书提出的为最低限度的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规范的条文,卖方应提供符合本技术规格书和现行工业标准的成熟、可靠、全新的产品及服务。 1.3卖方对所提供的设备、附件和附属设备的制造质量、供货、技术规格、文件图纸资料、技术服务、工程服务、包装运输、开箱检验、安装指导、现场测试、设备运行等各个环节负有完全责任。卖方对其技术文件的所有内容负完全责任,买方在技术文件上的签字并不意味对卖方责任的解脱。 1.4卖方提供的产品及配套产品必须在中国境内有技术服务和维护能力的服务网点。 1.5本技术规格书未明确事宜,卖方应在设计过程中充分尊重买方意见,在现有国内技术水平能够达到情况下,不得以任何理由拒绝。 1.6本技术规格书中标注“*”和“△”的为重要技术条款,其中标注“*”的为否决条款,标注“△”的视偏离程度进行评分或否决。卖方对重要技术条款必须逐条响应,并给出相关技术指标;如有与
本技术规格书描述的要求不一致但能满足要求的,应论述其理由。未明确响应的一律视为偏离。 2、设计条件 2.1 工程概况 2.2 气候水文资料 2.3 公用工程及现场条件 2.4 关键指标 3、产品标准 4、供货范围 4.1 主要设备清单 4.2 备件清单 4.3 工作范围及界面划分 5、技术要求 5.1 通用要求 5.1.1 使用寿命。设备设计寿命10(20、30)年,正产使用条件下连续运行不少于25000小时。 5.1.2 5.2 设备要求 5.3 电气仪表要求 5.4 防腐及其他要求
(完整word版)包装材料检验验收流程
包装材料检验验收规程 1.原辅材料及包装材料进厂后,由技术品控部负责全公司各类原辅材料、包装材料的质量抽样、检验、结果判定以及相关原辅材料检验标准的制定工作。 2.原、辅材料及包装材料进厂后,由查验员根据标准要求对原料进行检验,并出具《包装材料检验报告单》。 3.在辅料进厂时,由财务部包材库房管理员持《到货通知单》通知技术品控部查验员,进行取样、检验; 4.品控员接到通知单后,按《包装材料验收标准》、合同规定以及相关的国家标准进行感官上的检验,并按抽检数量进行初步使用验证,出具检验报告。 5.技术品控部验完后,并出具《包装材料检验报告单》给库房,库房管理员接到包装材料检验合格证明后,方可办理入库手续。
瓦楞纸箱检验验收规程 1.目的: 此标准对用瓦楞纸板制成的纸箱的质量要求、检验方法及检验规则作出规定。 2.范围 适用于公司产品运输包装所用的个品种规格的瓦楞纸箱 3.职责 3.1仓库负责包装箱之命名、规格、数量的入库。 3.2行政中心负责各规格包装箱的规格、版面、数量的采购和相关检测报告的索取 3.3技术品控部负责包装材料和相关检测报告的验收和审核。 4.技术要求 4.1 材质:纸箱材质为国产牛皮纸或瓦楞纸.基重(g/m2)应符合GB/T6544-2008、GB/T13024-2003、GB/T13023-2008. 4.2外观、尺寸。 4.2.1纸箱表面应平整、干净无污渍,纸箱应无破损,无裂纹,纸箱切口应齐整。 4.2.2图案、文字印刷要求套印准确,墨色匀实,图案文字清晰,无油污、水化现象、无错位、无重影。图案、文字边缘齐整、无毛刺。 4.2.3印刷文字正确,图案、文字应与样板一致,套色准确,无颜色过浓或过淡现象。 4.2.4粘合瓦楞纸箱接头粘合搭接舌边宽度不少于30mm,粘合接缝的粘合剂涂布应均匀充分,不得有多余的粘合剂溢出现象。粘合剂牢固,剥离时至少有70%的粘合面被破坏。 4.2.5瓦楞纸箱压痕宽度不得大于17mm,箱壁不可有多余的压痕线,当纸箱折合时,压痕处不可有破裂、断线的现象。 4.2.6表层粘合要求无透胶、气泡现象。瓦楞纸板各层之间应粘合牢固,无层间分离现象。 4.2.7纸箱成型要求方正,无偏斜,箱角漏洞不超过3mm,摇盖合拢后缝隙不能超过3mm。 4.2.8纸箱尺寸(长、宽、高)应符合合同或订单要求,允许偏差:(单瓦楞:±3mm),(双瓦楞:±5mm) 双瓦楞5层包装箱:570mm*360mm*198mm 单瓦楞3层包装箱:565mm*355mm*192mm 天盖纸箱:575mm*375mm*168mm
河南省种子加工成套设备技术要求论述(doc 8页)
关于印发《河南省种子加工成套设备 技术要求》的通知
各省辖市种子管理站,巩义市、项城市、永城市、固始县、邓州市、中牟县种子管理站: 根据《中华人民共和国种子法》、《申请主要农作物种子生产经营许可证管理办法》等规定,申请500万以上种子经营许可证的企业,应当具有种子加工成套设备。为了指导种子企业选购设备,根据国家标准、行业标准、产品资料和我省种子加工成套设备建设使用情况,省种子管理站制订了《河南省种子加工成套设备技术要求》。现印发给你们,请结合实际情况,指导种子企业做好设备选型(种子加工设备生产企业产品情况和河南省种子加工成套设备验收办法可上网查询), 保证成套设备建设质量,提高我省种子加工水平。 附件:河南省种子加工成套设备技术要求 二00八年五月四日
附件: 河南省种子加工成套设备技术要求 1.总体要求 1.1种子加工成套设备包括与种子加工要求相适应的加工设备及配套、附属装置,应当能够连续完成种子清选、包衣、计量包装等加工; 1.2加工设备主要包括风筛清选机、窝眼筒、比重清选机、包衣机、计量包装设备及烘干、棉种脱绒、预加工设备; 1.3配套、附属装置包括输送系统、除尘系统、排杂系统、贮存系统、电控系统; 1.4种子加工成套设备生产能力≥3t/h; 1.5成套设备固定安装在加工厂房内,厂房高度、面积、地面处理等满足设备安装条件和种子加工流程要求; 1.6设备及配套附属装置的生产、安装、种子加工质量等应当符合JB/T5683—93《种子加工成套设备技术条件》和有关标准规定。 2.种子加工流程和主要设备 2.1基本流程和主要设备: 风筛清选机→比重清选机→包衣机→包衣种子成膜仓→计量包装设备; 2. 2 可在比重清选机后增加分级机进行玉米分级; 2.3可在风筛清选机前增加脱壳机或除芒机,在比重清选
生活污水站设备技术规格书样板
山西煤炭运销集团金辛达煤业有限公司矿井480m3/d生活污水处理工程 主要工艺设备技术规格书 煤炭工业太原设计研究院 2014年3月6日
第一节工程概况 1.环境概况 山西煤炭运销集团金辛达煤业有限公司矿井位于山西省临汾市尧都区枕头乡苍上村一带,行政区划属枕头乡管辖 井田位于吕梁山南端,山高沟深,地形复杂,森林、植被发育,最高点在井田北西部的山梁,标高1420.5m,最低点位于西部西沟村河床,标高1182.0m,相对高差238.50m,属中山区。 本区属黄河流域汾河水系,区内的沟谷一般无水流,若遇暴雨,常有洪水发生,但数小时后即减退消失,以矿区北部东西分布的山梁为分水岭,北侧水流向北经黑龙关河汇入昕水河,南侧水流向东汇入汾河。 据蒲县气象站十年的观测资料,本区四季分明,昼夜温差大,蒸发量大于降水量,属大陆半干旱季风型气候。年降水量最小仅285.3mm(1986年),最大约51.6mm(1990), 多年平均降水量495.35mm;蒸发量最小1710.1mm(1983年),最大为2145.0mm(1979年),多年平均蒸发量1930.44mm,蒸发量为降水量 3.9倍,冬春二季雨雪少,夏末秋初雨水较多,且多集中在7、8、9三个月。年平均气温8.84℃,最冷月份为一月,气温低达-6.29℃,最高气温为七月,高达21.99℃,结冰期为10月下旬至翌年三月中旬,最大冻土深度为86cm。夏季多东南风,冬季多西北风,最大风速达15.3m/s。 井田地处临汾盆地,是我国著名的强裂震区之一,地震活动频度高、强度大为其特点。按照《中国地震参数区划图》(GB18306-2001),本区地震动峰值加速度0.15g,抗震防烈度为7度。 2.污水来源 污水来源于矿井工业场地民用建筑和部分工业建筑、场地附属民用
食品包装材料验收作业指导书
资 材 采 购 流 程 贸易部 资材负责搜集 放弃 按《供方评价表》由贸易 部资材实施,报品保部备 案,必要时, 品保部参与 评价 负责资材版面 等资讯的 登记编号,报品保部备案 资材实施 拒收 资材实施(所有高
资材检查处理程序流程图
纸箱验收规范 1.目的 此标准对用瓦楞纸板制成的纸箱的质量要求、检验方法及检验规则作出规定。 2.范围 适用于公司产品运输包装所用的各品种规格的瓦楞纸箱。 3.职责 3.1仓库负责包装箱之品名、规格、数量的入库。 3.2资材部负责提供包装箱的资材编号和相关检测报告的索取。 3.3贸易部负责确定包装箱的规格、版面、数量。 3.4品管部负责包装材料和相关检测报告的验收和审核。 4.技术要求 4.1材质:纸箱材质为国产牛皮纸和瓦楞纸,基重(g/m2)为180/112/112/112/180 4.2外观、尺寸 4.2.1纸箱表面应平整、干净无污渍,纸箱应无破损,无裂纹,纸箱切口应齐整 4.2.2图案、文字印刷要求套印准确(套印不准确度不得大于1mm),墨色匀实,图案文字清晰,无油污、水化现象,无露白、露黄、露红现象,无错位、无重影。图案、文字边缘齐整,无毛齿。 4.2.3印刷内容正确,图案、文字应与样版一致。套色准确,无颜色过浓或过淡现象。 4.2.4纸箱接头搭合处接舌宽度要求在30-50mm,接合处使用有镀层的低碳钢扁丝钉合,扁丝不可有锈斑、剥层、龟裂等缺陷。钉合位置应在搭接部位中线。要求单排钉距小于80mm,钉距均匀,头钉距顶面压痕线和尾钉距底面压痕线均不得大于20mm。钉合应牢固,不可有叠钉、单钉和不转角等缺陷。 4.2.5瓦楞纸箱压痕宽度应小于2mm,箱壁不可有多余的压痕线,当纸箱折合时,压痕处不可有破裂、断线的现象。 4.2.6裱层粘合要求无透胶、起泡现象,瓦楞纸板各层之间应粘合牢固,无层间分离现象。 4.2.7纸箱成型要求方正,无偏斜,箱角漏洞不超过3mm,摇盖合拢后缝隙不能超过3mm。 4.2.8纸箱尺寸(长、宽、高)应合符合同或订单要求,允许偏差为士0.5cm。
设备使用说明书模板
设备名称 使 用 说 明 书 襄阳国铁机电有限责任公司
设备名称 一、概述: 二、主要结构及工作原理: 1.主要结构 2.工作原理 三、主要性能参数: 四、操作指南:
五、设备保养: 示例如下: 电茶炉试验台 使 用 说 明
书 襄阳国铁机电有限责任公司 电茶炉试验台 一、概述: 电茶炉试验台主要用于CRH2/3(兼容CRH5型)动车组用的电热开水器的电流、电压、功率、电热开水器的产开水温度、产开水量、缺水保护、满水保护以及绝缘电阻、泄漏电流等安全性能性能检测和校检。 二、主要结构及工作原理: 1.主要结构 电茶炉试验台主要由机体、不锈钢试验水箱、管路系统、连接装置等组成。
2.工作原理 该设备用于CRH2/3(兼容CRH5型)动车组用的电热开水器的试验。通过不锈钢试验水箱、管路系统、连接装置模拟出动车组上的电热开水器的工作环境,使电热开水器能够安装合理、简单、方便,通过温度、液位等感器将电热开水器的数据传送到工控机中进行分析,试验台能够自动控制,试验参数自动测试、实时显示、自动保存。 三、主要性能参数: 1、输入电源电压:三相AC 380V±10%,50 Hz; 2、输入电源容量: 6 kW (AC); 3、电压测量范围:AC:0~380 V;DC:0~600 V,精度0.5级; 4、电流测量范围:AC:0~20 A;DC:0~20 A,精度0.5级; 5、功率测量范围:0~6 kW 精度0.5级; 6、绝缘电阻测量范围:0~1000 MΩ精度5%; 7、温度测量范围:0℃~+150℃精度0.5%。 四、操作指南:
1. 操作前,请仔细检测各管路系统有无泄露、各管路接口有无松动现象;电气元件有无短路现象。如果一切正常,方可进行试验。 2.设备通电,打开试验界面,如下所示: 3.确认电茶炉与设备连接好后,点击“试验/停止”按钮,出现如下对话框: 点击“试验”按钮,设备开始试验。
电力电缆技术规格书
C D P 油气储运项目设计规定 CDP-S-GU-EL-003-2009/B 电力电缆技术规格书 2009-11-26发布2009-11-30实施 中国石油天然气股份有限公司天然气与管道分公司发布
前言 为了加强设备、材料的采购过程管理,统一油气储运项目设备材料技术规格书的编制格式、主要订货技术要求和技术评分标准,按照中国石油天然气与管道分公司“标准化模块化信息化”设计工作的要求,特编制本技术规格书。 本文件适用于油气储运工程电力电缆采购。 本文件包括技术条件、数据单和技术评分表三部分内容: ——技术条件部分为各工程项目通用并统一的技术要求;未经发布单位批准,任何单位或个人不得对该部分进行修改; ——数据单是为了统一各工程项目实际使用,在工程项目使用中填入用于订货的参数;工程项目中的数据单应按照建设项目管理程序,经审批后用于订货; ——技术评分表是为了统一招标投标过程中通用技术组评分标准,在工程项目使用中,可根据工程项目特点进行调整、修改,修改后用于工程项目的技术评分表应按照建设项目管理程序,经审批后方可使用。 本文件由中国石油天然气股份有限公司天然气与管道分公司提出并归口管理。 本文件起草单位:中国石油天然气管道工程有限公司 本文件主要起草人::彭艮鹏王新坤付伟 本文件评审专家组:孙宗源高秀春 本文件由中国石油天然气管道工程有限公司电力室负责具体技术内容的解释。 联系人:杜庆山 联系电话: 本文件在执行过程中,如有任何意见和建议,请反馈至: 中国石油天然气管道工程有限公司北京石油咨询中心 地址:北京市宣武区广安门内大街甲311号院中国石油管道大厦9层邮政编码100053 联系人:陈怡静 联系电话: 电子邮箱。
搅拌器技术规格书模板
××搅拌器 技 术 规 格 书 编制: 审核: 批准:
一、总则 1.1 本技术规格书适用于搅拌器的招标采购,对搅拌器的功能、设计、结构、性能、安装和试验等方面提出技术要求。详细的技术要求见设备工艺数据表。 1.2 本技术规格书包含了对搅拌器最低限度的要求。并未对一切技术细节作出规定,也未充分引述有关标准和规范条文,卖方应提供满足本技术规格书和标准要求的高质量产品及其服务。对国家有关安全、环保等强制性标准,必须满足其要求。在遵守现行有关搅拌器的标准、规范、规定的原则下,本技术规格书对搅拌器在设计与制造、检验和试验、涂漆与包装运输、性能保证等方面提出了补充、强调或限制性的说明。 1.3 卖方必须对全部设备的性能负责,并保证在搅拌器技术规格书中规定的工况下全部设备均能安全、稳定、高效、连续地运转。在规定的操作条件下,设备设计使用寿命最少为20年,且不间断连续操作最少为1年。 二、卖方的责任 2.1 卖方有责任解答与设计、制造、检验以及设备运行有关的任何询问和问题。 2.2 卖方的责任包括保证期和保修期内应尽的责任。 2.3 卖方应及时提交设计院及招标方要求的设计基础资料、图纸和数据等。 2.4 卖方免费提供全过程的安装指导及试车考核。 三、现场条件 3.1现场自然条件 3.1.1大气温度 年平均温度: 9.8℃ 极端最高温度: 43℃ 极端最低温度: -31.2℃ 日照时数: 3326小时 3.1.2湿度 年平均相对湿度30-40%
最冷月平均相对湿度50-60% 最热月平均相对湿度<30% 3.2公用工程条件 3.2.1 电 电气防爆区域:非防爆 3.2.2仪表空气 压力0.65MPa(G) 温度:常温 四、相关标准 4.1搅拌器应遵守下述(但不限于)标准、规范和规定(最新版);如卖方采用 自身工厂标准,应将相关标准提交招标方认可。
产品使用说明书范本
产品使用手册/说明文档 模板 目录 第1章第2章 2.1 2.2 2.3 2.4 2.5 2.6 2.7 文档历史 ............................................................................. ......................... 3 引言............................................................................ 错误!未定义书签。 文档约定 ............................................................................. ............ 错误!未定义书签。术语 ............................................................................. .................... 错误!未定义书签。背景 ............................................................................. .................... 错误!未定义书签。预期读者 ............................................................................. .............................................. 5 主要功能 ............................................................................. .............................................. 5 参考文档 ............................................................................. ............ 错误!未定义书签。风险总述 ............................................................................. ............ 错误!未定义书签。 第3章 3.1 功能模块1 .............................................................................. (7) 功能点1 .............................................................................. . (7) 3.1.1 3.1.2 3.1.3 3.1.4 3.1.5 3.2 功能描述 .................................... 错误!未定义书签。主要流程.................................... 错误!未定义书签。角色......................................................... 7 用户界面(ui)............................................... 7 待解决问题 .................................. 错误!未定义书签。 功能点2 .............................................................................. .............................................. 8 3.2.1 3.2.2 3.2.3 功能描述.................................... 错误!未定义书签。角色......................................................... 8 用户界面
垂直压缩站成套设备技术参数
环卫机械设备参数和要求 一、垂直压缩站成套设备(密闭自卸式垃圾车)技术参数和要求: 1. 垂直压缩机构配套、密闭自卸式垃圾车一台; ★2. 采用整体式垃圾箱技术,即压缩仓、储存仓和油缸推铲仓一体; 3. 箱体侧面、底面钢板为不小于10mm高强度钢板(16Mn)制造,确保箱体在高压力、高腐蚀、高磨损情况下使用寿命在6~8以上年; 4. 箱体前门及中门采用液压油缸垂直开启方式; 5. 箱体上卸料装置(推铲)的油缸应平置,保证全部油缸力用于推卸垃圾,推铲采用油缸水平控制方式,同时采用侧面,底面双向滚轮导向,滚轮内安装自润滑轴承,免维护; 6. 推铲顶设有垃圾移位,卸料全过程封闭盖板,防止垃圾从压缩仓翻入推铲仓; 7. 垃圾在被压实后,密度达到0.9t/m3以上; ★8. 压缩油缸采用三联油缸,油缸与压头之间须采用球头联接,三支压缩油缸须采用单油路控制;压头与立柱之间采用导向装置,导向装置须采用可自由转运的浮动滑块,确保压头偏摆时,滑块滑动能大面积与立柱接触,保
证立柱不产生局部变形; 9. 整套油缸的密封件必须采用优质进口密封件; ★10. 电器系统采用PLC程序控制方式,压缩过程为全自动工程;可编程控制器必须采用德国西门子进口件,并留有远程控制接口,关键元件(例如:可编程控制器、断路器、交流接触器、扩展模块、传感器、稳压电源)等必须使用优质进口件,并提供清单; 11. 设有防箱体坠落装置的安全钩装置,安全钩装置的开启与锁紧必须采用液压油缸控制,并实现自动化控制,实现各动作之间的互锁,确保整机安全性。采用进口双联叶片泵,可靠性高,降低整机噪声。所有结构件表面经喷丸(砂)处理,再喷涂高防腐油漆,提高防腐能力和整机寿命。垃圾进料时,可以从二个或者三个方向同时进料。
设备技术转让协议模板
转让协议应在产权交易机构组织下进行,出让方应当与受让方进行充分协商,依法妥善处理产权转让中所涉及的职工劳动关系调整、债务和或有债务承继、离退休职工管理、职工安置费用的支付方式和期限以及担保措施等相关事项,下面是设备技术转让协议模板,欢迎借鉴参考: 设备技术转让协议模板【1】 甲方:____________煤电开发有限公司 乙方: 设计院:____________设计研究院 ____________煤电开发有限公司(以下简称甲方)经招标委托______公司(以下简称乙方)为甲方设计制造____________矿井设备。____________矿井由____________设计院(以下简称设计院)设计。经甲方、乙方、设计院三方协商达成如下技术协议。 一、主要技术要求 1、____________矿井设备按照设计院提供的技术规格书来设计制作,分为_______。 2、适用型号: 3、主要技术特性: 4、配置: 5、结构尺寸: 二、其它有关要求 1、乙方应向甲方提供_______设备总图及_______设备安装图各一份。 2、乙方应向甲方提供产品合格证及_______报告,煤安标志及发货清单。 3、产品加工完毕后,由甲方到乙方进行验收(或约定中间验收),合格后方可出厂。 4、本协议一式六份,甲方、乙方、设计院各两份,签字生效。 5、未尽事宜,双方协商解决。附:有关设备的技术协议的相关内容包括: (一)设备的生产能力,主要技术指标应有专门文件作为合同的附件。 (二)对设备的主机、辅机的表面颜色、涂复层的要求,使用能源的要求(周波、电压、气
压、水压、油压、水质、燃料等)。 (三)提供润滑油脂的名称代号和主要参数,验收后的供应方式。 (四)安装技术参数应包括基础图、固定方式、接地、隔、离、周围空地要求、空间高度、接线类型、插座型式、采光方式、温湿度、防尘及工艺废水、废渣排放量等要求。 (五)提供的技术资料包括:使用说明书、合格证、装箱单、维修资料(电控原理、安装图等)、结构图、传动系统图、气压液压原理图、元器件明细表与简要动作说明、部件装配图、关键备件加工图、易损件清单、各种管道系统图、故障分析逻辑、润滑图表、以及随机清单、易损件清单及备件图册资料与外购件明细表、外购件目录样本等。技术资料必须在到货前提供,具体日期由双方协商确定,以保障有翻译的时间,使设备进厂后能迅速安装。 (六)明确技术指导方式、遣派人数、职责范围、费用及双方的义务。 (七)明确操作、维修人员的培训方式、时间、人数、费用。 (八)要根据不同运输方式(陆、海、空)决定相应的包装形式。 (九)必须确定交货期限,及拖期索赔直接损失等事宜。 (十)明确调试方式(卖方派员还是买方自行调试,大型成套设备要进行联动试车,试生产考核期。)和调试后投产前的验收方式。 (十一)在规定索赔期间为设备考核期。在考核期设备或仪器的各种技术参数应达到保证指标,考核的时间和方式,可视实际要求双方协商确定,作为专门文件,附在合同上。 (十二)对运输残损、原装箱短少、考核项目未能达到保证指标的设备仪器,必须索赔。 甲方:____________煤电开发有限公司 乙方:___________________有限公司 设计院:____________设计研究院 _______年_______月_______日 设备技术转让协议模板【2】 受让方: (以下称甲方) 住址: 法定代表人:
软件招标项目技术规格书模板
软件招标项目技术规格书 一、招标软件一览表 本次公开招标的内容为丽水市档案局数字档案馆系统软件项目,具体内容如下表: 备注: 1、参加投标供应商需保证所提供产品符合本次招标要求及国家相关产品,符合ISO 质量体系认证、售后服务技术支持,具备知识产权保障的最新质量标准的产品软件。有产品质保书或产品合格证书和使用时所必须的各类相关使用操作、系统管理、培训等资料; 2、参加投标供应商须保证所有提供的产品软件包含系统分析、架构开发、安装调试、运维等所有费用。提供相关工程师的技术支持与软件的修改、定制。 3、参加投标供应商应充分考虑软件应具备先进、成熟、可靠、安全、开放、实用、易扩展、性价比好的产品参加项目投标,确保软件使用的稳定性、安全性、后续升级架构可行性与扩展能力。 二、项目建设目标: 1、以各类数据库(全文数据库、多媒体数据库和关系数据库)为管理工具,以扫描的纸质档案图像、全文内容、经过采编与转换的音视频等多媒体资料、数码照片和档案目录为管理对象,利用海量全文数据库技术、数据加密和压缩存储等技术,实现从档案数字化、档案接收、整理编目到档案利用及档案移交全过程的计算机管理,达到对档案目录、全文和图、文、声、像等多媒体档案统一管理; 2、完成丽水市档案馆档案数据库建设,并提供相应的数据接口和操作规范; 3、以数字环境下档案馆业务流程为改造对象和中心、以满足社会公众的档案利用需求和满意度为目标,改变手工管理时代档案馆内部环节存在重复和冲突,缺少衔接和协调、信息难以共享、统计分析简单等问题,档案馆为了保证档案的准确性、真实性、可读性、完整性、保密性等而增加的实时归档、技术鉴定、存储、载体转换、权限控制、数据迁移和实时发布等业务内容,对现有的业务流程进行再思考和再设计,建设一套从档案的收集、整理、鉴定、统计、保管、利用、编研的档案馆综合业务管理系统,实现丽水市档案馆综合业务的流程化、规范化管理。 4、建立馆内“三个中心”:“数据采集中心”、“业务管理中心”和“档案利用中心”;
设备说明书样本
尊敬的上海紫江用户: 您好!感谢您选购大连奥特马(ALTMA)工业有限公司生产的自动包装塑料袋涂胶机.我公司专业为客户设计制造各种非标包装机械。为使我们的设备更好地发挥其卓越的性能为贵公司生产服务,请您在操作使用前仔细阅读产品说明书,遵守安全注意事项,严格按照规范设置技术参数,操作设备。有什么问题请及时与我们联系,我们将竭诚为您服务! 请妥善保管各项说明书和相关技术资料,以备随时查阅! 第一部分: 安全注意事项: 生产过程中始终遵守安全注意事项可以防止意外事故及潜在危险的发生! 1.请指定专业人员培训上岗维护,操作设备. 2.发现问题及时解决,不要使设备带病作业. 3.压力气泵、真空泵等外协设备工作时,请确保安全可靠. 4.作业前有必要请您戴好劳保防护用具,确保人身安全与健康. 危险: *必须单独使用可靠的接地线,否则有被漏电,静电击打的危险! *各工位运转时严禁调整触摸,否则有卷入切断的危险! *高温部件(如烫刀)通电加热后禁止触摸,否则有烫伤的危险! *保持气路通排气畅通,否则有放炮爆破的危险! 第二部分: 使用操作规程 为了保证您的操作安全,请注意警示标牌! 1.启动/运行/停止: 首先,请开通气路检查有无漏气现象,压力表是否正常(正常工作压力为0.5— 0.6MPa),为安全起见,设计有气压开关做设备保护装置,当气压小于正常工作压力时,系统 会自动断电,设备停止动作;待气压达到正常工作压力保护解除,系统恢复,设备正常工作。 将电源插头牢固插在单相AC 220V 50Hz电源插座上(必须装有接地保护线.)。确认气压正常后,打开电源总开关QF与真空泵电源开关,真空泵工作,电源指示灯亮,触摸屏与温控表显示正常即可启动设备投入工作。为了使您的设备在最佳状态,最大效率地工作,请您根据实际工作情况 为了使您的设备在始终处在最佳技术状态,高质量、高效率地工作,请您根据实际工作情况的需要,反复实验论证各项动作的技术参数并设置密码保护锁存。初始密码为:1 1 1 1,请您修改后牢牢记住。 工作过程中,如果需要临时停止工位动作,您站在设备任意一侧皆可快速随手按下身边的PAUSE自锁蘑菇按钮,动作暂停;开启后自动衔接暂停前动作继续运行。 关闭时请先关主电源再断气路,解除压力,使各工作部件处于放松状态。 注:每个工位动作电磁控制阀设有试动按钮,方便您通过强制机械控制方式试动任意工位动作。 注意:为确保您操作安全,PAUSE自锁蘑菇按钮按下设备处于暂停状态时,但只限于
技术规格书模板
技术规格书模板 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
中国石油大庆炼化公司 技术规格书 (物资名称:) 编制人:(专业厂或业务管理部门签字)年月日审核人:(专业厂单位领导签字)年月日 审批人:(业务管理部门领导签字)年月日
目录 1.总则 2. 执行标准 3. 主要技术要求 4. 检验和试验 5. 包装及运输 6. 资料交付 7. 技术服务及售后保证 8. 其它 附件供货范围 1.总则
1.1 本技术规格书适用于大庆炼化公司物资招标,提出了该物资生产、检验、试验、验收、运输、试用和售后服务等方面的基本技术要求; 1.2 投标人所供物资的材料、制造、检验和试验,按标准的最新版本要求执行;其它未列出的与本产品有关的规范与标准,投标人有义务在投标文件中列出。投标人应对所供产品质量承担全部责任。 1.3 在所有技术文件中的文字和计量单位,采用中文(中英文对照)和国际SI单位。 1.4 投标人所采用的专利涉及到的全部费用均被认为已经包含在报价中,投标人承担所提供的设计、制造过程中所涉及的各类专利技术的法律责任。投标人保证所采用技术不侵犯 任何第三方权益,如引发知识产权方面相关的法律纠纷,由投标人负全责。 2. 执行标准: 标准名称:下列标准或规范应为国家标准、行业标准或集团公司标准(不能为供应商企业标准)。 例:GB/T 14976 液体输送用不锈钢无缝钢管 GB/T 14975 结构用不锈钢无缝钢管 ………… 3. 主要技术要求(如有) 针对于标的物的具体要求,在本条列出。 例如具体参数要求,形式形状要求,特殊材质要求等。 4. 检验和试验(如有) 有标准的执行标准 例:执行GB/T 14976检验标准) 4.1 生产过程检验要求(如有) 例:需提供生产过程检验报告 4.2 出厂检验要求(如有) 例:需提供出厂合格证 4.3 第三方检验要求(如有) 例:需提供省级以上质量监督部门检测机构报告 4.4 购买招标文件后递交投标样品要求、试验要求(如有) 填写详细的递交样品方式、数量、包装、检验流程、报告出具等详细要求。 例:需提供样品一份。0.5L瓶装,开标前送至招标管理中心负责人处。 4.5 到货验收要求(如有)
产品使用说明书编写模板
使用说明书模板 根据所需改写即可 远程抄表能源管理系统使用说明书 xxxxxxxx有限公司 xxxx年xx月
文档控制 修改记录 * 修改类型分为A—Added M—Modified D—Deleted 审阅人 存档
目录 1概述 (4) 1.1背景 (4) 1.2应用领域与使用对象 (4) 1.4参考资料 (4) 1.5术语与缩写解释 (4) 2系统综述 (4) 2.1系统结构 (4) 2.2系统功能简介 (5) 2.3性能 (5) 2.4版权声明 (5) 3运行环境 (5) 3.1硬件设备要求 (5) 3.2支持软件 (5) 3.3数据结构 (5) 4系统操作说明 (6) 4.1安装与初始化 (6) 4.2子模块名称1 (6) 4.2.1业务需求描述 (6) 4.2.2界面截屏以及界面字段解释 (6) 4.2.3操作说明 (6) 4.3子模块名称2 .......................................................................................错误!未定义书签。 4.3.1业务需求描述...........................................................................错误!未定义书签。 4.3.2界面截屏以及界面字段解释...................................................错误!未定义书签。 4.3.3操作说明...................................................................................错误!未定义书签。 4.4出错处理和恢复..................................................................................错误!未定义书签。
配电箱技术规格书
双杆变台等配电箱技术规格书 1.适用范围 本节技术规格书适用于本工程单、双杆变台配电箱。本工程所选设备、材料,必须具有国家级检测中心的检测合格证书,需经强制性认证的,必须具备3C认证;质量体系ISO认证,必须满足与产品相关的国家标准;供电产品、消防产品应具有入网许可证。 设备安装、元器件技术参数、等具体要求请遵照有关规范和标准并参见施工设计图纸及设计说明。 2.主要设备材料规格要求 配电箱包括单、双杆变台配电箱。箱体内开关等重要元器件(断路器)要求选用技术成熟、运行良好的国内一线品牌的产品。 3.执行标准 GB 156-93 《标准电压》 GB 4208-93 《外壳防护等级(IP代码)》 GB/T 《低压断路器设备和控制设备总则》 GB/T 《低压断路器设备和控制设备低压断路器》 GB/T 《低压断路器设备和控制设备开关、隔离器、隔离开关及熔断器组合电器》 GB/T 《低压断路器设备和控制设备低压机电式接触器和电动机启动器》GB 7947-87 《绝缘导体和裸导体的颜色标志》 GB 《低压成套断路器设备和控制设备第一部分:型式试验和部分型式试验成套设备》 GB 《低压成套断路器设备和控制设备第三部分:对非专业人员可进入场地的低压成套设备和控制设备---配电板的特殊要求》 JB 4012-85 《低压空气式隔离器、断路器、隔离断路器及熔断器组合电器》《固体绝缘材料在潮湿条件下的相对起痕指数和耐痕指4207-1984 GB/T 数的测定方法》 GB 13539-92 《低压熔断器》 《继电保护和安全自动装置技术规程》GB 14285-93 GB/T 7261-2000 《继电器及装置基本试验方法》 GB/T 《电磁兼容试验和测量技术浪涌(冲击)抗扰度试验》 IEC129 《交流断路器和接地保护》 IEC255 《继电器》 IEC269 《低压熔断器》 《低压成套断路器设备和控制设备》 IEC446 《绝缘和非绝缘导体的色标》 IEC73 《指示灯和按钮的色标》 IEC947 《低压断路器设备控制设备》 4.使用条件 1)运行条件 系统标称电压U0/U 1kV 系统最高运行电压Um 系统频率50Hz
包装材料验收标准
包装材料检验标准(初稿) 一、主题内容与使用范围 本标准规定了进厂包装材料的质量和技术要求。 本标准适用于本公司采购的大宗包装材料。包装材料的质量和技术要求部分没有列出的材料,按订货合同要求进行检验和判定。 二、引用标准 1、GB 10344《饮料酒标签标准》 2、GB 191《包装储运图示标志》 3、GB 12904《商品条码》 4、GB6543《瓦楞纸箱》 5、GB 7718《预包装食品标签通则》 一、质量和技术要求: 纸箱检验标准: 1、本标准参照GB6543标准制定 2、纸箱的质量和技术要求 2.1箱体方正,箱盖合拢无离缝,尺寸大小符合要求。 2.2纸箱外表面不允许有明显的损坏和污迹,如有样箱的,颜色图案应与样箱一致。 2.3箱面印刷图字清晰,颜色深浅一致,光亮鲜艳,位置准确,左右上下偏差不超过5 ㎜。 2.4纸箱外应标注内容应符合GB7718《预包装食品标签通则》要求,图示标志应符合 GB191《包装储运图示标志》要求。有生产许可证的应标明许可证号。QS标志式样应按《食品生产加工企业质量安全监督管理实施细则》规定的式样印制。外箱应标有“小心轻放”、“向上”、“怕湿”字样及标志,标注内容应正确,无文字错误。 2.5钉合:瓦楞纸箱使用带有镀层的低碳扁丝或钢丝。扁丝不应有锈斑、剥层、龟裂或 其他使用上的缺陷,扁丝的规格型号与纸箱厚薄相适应。 2.6纸箱接头钉(粘)合塔接舌边宽度:普通粘合箱不小于30㎜、钉合箱不小于35㎜, 小型彩箱不小于28㎜,金属钉应沿塔接部分中线钉合,箱钉排列整齐,钉距均匀,单排钉距不大于80㎜,双排钉距不大于90㎜,同一纸箱上的钉距差别应在5㎜之内,箱钉应装钉在纸箱的付版上,采用斜钉(与纸箱立边成45度角)或竖钉,头尾钉距上下底面压痕边线不大于20㎜。钉合接缝应钉牢、钉透,不得有叠钉、翘钉、不转角等缺陷。 2.7粘合瓦楞纸箱应使用乙酸乙烯乳液或具有相同效果的其他粘合剂。粘合接缝的粘合 剂涂布应均匀充分,以致面纸分离时接缝依然粘合不分,也不应有多余的粘合剂溢出接缝,纸箱撑开后不开胶。 2.8瓦楞纸箱的压痕线宽度:单瓦楞纸箱不大于10㎜,双瓦楞纸箱不大于15㎜,折线
换热器技术规格书模板
××换热器 技 术 规 格 书 编制: 审核: 批准: ×年×月×日
一、总则 1.1项目概述:本技术规格书适用于XXX工作。 1.2项目描述及要求:本技术规格书适用于XXX的功能、设计、结构、性能、材料、制造、试验与检验、标志、合格证、包装、供货、安装、售后及技术服务等方面的技术要求。 1.3本技术规格书提出的是最低限度的技术要求,并未规定所有的技术要求和适用的标准,卖方应提供一套满足本技术规格书和所列标准要求的高质量产品及其相应服务;对国家有关安全、环保等强制性标准,必须满足其要求。 1.4在签定合同后,采购方仍保留对本技术规格书的技术规范提出补充要求和修改的权力,合理的要求供货方应给予配合。 二、标准和规范 2.1制造遵循的标准和规范 国务院第549号令《特种设备安全监察条例》 国家质量技术监督局《锅炉压力容器制造许可条件》2003年194号文 TSG R0004-2009 《固定式压力容器安全技术监察规程》 GB150-1998 《钢制压力容器》 GB151-1999 《管壳式换热器》 JB4710-2000 《钢制塔式容器》 NB/T47003.1-2009 《钢制焊接常压容器》 GB/T985.1-2008 《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》 GB986-1988 《埋弧焊焊缝坡口的基本形式与尺寸》 JB4708-2000 《钢制压力容器焊接工艺评定》 JB4709-2000 《钢制压力容器焊接规程》 JB4730-2005 《承压设备无损检测》 HG20580-1998 《钢制化工容器设计基础规定》 HG20581-1998 《钢制化工容器材料选用规定》 HG20582-1998 《钢制化工容器强度计算规定》 HG20583-1998 《钢制化工容器结构设计规定》 HG20584-1998 《钢制化工容器制造技术要求》 HG20585-1998 《钢制低温压力容器技术要求》 GB713-2008 《锅炉和压力容器用钢板》 GB24511-2009 《承压设备用不锈钢钢板及钢带》 GB13296-2009 《锅炉、热交换器用不锈钢无缝钢管》 NB/T47002.1-2009 《压力容器用爆炸焊接复合钢板》 HG/T20592~20635-2009 《钢制管法兰、垫片、紧固件》 GB/T 13403-2008 《大直径钢制法兰用垫片》
包装材料验收标准
包装材料验收细则 一、目的 1.规范进厂所有包装材料的验收,保证进厂的包装材料都是合格的,能用于生产的。 2.此标准对于包装内袋(预制袋)、塑托、卷膜、纸盒、以及纸箱的质量要求、检验方法以及检验规则作出具体规定。 二、范围 本标准适用于进厂的包装内袋、塑托、卷膜、纸盒、以及纸箱的验收。 三、职责 1.采购部负责确定产品材质、规格、版面等技术参数,并根据生产需要负责下订单。 2.品控部负责产品验收和审核,并作好相关记录以及负责检验报告索取。 3.包装材料库负责按订单收货入库,并作好相关记录。 四、引用标准: 1.GB 2828 –2003 逐批检查计数抽样程度及抽样表(适用于连续批的检查) 2.GB/T 10004—1998 耐蒸煮复合膜、袋 3.GB/T 10005—1998 双向拉伸聚丙烯(BOPP)/低密度聚乙烯(LDPE)复合膜、袋 4.GB 6543 瓦楞纸箱 5.GB 12904-2003 商品条码 6.GB 191—2000 包装贮运图示标识 7.GB 9683—88 复合食品包装袋卫生标准 五、检验程序 1.内包装材料:包括内袋、塑托和卷膜。 1.1标样的确定:由采购部与供应商共同协商确定,定版后将标样以及相关技术参数交予品控部,品控部按标样进行验收。如果标样有任何改动,请及时通知品控部。 1.2抽样方案:采用正常检查一次抽样方案,AQL值为6.5,具体如下表: 1.3样本采集:确定样本量后,采样要全面。箱(袋)的上中下三个方位都要采集到。
1.4技术要求及检测方法: 1.4.1材质:按合同要求,见附表一。 1.4.2尺寸:按合同要求,见附表一。用卷尺和千分尺测量,主要针对卷膜和内袋。 尺寸偏差应符合下表规定: 1.4.3感观检测: ①内袋:在自然光下目测进行,要求印刷清晰无误、无油污、无肉眼可见杂质,图案、文字、色彩饱和度与标样一致,横封与纵封封口严密,不得有虚封和明显皱折,并按规定做水漏测试,如果有漏水现象要加大抽检量。 ②卷膜:在自然光下目测进行,要求印刷清晰无误、无油污、无肉眼可见杂质,色彩饱和度、图案、文字与标样一致,不得有跑版现象,卷膜方向要与规定的一致,卷筒两端平齐,复膜紧凑,不得有明显气泡,搬动时不出现膜间滑动。 ③塑托:在自然光下目测进行,厚薄均匀,无肉眼可见杂质,形状大小与标样一致,用电子称(精度为0.1g)称量,克重偏差±10%。 1.4.4防尘:内包装材料进厂时必须包装完好,并有良好的防尘措施。 1.4.5微生物检测:内包装材料首先检测微生物,即菌落总数和大肠菌群定性,要求是大肠菌群定性呈阳性,菌落总数≤100个/皿,抽样过程必须严格按照无菌操作进行。通常情况下菌落总数做1皿,大肠菌群定性做1管,样本量各在5~10个之间,卷膜至少要抽取1~3米。如果进货数量较多时(大于15件)菌落总数做2皿,大肠菌群定性做3管。如果同一批产品中有不同生产批次,要分批次抽取,确保抽样的全面性。 1.4.6数量: ①内袋:按表1规定抽样方案进行抽检,不得少于标注的数量,抽检时箱(袋)的上中下三层均要抽到。 ②卷膜:按表1规定抽样方案进行抽检,用电子称称量,实际净含量不得低于标注净含量,供应商一定要将芯重如实标注在膜芯内侧。 ③塑托:按本公司要求数量包装,不得少于要求数量。 1.4.7异物:不得有昆虫、毛发等异物,不得有异味、异臭。 1.4.7卫生要求:符合GB9683—88之规定。由供应商每年两次提供卫生权威部门的检测报告,并随货附送当批出厂检验报告。 1.4.9标志、包装、运输和贮存: 产品的每件包装内(外)应附有产品合格证,并标明产品名称、规格、重量、数量、批号、生产厂名称、生产日期、执行标准号、质检员签章等。 包装按合同规定用纸箱内衬牛皮纸或薄膜。 运输时应防止机械碰撞或接触锐利物件,同时应避免日晒雨淋,保证包装完好及产品不受污染。 产品应贮存在清洁、干燥、通风及温度适宜的库房,不得堆放过高,产品贮存期为自生产日期起不超过半年。 2.外包装材料:包括纸箱和纸盒。 2.1标样的确定:由采购部与供应商共同协商确定,定版后将标样以及相关技术参数交予品控部,品控部按标样进行验收。如果标样有任何改动,请及时通知品控部。