ALMCB产品结构

1.1 产品结构
1.3.1 ALMCB 电路分布示意图
ALMCB板电路分为:模拟电路和数字电路,模拟电路包括:电源电路,通信电路,输入输出电路,服务器接口电路,编码器电路,模拟量检测电路;数字电路包括:CPU电路,CPLD电路以及其它外围电路;
ALMCB板示意图
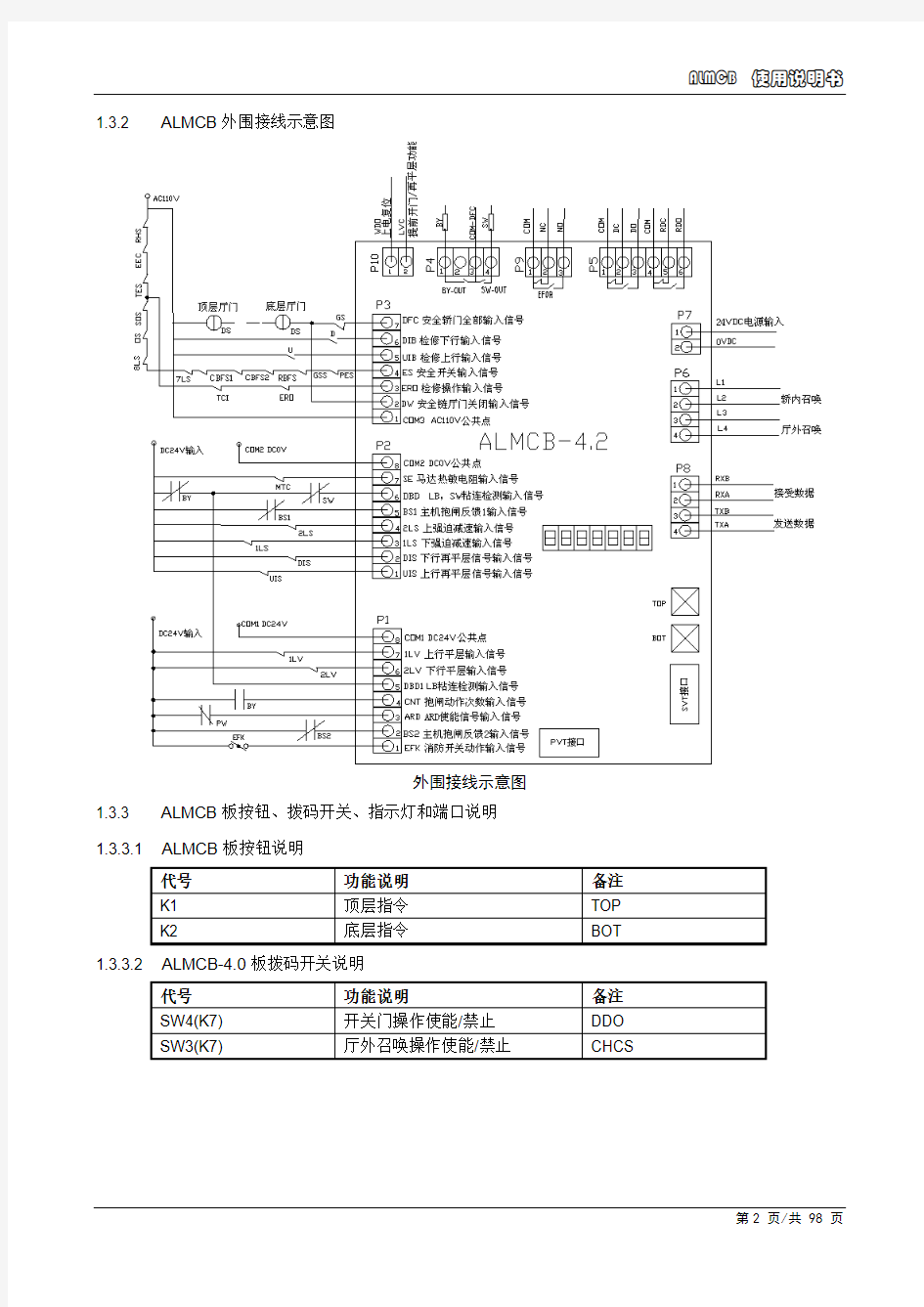
1.3.2 ALMCB外围接线示意图
外围接线示意图
1.3.3 ALMCB板按钮、拨码开关、指示灯和端口说明
1.3.3.1 ALMCB板按钮说明
代号功能说明备注
K1 顶层指令TOP
K2 底层指令BOT 1.3.3.2 ALMCB-4.0板拨码开关说明
代号功能说明备注
SW4(K7) 开关门操作使能/禁止DDO
SW3(K7) 厅外召唤操作使能/禁止CHCS
1.3.3.3 ALMCB板指示灯说明
代号功能说明备注
RSL 闪烁表示通信正常
VLC 5V电源正常
DZ 亮:表示门区信号有效
灭:表示门区信号无效
DOB 亮:表示有开门信号
灭:表示无开门按钮信号
DOL 亮:表示开门到位信号有效
灭:表示开门到位信号无效
DFC 亮:表示轿门关闭
灭:表示轿门未关闭
DW 亮:表示厅门关闭
灭:表示厅门未关闭
ES 亮:表示安全回路断开
灭:表示安全回路导通
INS 亮:表示处于检修状态
灭:表示未处于检修状态
NOR 亮:表示处于正常状态
灭:表示未处于正常状态
GRP 闪:表示处于群控状态
灭:表示未处于群控状态
1.3.3.4 ALMCB板端口说
1.3.3.4.1DC24V信号输入端子(P1)
8PIN WAGO721-138/001-000型插座,对应的插头为721-108/026-000
序号信号名称最大输入电压最低输入电压负载电流说明
P1-1 EFK DC35V DC19V 最小:5.8mA;最大:
10.6mA
EFK信号输入
P1-2 BS2 DC35V DC19V 最小:5.8mA;最大:
10.6mA
抱闸开关反馈检测
P1-3 ARD DC35V DC19V 最小:5.8mA;最大:
10.6mA
ARD
P1-4 CNT DC35V DC19V 最小:5.8mA;最大:
10.6mA
BY计数
P1-5 DBD2 DC35V DC19V 最小:5.8mA;最大:
10.6mA
LB粘连检测
P1-6 2LV DC35V DC19V 最小:5.8mA;最大:
10.6mA
下行平层输入信号
P1-7 1LV DC35V DC19V 最小:5.8mA;最大:
10.6mA
上行平层输入信号
P1-8 COM1 DC24V / 开关电源DC24V
1.3.3.4.2DC24V信号输入端子(P2)
8PIN WAGO721-138/001-000型插座,对应的插头为721-108/026-000
序号信号名称最大输入电压最低输入电压负载电流说明
P2-1 UIS DC35V DC19V 最小:5.8mA;最大:
10.6mA
上行再平层信号输入
P2-2 DIS DC35V DC19V 最小:5.8mA;最大:
10.6mA
下行再平层信号输入
P2-3 /1LS DC35V DC19V 最小:5.8mA;最大:
10.6mA
下强迫减速输入点
P2-4 /2LS DC35V DC19V 最小:5.8mA;最大:
10.6mA
上强迫减速输入点
P2-5 BS1 DC35V DC19V 最小:5.8mA;最大:
10.6mA
抱闸开关反馈检测
P2-6 DBD DC35V DC19V 最小:5.8mA;最大:
10.6mA
LB、SW粘连检测
P2-7 SE DC35V DC19V 最小:5.8mA;最大:
10.6mA
马达热敏电阻输入
P2-8 COM2 DC0V / 开关电源DC0V
1.3.3.4.3AC110V信号输入端子(P3)
9PIN WAGO721-239/001-000型插座,对应的插头为721-209/026-000
序号信号名称最大输入电压最低输入电压负载电流说明
P3-1 COM3 PE / AC110V公共端
P3-2 /DW AC127V AC82V 最小:3.5mA;最大:
5.4mA
安全链厅门关闭输入
P3-3 /ERO AC127V AC82V 最小:3.5mA;最大:
5.4mA
检修操作输入点
P3-4 /ES AC127V AC82V 最小:3.5mA;最大:
5.4mA
安全开关输入
P3-5 UIB AC127V AC82V 最小:3.5mA;最大:
5.4mA
检修上行输入信号
P3-6 DIB AC127V AC82V 最小:3.5mA;最大:
5.4mA
检修下行输入信号
P3-7 DFC AC127V AC82V 最小:3.5mA;最大:
5.4mA 安全厅轿门全部输入点
P3-8 / / / / 预留P3-9 / / / / 预留1.3.3.4.4 AC110V信号输出端子(P4):
4PIN WAGO721-134/001-000型插座,对应的插头为721-104/026-000 序号信号名称触点类型最大输出容量说明
P4-1 LB NO 8A 30V DC;
8A 250V AC
LB继电器
序号信号名称触点类型最大输出容量说明
P4-2 / / / 预留
P4-3 COM-DFC COM 8A 30V DC;
门锁回路作为控制公共端
8A 250V AC
P4-4 UDX NO 8A 30V DC;
UDX接触器
8A 250V AC
1.3.3.4.5DC24V信号输出端子(P5)
6PIN WAGO721-136/001-000型插座,对应的插头为721-106/026-000
序号信号名称触点类型最大输出容量说明
P5-1 COM1 ――8A 30V DC;
外接24VDC
8A 250V AC
P5-2 DC NC 8A 30V DC;
关门指令输出
8A 250V AC
P5-3 DO NO 8A 30V DC;
开门指令输出
8A 250V AC
P5-4 COM2 / 8A 30V DC;
外接24VDC
8A 250V AC
P5-5 RDC NC 8A 30V DC;
后门关门指令输出
8A 250V AC
P5-6 RDO NO 8A 30V DC;
后门开门指令输出
8A 250V AC
1.3.3.4.6轿内、厅外信号通讯端口(P6)
4P IN WAGO721-134/001-000型插座,对应的插头为721-104/026-000
序号信号名称说明
P6-1 L1 轿内呼串行通讯数据线
P6-2 L2 轿内呼串行通讯数据线
P6-3 L3 厅外召串行通讯数据线
P6-4 L4 厅外召串行通讯数据线
1.3.3.4.7电源输入端子(P7)
2PIN WAGO721-132/001-000型插座,对应的插头为721-102/026-000
序号信号名称最大输入电压最低输入电压说明
P7-1 24VDC DC29V DC19V 24VDC电源输入
P7-2 0VDC DC29V DC19V 0VDC电源输入
1.3.3.4.8群控信号通讯端口(P8):
4PIN WAGO721-134/001-000型插座,对应的插头为721-104/026-000 序号信号名称说明
P8-1 RXB 接收数据线
P8-2 RXA 接收数据线
P8-3 TXB 发送数据线
P8-4 TXA 发送数据线
1.3.3.4.9 EFK信号反馈端口(P9)
3PIN WAGO721-133/001-000型插座,对应的插头为721-103/026-000 端口信号名称触点类型最大输出容量说明
P9-1 COM ―― 8A 30V DC;
8A 250V AC
EFK信号反馈公共端
P9-2 EFOR-C NC 8A 30V DC;
8A 250V AC
EFK信号反馈长闭点
P9-3 EFOR-O NO 8A 30V DC;
8A 250V AC
EFK信号反馈长开点
1.3.3.4.10 提前开门/再平层功能端口(P10)
2PIN WAGO721-132/001-000型插座,对应的插头为721-102/026-000
序号信号名称说明
P10-1 LVC/ADO 提前开门/再平层功能
P10-2 WDO 上电复位
1.3.3.4.11 服务器通讯端口(X2):SVT
9PIN 电缆连接器焊接型-D型/9PIN/母头
序号信号名称说明
J1-1 VCC 5VDC
J1-2 VCC 5VDC
J1-3 TXB 发送数据线
J1-4 RXA 接收数据线
J1-5 GND 0VDC
J1-6 VCC 5VDC
J1-7 TXA 发送数据线
J1-8 RXB 接收数据线
J1-9 GND 0VDC
1.3.3.4.12编码器信号输入端子(X3):PVT口电缆连接器-D-SUB15PIN/密集型/弯脚/母座
编码器类型屏蔽电
缆
编码器管脚
1
B-
2
---
3
C+
4
C-
5
A+
6
A-
7
0V
8
B+
9
+5V/+8V
10
E+
11
E-
12
F+
13
F-
14
---
15
---
增量型编码
器(异步电
机)
8 √√√√√√√√
正余弦编码
器
12 √√√√√√√√√√√√
1.2 串行通信
ALMCB板采用RSL通讯,为了抵抗电磁干扰,所以在通信线的终端加入阻抗匹配是必须的;ALMCB 板通信线最大长度150m,终端吸收板阻抗匹配值为:75Ω/0.33uf;示意图如下:
工装标准化
电气设备的结构工艺性简介 作者:港迪电气公司工艺部信息员:郑文胜 在设计电气设备时,必须考虑生产上的要求,如结构工艺性、经济性、标准化等,符合生产要求的电气设备,才能高效率、低成本的制造出来,产品质量才能得到保证。 现将产品的结构工艺性作一个系统的介绍。 产品的工艺性是指产品无需作重大变化且在一定数量下以最低成本适用于工业制造的程度。工艺性与工艺过程不同,它是指在设计产品时所赋予产品的一些质量指标,这些指标规定有可能以最少的人力与物力制造产品、降低成本、缩短设计周期。 结构工艺性包括:零配件加工工艺性,装配工艺性。 结构的工艺性是指结构是否适合于所规定的批量的消耗和工时的消耗、制造新结构所需的时间以及生产资金的相对消耗量等结构性能的总和。因此,影响结构工艺性的因素是多方面的。决定电气设备工艺性的主要因素有:结构的继承性,零配件的复杂性,结构的标准化,材料的消耗和工艺安装过程的合理性等。 工艺性是按以下主要工艺性质来进行评价的:标准化的零部件的适用范围;早期研制出的产品的继承性;所研制的零配件的复杂性;材料的利用率。为了定量的表征结构工艺性,常用到以下几个量化的参数: 1、标准化系数 定义:表征结构中标准化或规格化零件的使用程度,用K1表示。 K1=N1/N 式中N—设备中结构零件的总数量;N1—设备中规格化和标准零件的数量。 2、继承性系数 定义:表征结构的继承性程度,用K2表示。 K2=N2/N 式中N2—结构中采用本公司已经掌握的、从其它产品中移用过来的标准化结构零件数量。 3、重复性系数
定义:表征结构中零件规格的统一程度,用K3表示。 K3=N3/N 式中N3—同一规格零件的种类总数量。 4、材料利用系数 定义:表征材料的合理使用程度,用K4表示。 K4=N4/N5 式中N4—设备中某类材料制成配件的净重量总和;N5—设备中某类材料制成配件的材料重量总和。 从以上工艺指标看出: 1、标准化系数K1越大,即表示设备标准化程度越高,结构工艺性越好。 2、继承性系数K2越大,即表示设备零配件的通用性越高,则设备的结构工艺性越好。 3、重复性系数K3越小,表示设备中采用的零配件种类少,则设备的结构工艺性越好。 4、材料利用系数K4越大,表示材料的利用率越高,其材料消耗、工时消耗低,经济性好,其结构工艺性好。
零部件标准化流程
产品零部件标准化流程 按照标准化对象分类,可以将零部件的标准化分为三类: 第一类:结构的变更,即对不同结构的可进行标准化的相似零部件,在结构上进行标准化,统一为一种结构的配件,这种结构的变更根据变更的结果又可分为以原有某配件作为标准对其他配件进行变更和重新设计新的配件结构作为标准对原有配件进行变更。这种结构的变更对产品的功能、质量有一定的影响,需要对变更后的配件进行物理性能验证,以保证标准化后配件能满足原有产品功能和质量方面的要求。 第二类:材料的变更,即对采用不同材料的可进行标准化的相似零部件,在材料方面进行标准化,统一为一种材料进行生产,此类变更对产品的质量有较大的影响,需要对变更后的配件进行全性能检验以保证标准化后配件的质量要求。 第三类:部分规格的的变更,如导管长度的标准化,此类变更对产品的质量和功能等基本无影响,只是通过统一某种规格来提高生产效率,降低生产成本,此类变更不需要对变更进行验证,只要满足变更后配件规格达到国标要求即可。 标准化流程图: 1.收集产品各类配件信息 各公司技术员收集公司内现有各种产品的配件信息,按照产品分类来统计各配件相关信息,包括数量,材料,规格,模具数量等基本信息,按统一格式形成 2.分类整理、归纳 技术部首先将各分公司技术员收集的所有配件的信息汇总,按照类别对各配件信息进行整理归纳,对同类零部件信息进行归纳汇总;然后,对同类零部件的所有图纸进行分析对比,找出各个规格的配件所存在的差异性,结合所对应产品
3.对可进行标准化的配件核算其标准化的效益和成本 技术部对上一步分析中可以进行标准化的配件,根据根据各配件的年总需求量,单个配件所需要的原材料成本,加工成本,以及加工此类配件的模具的数量、精度等,对可进行标准化的配件从原材料成本、加工成本、换模成本等方面进行汇总,确定各标准化方案所带来的直接经济效益或成本,结合此标准化方案所带来的管理效益、质量效益等进行综合评比,以此来确定最佳的标准化方案。 例如:某类配件的A、B规格经分析可以进行标准化整合,通过以下分析确定最 4.评审确定标准化方案 技术部对以上收集整理分析的结果以及初步拟定的可行性方案召集产品技术部、工艺技术部、质量部、制造部、销售部共同进行评审,综合各部门意见共同确定最终的标准化方案。 5.标准化变更设计 5.1结构变更 5.1.1以原有某配件作为标准统一此类配件 5.1.1.1验证用标准化配件替代其他配件对产品质量和功能的影响 根据上阶段确定的标准化方案,以选择的原有某配件作为标准替代其他配件,验证此类配件代替其他配件后对该产品的质量和功能的影响是否达标。 首先由项目组成员提交验证申请,批准后由技术部进行验证,主要验证内容:标准化配件各项质量和功能指标是否满足原有配件标准;替换后配件在产品中适配性是否满足要求;对于需蘸胶组装的配件要验证蘸胶组装后及灭菌处理后抗拉力、压力等指标是否合格;产品整体性能有无变化等。 5.1.1.2审批 将上阶段的验证结果及标准化方案,上报技术部和质量部,由技术部和质量部审核,技术副总批准。审批通过后,方可进行下阶段的验证,若审批不通过,则考虑换另一种配件作为标准配件,或是根据需求重新设计新的配件。 5.1.1.3小批量验证 审批通过后,对标准化配件进行小批量的组装生产,由于标准化配件采用的是原有某配件,只涉及部分组装工序的改变,因此在小批量试生产中,只需要验
产品标准化大纲
目次 1 概述 0 1.1 任务来源 0 1.2 产品用途 0 1.3 产品主要性能 0 1.4 产品组成和特点 0 1.5 产品研制对标准化的要求 0 2 范围 0 3 标准化工作原则 0 3.1 标准化工作的方针和政策 0 3.2 选用标准的原则 0 4 标准化目标 (1) 4.1 工作目标 (1) 4.2 工作范围 (1) 5 标准化实施要求 (1) 5.1 采用标准要求 (1) 5.2 通用化、系列化、组合化(模块化)要求 (1) 5.3 接口、互换要求 (2) 5.4 标准文件体系要求 (2) 5.5 可靠性标准化要求 (2)
5.6 对原材料、元器件的要求 (2) 5.7 图样和设计文件的基本要求 (2) 5.7.1 制图规定 (2) 5.7.2 幅面 (3) 5.7.3 技术文件的编写要求 (3) 5.7.4 图样和文件签署的要求 (3) 5.7.5 设计文件更改要求 (3) 5.7.6 各阶段技术文件齐套 (3) 6 研制各阶段标准化主要工作任务和内容 (3) 6.1 标准化工作主要任务 (3) 6.2 研制各阶段标准化工作的主要内容 (3) 6.2.1 论证阶段的标准化工作 (3) 6.2.2 方案论证阶段的标准化工作 (3) 6.2.3 工程研制阶段的标准化工作 (4) 6.2.4 设计定型阶段的标准化工作 (4) 7 标准化工作协调要求 (5) 附录A(规范性附录)采用标准目录 (6)
XXXXXXXXXXXX 标准化大纲 1 概述 1.1任务来源 XXXX是由XXXX有限公司自行立项的XXXX,符合XXXX的要求。 1.2产品用途 XXXX因其体积小、重量轻等特点,据不同类型产品的特性差异,广泛应用于国内外各类电子设备中,年用量约2000亿元,技术上主要向小型化和高可靠性发展。 1.3产品主要性能 主要应用于各类电子设备的电路连接,实现快速连接与分离电路的作用。 1.4产品组成和特点 该产品体积小、重量轻,其实现的技术措施(途径、方案)特点是:接触件采用7接触点冲胖结构,在保证连接器稳定的情况下,减少了接触件的接触面积,减少了滑动摩擦的磨损,提高了连接器的插拔寿命。 1.5产品研制对标准化的要求 XXXX的研制过程中要贯彻国家通用标准、国家强制性标准和国家推荐性标准,图样和技术文件的完整性需要符合相关文件的规定,确保其正确性和统一性良好,并符合标准化的要求。 2 范围 本大纲规定了XXXX XXXX在研制过程中标准化的主要原则、目标和要求、标准的贯彻与实施、标准化工作范围、各研制阶段的工作任务等内容。 本大纲适用于XXXX XXXX在研制过程中的标准化工作。 3 标准化工作原则 3.1 标准化工作的方针和政策 3.1.1 本产品研制阶段的标准化工作必须遵守《中华人民共和国标准化法》、《军用标准化管理办法》和《武器装备研制的标准化工作规定》。 3.1.2 本产品研制阶段应积极采用先进的技术标准,以便保障产品使用效能,缩短研制周期,节省费用,获得良好的技术和经济效益。 3.2 选用标准的原则 a)标准的选用应满足产品使用需求和研制工作的需要,坚持“先进性、继承性、经济性”相结合的原则;
关于标准化系数的定义
在设计时,必须考虑生产上的要求,如结构工艺性、经济性、标准化等,符合生产要求的电气设备,才能高效率、低成本的制造出来,产品质量才能得到保证。 现将产品的结构工艺性作一个系统的介绍。 产品的工艺性是指产品无需作重大变化且在一定数量下以最低成本适用于工业制造的程度。工艺性与工艺过程不同,它是指在设计产品时所赋予产品的一些质量指标,这些指标规定有可能以最少的人力与物力制造产品、降低成本、缩短设计周期。 结构工艺性包括:零配件加工工艺性,装配工艺性。 结构的工艺性是指结构是否适合于所规定的批量的消耗和工时的消耗、制造新结构所需的时间以及生产资金的相对消耗量等结构性能的总和。因此,影响结构工艺性的因素是多方面的。决定电气设备工艺性的主要因素有:结构的继承性,零配件的复杂性,结构的标准化,材料的消耗和工艺安装过程的合理性等。 工艺性是按以下主要工艺性质来进行评价的:标准化的零部件的适用范围;早期研制出的产品的继承性;所研制的零配件的复杂性;材料的利用率。为了定量的表征结构工艺性,常用到以下几个量化的参数: 1、标准化系数 定义:表征结构中标准化或规格化零件的使用程度,用K1表示。 K1=N1/N 式中N—设备中结构零件的总数量;N1—设备中规格化和标准零件的数量。 2、继承性系数 定义:表征结构的继承性程度,用K2表示。 K2=N2/N 式中N2—结构中采用本公司已经掌握的、从其它产品中移用过来的标准
化结构零件数量。 3、重复性系数 定义:表征结构中零件规格的统一程度,用K3表示。 K3=N3/N 式中N3—同一规格零件的种类总数量。 4、材料利用系数 定义:表征材料的合理使用程度,用K4表示。 K4=N4/N5 式中N4—设备中某类材料制成配件的净重量总和;N5—设备中某类材料制成配件的材料重量总和。 从以上工艺指标看出: 1、标准化系数K1越大,即表示设备标准化程度越高,结构工艺性越好。 2、继承性系数K2越大,即表示设备零配件的通用性越高,则设备的结构工艺性越好。 3、重复性系数K3越小,表示设备中采用的零配件种类少,则设备的结构工艺性越好。 4、材料利用系数K4越大,表示材料的利用率越高,其材料消耗、工时消耗低,经济性好,其结结构工艺性越好。
标准化和制图标准化样本
1.标准化和制图标准化 1.1标准化 人类应庆幸生活在一个人类无意形成及有意营造出来的标准化环境。正如ISO在 .10.14日第38个世界标准日向地球村的村村民们发出的节日祝词中所强调的: ”没有标准, 世界的运行将嘎然而止, …, 标准在我们日常生活中的重要性无论怎样强调也不为过”。 1.1.1标准及标准化的泛义 ◆标准的泛义: 条条、框框、”不以规矩不能成方圆”、…。 ◆标准化泛义: 加上”化”, 指对标准的”活动”。 1.1.2 标准及标准化的产生及发展 ◆人类无意识的标准化行为。例如石刀、石斧等。 ◆人类有意识的标准化活动。例如计数、文字、印刷术、兵马俑等。 ◆近现代的标准化。 更科学、系统、重要。 范围: 小→大(作坊→工厂→公司→国家→区域→国际) 1.1.3标准及标准化的现代定义 ◆标准: 为了在一定范围内获得最佳秩序, 经协商一致制定并由公认机构批准, 共同使用的和重复使用的一种规范性文件。例: GB12982-1996《国旗》 ( 中) DIN 27-67《螺纹、螺栓( 钉) 和螺母的画法》( 德) ISO9001: 《质量管理体系-要求》
◆技术规范: 规定产品、过程或服务应满足的技术要求的文件。 这种文件没有经过制定标准的程序。规定的是一种”结果”。 ◆规程: 为设备、构件或产品的设计、制造、安装、维护或使用而推荐的惯例或程序的文件。 这种文件没有经过制定标准的程序。给出的是”过程”。 ◆法规: 法规是由权力机构经过的有约束力的法律性文件。 其最大特点是强制性。 ◆技术法规: 涉及技术要求的法规即可称为技术法规。 ◆标准化: 为了在一定范围内获得最佳秩序, 对现实问题或潜在问题制定共同使用和重复使用的条款的活动, 称为标准化。 ◆标准化活动: 主要包括标准的编制、发布、实施、修订等。 1.1.4标准化原理 统一、简化、协调、优化 1.1.5标准化作用 标准及标准化的作用太广了, 例如: 激励技术创新和技术扩散; 降低产品成本, 促进规模效益; 改进市场结构, 规范市场秩序; 提高产品需求的精致化水平; 创新生产要素, 推动上下游相关产业发展; 鼓励产业间贸易发展等多方面的作用。总之, 规范了人们的生活环境及节奏, 提高了人类的生存质量, 推动了更加速推动着社会前进。 1.1.6 标准分类 有不同的分法: ◆按属性: 强制性 推荐性
企业标准化概述
企业标准化概述 第一章企业标准化概述第一节企业标准化的概念企业标准化是指以提高经济效益为目标,以搞好生产、管理、技术和营销等各项工作为主要内容,制定、贯彻实施和管理维护标准的一种有组织活动。 企业标准化是指为在企业生产、经营、管理范围内获得最佳秩序,对实际的或潜在的问题制定共同的和重复使用的规则的活动。 注1:上述活动尤其要包括建立和实施企业标准体系,制定、发布企业标准和贯彻实施各级标准的过程。 注2:标准化的显著好处是改进产品、服务和过程的适用性,使企业获得更大的成功。 第二节企业标准化工作的基本任务根据《中华人民 ___标准化法》和《企业标准化管理办法》的规定,企业标准化工作的基本任务是制定企业标准,组织实施标准和对标准的实施进行监督检查。结合企业标准化工作特点,企业标准化工作基本任务有以下几个方面: 1、贯彻执行国家和地方有关标准化的法律、法规、方针政策企业标准化工作涉及到生产、经营管理各个环节,关系到产品(或服务)质量、安全、卫生、环境保护、资源利用、经济效益等许多方
面。认真贯彻标准化法律法规方针政策,是做好企业标准化工作的基本保障,也是企业进行生产、经营和管理活动保证。 2、实施国家标准、行业标准和地方标准对企业来讲国家标准、行业标准、地方标准都具有约束力,必须严格执行。国家鼓励企业积极采用推荐性国家标准。与企业有关的行业标准和地方标准,一经纳入企业标准体系都具有约束力,也必须执行。 3、制定和实施企业标准企业标准是对企业范围内需要协调、统一的技术要求、管理要求工作要求所制定的标准,是企业组织生产、经营和管理活动的依据。现代企业不仅其产品(或服务)要严格执行标准,而且对生产、经营和管理过程实现全过程标准化管理。 4、建立和实施企业标准体系随着企业生产规模的扩大、科学技术运用,分工越来越细、协调面越来越广,对生产、经营管理技术要求、管理要求岗位操作要求越来越高,而且对这些要求要进行定量化、标准化,便于掌握、实施和检查。这样在企业除了原有的技术标准以外,管理标准和工作标准就普遍推行了。所以,建立和实施企业标准体系是企业在当前激烈的市场竞争环境下,加强企业管理,提高企业整体素质,提高经营管理水平经济效益的需要。
结构标准化
结构部标准设计说明 —— (B-B&ZIF CONNETOR) 1. 概述 本文件描述了结构部员工在设计中需要大家遵守的规范。 2. 目的 设计产品时有相应的依据,保证项目开发设计过程中数据的统一性,互换性,高效性。 提高工作效率。 3. 具体内容: 一) 功能描述 B-B&ZIF Connector 主要功能为连接LCD 及PCB ;传递、传送、转换两个介面间的资讯,目前B-B Connector 主要发展方向为0.5Pitch 减小到0.4Pitch ;ZIF Connector 主要发展方向为0.5Pitch 减小到0.3Pitch ;二者都会向高度减小、产品标准化(互换性/兼容性)方向发展,配合手机多功能化要求。 二) 装配关系:如Figure 1、2所示 Figure 1(组装前) Figure 2(组装后)
三) 主要定位方式 与Pcb 板定位主要靠Post 、Hook 、Kink 定位,采用SMT 封装。 与手机主机面壳(Base front hsg )、主机底壳(Base rear hsg )、翻盖面壳(Flip front hsg )、翻盖底壳(Flip rear hsg )定位主要靠主PCB 板、副PCB 板在手机中定位来实现。 四) 标准化设计指导 设计标准一:B-B Connector&ZIF Connector 在z 轴方向壳体定位需加泡棉(起到缓冲、 压紧连接器的作用,防止壳体震动、跌落时连接器松脱,引发功能问题) 设计标准二:B-B Connector 闭合高度尺寸为结构设计相关重要尺寸,需参照所选器件 的spec ;如Figure 3所示为V330选用的Hirose B-B Connector 闭合高度。Fpc 及Fpc 加强板的定位应参照图示定位。 Figure 3(ASSY of Hirose B-B Connector 40 Pin ,0.5Pitch ,1.5H ) 设计标准三:与ZIF Connector 配合的FPC 端为了装配方便应加插入深度指示线,深度 指示线的位置尺寸,可查阅ZIF Connector 的SPEC ;如Figure 4所示为V330选用的Hirose zif connector ,插入深度为0.5+2.15=2.65取整为2.7mm 。 Figure 4(Hirose zif connector spec)
浅论商品多样化与标准化
浅谈产品的多样化与 标准化的选择 摘要:认识产品的多样化与标准化,了解产品标准化与多样化对于公司在社会各领域的实践过程,分析两者存在的关系,在保证产品标 准化的同时,更要使产品的多样化得到发展,维持两者之间的平 衡,达到切实有效的公司发展方向,实现公司整体利润的最大化。关键词:产品多样化产品标准化营销策略利润最大化 学院专业: 经管学院09国际贸易 姓名: 马悦 学号: 2009165118
浅谈产品的多样化与标准化的选择产品的多样化与标准化始终是公司的两难选择,然而不置可否的是两者的关系并不对立,而且必须统一,多样化是目标,标准化是基础,多样化可以更顺应市场需求,标准化是节约成本,提高效率。 产品标准化是在经济、技术、科学及管理等社会实践中,对重复性事物和概念通过制定、发布和实施标准,达到统一,以获得最佳秩序和社会效益。标准化是一项活动过程,这个活动过程在深度上是一个永无止境的循环上升过程。即制定标准,实施标准,在实施中随着科学技术进步对原标准适时进行总结、修订,再实施。每循环一周,标准就上升到一个新的水平,充实新的内容,产生新的效果。若公司向所有目标市场提供相同的产品,可以减少单位产品的开发费用,进而能够提高产品的生产规模,降低单位产品的生产成本。 这个活动过程在广度上是一个不断扩展的过程。如过去只制定产品标准、技术标准,现在又要制定管理标准、工作标准;过去标准化工作主要在工农业生产领域,现在已扩展到安全、卫生。环境保护。交通运输、行政管理、信息代码等。标准化正随着社会科学技术进步而不断地扩展和深化自己的工作领域。其目的是“获得最佳秩序和社会效益”,体现在生产技术管理和各项管理工作等方面。同样的,公司产品的标准化为产品销售和促销的标准化提供了前提,从而有利于降低单位产品的销售成本,并使顾客对公司及其产品留下深刻印象。 然而一味的追求产品标准化,对于公司而言就放弃了其他更大的机遇与发展。产品多样化是指企业在生产一两种主导产品的同时。又发展
电子产品结构设计规范--范文
电子产品结构件设计规范—范文 一,目的 本规范的目的是指导结构件工程师快速和准确的完成产品的结构件设计工作,能更好的与流程保持同步,提高产品设计的标准化。 二,范围 本规范适用于塑胶电子产品的结构件设计工作。本规范可作为结构件工程师的工作指导书和新进工程师的培训资料。 三,权责 结构件工程师应严格按照本规范进行结构件设计工作,同时按照此规范进行文件的输出和召开结构件评审会议。 四,定义 工业设计:在塑胶电子产品行业,工业设计指产品的造型设计,包括产品的外形设计,产品的颜色搭配。 结构件设计:产品的各组成部分的结构尺寸设计,装配关系的确定,模具加工工艺的确定,产品制造工艺的确定,产品检测工艺的确定。 模具设计:产品中塑胶部分和五金部分在开制模具过程中需遵照的尺寸范围和性能的规定。 五,内容 1,产品结构件设计在开发工作中的作用 产品开发的工作一般分为;产品的工业设计,产品的结构件设计,产品的电路设计,产品工艺设计,产品的包装设计。具体见附表1-产品的开发流程表。产品开发工作的细化要求各个部门之间要有良好的协作关系。在产品开发初期,项目经理对产品可行性作大量的工作,如产品的市场前情的调查,样品的试制,性能的测试和成本的核算等。产品的设计工作主要是将成功的试验室产品转化成可量产化产品的过程,即实现产品设计和检测的电子化,
产品制造的流水线化的过程。 在产品开发中,无论何种电子产品,无论结构件部分占主导,还是电路部分占主导,结构件设计应该是主要部分,结构设计的好坏直接决定产品是否能够成功实现预期的目标,产品开发的工作是否按期完成,电路设计的空间是否得到充分保障,空间位置是否得到优化,生产工艺是否合理,生产效率是否得到保证,这些将决定产品开发的成功与否。 2.结构件设计流程 2.1.产品开发的工作应该以产品质量为目标进行的产品设计过程。在国际上,产品开发已经被列入质量考核的一项内容。如ISO9000,APQP,六西格马等。在各个行业中,为了统一产品的质量标准,行业标准同样规范了产品的开发标准。因此,公司会根据以上标准制定适合本公司的开发标准规范。产品开发工程师应熟悉本公司标准规范,并以此规范为指导进行设计工作。 2.2.产品开发工作同样涉及到开发部与其他部门的协作。项目经理应该清楚产品开发过程中,各协作部门的信息的沟通,保证产品开发工作的顺利完成,应该以会议的形式将协作的部分列入开发的流程中。 2.3.在产品开发过程中,项目经理按照开发流程,应及时将每一阶段的工作完成并形成文件,从DR1~DR4的过程中,应及时进行检讨的工作,保证产品开发的每个阶段工作完成的同时,检讨工作和文件也应及时完成。 3.结构件设计的技术性 3.1.结构件工程师应具有相关专业的技术知识,如机械结构的组成,相关专业数语的掌握,产品组成部分的材质和成型工艺;掌握相关设计软件的使用方法,如熟练使用PROE 等三维软件,和AUTOCAD等二维软件。 3.2.结构件工程师应积极了解同行业产品的结构设计水平,收集优质产品的技术性资料。并结合本公司的技术水平进行技术的革新,完善本公司的开发的技术工作。 3.3.公司应建立完善的技术培训机制,提高设计人员的技术水平,培养内部优秀的技术人员。建立高水平的技术平台,组建优秀的技术开发团队。 4.结构件设计工程师成长的连续性 4.1.技术人员的稳定性是保证公司产品质量的重要部分,因此,技术人员成长必须要有连续性,即工程师始终具有向上的精神,技术无止境,而是缺少动力,保证技术人员的工
零部件标准化流程样本
产品零部件标准化流程 按照标准化对象分类, 能够将零部件的标准化分为三类: 第一类: 结构的变更, 即对不同结构的可进行标准化的相似零部件, 在结构上进行标准化, 统一为一种结构的配件, 这种结构的变更根据变更的结果又可分为以原有某配件作为标准对其它配件进行变更和重新设计新的配件结构作为标准对原有配件进行变更。这种结构的变更对产品的功能、质量有一定的影响, 需要对变更后的配件进行物理性能验证, 以保证标准化后配件能满足原有产品功能和质量方面的要求。 第二类: 材料的变更, 即对采用不同材料的可进行标准化的相似零部件, 在材料方面进行标准化, 统一为一种材料进行生产, 此类变更对产品的质量有较大的影响, 需要对变更后的配件进行全性能检验以保证标准化后配件的质量要求。 第三类: 部分规格的的变更, 如导管长度的标准化, 此类变更对产品的质量和功能等基本无影响, 只是经过统一某种规格来提高生产效率, 降低生产成本, 此类变更不需要对变更进行验证, 只要满足变更后配件规格达到国标要求即可。 标准化流程图: 1.收集产品各类配件信息 各公司技术员收集公司内现有各种产品的配件信息, 按照产品分类来统计各配件相关信息, 包括数量, 材料, 规格, 模具数量等基本信息, 按统一格式形成分公司内配件信息汇总表, 上交
技术部。 2.分类整理、 归纳 技术部首先将各分公司技术员收集的所有配件的信息汇总, 按照类别对各配件信息进行整理归纳, 对同类零部件信息进行归纳汇总; 然后, 对同类零部件的所有图纸进行分析对比, 找出各个规格的配件所存在的差异性, 结合所对应产品的特性, 分析其差异是否都是必须的, 能否进行更换。例: 3.对可进行标准化的配件核算其标准化的效益和成本 技术部对上一步分析中能够进行标准化的配件, 根据根据各配件的年总需求量, 单个配件所需要的原材料成本, 加工成本, 以及加工此类配件的模具的数量、 精度等, 对可进行标准化的配件从原材料成本、 加工成本、 换模成本等方面进行汇总, 确定各
产品设计视觉形象标准化规定
(试行) 发布日期:2011.05.10 实施日期:2011.06.10
目录 第一章总则 (1) 第二章游梁式抽油机 (3) 第三章井口装置采油树 (6) 第四章压力容器及管道 (8) 第五章厂房、场站大门 (11) 第六章井场围栏 (14) 第七章标识牌 (20)
一、总则 引言: 为统一中国石油油气田站场视觉形象,规范油气田建设标准,控制建设投资和运行成本,加强安全生产和环境保护,提升油气田地面建设整体水平,促进油气田站场与周围环境的和谐,展示中国石油先进的企业文化,树立中国石油良好的企业形象,特制定中国石油油气田站场视觉形象标准化设计规定。 适用范围: 1.适用于中国石油国内陆上油气田和滩海陆采油气田的新建及改扩建工程。 2.油气田站场视觉形象设计除符合本规定外,尚应符合国家现行的有关强制性标准规定。 3.站场视觉形象设计遵循:1) 规范、简洁、醒目、安全、环保、经济、适用;2)《中国石油天然气集团公司视觉形象识别手册》;3)《油气田地面管线和设备涂色规范》;4) 与周围环境和谐。 补充说明: 1.本规定为针对我厂设计、制造的产品及施工需要对《中国石油油气田站场视觉形象标准化设计规定》相关条文的引用; 2.我厂设计、制造(包括外协、外购)的抽油机产品、井口装置、压力容器产品、标识牌等均应符合本规定的相关要求;新建彩板房、野营房也应考虑参照本规定5.2条或《中国石油油气田站场视觉形象标准化设计规定》相关条文进行设计、制造、验收; 3.所有需要标示的外协产品应通知供应商对产品按本规定进行涂色、标示; 4.本规定如有不够清晰、细致处可查看《中国石油油气田站场视觉形象标准化设计规定》原标准。 不进行产品标识的规定: 以下情况可不进行产品标示: 1.甲方要求不进行产品标示的产品; 2.产品安装使用后非出厂外观的产品,如需要进行保温的各种压力容器,抽油杆、抽油泵、各种井下工具等,但如果制作彩色宣传册,应考虑以适当形式表示。 标示创意: 1.标示创意图 2. 标识制图