车削公差
C类文件:
切削加工件 通用技术条件 文件编号:SD/C-R-04-216-1
页 码: 共 7 页 第 页
1 目的:
为了使零件图样简明、清晰、易读,突出图样上注出公差的尺寸,并进一步明确和完善我公司产品的技术要求,以便于在产品设计、工艺文件编制、产品质量控制、与客户或分供方技术洽谈中有统一的、可供共同遵循的依据,特制定本标准。
2 适用范围
本标准规定了切削加工件的一般要求、线性尺寸的一般公差、角度尺寸的一般公差、形状和位置公差的一般公差、螺纹、中心孔和未注粗糙度等内容。
本标准适用于我公司产品中的各类切削加工件。其他切削加工件可参照执行。
本标准所规定的一般公差不适用于:⑴ 括弧内的参考尺寸及方框中的理论正确尺寸;⑵分度圆直径尺寸;⑶ 表示螺栓、螺钉孔分布位置的未注出的角度尺寸;⑷ 零件装配后形成的线性尺寸和角度尺寸;⑸ 坐标尺寸;
⑹ 型材尺寸;⑺ 刹车盘(鼓)等产品简图中的尺寸。
3 职责
技术部负责本标准的制订,技术部、品质部、生产部、采购部及各制造部和机加工车间负责本标准的执行。
4 引用标准
下列文件中的条款通过本标准的引用而构成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文本,其最新版本适用于本标准。
GB/T 3 普通螺纹收尾、肩距、退刀槽和倒角
GB/T 145 中心孔
GB/T 197 普通螺纹 公差(ISO 965-1:1998,MOD)
GB/T 1182 形状和位置公差 通则、定义、符号和图样表示法(ISO 1101:1996, EQV)
GB/T 1184-1996 形状和位置公差 未注公差值(ISO 2768-1:1989, EQV)
GB/T 1804-2000 一般公差 线性尺寸和角度尺寸的未注公差(ISO
表 5 倒圆半径与倒角高度尺寸的极限偏差数值 mm
公差等级
基 本 尺 寸 分 段
0.5~3 >3~6 >6~30 >30
中等m ±0.2 ±0.5 ±1 ±2
注:倒圆半径与倒角高度的含义参见GB/T 6403.4。
5.3 角度尺寸的一般公差
角度尺寸的极限偏差按GB/T 1804-2000 的表3中m级选取,其数值见表6。
表 6 角度尺寸的极限偏差数值
公差等级
长 度 分 段,mm
≤10 >10~50 >50~120 >120~400 >400
中等m ±1° ±30′ ±20′ ±10′ ±5′ 注:长度值按角度短边长度,对圆锥角按圆锥素线长度。
5.4 形状和位置公差的一般公差
5.4.1 形状公差的一般公差
5.4.1.1 直线度与平面度
图样上直线度和平面度的未注公差值按GB/T 1184-1996 表1中K级选取,其数值见表7。
表 7 直线度和平面度的未注公差值 mm
公差等级
基 本 长 度 范 围
≤10 >10~30 >30~100>100~300>300~1000 >1000~3000
公 差 值
K 0.05 0.1 0.2 0.4 0.6 0.8
注:基本长度范围,对于直线度系指被测要素的长度尺寸;对于平面度系指被测表面的较长一侧或圆表面的直径尺寸。
5.4.1.2 圆度
图样上圆度的未注公差值等于直径公差值,但不应大于按GB/T 1184-1996 表4中的K级径向圆跳动值,其规定值见表8。
表 8 圆跳动的未注公差值 mm 公 差 等 级 圆 跳 动 公 差 值
K 0.2
5.4.1.3 圆柱度
圆柱度的未注公差值不做规定。
注
a)圆柱度误差由三个部分组成:圆度、直线度和相对素线的平行度,而其中每一项误差均由它们的注出公差或未注公差控制。
b) 如因功能要求,圆柱度应小于圆度、直线度和平行度的未注公差的综合结果,应在被测要素上按GB/T 1182的规定注出圆柱度公差。
c) 采用包容要求。
5.4.2 位置公差的一般公差
5.4.2.1 平行度
5.4.2.1.1 平行度的未注公差值一般等于给出的尺寸公差值,或是直线度和平面
度未注公差值中的相应公差值取较大者。直线度和平面度的未注公差值应取两要素中的较长者作为基准,若两要素的长度相等则可任选一要素为基准。
5.4.2.1.2 刹车盘、刹车鼓类产品与安装基准平面平行的小端外端面对安装基准
平面平行度的未注公差值按GB/T 1184-1996 表B3 10级公差选取。其数值见表9。
表9 刹车盘(鼓)小端外端面对安装基准平面平行度的未注公差值 mm
基 本 长 度 范 围
>63~100 >100~160 >160~250 >250~400
0.15 0.2 0.25 0.3
5.4.2.2 垂直度
图样上垂直度的未注公差值按GB/T 1184-1996 表2中K级选用,其数值见表10。取形成直角的两边中较长的一边作为基准,较短的一边作为被测要素;若两边的长度相等则可取其中的任意一边作为基准。
表 10 垂直度的未注公差值 mm
公差等级
基 本 长 度 范 围
≤100 >100~300 >300~1000 >1000~3000
K 0.4 0.6 0.8 1
5.4.2.3 对称度
图样上对称度的未注公差值按GB/T 1184-1996 表3中K级选用,其数值见表11。对称度应取两要素中较大者作为基准,较短者作为被测要素;
若两要素长度相等则可任选一要素作为基准。
表11 对称度的未注公差值 mm
等 级
基 本 长 度 范 围
≤100 >100~300 >300~1000 >1000~3000
K 0.6 0.8 1
5.4.2.4 同轴度
在极限状况下,同轴度的未注公差值可以与表8中规定的径向圆跳动的未注公差值相等。应选两要素中的较长者为基准,若两要素长度相等则可任选一要素为基准。
5.4.2.5 圆跳动
圆跳动(径向、端面和斜向)的未注公差值按GB/T 1184-1996 表4中K级选用,其数值见表8。
对于圆跳动的未注公差值,应以设计或工艺给出的支承面作为基准,否则应取两要素中较长的一个作为基准;若两要素长度相等则可任选一要素为基准。
5.4.3 除本标准规定的各项未注公差外,线、面轮廓度、倾斜度、位置度和全
跳动等项目均应由各要素的注出或未注形位公差、线性尺寸公差或角度公差控制。
5.5 螺纹
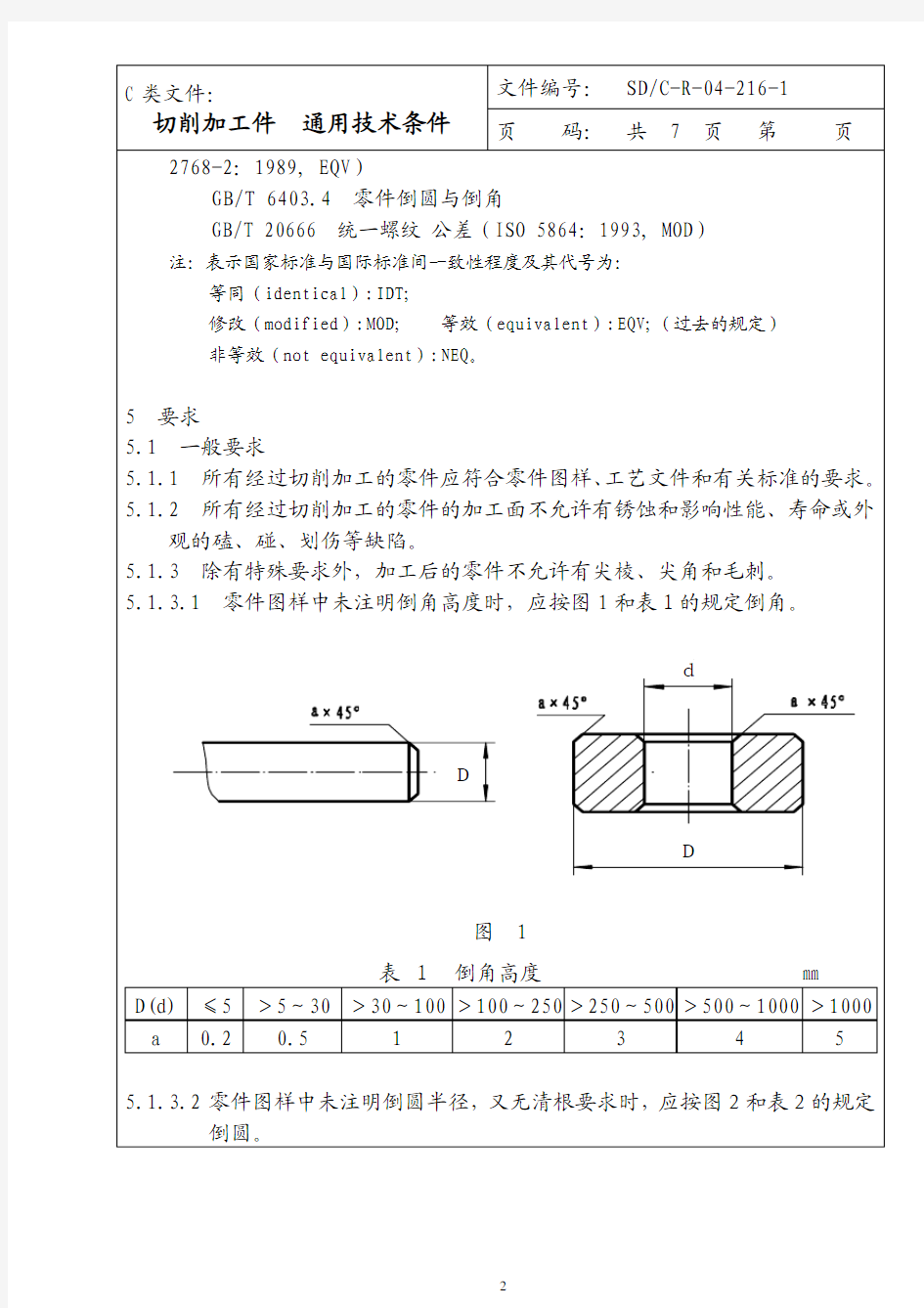
5.5.1 加工的螺纹表面不允许有黑皮、乱扣、毛刺和压痕等缺陷。
5.5.2 普通螺纹的收尾、肩距、退刀槽和倒角尺寸应按GB/T 3 的相应规定。
5.5.3 零件图样中应注明螺纹的公差代号;必要时(例如某些需要车削加工的
螺纹),还应在图样适当位置注出螺纹的尺寸和公差数值。未注明公差代号的普通螺纹按GB/T 197 的规定,内螺纹为6H,外螺纹为6g。未注明公差代号的统一螺纹(英寸螺纹)按GB/T 20666 的规定,内螺纹为2B,外螺纹为2A。
5.6 中心孔
零件图样中未注明中心孔的零件,加工中又需要中心孔时,在不影响使用和外观的情况下,加工后中心孔可以保留。中心孔的型式和尺寸根据需要按GB/T 145 的规定选取。
5.7 未注粗糙度
零件图样中未注明的切削加工表面粗糙度一般按≤Ra6.3。非成品件可按≤Ra12.5。
6 实施日期: 2009年 2月 27日
编制:刘志玉审核:张宝芝
发布日期:2009.1.13 批准:姜国强
尺寸公差与相关要求ISO8015_GB4249
GB/T 4249-1996:尺寸公差 本标准适用于技术制图和有关文件中的尺寸、尺寸公差和形位公差,以确定零件要素的大小、形状和位置特征。 1. 独立原则 图样上给定的每一个尺寸和形状、位置要求均是独立的,应分别满足要求。如果对尺寸和形状、尺寸与位置之间的相互关系有特定要求应在图样上规定。 独立原则是尺寸公差和形位公差相互关系遵循的基本原则。 2. 尺寸公差 2.1 线性尺寸公差 线性尺寸公差仅控制要素的局部实际尺寸(两点法测量),不控制要素本身的形状误差(如圆柱要素的圆度和轴线直线度误差或平行平面要素的平面度误差)。 形状误差应由单独标注的形状公差、未注形状公差或包容要求控制(见图1)。 标注说明: 实际轴的局部实际尺寸必须位于149.96至150之间;线性尺寸公差(0.04)不控制要素本身的形状误差。如图1b)所示。 2.2 角度公差 角度公差仅控制被测要素之间的角度变动量,不控制被测要素的形状误差,且理想要素的位置应符合最小条件。 角度公差只控制线或素线的总方向,不控制其形状误差。 总方向是指接触线的方向,接触线是与实际线相接触的最大距离为最小的理想直线(见图2)。实际线的形状误差应由单独标注的形状公差或未注形状公差控制。 示例: 标记说明: A、B两被测实际要素分别按最小条件确定其理想要素,该两理想要素间的夹角应在给定的两极限角度之间,角度公差不控制实际要素的形状误差(见图3)。
3 形状和位置公差 不论要素的局部实际尺寸如何,被测要素的均庆位于给定的形位公差带内,并且其形位误差允许达到最大值(见图4)。 示例: 标注说明: 轴的局部实际尺寸应在最大极限尺寸与最小极限尺寸之间,轴的形状误差应在给定的相应形状公差之内。不论轴的局部实际尺寸如何,其形状误差(素线直线度误差和圆度误差包括横截面奇数棱圆误差)允许达到给定的最大值(见图5)。 GB/T 4249-1996:相关要求--尺寸公差与形位公差相互有关的公差要求 1 图样上给定的尺寸公差和形位公差相互有关的公差要求,系指包容要求、最大实体要求(包括可逆要求应用于最大实体要求)和最小实体要求(包括可逆要求应用于最小实体要求)。 1.1 包容要求 包容要求适用于单一要素如圆柱表面或两平行表面。 包容要求表示实际要素应遵守其最大实体边界,其局部实际尺寸不得超出最小实体尺寸。 采用包容要求的单一要素应在其尺寸极限偏差或公差带代号之后加注符号“”(见图6)。 示例: 标注说明:
CAD特殊符及公差上下标注法
在CAD多行文字或是单行文字时,在字体为宋体的时候,输入字符串可以代替某些符号: \u+00b3------------------------ 立方 \u+00b2------------------------ 平方 \u+03b4------------------------ δ \u+2248------------------------ ≈ \u+2220------------------------ ∠ %%d ------------------------- ° %%c ------------------------- φ %%p ------------------------- ± CAD机械制图中尺寸上、下偏差的标注 在机械制图进行标注时,经常用到上下偏差的标注,有些初用CAD 者可能找不到方法,现总结两种方法如下,仅供参考。 一、利用特性法 首先用标注命令来标注你所需要标注的尺寸,现在标注完的是基本尺寸,标注完毕后双击尺寸线,或是如图1所示选中尺寸后单击特性(或是按Ctrl+1)弹出特性对话框,在对话框中选择公差选项如图2所示。
图1
图2 在公差选项中“显示公差”中选“极限偏差”,如图3所示;在“公差文字高度”中输入“0.6”,如图4所示;在公差精度中选“0.000”,如图5所示。
图3
图4 图5 图6 水平放置公差中选“中”;在公差上、下偏差中输入你所需偏差回车即可得到想要的结果,如图7所示。
图7 如果上下偏差有为“0”标注时,有可能出现“0”前带有“+、-”的情况,如图8所示;此时你只要在上、下偏差中输入“空格+0”就OK!如图9。
公差计算方法大全
2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 动态统计平方公差方法1.RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到 磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明 过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于来衡量六西格玛水平,即时,DRSS模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS模型是一个设计工具,也是一个 分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。静态极值统计平方公差方法2.当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法 ( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况 的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分 了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,Cpk:代替分母中的 实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名 义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得 均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。设计优化3.利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和 推理是相同的。 (1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达:式 对该方法的评价4.这一过程以过程数据和指标(等)为设计向导来优化可量化的加工过程及性能,因而所 创建的六西格玛设计是稳健的,也可以说,基于过程能力来创建稳健设计比在制造阶段跟踪并减少变异容易得多。虽然该方法具有许多优势,但它有许多假设条件。为了与其他方法比较。该方法在应用中还:存在以下几个方而的不足之处适用范围比较小(1) 六西格玛机械公差设计所分析的是公差设计中最简单、最常见的一种情况——直线尺寸链,假定尺寸链关 系已知而且目标函数f对各个零部件尺寸x的偏微分}f'I}x=T,所以目标函数的统计公差2=工耐。而在机 械装配中的公差累积实质上大多是非线性的,一般而言尺寸链关系未知或者很复杂,不可能求得}f' l }x a 权重分配缺乏科学性2)(在上述优化设计过程中,无论是名义值的权重分配还是联合方差的权重设置均 是基于经验和良好的工程判断,这样所优化的公差就带有太多的主观随意性,可能不同的工程师所设计的 公差相差很大,缺少一个准确、科学的评价方法来断定优劣。没有考虑成本因素(3)虽然六西格玛机械公差设计以装配概率为日标达到了六西格玛水平,但是公差设计与成本密不可分,稳健性的提高是否会带来 加工成本的增加也未可知,所以应该设定一个成本评价函数来说明优化的结果不仅是稳健的而且不会增加成本
沟槽标准深度及公差(mm)
沟槽标准深度及公差(mm) 公称直径沟槽深(mm)公差(mm) DN80以内 2.20 +0.3 DN100~DN150 2.20 +0.3 DN200~DN250 2.50 +0.3 DN300 3.00 +0.5 焊管及镀锌管重量表(按GB/T3091—2001标准执行) 钢的密度为: 7.85g/cm3 钢材理论重量计算的计量单位为公斤( kg )。其基本公式为:
W(重量,kg )=F(断面积 mm2)×L(长度,m)×ρ(密度,g/cm3)×1/1000 各种钢材理论重量计算公式如下: 名称(单位) 计算公式 符号意义 计算举例 圆钢盘条(kg/m) W= 0.006165 ×d×d d = 直径mm 直径100 mm 的圆钢,求每m 重量。每m 重量= 0.006165 ×1002=61.65kg 螺纹钢(kg/m) W= 0.00617 ×d×d d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。每m 重量=0.00617 ×12 2=0.89kg 方钢(kg/m) W= 0.00785 ×a ×a a= 边宽mm 边宽20 mm 的方钢,求每m 重量。每m 重量= 0.00785 ×202=3.14kg 扁钢 (kg/m) W= 0.00785 ×b ×d b= 边宽mm d= 厚mm 边宽40 mm ,厚5mm 的扁钢,求每m 重量。每m 重量= 0.00785 ×40 ×5= 1.57kg 六角钢 (kg/m) W= 0.006798 ×s×s s= 对边距离mm 对边距离50 mm 的六角钢,求每m 重量。每m 重量= 0.006798 ×502=17kg 八角钢(kg/m) W= 0.0065 ×s ×s s= 对边距离mm 对边距离80 mm 的八角钢,求每m 重量。每m 重量= 0.0065 ×802=41.62kg 等边角钢(kg/m) = 0.00785 ×[d (2b – d )+0.215 (R2 – 2r 2 )] b= 边宽 d= 边厚 R= 内弧半径 r= 端弧半径
镀锌钢管的国标厚度及上下公差
标准外径公差壁厚公差D<50 ±0.5mm S≤4mm ±12.5% D≥50 ±1% 4mm
中华人民共和国国家标准一般公差
中华人民共和国国家标准一般公差
中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差General tolerances Tolerances for linear and angular dimensions without individual tolerance indications GB/T 1804—2000 eqv ISO 2768-1:1989 代替 GB/T 1804-1992 GB/T 11335-1989 1 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准仅适用于下列未注公差的尺寸: a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度); 1
b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外; c)机加工组装件的线性和角度尺寸。 本标准不适用于下列尺寸: a)其他一般公差标准涉及的线性和角度尺寸; b)括号内的参考尺寸; c)矩形框格内的理论正确尺寸。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 1800.l—1997 极限与配合基础第l 部分:词汇 GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989) GB/T 4249—1996 公差原则(eqv ISO 8015:1985) GB/T 6403.4—1986 零件倒圆与倒角 3 定义 2
塑料件重量公差标准
塑料件重量公差标准 基本克重区分重量公差等级A B C D E F 公差 1g以上10g以下±0.5±1±1.5±2±3±4 10g以上16g以下±0.5±1.5±2±3±4.5±6 16g以上25g以下±1±2±3±4.5±7±9 25g以上40g以下±1±3±4.5±7±10±13 40g以上63g以下±1.5±4±7±10±15±20 63g以上100g以下±2.5±6±11±16±22±30 100g以上125g以下±3±7±13±20±28±36 125g以上160g以下±4±9±16±24±34±46 160g以上200g以下±5±11±19±30±42±55 200g以上250g以下±6±13±22±36±50±70 250g以上315g以下±7±16±28±44±60±85 315g以上400g以下±9±20±34±55±75±110 400g以上500g以下±11±24±42±65±95±130 500g以上630g以下±14±28±50±80±120±160 630g以上800g以下±18±36±65±100±140±190 800g以上1000g以下±22±44±80±120±170±230 1000g以上1250g以下±30±60±100±150±210±280 1250g以上1600g以下±30±70±120±180±260±340 1600g以上2000g以下±40±80±150±220±320±420 2000g以上2500g以下±50±100±170±260±380±500 2500g以上3150g以下±60±120±200±320±460±650 3150g以上4000g以下±70±140±250±400±550±750 4000g以上5000g以下±80±170±300±480±700±900 5000g以上6300g以下±100±200±360±600±800±1100 6300g以上8000g以下±120±250±440±700±1000±1400 8000g以上10000g以下±140±300±520±850±1200±1600 10000g以上12500g以下±200±400±700±1000±1400±2000 12500g以上16000g以下±200±500±800±1200±1700±2400 16000g以上20000g以下±300±600±900±1500±2100±2800常用塑料适用公差等级说明: PP: ABS: PC: POM: PA: PE: 编制:审核:批准: 会签:
常用公差
1.几何特性名词与符号 (a)几何特性符号 符号名词类别形体区分直度,真直度(Straightness) 平面度,真平度(Flatness) 真圆度(Roundness) 圆柱度(Cylindrically) 曲线轮廓度(Profile of a line) 曲线轮廓度 平行度(Parallelism) 垂直度(Perpendicularity) 倾斜度(Angularity) 正位度,位置度(Position) 同心度(Concentricity) 对称度(Symmetry) (1982年起由取代) 圆周偏转度,圆形偏转度 (Circular runout) 总偏转度,全面偏转度
(b) 其它符号 符 号 名 词 直径符号(Diameter symbol) 不考虑形体呎寸加添条件,和特性的尺寸无关 (Regardless of feature size modifier) 最多留料情况之加添条件,最大材料条件 (Maximum material condition modifier) 最小留情况加添条件,最小材料条件 (Least material condition modifier) 基本尺寸,精密尺寸(Basic dimension) 基准形体符号,基准识别符号(Datum feature symbol) 最多留料情况(MMC),Maximum- Material Condition 最多留料情况是指一个形体包容最大的材料量,即零件重量最重的时候。例如最小孔的尺寸或最大轴的尺寸。如下面图示,直径为0.490~0.510的销子,当直径 为0.510时的重量比直径为0.490时重。一个零件包含一个直径为0.490~0.510的孔,则零件当直径 为0.490时比0.510时,包含更多中更重. A1 .100 -A-
公差等级及配合表
自由尺寸公差 公差等于上下偏差的绝对值 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±) IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 IT(即Js或js)。 50~80mm IT1 0.002mm,IT2 0.003mm,IT3 0.005mm,IT4 0.008mm,IT5 0.013mm,IT6 0.019mm,IT7 0.030mm,IT8 0.046mm,IT9 0.074mm,IT10 0.12mm,IT11 0.19mm,IT12 0.3mm,IT13 0.46mm,IT14 0.74mm,IT15 1.2mm,IT16 1.9mm,IT17 3mm,IT18 4.6mm 80~120mm IT1 0.0025mm,IT2 0.004mm,IT3 0.006mm,IT4 0.01mm,IT5 0.015mm,IT6 0.022mm,IT7 0.035mm,IT8 0.054mm,IT9 0.087mm,IT10 0.14mm,IT11 0.22mm,IT12 0.35mm,IT13 0.54mm,IT14 0.87mm,IT15 1.4mm,IT16 2.2mm,IT17 3.5mm,IT18 5.4mm 一、GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ± ± ± ± ± ± ± 中等m ± ± ± ± ± ± ± ±2 粗糙c ± ± ± ± ± ±2 ±3 ±4 最粗v ± ±1 ± ± ±4 ±6 ±8 二、(GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 ~3 >3~6 >6~30 >30 精密f ± ± ±1 ±2
最新公差和配合标准表
公差与配合标准表(摘自GB1800~1804-79)1.基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 基本尺寸 mm 公差等级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80) 形位公差符号 分类形状公差位置公差 项目 直线 度 平面 度 圆度 圆柱 度 平行 度 垂直 度 倾斜 度 同轴 度 对称 度 位置 度 圆跳 动 全跳动符号 圆度和圆柱度公差μm 主参数d(D)图例 公 差 等 级 主参数d(D) mm 应用举例>6 ~ 10 >10 ~18 >18~ 30 >30 ~50 >50~ 80 >80 ~120 >120 ~180 >180 ~250 >250 ~315 >315 ~400 >400 ~500 5 1.5 2 2.5 2.5 3 4 5 7 8 9 10 安装E、C级滚 动轴承的配合 面,通用减速器 的轴颈,一般机 床的主轴。 6 2.5 3 4 4 5 6 8 10 12 13 15 7 4 5 6 7 8 10 12 14 16 18 20 千斤顶或压力 油缸的活塞,水 泵及减速器的 轴颈,液压传动 系统的分配机 构 8 6 8 9 11 13 15 18 20 23 25 27 9 9 11 13 16 19 22 25 29 32 36 40 起重机、卷扬机 用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63 直线度和平面度公差μm
公差管理制度
******有限公司公差管理制度 第一章总则 第一条为加强本公司公差管理的规范化、合理化,保证外出工作人员顺利完成各项工作任务,特制定本制度。 第二条本制度所指公差是指**公司员工因工作需要,赴常驻工作城市以外地点(港、澳、台地区及国外另定)办理业务,时间为1天及以上的商务活动行为。 第二章出差申请及审批、借款 第三条出差人员在出差前须填写《**公司公差申请表》(见附件一),报相应领导审批。第四条集团副总裁、总监、总裁助理的审批权限按集团规定执行,**公司员工的出差审批 第五条多人一同出差的,按其中的最高行政级别办理报批手续。 第六条驻外机构员工出差(含回公司本部)需将《公差申请表》以传真形式报公司总部审批,审批后的《公差申请表》送财务部门备案。 第七条因特殊情况事前未填《公差申请表》办理报批手续但实际有出差行为的,差旅结束日起两天内需按上文有关规定补办有关手续,否则,发生费用不予以报销。 第八条出差借款 1.出差人员凭经审批的《公差申请表》到财务部办理借款手续。 2.财务部负责确认借款数额及借款支付方式。 第三章差旅费用标准 第九条差旅费主要包含长途交通费、市内交通费、住宿费及膳杂费四项,按员工行政级别(含相应技术级别)制订不同的费用标准。 第十条长途交通费根据交通工具的分类相应核报: (一)自带交通工具的,相关车辆费用按实报销,不另行核报长途交通费。
(二)未安排交通工具的,按以下分类标准核销长途交通费: 1.总监级以上可乘座双程飞机经济仓、火车软卧、旅游客车、轮船二等仓。 2.经理、副经理级可乘座火车硬卧、旅游客车、轮船二等仓;乘座火车的,按正常特 快时间计算,若一次性到达目的地连续乘车超过24小时的可改乘飞机经济仓;其 他特殊紧急事务经集团分管领导审批后,可乘坐单程飞机经济仓。 3.其他员工可乘座火车硬座、旅游客车、轮船三等仓;乘座火车的,从晚8时至次日 晨7时之间,在车上过夜4小时以上的,或一次性到达目的地连续乘车时间超过8 小时的,可改乘硬卧;其他特殊紧急事务经集团分管领导审核并报总裁审批后,可 乘座单程飞机经济仓。 4.乘座飞机的,可另行核报机场建设费、20元个人保险(如公司为其购买意外伤害 险的不予报销)、往返机场的专线客车费或特殊情况经批准的,可据实核报,单程 限额100元的出租车费。 5.需要订票的,订票费按每张20元的标准限额实报。 6.员工实际乘座的交通工具超出上述标准,事前又未经相应领导审批同意的,公司仅 按上述标准的相应金额核报,超额部分个人自负。 第十一条总监级以上员工的住宿费、市内交通费和膳杂费用标准如下:1.住宿费用按400元/天限额据实报销,超过标准的部分由总裁另行批准后报销。 2.自带交通工具的,不再报销市内交通费或核发市内交通补贴;没有带交通工具的,省会及以上城市、深圳市80元/天,其他城市50元/天限额实报。 3.膳杂费(包括餐饮费、电话费、包裹寄存费、行李托运费及其它零星开支)实行补贴包干制,补贴标准120元/天。如出差地因业务需要而发生招待费的,招待费根据具体情况(在预算内的)实报实销,一天招待一次的扣减日补贴40元,一天招待二次的扣减日补贴100元,一天招待三次及以上的,不再享受膳杂费补贴。在同一地点出差连续时间超过10天以上的,自第11天起膳食按补贴标准的50%核报。 第十二条经理级(含)及以下员工的住宿费、市内交通费和膳杂费按地区、按出差人的行
公差标准
目录表 1.介绍 1.1范围 1.2惯例 1.2.1镀层/表面处理 1.2.2中心点 1.3对于成品的通用备注,例如:发运时 2.加工件公差 2.1范围 2.2通用信息 2.3通用公差 2.3.1线性尺寸 2.3.2角度尺寸 2.4形位公差 2.4.1直线度和平面度 2.4.2园度 2.4.3圆柱度 2.4.4平行度 2.4.5垂直度 2.4.6对称度 2.4.7同心度 2.4.8偏心度 2.4.9孔位置度公差 2.5螺纹尺寸公差 3.模具产品通用公差 3.1范围 3.2通用信息 3.2.1草案 3.3尺寸公差 3.3.1壁厚尺寸公差的约束 4.冲压件通用公差 4.1通用信息 5.氧切割件尺寸公差 5.1通用信息 5.2线性尺寸 6.折弯件通用公差 6.1通用信息 6.2尺寸公差 6.2.1厚度 6.2.2最小内折弯圆弧 6.2.3折叠位置
7.结构件通用公差7.1通用信息 7.2线性尺寸公差7.3角度公差 8.管子长度公差
1.介绍 1.1范围 本指导书应用于图纸涉及本文件的零件; 本指导书对于图纸上未直接给出公差的尺寸或要素给出推荐的通用公差 1.2惯例 1.2.1镀层或表面处理 通常,图纸尺寸显示的最终产品使用的有效尺寸,例如,该产品需要表面处理或镀层。 下列情况不考虑镀层: ?润滑油(油,油脂,凡士林,胶); ?油漆和釉彩; 1.2.2中心孔 当车、铣或磨加工时,可能需要在零件上打一个或两个中心孔。这些中心定位孔在成品上是允许的,即使图纸上没有提到“允许中心孔”。 除非当中心孔的存在影响了成品的功能,此时图纸说明要明确的指出中心孔必须从成品上去除。 1.3成品的通用说明,例如:发货时 该备注适用于各种类型的产品,各种制造方式(锅炉、钣金、铸件、锻件、机加工等。。。。)。 所有切边必须去毛刺或修整圆滑(特殊要求需在零件的图纸要求中说明) 所有损伤必须尽量避免。此外,所有成品必须干净、无铁屑,铸砂或其他会伤害到人或机器安全的外部零件。 2.机加工件通用公差 2.1范围 目的:定义了使用下料图纸的通用公差(to define the general tolerance applicable to the drawing of elements obtained by a material removal process) 2.2通用信息 通用行为公差适用于所有定义了公差的行为特征(圆柱体和直线现状的公差,斜的或定位面的公差和完全偏心的公差除外)。 这些公差不适用于孔位置尺寸(见2.4.9章节) 2.3通用公差 2.3.1线性尺寸 允许的线性尺寸偏差,倒角边缘尺寸除外(外圆角和倒角高度见表2)表1
公差原则的相关原则三种要求的比较
相关公差原则三种要求的比较 相关公差原则包容原则最大实体要求最小实体要求标注标记○E○M,可逆要求为○M○R○L,可逆要求为○L○R 形位公差给定的状态及t 1值 最大实体状态下 给定t 1 =0 最大实体状态下 给定t 1 >0 最小实体状态下 给定t 1 >0 特殊情况无t 1 =0时,称为最大实体要 求的零形位公差 t 1 =0时,称为最小实体要求 的零形位公差 遵守的理想边界 边界名称最大实体边界最大实体实效边界最小实体实效边界 边界 尺寸 计算 公式 孔MMB D=D M=D min MMVB D=D M=D min-t1MMB D==D min+t1 轴MMB D=d M=d max MMVB D=d M=d max+t1MMB D=d L=d max-t1 形位公差t 与尺寸公差T(Ts,Th)的 关系最大实体状 态 t 1 =0 t 1 >0 t max =T+t1最小实体状 态 t 1 =T t max =T+t1t1>0 形位公差获得尺寸公差补偿 的一般公式 t2=|MMS-D a(d a)|t2=|MMS-D a(d a)|t2=|LMS-D a(d a)| 检查方法及量具采用光滑极限量 规通规检测 D fe(d fe)止规检测 D a(d a) D fe(d fe)采用位置规 D a(d a)采用两点法测量 尚无量规,形位误差采用 通用量具;D a(d a)采用两 点法测量 合格条件孔D fe≥ D M D M≤D a≤D L D fe≥D MV D M≤D a≤D L D fi≤D LV D M≤D a≤D L 轴d fe≤ d M d M≥d a≥d L d fe≤d MV d M≥d a≥d L d fi≥d LV d M≥d a≥d L 适用范围保证配合性质的 单一要素 保证容易装配的关联 中心要素 保证最小壁厚的关联中 心要素 可逆要求 不适用。 尺寸公差只能补 给形位公差 适用。 尺寸公差补给形位公 差;同样,形位公差补 给尺寸公差。 适用。 尺寸公差补给形位公差; 同样,形位公差补给尺寸 公差。 动态公差图形状 (高人添加经典例子就行)
尺寸“允许偏差”与“公差”
尺寸“允许偏差”与“公差” “允许偏差”与“公差”是含义不通的两个术语,在日常生产和工作中经常会有将两个术语混淆的说法。如用户对尺寸不符 提出异议时,常会说某产品的厚度“正公差”超差了,也有的生产技术人员会说钢板按理论总量交货时,是“负公差”轧制 等等。下面就是此两术语的含义和使用作一简单的介绍和说明。钢铁产品的尺寸是生产厂家和用户共同关注的、用户 希望所买到的产品尺寸即是订货的尺寸,但实际上按一定生产工序加工出来的产品与订货尺寸总会有一个上、下偏离, 即正、负偏差,当然用户总希望这个偏差越小越好,即精度越高越好,而在实际生产中,尺寸精度控制越高,生产难 度越大,为保证双方利益,在产品标准中对尺寸的偏差都有规定范围,即尺寸的“允许偏差”。下面以宝钢企标Q/BQB401-1999冷轧钢板及钢带的尺寸、外形、总量及允许偏差中规定的厚度允许偏差为例:若 用户要订厚度1.00mm,宽度<1200mm,按普通精度供货的带钢,则其允许的偏差为±0.07mm,也即厚度在 0.93~1.07mm范围内的钢带是符合订货厚度要求的,也即正偏差为0.07mm和负偏差0.07mm的钢带是合格的。 其公差即为正负偏差之和是0.14mm。当然尺寸精度越高,允许的正、负偏差越小,公差值也越小、其定义可参阅 有关资料。 钢板供货时,若按理论重量计重,生产方会将目标轧制厚度设定为略小于订货厚度,而轧制精度控制更严(因不能越出 标准规定值)。若还按上例订货的要求,钢板的订货厚度为1mm,则目标轧制厚度设定为0.97mm,允许的偏差就为 ±0.04mm,这样轧出来的钢板既满足了标准规定(也满足了用户要求),又可节约材料。这种轧制即称为“负偏差轧制 ”,而不是“负公差轧制”。切记!偏差是有正或负的,“尺寸超差”只有“正偏差超差”或“负偏差超差”,而公差是没有正 、负的,它是一个绝对值。 钢材理论重量计算方法(单位:公斤) 角钢:每米重量=0.00785*(边宽+边宽-边厚)*边厚 圆钢:每米重量=0.00617*直径*直径(螺纹钢和圆钢相同) 扁钢:每米重量=0.00785*厚度*边宽 管材:每米重量=0.02466*壁厚*(外径-壁厚) 板材:每米重量=7.85*厚度 黄铜管:每米重量=0.02670*壁厚*(外径-壁厚) 紫铜管:每米重量=0.02796*壁厚*(外径-壁厚) 铝花纹板:每平方米重量=2.96*厚度 有色金属比重:紫铜板8.9黄铜板8.5锌板7.2铅板11.37 有色金属板材的计算公式为:每平方米重量=比重*厚度
公差计算方法大全
六西格玛机械公差设计的RSS分析 2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 1.动态统计平方公差方法 RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于4.5来衡量六西格玛水平,即时,DRSS 模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS模型是一个设计工具,也是一个分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。 2.静态极值统计平方公差方法 当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,代替分母中的Cpk:
实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。 3.设计优化 利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和推理是相同的。(1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达式:
公差要求概念
公差相关要求(三大要求)(互换性与测量技术基础——机械工业出版社): 包容要求:符号为○E。包容原则时指当实际尺寸处于最大实体尺寸(如图中的?20mm)时,其形位公差为0,当实际尺寸偏离最大实体尺寸时,允许的形状误差可以相应的增加,增加量为实际尺寸与最大实体尺寸之差(绝对值),其最大增加量等于尺寸公差,此时实际尺寸应处于最小实体尺寸,(如图当实际尺寸为?19.97mm时,允许轴心线直线度为?0.03mm)采用包容要求时,被测要素遵守最大实体边界,即要素的体外作用尺寸不得超过其最大实体尺寸,且局部实际尺寸不得超越其最小实体尺寸,即: 对于外表面d fe≤d M(d max) d a≤d L(d min) 对于外表面D fe≥D M(D min) D a≤D L(D max) 由此可见,包容要求是将尺寸与形状误差同时控制在尺寸公差范围内的一种公差要求,主要用于必须保证配合性质的要素,用最大实体边界保证必要的最小间隙或最大过盈,用最小实体尺寸防止间隙过大或过盈过小。 最大实体要求: 符号○M。最大实体要求用于被测要素时,被测要素的公差值是该要素处于最大实体状态时给定的。当被测要素的实际轮廓偏离其实体状态,即实际尺寸偏离最大实体尺寸时,允许的形位误差值可以增加,偏离多少就增加多少,其最大增加量等于被测要素的尺寸公差。 最大实体要求用于被测要素时,被测要素遵守最大实体边界,即要素的体外作用尺寸不得超过其最大实体实效尺寸,且局部实际尺寸不得超越其最小实体尺寸(最大最小之间)(该段与包容原则同义) 可逆要求: 可逆要求不能单独采用,只能与最大实体要求或最小实体要求一起使用,符号○R。 可逆要求用于最大实体要求时,除了具有上述最大实体要求用于被测要素时的含义(即当被
孔及轴通规与止规上下偏差确定(两页一看就会简单的不能再简单)
孔及轴通规与止规上下偏差确定: 一、孔的通止规上下偏差的确定: 步骤一、确定前提所需参数: 1、孔的基本尺寸及孔的上下偏差,或者孔的基本尺寸及公差等级: 如直径为25mm的孔,上偏差+0.033,下偏差0, 或者直径为25mm的孔,公差等级为H8,此时可查《零件设计手册》,知道孔的上下偏差值。 2、工作量具的公差等级: 如IT8,可以依据《工作量规的制造公差和位置要素手册》查得制造公差T和位置要素Z具体数值,以及形状公差T/2。 如上直径为2mm的圆孔,IT8的等级,其制造公差T为0.0034,位置要素Z为0.005,形状公差T/2为0.0017 步骤二、计算公式: 通规上偏差=孔的下偏差+位置要素+形状公差 通规下偏差=孔的下偏差+位置要素-形状公差 止规上偏差=孔的上偏差 止规下偏差=孔的上偏差-制造公差 如上述参数实例可得: 通规上偏差=孔的下偏差+位置要素+形状公差 =0+0.005+0.0017=0.0067 通规下偏差=孔的下偏差+位置要素-形状公差 =0+0.005-0.0017=0.0033 止规上偏差=孔的上偏差=0.033 止规下偏差=孔的上偏差-制造公差 =0.033-0.0034=0.0296 二、轴的通止规上下偏差的确定: 步骤一、确定前提所需参数: 1、轴的基本尺寸及孔的上下偏差,或者轴的基本尺寸及公差等级:
如直径为25mm的轴,上偏差-0.02,下偏差-0.041, 或者直径为25mm的轴,公差等级为f7,此时可查《零件设计手册》,知道轴的上下偏差值。 2、工作量具的公差等级: 如IT7,可以依据《工作量规的制造公差和位置要素手册》查得制造公差T和位置要素Z具体数值,以及形状公差T/2。 如上直径为2mm的圆轴,IT7的等级,其制造公差T为0.0024,位置要素Z为0.0034,形状公差T/2为0.0017 步骤二、计算公式: 通规上偏差=轴的上偏差-位置要素+形状公差 通规下偏差=轴的上偏差-位置要素-形状公差 止规上偏差=轴的下偏差+制造公差 止规下偏差=轴的下偏差 如上述参数实例可得: 通规上偏差=轴的上偏差-位置要素+形状公差 =-0.02-0.0034+0.0012=-0.0222 通规下偏差=轴的上偏差-位置要素-形状公差 =-0.02-0.0034-0.0012=-0.0246 止规上偏差=轴的下偏差+制造公差 =-0.041+0.0024=-0.0386 止规下偏差=轴的下偏差=-0.041 注意孔和轴的公差等级如果不同,要根据分别的等级差的对应的制造公差和位置要素
尺寸公差的概念
1、尺寸公差的概念 尺寸公差是尺寸允许的变动量(变化范围);形状公差是零件的形状允许的变动量(如轴的圆度,如果不圆,则应该有一个允许的范围),位置公差是指零件上的结构要素(如面、线等)相对与基准面、线的位置允许的变动量,如某面与基准面的平行度,如果不平行,也应有一个许可的变化范围,这个范围就是位置公差。 2、尺寸公差的形成因素 零件的制造过程中,由于受多种因素的影响,如机床的震动、传动误差、机床的精度、测量工具的误差、以及人为的因素(如疲劳、精神状态等),零件的尺寸和形状、要素的位置不可能和理想的尺寸和形状相一致,必然存在一定的误差。在机械设备中,只要零件的尺寸和形状、位置误差在允许的范围以内,不影响设备的正常工作,就认为是合格的零件。国家标准规定中尺寸和形状与位置公差,这样就便于大规模进行生产。比如标准件螺钉,只要型号、规格一样,那么不管是哪一家工厂生产的合格产品,都可以采购、装配在我们的设备中使用。 3、学习目的 工程制图中学习公差的目的是:掌握公差的基本概念及其标注方法。 尺寸的几个概念 1、基本尺寸: 零件设计时标注的名义尺寸。 2、实际尺寸: 通过测量获得的尺寸,由于存在测量误差,因此实际尺寸不一定是尺寸的真实值。 3、极限尺寸: 允许尺寸变化的两个极限值,较大的一个称为最大极限尺寸、较小的一个称为最小极限尺寸。 尺寸偏差 1、尺寸偏差: 某一尺寸减去基本尺寸的代数差称为尺寸偏差, 2、上偏差 最大极限尺寸减去基本尺寸所得的代数值称为上偏差; 3、下偏差 最小极限尺寸减去基本尺寸所得的代数值称为下偏差。 上、下偏差数值可能为正值,也可能为负值。 4、实际偏差 实际尺寸减去基本尺寸所得的代数差称为实际偏差,实际偏差为正值,表明零件的实际尺寸大于基本尺寸;实际偏差为负值,表明零件的实际尺寸小于基本尺寸。 实际偏差必须在上偏差和下偏差之间。 尺寸公差 尺寸公差: 上偏差减去下偏差所得的代数值称为尺寸公差,用IT表示。 尺寸公差一定是正值。的尺寸公差为:IT=0.025-0.010=0.015。
DIN 178-1969 光亮方钢-尺寸-公差-重量
DEUTSCHE NORM Juni1969 Bright square steel; dimensions, tolerances,weights 光亮方钢的尺寸,公差,重量 Acier carre etire; dimensions, tolerances,poids 光亮方钢的尺寸,公差,重量 Masse in mm 尺寸单位:毫米 1. Geltungsbereich 1. 适用范围 Diese Norm gilt fuer blanken Vierkantstahl von quadratischem Querscnitt mit den in Tabell 1 angegebenen Seitenlaengen aus den Stahlsorten nach Abschnitt 5. Diese Norm gilt nicht fuer blanken Keilstahl mit quadratischem Querschnitt (siehe DIN 6880). 这个标准适用于第5节规定的钢材类型制成的表 1 规定的边长的正方形横切面的光亮方钢。 2. Begriff 2. 定义 Blanker Vierkantstahl ist ein entzunderter und spanlos kalt umgeformter Stahl mit glatler blanker Oberflaeche und entsprechend hoher Massgenauigkeit. 光亮方钢是经过去鳞皮的和无切屑冷却重新造型的平滑、有光泽表面而且具有很高的测量正确度的钢材。 3. Bezeichnung 3. 标记 Bezeichnung eines blanken Vierkantstahls von Seitenlaenge a=30mm aus der Stahlsorte mit dem