手机组装作业指导书A
线别:组装线工序名称:
拟 制
张杰华
审 核
标准工时
24S
物料名称数 量操作工具数 量日 期
主板
1
电脑1USB线8 1.作业人员必需佩戴静电手环作业。2.保持工作台面清洁,3.主板与主板不能重叠文件名: LC37A 作业指导书
作 业 规 程
注 意 事 项
更改内容更改人软件升级
批 准
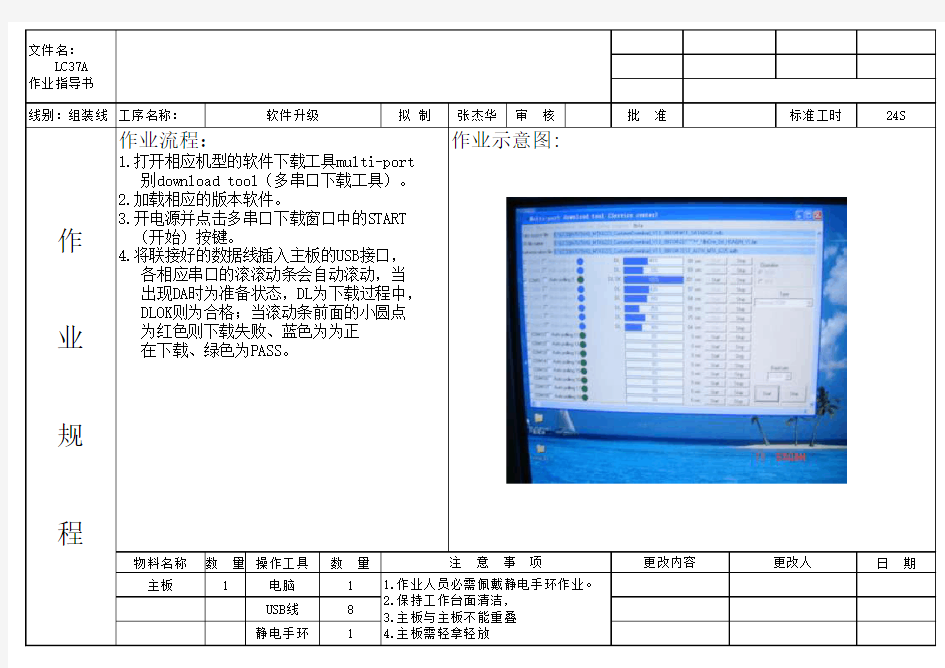
作业流程:
作业示意图:
1.打开相应机型的软件下载工具multi-port 别download tool(多串口下载工具)。
2.加载相应的版本软件。
3.开电源并点击多串口下载窗口中的START (开始)按键。
4.将联接好的数据线插入主板的USB接口, 各相应串口的滚滚动条会自动滚动,当 出现DA时为准备状态,DL为下载过程中, DLOK则为合格;当滚动条前面的小圆点 为红色则下载失败、蓝色为为正 在下载、绿色为PASS。
线别:组装线工序名称:拟 制张杰华审 核标准工时24S 物料名称数 量操作工具数 量日 期
主板1静电手环1 DOME1手指套61.作业人员必需佩戴静电手环作业。
2.作业人员佩戴手指套
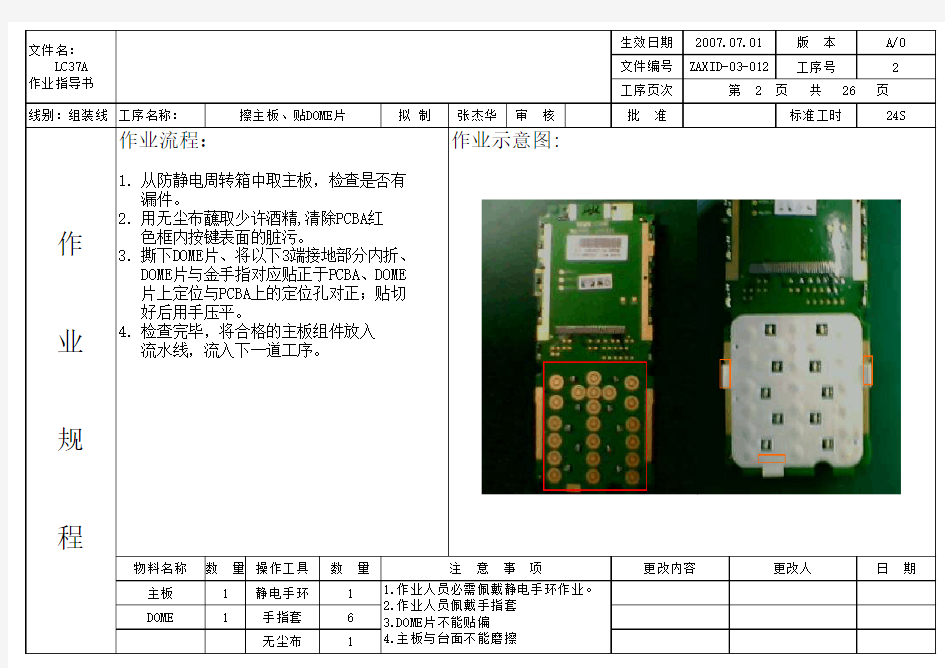
作业规程1.从防静电周转箱中取主板,检查是否有
漏件。
2.用无尘布蘸取少许酒精,清除PCBA红
色框内按键表面的脏污。
3.撕下DOME片、将以下3端接地部分内折、
DOME片与金手指对应贴正于PCBA、DOME
片上定位与PCBA上的定位孔对正;贴切
好后用手压平。
4.检查完毕,将合格的主板组件放入
流水线,流入下一道工序。
注 意 事 项更改内容更改人
工序页次第 2 页 共 26 页擦主板、贴DOME片批 准
作业流程:作业示意图:
线别:组装线工序名称:拟 制张杰华审 核标准工时24S 物料名称数 量操作工具数 量日 期
主板1摄子1导电布4静电手环11.作业人员必需佩戴静电手环作业。
2.导电布需贴到位,不可偏移。
作业规程作业流程:作业示意图:
1.取主板按如图贴导电布4个。
2.检查完毕,将合格的主板流入下一
道工序。
注 意 事 项更改内容更改人
工序页次第 3 页 共 26 页贴导电布4个批 准
导电布1
导电布2
导电布4
导电布3
线别:组装线工序名称:
拟 制
张杰华
审 核
标准工时
24S
物料名称数 量操作工具数 量日 期
主板1烙铁1马达1静电手环11.作业人员必需佩戴静电手环作业。2.作业时不得碰掉焊点附近元器件。作 业 规 程
注 意 事 项
更改内容更改人焊马达、咪、喇叭焊点加锡
批 准
作业流程:
作业示意图:
1.从流水线上取主板组件,检查上一道工序 是否完成,如有遗漏,请返回上一道工序。
2.如图所示:在主板组件的喇叭、马达、咪 的焊点上加少许的锡
3.从托盘中取咪、马达检查来料是否有断线 等不良,如有不良请贴上不良标识,放入指 定的区域内,马达蓝线焊“—”极,咪黑 线焊“-”。红线均焊“+”极,把咪和 马达焊接在主板对应的焊点上。
4.检查咪焊点和马达焊点的引线是否外露, 焊点周围元器件是否有脱落、移位等不良 现象。如有不良,请返工作业。
5.检查完毕,将合格的主板组件放入流水线, 流入下一道工序。
工序页次第 4-5 页 共 26 页
马达焊点
咪焊点
喇叭焊点
线别:组装线工序名称:拟 制张杰华审 核标准工时24S 物料名称数 量操作工具数 量日 期
喇叭2静电手环1主板组件1烙铁11.作业人员必需佩戴静电手环作业。
2.作业时不得碰掉焊点附近元器件。
作业规程1.从流水线上取主板组件,检查上一道
工序是否完成,如有遗漏,请返回上
一道工序。
2.从托盘中取喇叭检查来料是否有断线等
不良,如有不良请贴上不良标识,放入指
定的区域内,黑线焊“-”。红线焊“+”
极,把喇叭焊接在主板对应的焊点上。
3.检查喇叭焊点的引线是否外露,焊点周
围元器件是否有脱落、移位等不良现象。
如有不良,请返工作业。
4.检查完毕,将合格的主板组件放入流水
线,流入下一道工序。
注 意 事 项更改内容更改人
工序页次第 6 页 共 26 页焊喇叭批 准
作业流程:作业示意图:
4个喇叭焊点
线别:组装线工序名称:拟 制张杰华审 核标准工时24S 物料名称数 量操作工具数 量日 期
摄像头1静电手环1天线11.作业人员必需佩戴静电手环作业。
2.主板组件需轻拿轻放、不能叠放。
作业规程作业流程:作业示意图:
1.从流水线上取主板组件,检查上一道工序
是否完成,如有遗漏,请返回上一道工序。
2.如图所示:将摄像头的连接器对准主板的
摄像头连接器轻轻压下,使其装入主板上
的卡座内。,把摄像头海棉压紧,检查摄
像头是否安装到位,是否有翘起,松动等
不良现象如有此不良,请返工作业。
然后将喇叭穿入天线支架
3.检查完毕,将合格的主板组件放入流水
线,流入下一道工序。
注 意 事 项更改内容更改人
工序页次第 7 页 共 26 页装摄像头、喇叭穿入天线支架批 准
摄像头连接器
线别:组装线工序名称:
拟 制
张杰华
审 核
标准工时
24S
物料名称数 量操作工具数 量日 期
主板组件
1
静电手环
1
1.作业人员必需佩戴静电手环作业。
2.主板组件需轻拿轻放、不能叠放。
作 业 规 程
注 意 事 项
更改内容更改人固定天线支架及喇叭
批 准
作业流程:
作业示意图:
1.从流水线上取组件,检查上一道工序 是否完成,如有遗漏,请返回上一道 工序。
2.将喇叭线摆好、将天线支架固定在
主板上、然后固定喇叭,检查是否装平, 检查完毕
3.将合格的主板组件放入流水线, 流入下一道工序。
工序页次第 8 页 共 26 页
喇叭
天线
喇叭
线别:组装线工序名称:拟 制张杰华审 核标准工时24S 物料名称数 量操作工具数 量日 期
主板组件1静电手环1
摄子11.马达引线一定要装入卡槽内
2.作业人员必需佩戴静电手环
作业规程1.从流水线上取主板组件,检查上一道工
序是否完成,如有遗漏,请返回上一道
工序。
2.将马达线按如图摆好、将马达固定在
天线支架的马达槽内检查是否装平;
贴一马达海棉。
3.把摄像头背面的离型纸撕掉、将其固
定在天线支架的摄像头槽内将摄像头
压紧,检查完毕将合格的主板组件放
入流水线,流入下一道工序。
注 意 事 项更改内容更改人
工序页次第 9 页 共 26 页固定马达、摄像头批 准
作业流程:作业示意图:
扣位
扣位
线别:组装线工序名称:拟 制张杰华审 核标准工时24S 物料名称数 量操作工具数 量日 期
LCD1静电手环1主板组件1烙铁11.作业人员必需佩戴静电手环作业
2.主板组件需轻拿轻放、不能叠放。
作业规程作业流程:作业示意图:
1.从流水线上取主板组件,检查上一道工序
是否完成,如有遗漏,请返回上一道工序
2.取一LCD将其FPC上的双面胶撕下,然后贴
在主板上定位LCD FPC脚对齐PCBA焊盘金
手指并压紧双面胶。
3.用烙铁加锡拖焊LCD的FPC脚到PCBA金手
指;注意焊点要平整,不能有假焊、连
锡、锡尖、偏位等不良.
4.检查完毕,将合格的主板组件放入流水
线,流入下一道工序。
注 意 事 项更改内容更改人
工序页次第 10 页 共 26 页焊LCD批 准
线别:组装线工序名称:
拟 制
张杰华
审 核
标准工时
24S
物料名称数 量操作工具数 量日 期
主板组件1静电手环
1
电池
1
作 业 规 程
注 意 事 项
更改内容更改人1.作业人员必需佩戴静电手环
2.主板组件需轻拿轻放、不能叠放。半成品测试
批 准
作业流程:
作业示意图:
1.将半成品装入底壳,装入电池后长按开机 键开机,开机时,听开机铃声是否正常, 有无杂音,看按键灯和跑马灯是否显亮,观 察LCD显示是否正常,是否有白屏、花屏等 不良现象
2.开机后,输入“*#510828#”,选择按键测 试,每按一个按键,查看屏幕所对应的字 符是否被清除;然后选择摄像头测试,察 看摄像头所拍摄的画面是否与当前景物一 致,有无花屏、黑屏等不良现象;以上测 试如有任何一项不良,则为不良品,请做 好不良标识,分开放置。
3.作业完毕,将合格的半成品放入流水线, 流入下一道工序
工序页次第 11 页 共 26 页
线别:组装线工序名称:拟 制张杰华审 核标准工时24S 物料名称数 量操作工具数 量日 期
主板组件1静电手环1
摄子11.作业人员必须佩戴静电手环作业。
2.主板组件轻拿轻放,不准叠放
作业规程1.用无尘布蘸取少许酒精清洁LCD排脚及周边
的锡渣及松香.
2.撕下LCD背面的双面胶、将LCD固定在主板上
;LCD FPC上的原器件不能顶住LCD,作业
完毕,将合格的半成品放入流水线,流入下
一道工序。
注 意 事 项更改内容更改人
工序页次第 12 页 共 26 页清洁FPC排脚、LCD定位批 准
作业流程:作业示意图:
线别:组装线工序名称:拟 制张杰华审 核标准工时24S 物料名称数 量操作工具数 量日 期
底壳1静电手环1主板组件1静电手套11.作业人员必须佩戴静电手环作业。
2.主板组件轻拿轻放,不准叠放
作业规程作业流程:作业示意图:
1.从托盘中取底壳、复检来料是否有划
伤、掉漆等不良现象;如有不良,请贴上不
良标识,放入指定区域内.
2.先把咪放入定位孔内,然后将主板由下到
上装在底壳内并扣好.
3.检查主板是否扣到位
4.作业完毕,流入下一工序。
注 意 事 项更改内容更改人
工序页次第 14 页 共 26 页PCBA入底壳、固定咪批 准
咪
扣位
扣位
线别:组装线工序名称:
拟 制
张杰华
审 核
标准工时
24S
物料名称数 量操作工具数 量日 期
面壳1静电手环1按键1静电手套
1双
作 业 规 程
注 意 事 项
更改内容更改人1.应戴防静电手套
2.保持工作台面及托盘内的清洁,以防装受话器、装按键
批 准
作业流程:
作业示意图:
1.从托盘中取面壳组件、复检来料是否有划 伤等不良现象;取按键,检查按键是否有透 光、色差、划伤、丝印等不良现象;如有 不良,请做好不良标识
2.如图所示:将面壳表面朝下,将按键放入 按键定位孔内并轻压到位;把受话器背面 的离型纸撕掉、然后按如图方向将受话器 放入受话器槽内用手指轻压其四周使其安 装到位。
3.作业完毕,检查铵键、受话器是否有安装 不良,如有不良,请返工作业,将合格的 面壳组件放入托盘内,流入下一工序。
工序页次第 15 页 共 26 页
线别:组装线工序名称:
拟 制
张杰华
审 核
标准工时
24S
物料名称数 量操作工具数 量日 期
面壳组件
1
静电手环1静电手套
1双
作 业 规 程
1.从托盘中取面壳组件、复检来料是否有划 伤等不良现象;取按键,检查按键是否有 透光、色差、划伤、丝印等不良现象;如 有不良,请做好不良标记
2.从流水线上取装入底壳的组件,检查上一道 工序是否完成,如有遗漏,请返回上一道 工序。
3.将面壳合到装有底壳的半成品,并将沿边 扣好;作业完毕,检查面壳按键弹力是否良 好,底面壳装配是否到位。如有不良,请 返工作业。
4.检查完毕,将合格的手机放入流水线流入 下一道工序。
注 意 事 项
更改内容更改人1.保持工作台面及托盘的清洁,以防 划伤壳件。
工序页次第 16 页 共 26 页
合面壳
批 准
作业流程:
作业示意图:
线别:组装线工序名称:拟 制张杰华审 核标准工时24S 物料名称数 量操作工具数 量日 期
手机1电批1机身螺丝6螺丝配备器11.保持工作台面的清洁,以防划伤壳 件。
作业规程作业流程:作业示意图:
1.从流水线上取手机,检查壳件装配是否良
好,面壳按键手感和弹力是否良好。
2.如图所示:检查合格后,在螺丝配备器
中取六颗螺钉以对角的顺序,用电批在
螺丝孔内垂直锁上螺丝。
3.作业完毕,检查按键弹力手感是否良好,
装配是否有间隙、断差等现象,是否有
漏打螺钉、未锁到位、歪斜等不良现象,
如有此不良,请返工作业。
4.检查完毕,将合格的手机放入流水线流
入下一道工序.
注 意 事 项更改内容更改人
工序页次第 17 页 共 26 页打螺丝批 准
1
5
3
6
2
4
线别:组装线工序名称:
拟 制
张杰华
审 核
标准工时
24S
物料名称数 量操作工具数 量日 期
手机
1
万用表1防静电手套
1双
1.作业人员必需佩戴静电手环、戴防 静电手套
作 业 规 程
注 意 事 项
更改内容更改人外观检测、接地测试
批 准
作业流程:
作业示意图:
1.从流水线上取手机,检查手机是否装配 良好外壳是否划伤、掉漆、杂点;螺丝 是否有漏打打偏LCD的表面,是否有划 伤、白点等不良现象。
2.检查按键手感、弹力、外观是否符合品质 标准;检查耳机孔、I/O接口、SIM卡槽、 T卡卡槽、电池引脚是否有变形、异物等 不良现象。如有任何不良现象,请贴上不 良标识,放入指定的区域内。
3.如图所示:将万用表调至欧姆档 ,将面壳 保护膜撕开,一端表 笔接触VCO屏蔽罩 一端接触手机面壳装饰件,当听到“滴” 的声音的时候,表示手机接地正常。否则 ,则为不良品。
4.作业完毕,不良手机做好标识,分开放 置;良品手机流入下一道工序。
工序页次第 18 页 共 26 页
线别:组装线工序名称:
拟 制
张杰华
审 核
标准工时
24S
物料名称数 量操作工具数 量日 期
手机1CMD551电池
1
耦合板1 1.作业时手机要轻拿轻放。2.手机不可叠放。
作 业 规 程
注 意 事 项
更改内容更改人CMD55测试
批 准
作业流程:
作业示意图:
打开测试仪后,将NETWORK TYOE设置为GSM900,BS SIGNAL设置为 -45db;EXT.ATT.REIN/OUT设置为10db;TX-Level(功率等级)设置为5,对应标准功率为33±3db。
1.设置完毕,从流水线上取手机,装入电池 放在屏蔽箱耦合板上,长按开机键开机, 开机后手机会自动搜网,如果搜不到网络 则为不良品。
2.如图所示:手机找到网络后,拨打“112"查 看能否与CMD55相连;如果手机提示“无法联 机”,则为不良品,连接成功后查看Meas. (Avg)(平均功率)是否大于30、小于36,否则 为不良品;按挂机键挂机,查看能否结束通话
3.测试完毕,取下电池,不良品作好标识,分开 放置良品手机放入流水线,流入下一道工序
工序页次第 22 页 共 26 页
平均值
线别:组装线工序名称:拟 制张杰华审 核标准工时24S 物料名称数 量操作工具数 量日 期
遮丑布1摄子1手机1静电手环1双1.保持工作台面的清洁,以防划伤手 机壳件。
作业规程1.在流水上线取手机按如图示贴遮丑布一个。
2.检查手写笔,是否有脱节,等不良现象,将
检查好的手写笔按如图装入底壳。
注 意 事 项更改内容更改人
工序页次第 24 页 共 26 页贴遮丑布、装手写笔批 准
作业流程:作业示意图:
贴遮丑布
手写笔