热氨自动融霜方案
热氨融霜机理:
将压缩机排出的热氨气体引入蒸发器
利用氨气的潜热加热蒸发器,使霜层融化
此时,蒸发器动作过程与冷凝器相同
PMLX两位开启电磁阀工作原理:
由于氨系统蒸发器及回汽管中充满饱和氨气,故在系统融霜结束后,蒸发器压力远大于电磁阀后吸气压力前提下,在无任何保护措施时开启回汽电磁阀,就有可能会对电磁阀后紧邻的阀件或弯管形成伤害,即制冷系统中的液击(汽锤)现象。所以,在融霜结束后,开启回汽电磁阀前,需要将蒸发器的融霜(6~7bar)压力降低至吸气压力区间。
第一步:当电磁阀线圈通电后,阀的开度为10%,用于平衡阀门前后的压力。
第二步:当阀门前后压差小于1.5 bar时,阀门完全打开。
OFV阀动作原理:
为保证融霜的效果,热氨融霜时氨气的温度应为10度以上,即融霜压力大于5barg。只有当阀的进口压力大于设定值时,阀门才能打开。确保融霜压力(阀进口压力)在设定范围内(为了避免因OFV阀故障,引起事故,每1路冲霜管路采用了双OFV阀)。
转动调节杆可以轻松的设定压力,每调节一圈,压力值大约调节0.5bar。(具体压力设定应以压力表示值为准)
压力设定范围:2~8bar。
PM1+CVC阀动作原理:
为了避免因冲霜压力过高引起的危险,在热氨主管上增加一个PM1阀(带CVC导阀),设定一个开启压力(一般采用6~7bar),当阀后压力值高于设定值时,阀门关闭,当低于设定值时阀门开启。这样,可以始终维持冲霜压力在设定值。避免了压力过高产生的危险。
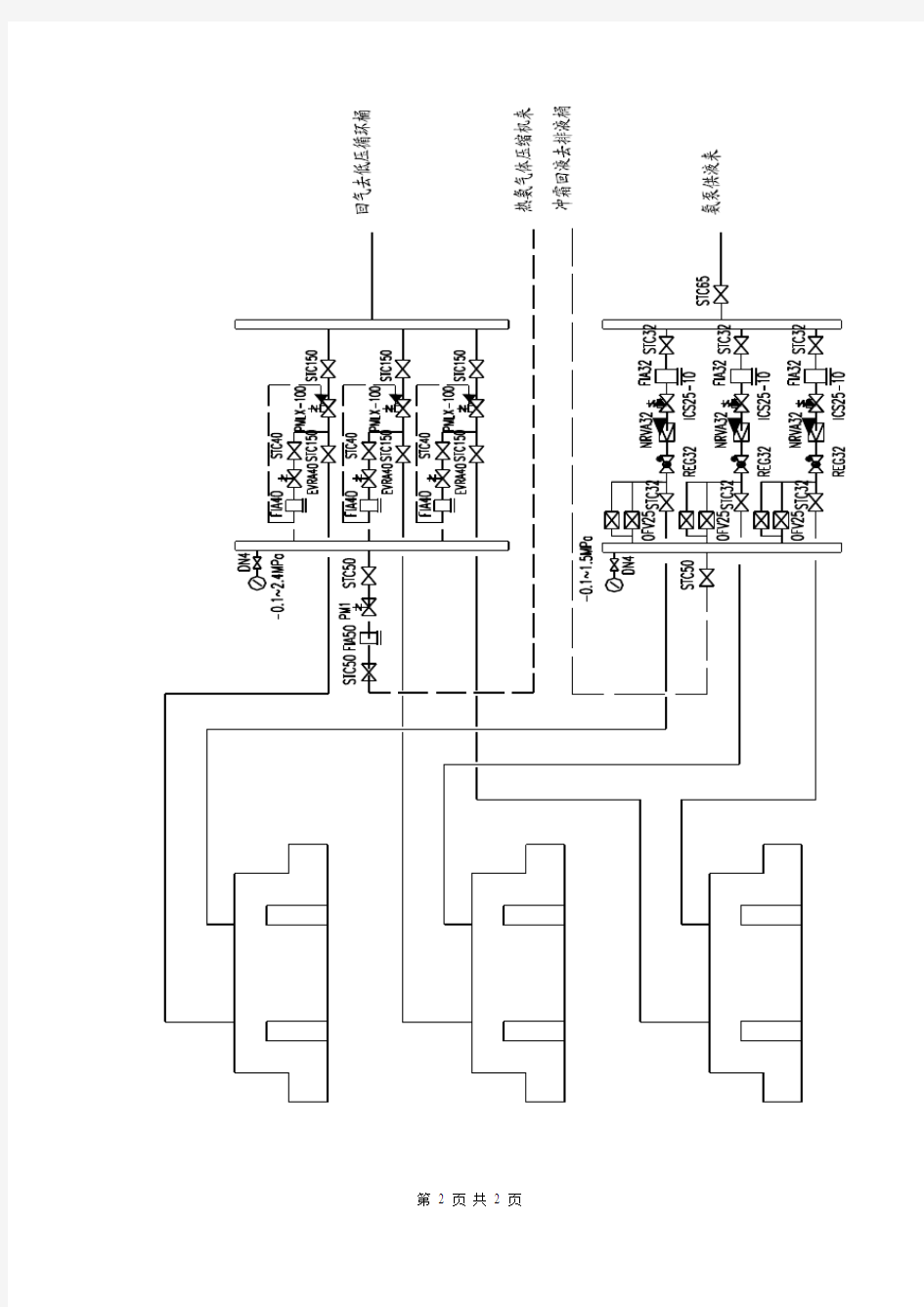
自动/手动热氨融霜过程(请参考流程图):
通过融霜控制器设定融霜时间→到达设定时间开始融霜→关闭供液电磁阀(ICS25-10)→延迟(30min)关闭回气电磁阀(PMLX-100)、关闭冷风机→延迟(10min)开启融霜热氨管路电磁阀(EVRA40)→延迟(20min)关闭融霜热氨管路电磁阀(EVRA40)→二位开启回气电磁阀(PMLX-100)→延迟(5min)开启冷风机、开启供液电磁阀(ICS25-10)→制冷系统正常运行。(此过程前提条件为冲霜开关处于自动档状态)
手动开始融霜(按下手动冲霜按钮,后续过程自动)→关闭供液电磁阀(ICS25-10)→延迟(30min)关闭回气电磁阀(PMLX-100)、关闭冷风机→延迟(10min)开启融霜热氨管路电磁阀(EVRA40)→延迟(20min)关闭融霜热氨管路电磁阀(EVRA40)→二位开启回气电磁阀(PMLX-100)→延迟(5min)开启冷风机、开启供液电磁阀(ICS25-10)→制冷系统正常运行。(此过程前提条件为冲霜开关处于手动档状态)
注:1、自动冲霜调节站上所有手动阀门均为常开阀门,不做自动阀门检修不得关闭这些手动阀门!
2、冲霜前请特别注意先将排液桶内氨液排出。
热氨融霜液锤现象
热氨融霜液锤现象 在冷库库房温度的自动控制中往往还辅以融霜的自动控制,融霜的方法有电热融霜、水融霜和热气融霜,在实际生产中往往不只是上述某一种的融霜方法,而是几种方法结合使用,大型冷风机一般采用热气与水融霜相结合的方式。不管采用哪种融霜方式都要求设计者在控制元件的选择及自控程序的设定上应能根据系统的实际情况来设置。如果设计不当将造成一些不该出现的事故。下面是长春某冷库在热氨融霜时由于产生液锤而造成的制冷管路爆炸事故。该制冷系统采用单一的热氨融霜,投产初期每当热氨融霜时,制冷系统就出现管路剧烈振动现象,由于查不出原因,在没排除事故隐患的情况下,制冷系统仍然带病运行,最终半个月后在热氨融霜时发生管路爆炸引起严重的漏氨事故。一、事故分析:1、事故发生点:爆炸管段发生在-45℃系统回气集管的封头处,热氨融霜时控制的融霜压力为0.65MPa,库房制冷原理图及控制阀门见图1,-45℃系统所对应的吸气压力为0.0545MPa。 2、融霜时自控阀门的开闭程序融霜时:1)关闭回气管上的PML80回气主阀。2)关闭供液管路上的EVRA32电磁主阀。3)打开热氨融霜管上的PM1-50电磁阀。融霜完毕后:关热氨管上的PM1-50同时打开供液管路上的EVRA32和回气管路上的PML80。 3、事故原因分析:1) 从库房自控
原理图看,在制冷系统控制元件的设置上存在问题,在排液管上设置的PM1-50加CVP(HP)的做法不妥,当融霜压力控制在0.65MPa时,即使在融霜完成后延时打开回气和供液电磁阀,在0.65MPa的融霜压力下(所对应的饱和温度为12℃),蒸发器内的液体不可能得以蒸发(库内温度在-20℃以下)。热氨融霜过程中放热后凝结成的液体始终存留在蒸发器内,一旦回气主阀PML80打开,这部分液体在△P=0.6MPa压差的作用下,向低压循环桶方向流动,必然形成液锤现象。2) 该系统各冻结间与回气总管相连接处采用“T”字形连接,而不是采用顺制冷剂方向“ ”连接的方法,液体在0.6MPa压差作用下直接打在集管上并向封头方向扩散。3) 回气集管的封头没按规范要求在盲板焊接后集管端头采用收口的方法,而是盲板直接焊在集管的端头(见图2)。 4) 自控阀门的启闭没有采取必要的延时措施。二、事故处理方法:1、将回气管上的PML80改为PMLX80回气电磁阀或GPS气动电磁阀。当系统融霜结束后,蒸发器内压力远大于回气管上PML80阀后的压力(△P=0.6MPa),在无任何保护措施时开启回气电磁阀,就有可能会对电磁阀及紧邻的阀件或弯头形成伤害。即出现液锤现象。改用PMLX 回气电磁阀后,由于该阀分二步开启,第一步,当电磁阀通电后,阀的开启度为10%,用于平衡阀前后的压力。第二步,当阀门前后压差小于0.15MPa时,阀门完全打开,见
热氨自动融霜方案
热氨融霜机理: 将压缩机排出的热氨气体引入蒸发器 利用氨气的潜热加热蒸发器,使霜层融化 此时,蒸发器动作过程与冷凝器相同 PMLX两位开启电磁阀工作原理: 由于氨系统蒸发器及回汽管中充满饱和氨气,故在系统融霜结束后,蒸发器压力远大于电磁阀后吸气压力前提下,在无任何保护措施时开启回汽电磁阀,就有可能会对电磁阀后紧邻的阀件或弯管形成伤害,即制冷系统中的液击(汽锤)现象。所以,在融霜结束后,开启回汽电磁阀前,需要将蒸发器的融霜(6~7bar)压力降低至吸气压力区间。 第一步:当电磁阀线圈通电后,阀的开度为10%,用于平衡阀门前后的压力。 第二步:当阀门前后压差小于1.5 bar时,阀门完全打开。 OFV阀动作原理: 为保证融霜的效果,热氨融霜时氨气的温度应为10度以上,即融霜压力大于5barg。只有当阀的进口压力大于设定值时,阀门才能打开。确保融霜压力(阀进口压力)在设定范围内(为了避免因OFV阀故障,引起事故,每1路冲霜管路采用了双OFV阀)。 转动调节杆可以轻松的设定压力,每调节一圈,压力值大约调节0.5bar。(具体压力设定应以压力表示值为准) 压力设定范围:2~8bar。 PM1+CVC阀动作原理: 为了避免因冲霜压力过高引起的危险,在热氨主管上增加一个PM1阀(带CVC导阀),设定一个开启压力(一般采用6~7bar),当阀后压力值高于设定值时,阀门关闭,当低于设定值时阀门开启。这样,可以始终维持冲霜压力在设定值。避免了压力过高产生的危险。 自动/手动热氨融霜过程(请参考流程图): 通过融霜控制器设定融霜时间→到达设定时间开始融霜→关闭供液电磁阀(ICS25-10)→延迟(30min)关闭回气电磁阀(PMLX-100)、关闭冷风机→延迟(10min)开启融霜热氨管路电磁阀(EVRA40)→延迟(20min)关闭融霜热氨管路电磁阀(EVRA40)→二位开启回气电磁阀(PMLX-100)→延迟(5min)开启冷风机、开启供液电磁阀(ICS25-10)→制冷系统正常运行。(此过程前提条件为冲霜开关处于自动档状态) 手动开始融霜(按下手动冲霜按钮,后续过程自动)→关闭供液电磁阀(ICS25-10)→延迟(30min)关闭回气电磁阀(PMLX-100)、关闭冷风机→延迟(10min)开启融霜热氨管路电磁阀(EVRA40)→延迟(20min)关闭融霜热氨管路电磁阀(EVRA40)→二位开启回气电磁阀(PMLX-100)→延迟(5min)开启冷风机、开启供液电磁阀(ICS25-10)→制冷系统正常运行。(此过程前提条件为冲霜开关处于手动档状态) 注:1、自动冲霜调节站上所有手动阀门均为常开阀门,不做自动阀门检修不得关闭这些手动阀门! 2、冲霜前请特别注意先将排液桶内氨液排出。
制冷系统中不同的融霜方案(二)
制冷系统中不同的融霜方案(其二) 目前使用最广泛的融霜方法,是利用空气、水、电、热气、乙二醇除霜(采用独立换热管,主要用于二氧化碳制冷系统)。以下分别来介绍几种方式的特点。 上期介绍了最常用的空气融霜、电加热融霜及系统热气融霜,这期对增加管路的水融霜及乙二醇融霜进行介绍。 4、水融霜 水被喷在艇组上,水和融化的霜混合由排水盘收集,并通过排水管排出冷藏空间。在某些情况下,水融霜是有利的,但低于-1℃的冷库不使用。水喷洒在盘管,与冷藏时货物表面除去水的目的刚好相反,但融霜析目标是盘管外表面的霜层,水融霜符合这一目的。 与热气融霜比较,水融霜有以下优点:融霜介质价格便宜;融霜时间相对较短;为蒸发艇提供了清洁。水融霜解决了制冷系统无法提供足够的热气用于融霜,以及蒸发器的管窖太大而无法排液到低压或中压容器的问题。 根据资料介绍:融霜水流量应该是1~1.36L/m2(蒸发盘管组面积) 水温越高,融霜就会越快,但水温训也导致在盘管附近产生过量的雾气。水蒸气的蒸发速率由水蒸气压力控制,而水蒸气压力又是水℃的函数。此外,在30℃水蒸气压力是10℃时的3.5倍。 水的排放量是融化的霜+融霜的水的量,所以冷风机排水盘和排水管道的尺寸,必须比热气融猫的排水盘和排水管道的尺寸大得多。 控制融霜水的电磁阀应设置在常温的环境中,使融霜水不会因此而冻结。同时,从该阀的位置开始,融霜管道应是向常温的方向倾斜,在阀门和蒸发盘管的喷液头之间的管道不能 有积水。一般在控制融霜水的电磁阀后进人融霜设备的这段管道(在常温的位置),接一根小管径的排空管,以便积水的排放。 在水融霜开始之前,同样需要对冷风机的蒸发盘管进行抽空的过程。 比起热气融霜,水融霜还有一个缺点:冷风机的蒸发盘管每次进行热气融霜后,会把蒸发器内的油带走,而水融霜则不能。因此长期采用水融霜的蒸发器需要定期进行热气排油,否则由于蒸发器的积油将导致效率下降。 5、乙二醇融霜
氨压缩机液氨制冷行业事故案例分析
氨压缩机液氨制冷行业事故案例分析 编辑:新乡市朱振尧高级工程师 2014.9.22 【案例1】:xxxxxx实业有限公司“8·31”重大氨泄漏事故2013 年8 月31 日,xxxxxxxx实业有限公司发生氨泄漏事故,造成15 人死亡,7 人重伤,18 人轻伤。 事故经过:8 月31 日8 时左右,xxx公司员工陆续进入加工车间作业。10 时40 分,约24 人在单冻机生产线区域作业,约10 时45 分,氨压缩机房操作工 在氨调节站进行热氨融霜作业,单冻机回气集管北端管帽脱落,导致氨泄漏,管 帽脱落后被冲出的水平距离约3.5m。 现场勘查及鉴定、分析情况:管帽与回气集管对接接头焊接处均未见坡口, 管帽开口端凹凸不平。断口均为新鲜断痕,整周断口颜色一致,无塑性变形;断 口焊缝有明显气孔,从内向外有放射条纹。经断口扫描电镜分析,断口呈河流状 解理断裂,符合脆性开裂的特征;未发现疲劳起裂和纤维断口起裂现象。分析表
明断裂是瞬时发生的。 情况分析:1.热氨融霜作业时,应严格按照技术操作规程要求,排除蒸发器 内的液氨。当管道内留有一定量的液氨,热氨充入初期,留有的液氨发生急剧汽 29 化和相变引起液锤现象(液锤现象:有压管道中,液体流速发生急剧变化所引起 的压强大幅度波动的现象),应力集中于回气集管末端,管帽焊缝处的应力快速 升高。2.管帽与回气集管焊接接头存在严重焊接缺陷,导致严重的应力集中,在 压力波动过大或者压力瞬间升高极易产生低应力脆断。 3.低碳钢在常温时具有较 高韧性和较强抵抗断裂的能力,但在低温时则表现出极低的韧性,受冲击极易产 生脆性开裂。事发管帽焊缝处的断裂呈现完全脆性断裂,说明开裂时管道处于低 温状态。低温脆性再与焊接缺陷处的应力集中相叠加,更易产生脆性断裂。综上 分析,由于热氨融霜违规操作和管帽连接焊缝存在严重焊接缺陷,导致焊接接头
上海翁牌20130831重大氨泄漏事故调查报告
上海翁牌冷藏实业有限公司 “8·31”重大氨泄漏事故调查报告 2013年8月31日10时50分左右,位于宝山城市工业园区内(丰翔路1258号)的上海翁牌冷藏实业有限公司,发生氨泄漏事故,造成15人死亡,7人重伤,18人轻伤。 事故发生后,国务院高度重视,国务委员王勇立即作出重要指示,要求“国家安全监管总局会同有关部门指导配合地方全力做好伤员救治和善后处理有关事宜,同时尽快查明事故原因,依法依规严肃追责。”国家安全监管总局及国家质检总局有关领导连夜抵沪指导事故调查并赴医院慰问受伤人员。9月2日,最高人民检察院渎职侵权检察厅将该起事故列为重点挂牌督办案件,要求迅速组织人员介入事故调查,若发现国家机关工作人员涉嫌渎职等职务犯罪问题的,应依法查处,并将结果及时上报。9月3日,国务院安委会根据《重大事故查处挂牌督办办法》(安委〔2010〕6号)的有关规定,对该起重大事故实行挂牌督办;9月4日,国务院安委办督办人员及两名专家抵沪,传达了“科学准确、快速高质、严肃问责”的督办指示。 市委、市政府主要领导也第一时间作出批示,中共中央政治局委员、市委书记韩正要求:“市卫生计生委要尽最大努力抢救伤员,市安监局要尽快查明原因并向社会公布,宝山区要全力做好事故善后工作,并彻查事故、举一反三。”市委副书记、市长杨雄指示,要全力以赴抢救伤员,加大搜救力度,严防次生事故发生,并对现场处置和善后工作提出了要求。市委常委、常务副市长屠光绍,市委常委、市委秘书长尹弘,副市长翁铁慧、白少康,市政府秘书长李逸平对救援工作作出部署。副市长周波、市政府副秘书长徐逸波等第一时间赶至现场指挥救援,并对后续工作进行了具体部署。 依据《生产安全事故报告和调查处理条例》(国务院令第493号)等国家有关法律法规和《上海市实施〈生产安全事故报告和调查处理条例〉的若干规定》(沪府发〔2009〕12号),市安全监管局会同市质量技监局、市监察局、市公安局、市总工会、宝山区政府,并邀请市检察院组成事故调查组,同时聘请了制冷、材料、特种设备、检验检测、职业卫生、化工等方面的专家,参与事故调查工作。 事故调查组按照“四不放过”和“科学严谨、依法依规、实事求是、注重实效”的原则,通过现场勘查、调查取证、检测鉴定、模拟实验和专家论证,查明了事故发生的经过、直接原因和间接原因、人员伤亡和财产损失情况,认定了事故性质和责任,提出了对有关责任人员和责任单位的处理建议。同时,针对事故原因及暴露出的问题,提出了事故防范和整改措施的建议。现将有关情况报告如下: 一、基本情况 (一)事故单位情况 上海翁牌冷藏实业有限公司(以下简称“翁牌公司”)成立于2006年10月26日,住所:宝山区丰翔路1258号,法定代表人:翁文斌,注册资本4180万元,经营范围为生产:冷冻水产品;仓储;货运代理;商务信息咨询;五金配件、建材、电器设备、服装销售;从事货物及技术的进出口业务;储运:含冷冻(冷藏)食品;食品销售管理(非实物方式)。翁牌公司共两名股东:翁文斌持股10%,其子翁新超持股90%。 2007年7月10日,宝山区质量技监局向翁牌公司核发《上海市食品卫生许可证》,生产经营方式和范围:生产冷冻水产品。 2007年12月10日,市质量技监局向翁牌公司核发《全国工业产品生产许可证》,产品名称:速冻食品(速冻其他食品)。 2008年8月27日,市食药监局宝山分局向翁牌公司核发《食品卫生许可证》,许可范围为储运:含冷冻(冷藏)食品;食品销售管理(非实物方式)。 2009年4月29日,市质量技监局接受翁牌公司《全国工业产品生产许可证》变更
液氨气化站的安全设计要点
液氨气化站的安全设计要点 曹海霞 (宝钢工程技术集团有限公司,上海,201900) 摘要近期液氨安全事件频发,究其原因均由液氨泄漏而造成,液氨一旦泄露,后果十分严重,因此液氨气化站的安全设计至关重要。本文通过系统分析液氨气化站设计流程,明确液氨设计的关键环节并提出对策,力争从源头避免液氨泄漏和爆炸事故的发生,保证人民生命和财产安全。 关键词液氨;拉断阀;液体装卸臂;充装;防火堤;过流阀;浓度检测 Safety Design of Liquid Ammonia Vaporizing Station Haixia Cao (Baosteel Engineering & Technology Group Co., Ltd. Shanghai 201900, China ) Summary:The frequent happening of liquid ammonia accidents are mainly caused by the leakage of liquid ammonia. The severe consequences make it critical for the safety design of liquid ammonia vaporizing station. This paper systematically analysed the designing procedure of liquid ammonia vaporizing station, clarified the major designing points and proposed designing options, in order to avoid the occurrence of liquid ammonia leaking and explosion accidents to protect people's lives and property. Key words: liquid Ammonia;abruption valve; liquid handling arm; filling; fire dike; excess flow valve; concentration detection 一、引言 氨在食品、化工、冶金等各行业用途广泛,但这一两年连续发生的液氨泄漏事故给我们敲响了警钟。 2013年6月3日,吉林宝源丰禽业有限公司发生特别重大火灾爆炸事故,事故造成121人死亡。事故直接原因是电气线路短路,引燃周围可燃物。当火势蔓延到氨设备和氨管道区域,燃烧产生的高温导致氨设备和氨管道发生物理爆炸,大量氨气泄漏,介入了燃烧。该公司制冷系统的设备及管线系事故企业自行购买,在未进行系统工程设计的情况下,由个人完成安装施工。 2013年8月31日上海翁牌冷藏实业有限公司发生氨泄漏事故,造成15人死亡。事故发生的直接原因是:作业人员严重违规采用热氨融霜方式,导致发生液锤现象,压力瞬间升高,致使存有严重焊接缺陷的单冻机回气集管管帽脱落,造成氨泄漏。管理原因是:该公司违规设计、施工和生产等。 经历以上两个事故,氨的危险性让我们不得不加倍提高警惕。我们必须从
氨的思考
氨的思考 1、氨的理化特性(危险货物编号:23003)(危险货物品名表:无水氨:2.3 类,次要危险性:8类) 1)爆燃特性 常温常压下为无色气体,有强烈的刺激性气味。20℃、891kPa下即可液化,并放出大量的热。液氨在温度变化时,体积变化的系数很大。溶于水、乙醇和乙醚。分子量为17.03,熔点-77.7℃,沸点-33.5℃,气体密度 0.7708g/L,相对蒸气密度(空气=1)0.59,相对密度(水=1)0.7(-33℃),临界压力11.40MPa,临界温度132.5℃,饱和蒸气压1013kPa(26℃),爆炸极限15%~30.2%(体积比),自燃温度630℃,最大爆炸压力0.580MPa。 2)毒性 对眼、呼吸道粘膜有强烈刺激和腐蚀作用。急性氨中毒引起眼和呼吸道刺激症状,支气管炎或支气管周围炎,肺炎,重度中毒者可发生中毒性肺水肿。高浓度氨可引起反射性呼吸和心搏停止。可致眼和皮肤灼伤。 接触限值:PC-TWA(时间加权平均容许浓度)(mg/m3):20; PC-STEL(短时间接触容许浓度)(mg/m3):30 急性毒性:LD50:350mg/kg(大鼠经口) LC50:4230ppm(小鼠吸入,1h);2000ppm(小鼠吸入,4h)《化学品分类、警示标签和警示性说明安全规范急性毒性》GB20592-2006:3类~4类 旧的《职业性接触毒物危害程度分级》(GB5044-85):轻度危害 2、标准、规范要求 1)总局最近(2013.9)的关于液氨的文件 (1)涉氨制冷企业专项治理培训教材提纲 在机房储氨罐,大型冷库及相关重点部位上方宜设置水喷淋保护系统,当发生泄漏时,打开喷头稀释事故漏氨。并选用开式喷头,开式喷头保护面积按贮氨器占地面积确定。开式喷头的水源可由库区消防给水系统供给,操作均可为手动。现在最先进的做法氨气自动报警与水幕联动,库内液氨一旦泄漏,(达到设定浓度)报警仪联动发出信号水喷淋(水幕)自动打开稀释事故漏氨,防止液氨外泄。 (2)涉氨制冷企业执法检查表 氨制冷机房贮氨器等重要部位是否安装氨气浓度检测报警仪器,并与事故排风机自动开启联动;贮氨器上方是否设置水喷淋系统。 (3)涉氨制冷企业自查自改表 9.液氨储罐上方应设喷淋装置。 10.制冷系统应设置监控报警系统、氨气浓度报警器、事故排风机连锁 装置、紧急泄放装置等。 2)冷库规范
部分企业典型事故案例分析
部分企业典型事故案例分析
部分企业典型事故案例分析 2014年到来,国家对企业安全管理形势依然高度重视。下面对 几个相关事故案例进行初步通报分析。请根据我们公司的安全危险源情况,进行重点检查、整改。 一、吉林省长春市德惠市的吉林宝源丰禽业有限公司“6·3”特别重 大火灾爆炸事故 2013年6月3日6时10分许,吉林宝源丰禽业有限公司(以下简称宝源丰公司)主厂房发生特别重大火灾爆炸事故,共造成121人死亡、76人受伤,17234平方米主厂房及主厂房内生产设备被损毁,直接经济损失1.82亿元。 6时10分左右,部分较早发现车间火情的人员进行了初期扑救,但火势未得到有效控制。火势逐渐在吊顶内由南向北蔓延,同时向下蔓延到整个附属区,并由附属区向北面的主车间、速冻车间和冷库方向蔓延。燃烧产生的高温导致主厂房西北部的1号冷库和1号螺旋速冻机的液氨输送和氨气回收管线发生物理爆炸,致使该区域上方屋顶卷开,大量氨气泄漏,介入了燃烧,火势蔓延至主厂房的其余区域。 (一)直接原因 1、车间配电室的上部电气线路短路,引燃周围可燃物。 2、主厂房内大量使用聚氨酯泡沫保温材料和聚苯乙烯夹芯板(聚氨酯泡沫燃点低、燃烧速度极快,聚苯乙烯夹芯板燃烧的滴落物具有引燃性)。
3、车间女更衣室等附属区房间内的衣柜、衣物、办公用具等可燃物较多,且与人员密集的主车间用聚苯乙烯夹芯板分隔。 4、车间吊顶内的空间大部分连通,火灾发生后,火势迅速蔓延。 5、当火势蔓延到氨设备和氨管道区域,燃烧产生的高温导致氨设备和氨管道发生物理爆炸,大量氨气泄漏,介入了燃烧。 (二)造成重大人员伤亡的主要原因: 1、火势从起火部位迅速蔓延,聚氨酯泡沫塑料、聚苯乙烯泡沫塑料等材料大面积燃烧,产生高温有毒烟气,同时伴有泄漏的氨气等毒害物质。 2、主厂房内逃生通道复杂,且部分安全出口被锁闭,火灾发生时人员无法及时逃生。 3、主厂房内没有报警装置,部分人员对火灾知情晚,加之最先发现起火的人员没有来得及通知部分区域的人员疏散,使一些人丧失了最佳逃生时机。 4、未对员工进行安全培训,未组织应急疏散演练,员工缺乏逃生自救互救知识和能力。(三)间接原因: (1)没有“预防为主、以人为本、安全第一”的意识,严重违反安全生产法律法规,重生产、重产值、重利益,要钱不要安全,为了利益而无视员工生命。 (2)企业厂房建设过程中,未按照原设计施工,违规使用易燃、价格低的保温材料,导致
氨制冷用压力管道操作规程.
压力管道操作规程 一、压力管道在使用前做好一切准备工作,落实各项安全措施。 二、凡操作压力管道的人员必须熟知所操作压力管道的性能和有关安全知识。非本岗人员严禁操作。值班人员应严格按照规定认真做好运行记录和交接班记录,交接班应将设备及运行的安全情况进行交底。交接班前要检查管道是否完好。 三、压力管道本体上的安全附件应齐全,并且是灵敏可靠,计量仪表应经检验合格并在有效期内。 四、压力管道在运行过程中,要时刻观察运行状态,随时做好运行记录。注意压力、温度是否在允许范围内,是否存在介质泄漏现象,设备的本体是否有肉眼可见的变形等,发现异常情况立即采取措施并报告。常规检查项目如下: ㈠各项工艺指标参数、运行情况和系统平稳情况; ㈡管道接头、阀门及管件密封情况; ㈢保温层、防腐层是否完好; ㈣管道振动情况; ㈤管道支吊架的紧固、腐蚀和支撑以及基础完好情况; ㈥管道之间以及管道与相邻构件的连接情况; ㈦阀门等操作机构是否灵敏、有效; ㈧安全阀、压力表、爆破片等安全保护装置的运行、完好情况; ㈨静电接地、抗腐蚀阴阳极保护装置完好情况; ㈩其它缺陷或异常等。
五、阀门的安全操作 一般情况下,要求阀门的开启和关闭都应缓慢进行。向容器内充装制冷剂时,阀门应缓慢打开,以免引起容器的脆性破坏;开启供液和回气阀门时,应缓慢进行,防止压力波动过大引起液击;严禁敲击碰撞低温设备的阀门,尤其是铸铁阀门,防止低温脆性;液体制冷剂管路及水路的阀门应缓慢关闭,防止发生“液锤”现象破坏管路及阀门;在有液体制冷剂的管路和设备,严禁将两端门同时关闭,防止引起“液爆”。易发生液爆的部位包括: (一冷凝器与贮氨器之间的管路; (二高压贮液器至膨胀阀之间的管道; (三高压设备的液位计; (四容器之间的液体平衡管; (五气液分离器、循环贮液器至蒸发器的管道; (六泵供液的液体管道; (七容器至紧急泄氨器之间的液体管路等。 开启阀门时,为防止阀芯被阀体卡住,要求转动手轮不应过分用力,当开足后应将手轮回转1/8左右,这也方便其他操作者判断阀门的开、关状态。 对于DN25以上的阀门,要求开、关时,应先松开填料压盖(盘根,待阀门打开或关闭后再轻轻扣紧,以不泄露为止,这样做是为了减轻阀杆对填料的磨损。 六、充氨站及充氨操作
如何避免热氨融霜时液锤事故
如何减少热氨融霜时的液锤现象及事故 李秀敏肖进华 (江苏省特种设备安全监督检验研究院盐城分院 224200) 摘要介绍氨制冷热氨融霜操作要点,液锤现象及事故的危害;针对氨制冷系统的特点,对其压力管道的操作、设计、安装提出一些建议,对低压侧的管道的传统布局建议进行改进,认为排液桶必不可少,可取消液体调节站或改变液体调节站的方位,增设液锤缓冲器,在原材料及焊接质量上从严要求,进行低温冲击试验及100%无损检测。 关键词氨制冷压力管道热氨融霜液锤现象低温低应力工况 2013年8月31日10时50分左右,上海翁牌冷藏实业有限公司发生氨泄漏事故,造成15人死亡,7人重伤,18人轻伤。经调查认定,上海“8.31”重大氨泄漏事故发生的直接原因是:作业人员严重违规采用热氨融霜方式,导致发生液锤现象,压力瞬间升高,致使存有严重焊接缺陷的单冻机回气集管管帽脱落,造成氨泄漏。该事故将“热氨融霜”再次成为制冷行业的热门话题。 冷库除霜方法有多种,如热氨融霜、水冲霜、人工扫霜等,其目的都是为了改善蒸发器的传热,减少冷间开机降温时间,节约能源。实际生产操作中,冷间的除霜一般都是以热氨融霜结合其他除霜方式,因此,热氨融霜操作在制冷系统的操作管理中占有重要的位置。在人工热氨融霜的制冷系统,融霜的操作都是由比较有经验的工人操作,通过一定的操作程序及阀门开启大小来完成操作,也有很多冷库已实现热氨融霜的自动操作。但在实践中,液锤现象时有发生,每当热氨融霜开始或结束时,制冷系统的管路上就会发出“咚”、“咚”的爆响声,管路出现剧烈振动。很多小型冷库,由于系统小,管路短,氨液较少,未造成严重后果,因而也未引起操作者的重视和思考。当前我国冷链行业正在飞速发展,冷库规模和面积也在急速膨胀,向大型化、超大型化方向发展,不少冷库系统中的氨液已超过40吨,管道的直径和长度也在增大,发生液锤现象时,液锤的能量大,发生事故的风险因而急剧上升,必须引以重视。 液锤现象的产生是由于液体流动后又突然受阻,而后面的液体又具有一定的动能,把动能突然释放出来而产生的冲击。在管道中,液柱在加速流动中动能不断增大,类似长长的枪管,使子弹在其中不断加速一样。在流动到端头时,管道突然改变方向,液柱突然把动能变成压力能就会产生很大的冲击和响声,如果冲击处环焊缝存在裂纹、未熔合、未焊透等严重缺陷,则可能造成缺陷的进一步扩展,最终造成断裂,产生液锤事故。 由动能定理可知,管道中液柱的动能的增加(E2 - E1)=ΔP *A *L 如液柱的初速度为0,则(E2 - E1)=1/2 m *v12=ΔP *A *L 根据冲量定理I = F′*Δt = m*(v2-v1) 以上式中: E1, E2为液柱初始和末状态的动能;ΔP 为液柱前后两端压力差;A 为管道横截面积;L为管道直段长度,m为氨液柱质量,v1 为液柱撞击时速度;v2为液柱撞击后的反弹速度;F′为液柱对挡板的平均作用力;Δt为撞击时间(与氨液及管道的弹性模量有关)。由此可见,冲击力的大小随液柱的质量及管道的压力、横截面积、长度的增加而增加。 本人结合自身的工作实践,从氨制冷管道的操作、设计、安装三方面谈谈自己的看法。 1、操作方面的建议: 热氨融霜,无论是人工还是自动方案,应严格按以下程序操作(带排液桶):1)先检查排液桶的液位,若有液先进行排液操作;2)打开排液桶减压阀将排液桶减压,减压后打开排液桶的进液阀;3)将换热管组的进液阀关闭(液体调节站),保持对蒸发器的抽气状态,维持一段时间,冷风机正常运转;4)停冷风机,关闭换热管组的回气阀(气体调节站);开启