连杆平行度测量仪
需要本设计的CAD图纸,请联系QQ1812865712。
摘要
连杆是汽车发动机的主要传力构件之一,常处于高速运动状态,因此要求与其它零件间具有较高的配合精度。因而连杆检测成了生产中频繁而又不可缺少的环节。连杆平行度测量仪是专门为检测汽车连杆而设计的专用测量工具,其结构简单、测量精度高。本设计是由机械系统设计和控制系统的设计所组成。包括齿轮传动的设计及选择,滚珠丝杠的设计及选择,步进电机的选择和装置中机械系统的设计,有关测试系统的控制设计及选择。我的设计内容主要是机械部分的设计。
关键词:连杆平行度检测
需要本设计的CAD图纸,请联系QQ1812865712。
Abstract
The connecting rod is one of motor car engine main power transmission components, often being at the high speed state of motion, therefore, which requests the higher grade of fit with other components. Thus the connecting rod is examined in the production to be frequent and the also essential link. The connecting rod parallelism measuring instrument is specially for examines for measuring tool which the automobile connecting rod design, its structure is simple, the measuring accuracy is high. This design is composed by the mechanical system design and the control system design, which includes the gear drive design and the choice, the ball bearing guide screw design and chooses, motor machine choice and installment mechanical system design, relating test system control design and choice. My design content mainly focuses on the machine part design.
Key words:Connecting rod parallelism examination
需要本设计的CAD图纸,请联系QQ1812865712。
目录
摘要……………………………………………………………………………I Abstract…………………………………………………………………………II
第1章绪论 (1)
第2章机电一体化技术简介 (3)
2.1 机电一体化技术简介 (3)
2.2 机电一体化技术体系 (3)
2.3 机电一体化的发展前景 (3)
2.4 连杆平行度测量仪的简介 (4)
2.5 Pro/ENGINEER产品介绍 (4)
第3章连杆平行度测量仪机械部分的总体设计 (9)
3.1 进给运动的要求 (9)
3.2 滚珠丝杠的选择 (9)
3.3 齿轮传动的设计计算 (14)
3.4 步进电机的选择 (16)
3.5 液压夹具的设计 (19)
第4章连杆平行度测量仪中的微机应用及其接口技术 (23)
4.1 测量仪中主控芯片8088介绍 (23)
4.2 测量仪中的接口技术 (24)
第5章传感器的选择及测量原理 (34)
5.1 传感器的选择及测量方法 (34)
5.2 连杆平行度的分析及计算 (35)
第6章经济分析 (37)
总结 (38)
致谢 (39)
参考文献 (40)
附录1专题论文 (41)
附录2外文译文 (49)
附录3外文原文 (54)
需要本设计的CAD图纸,请联系QQ1812865712。
第1章绪论
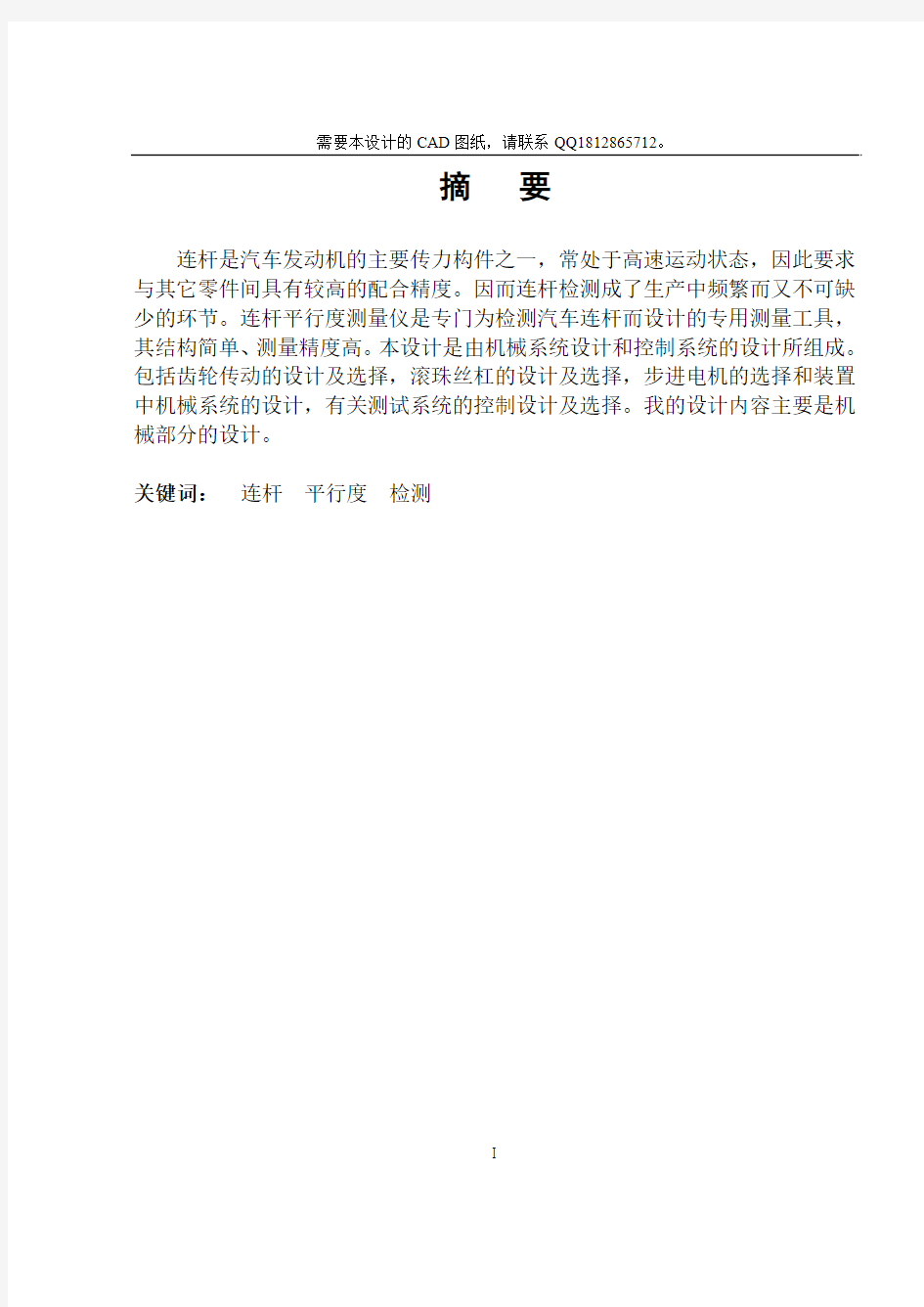
连杆是汽车发动机的主要传力构件之一,常处于高速运动状态,因此要求与其它零件间具有较高的配合精度。在实际生产中常采用放大孔径公差带制造,通过分组装配满足配合精度要求,因而连杆检测成了生产中频繁而又不可缺少的环节。目前我国连杆检测常采用两种方法,一种是采用国产气动测量仪检测两端孔孔径值,并同时测出两者的中心距,而对平行度和交叉度则采用手工检测方法;另一种采用进口气动量仪直接监测5-6个参数。连杆平行度测量仪是专门为测量汽车连杆而设计的专用测量工具。要求其简单轻便,结构简单,测量精度高,且测量过程要求自动化,是机电一体化方面上的设计题目。
图1-1 连杆零件图
连杆平行度测量仪是专门用来检测连杆平行度的检测设备,它避免了手工检测可能带来的人为因素导致的误差,极大地提高了检测效率,同时也提高了
需要本设计的CAD图纸,请联系QQ1812865712。
检测的精度。近些年随着我国汽车行业的快速发展,检测技术也是突飞猛进。通过自主研发、引进国外先进技术、与国外公司合资、合作等方式,迅速提高了国内的检测水平,基本满足了使用要求。
目前开发研制成功的连杆综合检测仪器,将先进的传感技术、计算机技术、误差处理技术及控制技术融入到整台设备中,利用比较测量的方法对连杆主要参数进行综合测量,与传统的利用三座标测量机的方法相比,测量效率高、精度高、成本低,是企业用来对连杆的产品质量控制、委外产品验收、工序间检查的理想测试设备。
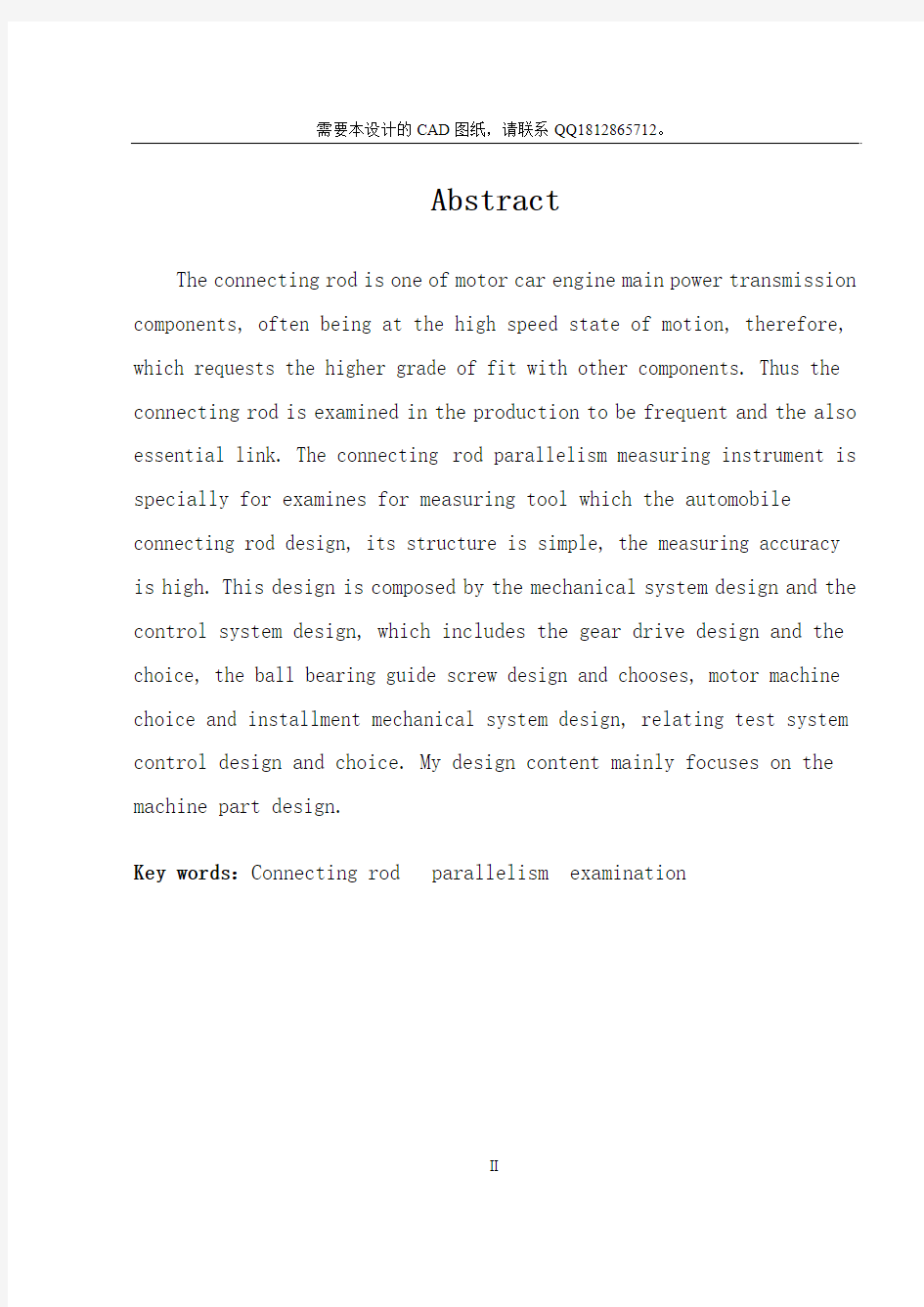
其结构简图如图1-2。
图 1-2 连杆平行度测量仪立体
需要本设计的CAD图纸,请联系QQ1812865712。
第2章机电一体化技术简介
2.1 机电一体化技术简介
在科学技术飞速发展的今天,任何一项新技术的产生都是各种技术互相渗透的结果。机电一体化是一种复合化技术,它是机械技术和微电子技术、信息技术相互渗透的产物,是机电工业发展的必然趋势。
机电一体化的实体部分是机械技术及电子技术,又通过信息技术把两者有机的结合在一起,从而构成功能更为先进的产品,按照系统分析的观点,机电一体化就是把机械部分和电子部分各作为一个环节统一在一个“系统”之中。为了使系统运行达最优化,应该是构成系统的所有硬件采取最佳组合方式,为了强化机电一体化产品的功能从系统观点出发把机械部分和电子部分融合在一起进行通盘考虑,决定那些采用机械技术,那些采用电子技术,并通过信息传输与处理把两者有机组合。因此,从某种意义上来说,机电一体化技术是系统工程学在机械、电子领域的应用,而机电一体化则显示出它的应用效果。
2.2 机电一体化技术体系
机电一体化技术是一门新兴的科学,所联系的主要领域如表2-1所示:
从上述学科基础来看,机电一体化技术作为一门综合性技术,为这三种工程对象服务,随着科学技术的发展,单纯的机械产品及电器产品将越来越少,今后机电结合的技术将在机械行业和电工行业中占主导地位。
2.3 机电一体化的发展前景
机械技术的发展进入机电一体化阶段就是使机械技术智能化,更好地代替人进行各项工作。目前机械技术已经发展到采用微型计算机的阶段。今后计算
需要本设计的CAD图纸,请联系QQ1812865712。
机技术的发展将在图象识别机器上看到文字和声音认别的景象。计算机完全有可能取代人的五官功能,从而出现接近人类智慧的高度智能机器人。微细加工技术是在尖端技术领域里进一步推进精致化、微小化和高度集成化,可以预见的二十一世纪,将会出现加工精度达到原子或分子水平的机床,加工处理技术也会在精密测量方面有较大的发展。
2.4 连杆平行度测量仪的简介
连杆是汽车发动机的主要传力构件之一,常处于高速运动状态,因此要求与其它零件间具有较高的配合精度。在实际生产中常采用放大孔径公差带制造,通过分组装配满足配合精度要求,因而连杆检测成了生产中频繁而又不可缺少的环节。目前我国连杆检测常采用两种方法,一种是采用国产气动测量仪检测两端孔孔径值,并同时测出两者的中心距,而对平行度和交叉度则采用手工检测方法;另一种采用进口气动量仪直接检测5~6个参数。连杆中心孔平行度测量仪是专门为测量汽车连杆而设计的专用测量工具。要求其简单轻便,结构简单,测量精度高,且测量过程要求自动化,是机电一体化方面上的设计题目。
2.5 Pro/ENGINEER产品介绍
1985年,PTC公司成立于美国波士顿,开始参数化建模软件的研究。1988年,V1.0的Pro/ENGINEER诞生了。经过10余年的发展,Pro/ENGINEER已经成为三维建模软件的领头羊。目前已经发布了Pro/ENGINEER Wildfire。PTC的系列软件包括了在工业设计和机械设计等方面的多项功能,还包括对大型装配体的管理、功能仿真、制造、产品数据管理等等。Pro/ENGINEER还提供了目前所能达到的最全面、集成最紧密的产品开发环境。
Pro/ENGINEER是一套由设计到制造一体化的三维设计软件,是新一代的产品造型系统。Pro/ENGINEER已经成为当今世界上拥有用户最多的三维软件,是全球CAID/CAD/CAE/CAM/PDM领域最具有代表性的著名软件。Pro/ENGINEER总的设计思想体现了MDA(Mechanical Design Automation)软件的新发展,所采用的数据比其他MDA软件更具有优越性。Pro/ENGINEER是一套由设计至生产的机械自动化软件,是一个参数化、基于特征的实体造型系统,并且具有单一的数据库功能。
Pro/ENGINEER Wildfire是PTC公司推出的又一代新产品。同以前的版本相比,Pro/ENGINEER Wildfire更是将三维设计软件无论从易用性、设计的高效率,还是功能的实用性都推向了一个新的顶点。如果您是一位结构或工程设
需要本设计的CAD图纸,请联系QQ1812865712。
计师,利用该软件,不但可建立零件模型,还可轻松建立部件、整机的装配模型,还可对设计的产品在计算机上预先进行动态、静态分析,装配干涉检验,甚至进行运动仿真,今您的设计不仅快速高效,而且天衣无缝,一次成功。
PRO/ENGINEER软件包的产品开发环境在支持并行工作,它通过一系列完全相关的模块表述产品的外形、装配及其他功能。PRO/E能够让多个部门同时致力于单一的产品模型。包括对大型项目的装配体管理、功能仿真、制造、数据管理等。PRO/ENGINEER共有六大主模块,下面我把它们逐一介绍一下。
(一)工业设计(CAID)模块
工业设计模块主要用于对产品进行几何设计,以前,在零件未制造出时,是无法观看零件形状的,只能通过二维平面图进行想象。现在,用3DS可以生成实体模型,但用3DS生成的模型在工程实际中是“中看不中用”。用PRO/E 生成的实体建模,不仅中看,而且相当管用。事实上,PRO/E后阶段的各个工作数据的产生都要依赖于实体建模所生成的数据。
包括:PRO/3DPAINT(3D建模)、 PRO/ANIMATE(动画模拟)、PRO/DESIGNER(概念设计)、PRO/NETWORKANIMATOR(网络动画合成)、PRO/PERSPECTA-SKETCH(图片转三维模型)、PRO/PHOTORENDER(图片渲染)几个子模块。
(二)机械设计(CAD)模块
机械设计模块是一个高效的三维机械设计工具,它可绘制任意复杂形状的零件。在实际中存在大量形状不规则的物体表面,如图1中的摩托车轮轱,这些称为自由曲面。随着人们生活水平的提高,对曲面产品的需求将会大大增加。用PRO/E生成曲面仅需2步~3步操作。PRO/E生成曲面的方法有:拉伸、旋转、放样、扫掠、网格、点阵等。由于生成曲面的方法较多,因此PRO/E可以迅速建立任何复杂曲面。
它既能作为高性能系统独立使用,又能与其它实体建模模块结合起来使用,它支持GB、ANSI、ISO和JIS等标准。包括:PRO/ASSEMBLY(实体装配)、PRO/CABLING(电路设计)、PRO/PIPING(弯管铺设)、PRO/REPORT(应用数据图形显示)、PRO/SCAN-TOOLS(物理模型数字化)、PRO/SURFACE(曲面设计)、PRO/WELDING(焊接设计)
(三)功能仿真(CAE)模块
功能仿真(CAE)模块主要进行有限元分析。我们中国有句古话:“画虎画皮难画骨,知人知面不知心”。主要是讲事物内在特征很难把握。机械零件的内部变化情况是难以知晓的。有限元仿真使我们有了一双慧眼,能“看到”零件内部的受力状态。利用该功能,在满足零件受力要求的基础上,便可充分优化零
需要本设计的CAD图纸,请联系QQ1812865712。
件的设计。著名的可口可乐公司,利用有限元仿真,分析其饮料瓶,结果使瓶体质量减轻了近20%,而其功能丝毫不受影响,仅此一项就取得了极大的经济效益。
包括:PRO/FEM(有限元分析)、PRO/MECHANICA CUSTOMLOADS(自定义载荷输入)、PRO/MECHANICA EQUATIONS(第三方仿真程序连接)、PRO/MECHANICA MOTION(指定环境下的装配体运动分析)、PRO/MECHANICA THERMAL(热分析)、PRO/MECHANICA TIRE MODEL(车轮动力仿真)、PRO/MECHANICA VIBRATION(震动分析)、PRO/MESH(有限元网格划分)。
(四)制造(CAM)模块
在机械行业中用到的 CAM制造模块中的功能是NC Machining(数控加工)。说到数控功能,就不能不提八十年代著名的“东芝事件”。当时,苏联从日本东芝公司引进了一套五座标数控系统及数控软件CAMMAX,加工出高精度、低噪声的潜艇推进器,从而使西方的反潜系统完全失效,损失惨重。东芝公司因违反“巴统”协议,擅自出口高技术,受到了严厉的制裁。在这一事件中出尽风头的CAMMAX软件就是一种数控模块。
PRO/ES的数控模块包括:PRO/CASTING(铸造模具设计)、PRO/MFG(电加工)、PRO/MOLDESIGN(塑料模具设计)、PRO/NC-CHECK(NC仿真)、PRO/NCPOST (CNC程序生成)、PRO/SHEETMETAL(钣金设计)。
(五)数据管理(PDM)模块
PRO/E的数据管理模块就像一位保健医生,它在计算机上对产品性能进行测试仿真,找出造成产品各种故障的原因,帮助你对症下药,排除产品故障,改进产品设计。它就像PRO/E家庭的一个大管家,将触角伸到每一个任务模块。并自动跟踪你创建的数据,这些数据包括你存贮在模型文件或库中零件的数据。这个管家通过一定的机制,保证了所有数据的安全及存取方便。
它包括:PRO/PDM(数据管理)、PRO/REVIEW(模型图纸评估)。
(六)数据交换(Geometry Translator)模块
在实际中还存在一些别的CAD系统,如UGⅡ、EUCLID、CIMATRTON、MDT 等,由于它们门户有别,所以自己的数据都难以被对方所识别。但在实际工作中,往往需要接受别的CAD数据。这时几何数据交换模块就会发挥作用。
PRO/E中几何数据交换模块有好几个,如:PRO/CAT(PRO/E和CATIA的数据交换)、PRO/CDT(二维工程图接口)、PRO/DATA FOR PDGS(PRO/E和福特汽车设计软件的接口)、PRO/DEVELOP(PRO/E软件开发)、PRO/DRAW(二维数据库数据输入)、PRO/INTERFACE(工业标准数据交换格式扩充)、PRO/INTERFACE FOR
需要本设计的CAD图纸,请联系QQ1812865712。
STEP(STEP/ISO10303数据和PRO/E交换)、PRO/LEGACY(线架/曲面维护)、PRO/LIBRARYACCESS(PRO/E模型数据库进入)、PRO/POLT(HPGL/POSTSCRIPTA 数据输出)
下面就Pro/ENGINEER的特点及主要模块进行简单的介绍。
主要特性
全相关性:Pro/ENGINEER的所有模块都是全相关的。这就意味着在产品开发过程中某一处进行的修改,能够扩展到整个设计中,同时自动更新所有的工程文档,包括装配体、设计图纸,以及制造数据。全相关性鼓励在开发周期的任一点进行修改,却没有任何损失,并使并行工程成为可能,所以能够使开发后期的一些功能提前发挥其作用。
基于特征的参数化造型:Pro/ENGINEER使用用户熟悉的特征作为产品几何模型的构造要素。这些特征是一些普通的机械对象,并且可以按预先设置很容易的进行修改。例如:设计特征有弧、圆角、倒角等等,它们对工程人员来说是很熟悉的,因而易于使用。
装配、加工、制造以及其它学科都使用这些领域独特的特征。通过给这些特征设置参数(不但包括几何尺寸,还包括非几何属性),然后修改参数很容易的进行多次设计叠代,实现产品开发。
数据管理:加速投放市场,需要在较短的时间内开发更多的产品。为了实现这种效率,必须允许多个学科的工程师同时对同一产品进行开发。数据管理模块的开发研制,正是专门用于管理并行工程中同时进行的各项工作,由于使用了Pro/ENGINEER独特的全相关性功能,因而使之成为可能。
装配管理:Pro/ENGINEER的基本结构能够使您利用一些直观的命令,例如“啮合”、“插入”、“对齐”等很容易的把零件装配起来,同时保持设计意图。高级的功能支持大型复杂装配体的构造和管理,这些装配体中零件的数量不受限制。
易于使用:菜单以直观的方式联级出现,提供了逻辑选项和预先选取的最普通选项,同时还提供了简短的菜单描述和完整的在线帮助,这种形式使得容易学习和使用。
常用模块
Pro/DESIGNIER是工业设计模块的一个概念设计工具,能够使产品开发人员快速、容易的创建、评价和修改产品的多种设计概念。可以生成高精度的曲面几何模型,并能够直接传送到机械设计和/或原型制造中。
Pro/NETWORK ANIMTOR 通过把动画中的帧页分散给网络中的多个处理器来
需要本设计的CAD图纸,请联系QQ1812865712。
进行渲染,大大的加快了动画的产生过程。
Pro/PERSPECTA-SKETCH 能够使产品的设计人员从图纸、照片、透视图或者任何其它二维图象中快速的生成一个三维模型。
Pro/PHOTORENDER 能够很容易的创建产品模型的逼真图象,这些图象可以用来评估设计质量,生成图片。
Pro/ASSEMBLY 构造和管理大型复杂的模型,这些模型包含的零件数目不受限制。装配体可以按不同的详细程度来表示,从而使工程人员可以对某些特定部件或者子装配体进行研究,同时在整个产品中使设计意图保持不变。附加的功能还能使用户很容易的创建一组设计,有效的支持工程数据重用(EDU)。 Pro/DETAIL 由于具有广泛的标注尺寸、公差和产生视图的能力,因而扩大了Pro/ENGINEER生成设计图纸,这些图纸遵守ANAI、ISO、DIN和JIS标准。 Pro/FEATURE 允许产品设计人员创建高级特征(例如高级的扫描和轮廓混合)利用简便的设计工具,在很短的时间内就可以实现。
Pro/NOTEBOOK 以“自顶向下”的方式对产品的开发过程进行管理,同时对复杂产品设计过程中涉及的多项任务自动分配,来增强工程的生产效率。
Pro/SCAN-TOOLS 满足工业上使用物理模型作为新设计起点的需求。把模型数字化,它的形状和曲面就可以以点数据的形式输入到Pro/SCAN-TOOLS中,因此能产生高质量的与物理原型非常匹配的模型。
Pro/SURFACE 能够使设计人员和工程人员直接对Pro/ENGINEER的任一实体零件中的几何外形和自由形式的曲面进行有效的开发,或者开发整个的曲面模型。
Pro/WELDINGTM 参数化的定义焊接装配体中的对接要求,使用户很容易的确认焊接点,避免装配零件与焊接点之间发生干涉,在文件编制和制造中消除错误成本。
功能仿真模块 Pro/FEM-POST
用户无须离开Pro/ENGINEER环境,就能够显示高级解算器计算的有限元结果,还鼓励在产品开发早期对设计进行验证。
Pro/MECHANICA CUSTOM LOADS 用户可以把自定义载荷输入,清楚的编辑和连接到Pro/MACHANICA MOTION的图形用户界面上。
需要本设计的CAD图纸,请联系QQ1812865712。
第3章连杆平行度测量仪的机械部分总体设计
3.1 进给运动的要求
连杆平行度测试的进给运动是数字控制的直接对象,被测试的连杆的平行度的精度肯定会受到进给运动传动精度、灵敏度和稳定性的影响。为此,在设计进给系统时,充分注意减少摩擦,提高传动精度和刚度,消除传动间隙,以及减少运动件的惯性。
3.1.1减少运动件的摩擦阻力
摩擦阻力主要来源与传动系统的导轨和丝杠。因此,为丝杠和导轨的滚动是减少摩擦的重要措施。
3.1.2 提高传动的精度和刚度
因为在进给系统中,采用滚珠丝杠螺母和支撑结构是决定其传动精度和刚度的主要部件,故必须保证它们的加工精度。对步进电机驱动的系统尤其如此,此外,还可以用合理的预紧力来夹紧以消除滚珠丝杠螺母副的轴向传动间隙,是支撑丝杠的轴承预紧以提高支撑的结构刚度,这些措施有利于提高传动精度。
3.1.3 减少传动惯量
在满足传动强度和刚度的要求下应尽可能将各元件进行合理的配置,并减少它们的惯量。
3.2 滚珠丝杠的选择
3.2.1 概述
滚珠丝杠螺母副是回转与直线运动相互转换的新型传动装置。其原理如图。在丝杠和螺母上加工有弧型的螺丝槽,当它们套在一起是形成了螺丝滚道,并在滚道内装满滚珠,当丝杠相对于螺母旋转时,两者发生轴向位移,而滚珠则沿滚道滚动,螺母螺丝槽两端用回珠管连接,使滚珠能周而复始的循环,采用滚珠丝杠提高了机构的效率和传动精度,所以一般精度较高的系统中采用滚珠丝杠来传动。我设计的连杆中心孔平行度测量仪的传动系统就采用了滚珠丝杠,以增加系统的传动效率,运动的平稳性及寿命。
需要本设计的CAD图纸,请联系QQ1812865712。
图3-1 外循环导管式
图3-2 内循环反向器式
需要本设计的CAD图纸,请联系QQ1812865712。
3.2.2 滚珠丝杠的安装
连杆平行度测量仪的进给系统要获得较高的传动精度除了加强滚珠丝杠螺母本身的刚度外,滚珠丝杠正确的安装及其支撑的结构刚度也是不可忽视的因素。为了提高支撑的轴向刚度,选择适当的滚动轴承也是十分重要的,一般采用两种组合方式:一种是把向心轴承和锥轴承组合使用,其支撑方案,可有以下几种:
(1)一端装止推轴承
这种安装方式因为它承载能力小,刚度低,所以一般用于短丝杠。
(2)一端装止推轴承,另一端装向心球轴承
这种安装用于滚珠丝杠较长时,一端装止推轴承固定外,另一端再装向心球轴承,这时需注意止推轴承要远离热源和丝杠上的常用段,以减小丝杠变形的影响。
(3)两端装止推轴承
把止推轴承装在滚珠丝杠的两端,并施加预紧力,这样有助于提高刚度,但这种安装方式对丝杠的热伸缩较为敏感。
(4)两端装推力轴承及向心球轴承
这种结构方式不能精确的预先测定预紧力,预紧力大小是由丝杠的温度变形转化而产生的。
本设计中由于滚珠丝杠只是带动测头部分往复运动,所以轴向力并不是太大,故两端只采用球轴承支撑。
3.2.3 滚珠丝杠的润滑及防护
(1)润滑
使用润滑剂可以提高滚珠丝杠的耐磨性和传动效率,润滑剂有固体和液体两种,液体润滑可用20号或30号机油,90~180号透平油或140号主轴油。固体润滑可用高压润滑脂或锂基润滑脂根据本装置要求简单的特点,故使用固体润滑,使用两种润滑脂均可使用时,润滑脂直接加在螺纹滚道和安装螺母的壳体空间内。
(2)防护
丝杠预紧后,轴向间隙小,当硬质灰或污物等落入螺纹滚道内就会妨碍滚珠的运转,并加快磨损,常用的防护装置有:
(a)密封圈:密封圈装在螺母的两端。有接触式和非接触式两种,接触式的
需要本设计的CAD 图纸,请联系QQ1812865712。
弹性密封圈,用耐油橡胶和尼龙制成,其内孔做成与丝杠螺纹滚道相配合的开头即与螺纹滚道相结合,这类密封的防尘效果好,但有接触压力会使摩擦力矩加大,非接触式密封圈用聚乙烯等塑料材料制成,其内孔与丝杠螺纹滚道相反,并稍有间隙且不会增加摩擦力,但防尘效果较差。
(b)防护罩:防护罩有锥形套管,伸缩管,也有折叠式的防护罩。对防护罩的要求是:耐油、耐腐蚀、耐高温和耐用。
根据本设计的要求选用接触式弹性密封圈进行防护。
3.2.4滚珠丝杠的设计计算
(1)滚珠丝杠的设计计算
对于三角形导轨或综合导轨
()G p f kp p x ++=2'
Px 、Pz ——X 、Z 方向上的切削力。
f’——导轨的摩擦系数。
k ——考虑颠覆力拒影响的实验系数。
对于本装置k =1.15 G =30kg
f ’=0.16 Px =Pz =0
则 p =0.16?30?9.8=47.04N
根据 p ?Q 0 Q 0=最大动载荷
选取公称直径 d =32
则查取《机械设计手册》 表2.2-4-14得
滚珠直径
mm D n
w ??
? ??=81175.3 螺距 P =5mm
螺纹升角 λ=2°51′
额定静载荷 C 0a =30150N
额定动载荷 C a =10900N
需要本设计的CAD 图纸,请联系QQ1812865712。
接触角 β=45°
螺纹滚道半径 rs =(1.25-0.65)Dw =0.6?3.175=1.905mm
偏心距 e =(rs -Dw/2)sin β=0.225
螺杆大径 d =dm -(0.2-0.5)Dw =31.27mm
螺杆小径 d 1=dm+2e -2rs =28.64mm
螺杆接触点直径 d k =dm -Dwcos β=29.74mm
螺杆牙顶圆角半径 ra =(0.1-0.15)Dw =0.381
螺母螺纹大径 D =dm -2e+2rm
螺母螺纹小径 D =dm+0.5(dm -d )=32.37mm
预紧力计算:
滚珠和螺纹滚道由于受轴向力的作用而产生轴向变形在弹性范围内,根据赫兹公式
3/2KP =δ
K ——与滚道的曲率半径、材料的弹性模量有关。对于确定丝杠,K 为常数。 如图所示。设对螺母A 、B 施加预紧力P 0向对应变形0δ,当外加轴向载荷为P 时,螺母B 产生了δ,则
δδδ-=0A
δδδ+=0B
0057
当00=-=δδδA 时,这时螺母A 中滚珠和滚道刚好接触,因此要保证丝杠在最大轴向载荷P min 作用下无间隙,则P 0定要满足一定的关系:
当 00=-=δδδA 时 δδ=0
则螺母B 变形为 002δδδδ=+=B
需要本设计的CAD 图纸,请联系QQ1812865712。
因为 3
2)(max P K B =
δ 3
2)(00P K =δ 所以 3
2)(32)(0max P K P K = 于是 3
P max 0≈=预P P 则为使螺母和丝杠之间不出现间隙,应使预紧力近似等于最大轴向载荷的1/3。P 0过小不能保证无间隙传动,P 0过大会降低传动效率和承载能力。
(2)刚度验算
滚珠丝杠是精密的传动元件,它在轴向的作用下将产生伸长或缩短,这将引起丝杠导程的变化,根据公式滚珠丝杠在(“+”号用于拉伸,“—”号用于压缩)工作载荷P 和扭矩M 的共同作用下,引起每一个导程变形量L 为 π
c GJ ML EF PL L 22
00±±=? P ——工作载荷
L ——滚珠丝杠的基本导程
E ——弹性模量。对于钢E =21?106(N/cm 2)
F ——滚珠丝杠的截面积
M ——扭矩
G ——切变模量。对于钢
J c —— 截面积惯性矩。对于本设计)(32441cm d J c π= 3.3 齿轮传动的设计计算
齿轮传动是应用非常广泛的一种机械传动,各种装置几乎都离不开齿轮传动,在数控传动装置中,步进电机常通过齿轮传动装置传递转矩和转速,并使电动机和螺旋传动副之间的转矩和转速得以匹配,因此齿轮传动是设计数控机械的一个重要的组成部分。由于电动机转速一般较高,而机械系统的移动速度有时不能太高,变化范围不能太大,故往往用齿轮传动装置将电动机输出轴的高转速、低转矩转化为负载轴的低转速、高转矩。当用齿轮作为进给装置时,
需要本设计的CAD 图纸,请联系QQ1812865712。
需要满足以下技术要求:
(1) 大齿轮折算到电机轴上的转动惯量要小。
(2) 刚度大。
(3) 无间隙。
(4) 噪声低。
3.3.1齿轮传动比的计算
因为步进电机步距角 5.1=p θ t =5cm 要实现脉冲当量
=p δ0.01mm/step 在传动系统中应加一对齿轮降速传动,齿轮的传动比
48.05
5.136001.036021??=?==
t z z b p θδμ 选Z 1=24 Z 2=50
3.3.2确定齿轮模数及有关尺寸
因传动的扭矩较小,取模数m =1.5
有关尺寸:
齿宽b =9mm
20=α
d 1=mz =1.5?24=36mm
d 2=mz =1.5?50=75mm
d a1=d 1+2m =36+2?1.5=39mm
d a2=d 2+2m =75+2?1.5=78mm
d f1=d 1-2?1.25m =32.25mm
d f2=d 2-2?1.25m =71.25mm
m m d d 5.552
21=+=α 3.3.3转动惯量的计算
根据等效转动惯量的计算公式得
需要本设计的CAD 图纸,请联系QQ1812865712。
()23222110180
?????? ??++???? ??++=b p d M J J z z J J J θπδ 式中 J d ——折算到电动机轴的惯性负载(kg/cm 2)
J 1——齿轮Z 1的转动惯量(kg/cm 2)
J 2——齿轮Z 2的转动惯量(kg/cm 2)
J 3——滚珠丝杠的转动惯量(kg/cm 2)
M ——移动部件的质量(kg )
对材料为钢的圆柱零件传动惯量可按下式计算
J =0.78?10-3D4L
D ——圆柱零件直径(mm )
L ——零件长度(cm )
J 1=0.78?10-3?3.54?0.9=0.0153(kg ·cm 2)
J 2=0.78?10-3?7.54?0.9=2.221(kg ·cm 2)
J 3=0.78?10-3?3.24?30=2.455(kg ·cm 2)
电机轴的转动惯量很小可以忽略,则
()226.15.118014.3001.030454.2221.250241053.022=?????
? ???++??? ??+=d J (kg ·cm 2) 3.4 步进电动机的选择
3.4.1概述
步进电机也叫脉冲电动机,是将脉冲信号转化成相应的角位移的电磁机械装置,是一种输入与输出数字的脉冲对应的增量驱动元件。当给步进电机一个电脉冲信号,不仅电动机转动一个步距角,如按一定规律给步进电机一串连续脉冲信号,步进电机便一步步地连续旋转。步进电机具有如下特点:
(1) 位移量与输入电脉冲数具有严格的对应关系,步距误差不会积累。
(2) 稳定运行时的转速与控制脉冲的频率有严格的对应关系。
(3) 控制性能好,在一定的频率下,能按控制脉冲的要求快速启动,停止或
反转。改变控制脉冲的频率,电动机的转速就随着变化,并在很宽的范
需要本设计的CAD 图纸,请联系QQ1812865712。
围内平滑调节。
(4) 控制系统简单,工作可靠,成本低,但其控制精度受步距角控制。所以
步进电机可广泛应用于数模转换,速度控制和位置控制系统中,是开环控制系统中的理想执行元件。
步进电动机的类型很多,按其工作原理分为反应式、永磁式、永磁感应式、滚切式以及若干混合式。按励磁相数,有3相、4相、5相、6相甚至8相,按其规律分为快速电机和功率电机。
3.4.2步进电动机的工作原理
如图所示是圆周分相径向气隙的3相反应式步进电机结构简图,定子上有6个磁极,每相2个,转子由软磁材料制成,上面没有绕组,定子磁极和转子上有很多小齿,齿数和通电循环拍数决定了电机的步距角。
反应式步进电机的工作原理与反应式同步电机一样,转子的转动力矩是靠定子磁极与转子间的磁极和切向分力产生的,当定子上A 相绕组通电时,由于磁场力使磁组减少,因此转子上离A 相磁极相对的位置,当A 相断电,受B 相绕组所建立的磁场影响最大时,转子齿2和4在磁场力的作用下,逆时针转到和B 相磁极相对的位置,即转子前进一步。同样当B 相断电,而C 相通电时,转子又在磁场力的作用下转动一步,使转子1、3齿与C 相磁极对齐,由此可见,按A-B-C-A 顺序通电时,电机便一步步地转动,步进电机的步距角 是转子旋转一步所转过的角度,由此可见
a
zm
360=α z ——转子齿数
m a ——通电循环拍数
3.4.3步进电机的选择
本设计中步进电机的选择:
(1) 电机的步距角b θ
取系统的脉冲当量:step /01.0=δ
施工机具设备参考标准
施工机具设备参考标准
承装(修、试)电力设施许可证施工机具 设备参考标准 一、承装类承装(修、试)电力设施许可证施工机具设备参考标准 (一)取得一级承装类承装(修、试)电力设施许可证的,应当具备以下机具设备: 1. 起重设备和运输工具:搅拌机、起重车、运输车、液压搬运车、电动(手扳)葫芦等; 2. 杆塔组立和架线设备:抱杆及配套件、牵引机、张力机、光缆张力机、绞磨机、放线滑车、高空作业车等; 3. 绝缘油、气施工设备:滤油机、干燥空气发生器、SF6装置施工设备、真空泵等; 4. 压接、焊接和切割设备:压接机、电气焊接工具、弯管机、弯排机、台钻、切割机等; -2-
5. 测量及试验设备:测距仪、经纬仪、全站仪等定位测量装置,其他必备的试验设备和仪器仪表; 6. 其他设备:发动机、发电机等动力设备,电缆施工工具,必要的安全工器具等。 (二)取得二级承装类承装(修、试)电力设施许可证的,应当具备以下机具设备: 1. 起重设备和运输工具: 搅拌机、起重车、运输车、液压搬运车、电动(手扳)葫芦等; 2. 杆塔组立和架线设备:抱杆及配套件、牵引机、张力机、光缆张力机、绞磨机、放线滑车、高空作业车等; 3. 绝缘油、气施工设备:滤油机、干燥空气发生器、SF6装置施工设备、真空泵等; 4. 压接、焊接和切割设备:压接机、电气焊接工具、弯管机、弯排机、台钻、切割机等; -3-
5. 测量及试验设备:测距仪、经纬仪、全站仪等定位测量装置,其他必备的试验设备和仪器仪表; 6. 其他设备:发动机、发电机等动力设备,电缆施工工具,必要的安全工器具等。 (三)取得三级承装类承装(修、试)电力设施许可证的,应当具备以下机具设备: 1. 起重设备和运输工具: 搅拌机、起重车、运输车、电动(手扳)葫芦等; 2. 杆塔组立和架线设备: 抱杆及配套件、牵引机、张力机、绞磨机、滑车、高空作业车等; 3. 绝缘油、气施工设备:滤油机、SF6装置施工设备、真空泵等; 4. 压接、焊接和切割设备:压接钳、电气焊接工具、弯管机、弯排机、台钻、切割机等; 5. 其他设备:测量及试验设备,发动机、发电机等动力设-4-
通用型60°光泽度仪测试常见问题汇总
深圳市林上科技有限公司 通用型60°光泽度仪测试常见问题汇总 光泽度是在规定光源和接收器张角条件下对材料表面反射光的能力进行评价的物理量。我们通常说的光泽指的是“镜向光泽”,所以光泽度仪有时也叫“镜向光泽度仪,可以用于测量各种材料的光泽度,如汽车油漆,陶瓷,油墨,塑料,大理石,纸张,皮革等各种材料,在工业民用中的众多行业中都有用到。
光泽度仪一种精密的光学设备,在使用过程中,经常会遇到各种问题。现在以LS192通用型60°光泽度仪为例,来详细讲解光泽度仪使用过程中的常见问题和常见使用错误。 一:通用型60°光泽度仪常见问题列表 1:问:光泽度仪器用什么电源? 答:锂充电电池14500,一次充满电,可连续使用50小时以上。 2:问:光泽度仪可以自动校准吗? 答:仪器放入底座,开机具有自动校准功能。 3:问:光泽度仪自动校准过程中,是否能判断标准板出现问题? 答:仪器具有自检功能,仪器自诊断到故障,如标准板污损,划伤。 4:问:光泽度仪器测试是否准确? 答:每台仪器都可以通过国家一级计量标准,可以和BYK AG4446直接比较数据。 5:问:光泽度仪具有误差补偿功能吗? 答:恒流源及温度补偿电路,仪器的光源稳定性是仪器测量稳定性的一个重要保证。 6:问:光泽度仪的统计功能怎样实现? 答:仪器具有LCD显示界面直接智能统计功能和PC端软件统计功能 7:问:光泽度仪的标准板是否可用普通纸巾布料清洁? 答:不行,标准板是光泽度仪器准确的基础,必须用专用的镜头布擦拭清洁。8:问:光泽度仪是否每次测量前必须要用标准板校准仪器? 答:不是必须,仪器具有补偿功能保证长期稳定性。
连杆体说明书
设计说明书 题目:连杆体零件的工艺规程及铣上下面的工装夹具设计 学生: 学号: 专业: 班级: 指导老师:
摘要 本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。 连杆体加工工艺规程及其铣15mm槽的夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。 关键词:工艺、工序、切削用量、夹紧、定位、误差。
ABSTRCT This design content has involved the machine manufacture craft and the engine bed jig design, the metal-cutting machine tool, the common difference coordination and the survey and so on the various knowledge. The reduction gear box body components technological process and its the processing ¢140 hole jig design is includes the components processing the technological design, the working procedure design as well as the unit clamp design three parts. Must first carry on the analysis in the technological design to the components, understood the components the craft redesigns the semi finished materials the structure, and chooses the good components the processing datum, designs the components the craft route; After that is carrying on the size computation to a components each labor step of working procedure, the key is decides each working procedure the craft equipment and the cutting specifications; Then carries on the unit clamp the design, the choice designs the jig each composition part, like locates the part, clamps the part, guides the part, to clamp concrete and the engine bed connection part as well as other parts; Position error which calculates the jig locates when produces, analyzes the jig structure the rationality and the deficiency, and will design in later pays attention to the improvement. Keywords:The craft, the working procedure, the cutting specifications, clamp, the localization, the error
真空脉动检测仪操作使用标准流程
一、真空脉动检测仪在使用前的安全检查与准备工作(有无重点检查部位及注意事项,需指出;使用前是否需要安装,如果需要请写明安全步骤)。 (正面视图,数字代表的是各项操作按键) (横面视图,数字代表的是连接口) 1,用于连接电池充电/12 V汽车电源适配器 2,用于连接空气流量计 3,连接外部真空传感器/电压探头 4,用于连接内部的真空传感器 5,用于连接内部的真空传感器 6,连接外部真空传感器/电压探头 7,串口打印机/ PC 1、检查设备是否齐全 包括:检测仪主机,脉动软管2支,假乳头4个,背带1条,空气气流计连接环5个,滤芯1袋(至少两个),T型或者Y型2个
2、检查主机是否有电 按“1”号键,即可查看;或者连接充电器,查看电池充盈度。 3、与牧场客户约定好检测时间,确保当天至少有1位能够操作奶厅设备的工作人员在场。 二、操作要求 (一)操作人员应具备的资质及要求、条件等 操作人员必须具备熟练使用PTV,以及对检测出数据的分析能力,能够对异常的设备与数据,提出相应的解决或改进措施。(二)操作规程(尽可能写详细) 1、真空脉动标准测量 设备连接方式如下(左图为模拟图,右图为实际操作图) 待挤奶设备打开后,模拟正常挤奶情况,假乳头堵住挤奶杯,防止空气进入,使用T型或者Y型管及脉动软管,将PTV连接好,即可开始检测。 注:最高真空度按照ISO3918测定。
操作步骤如下: 按“1”号键,进入主界面MAIN MENU 按“2”号键,“STANDARD MEASUREMENT”即可开始标准测量,并进入下个界面
继续按“2”号键,选择“CURUE MEAS,ISO”,即ISO标准测量,并进入下个界面 检测并分析数据中。。。 3s后得出检测结果 选择7号键“CURUE”,即可查看本次测量的真空脉动曲线; 分析数据后,将设备连接至下一个杯组,选择“REPEAT
光泽度仪操作指南
使用说明书
简介 便携式光泽度仪又称为便携式光泽度测试仪、便携式光泽度测量仪、便携式光泽度计,便携式油漆亮度仪、便携式光泽度仪价格、便携式光泽度仪厂家、便携式油漆光泽度仪、便携式光泽度检测仪器、便携式光泽度测量仪、便携式三角度光泽度仪、光泽机、测光器测光仪、光泽度测量仪, 光泽度测定仪、光泽度测试仪、光泽度检测仪、光泽度试验仪和光洁度测量仪是测量物体表面光泽度的专用仪器。广泛用于化工原料、涂料制造、航天工业、汽车工业、船舶工业、电子行业、电器行业、IT通信等配套的专用测量仪器。(光泽度仪器单位2号“GU”)。213光泽计在便携式光泽计中是213切换到镜面213模式使仪器广泛的应用。 光泽度计的测量原理,光源G发射一束光经过透镜L1到达被测面P,被测面P将光反射到透镜L2,透镜L2将光束会聚到位于光栏B处的光电池,光电池进行光电转换后将电信号送往处理电路进行处理,然后仪器显示测量结果。光泽度的单位,根据JIS的规定,光泽度的单位为%或者数字即可。此外,记录时,原则上应明确测定角度测定仪器厂家名型号。
一.简介: OU4200光泽度检测仪是新开发的全智能机型,其技术参数完全符合国家标准GB9754-88, GB9966.5和国际标准ISO2813。本产品适用于油漆、涂料、油墨、塑料、石材、纸张、瓷砖、搪瓷等平面制品光泽度的测量。 二.仪器特点: 1. 超小型的设计可以放在口袋里,更便于携带,是目前国内体 积最小,重量最轻的光泽度仪。 2. 超省电的设计,使用一节5号电池(充电电池或者碱性电池均 可),便可操作。大约可以测量十万个数据。 3. 自动定标,一键测量,使用更加简单,方便。 4. 自动跳转量程(0~99.9 100~1000gs)。 5. 10组数据的统计测量,自动计算平均值与偏差值。 6. USB数据传输,即插即用,轻松制作测量报告。 三.主要技术指标: 测量角度60° 测量面积(mm)60°(10x20) 窗口尺寸(mm)14×28 光源D65 统计功能10组数据 数据接口USB即插即用 PC软件My Gloss 2.1 电源 1.5AA 五号电池 电源续航10万组数据 外形尺寸(mm)114×32×64 重量380g 环境温度10℃~~40℃ 环境湿度不大于85%(未结露) 测量范围(GS)60°(0~99.9 100~1000) 重复性(GS)0.2(0~99.9)0.2%(100~2000Gs) 重现性(GS)0.5(0~99.9)0.5%(100~2000Gs) - 1 -
检测平面度的方法介绍
检测平面度的方法介绍
一、平面度的定义 平面度是指基片具有的宏观凹凸高度相对理想平面的偏差。 平面的平面度公差符号、基本表示方法,如图1所示。 图1 二、平面度误差的检测方法 平面度误差是指被测实际表面相对其理想表面的变动量,理想平面的位置应符合最小条件,平面度误差属于形位误差中的形状误差。 平面度误差的测量方法: 直接测量法 间接测量法 利用太友科技数据采集仪连接百分表法 1、直接测量法 通过测量可直接获得平面上各点坐标值或能直接评定平面度误差值的方法。具体如下: 平晶干涉法 测微表测量法 光轴法、液面法等。 1)平晶干涉法 干涉法测量平面度误差,是把平晶放在它所能覆盖的整个被测平面上,用平晶工作面体现理想平面,根据测量时出现的干涉条纹形状和数目,由计算所得的结果作为平面度误差值,如图所示。
该方法只适合测量精研小平面及小光学元件。 2)测微表测量法 用3个可调支承将被测件支撑在标准平板上,用测微仪指示。调整可调支承,用三点法或四点法(对角线法)进行测量。然后用测微仪读出被测表上各点的最大与最小读数差作为平面度误差值的测量结果。该测量方法适用于车间较低精度、中等尺寸的工件。 3)光轴法 光轴法测量平面度误差是利用准直类仪器2、以它的光轴经转向棱镜3扫描的平面作为测量基准,将瞄准靶1放置在实际被测平面4上,按选定的布点,测出各测点相对于该测量基准的偏离量,再经数据处理评定平面误差值。
2、间接测量法 特点:测量精度高,但数据处理麻烦。因被测平面需测若干个截面,而各截面内的偏差值在测量时不是由同一基准产生,故须经复杂的数据后,才能获得各测量截面相对统一基准的坐标值。 适用于中大平面的测量。 测量方法:水平仪法、自准仪法、互检法 1)水平仪法 原理:以自然水平面作为测量基础。测量时,先把被测表面调到基本水平,然后把水平仪放在桥板上,再把桥板置于被测表面上,按照一定的布线逐渐测量,同时记录各测点的读数,根据测得的读数通过数据处理,即可得平面度误差值。 分类:依布线方法不同又分为水平面法和对角线法。 2)水平面法 采用网格布点,基准平面为过被测表面上的某给定点且与水平面平行的几何平面:测量时应采用同一桥板,各测点的同一坐标值用累积法求得,计算比较简单。测量时选择不同的起始点和不同的测量线,其数据处理的方法、结果不同。存在一个最佳结果。 3)对角线法 采用对角线布点。 过渡基准平面是:过被测表面的一条对角线,且平行于被测表面的另一条对角线的平面。测量时常须用三块长度不同的板桥。数据处理较麻烦。 4)自准仪法
连杆平行度测量仪设计
本科毕业设计(论文)通过答辩 摘要 连杆是汽车发动机的主要传力构件之一,常处于高速运动状态,因此要求与其它零件间具有较高的配合精度。因而连杆检测成了生产中频繁而又不可缺少的环节。连杆平行度测量仪是专门为检测汽车连杆而设计的专用测量工具,其结构简单、测量精度高。本设计是由机械系统设计和控制系统的设计所组成。包括齿轮传动的设计及选择,滚珠丝杠的设计及选择,步进电机的选择和装置中机械系统的设计,有关测试系统的控制设计及选择。我的设计内容主要是机械部分的设计。 关键词:连杆平行度检测
本科毕业设计(论文)通过答辩 Abstract The connecting rod is one of motor car engine main power transmission components, often being at the high speed state of motion, therefore, which requests the higher grade of fit with other components. Thus the connecting rod is examined in the production to be frequent and the also essential link. The connecting rod parallelism measuring instrument is specially for examines for measuring tool which the automobile connecting rod design, its structure is simple, the measuring accuracy is high. This design is composed by the mechanical system design and the control system design, which includes the gear drive design and the choice, the ball bearing guide screw design and chooses, motor machine choice and installment mechanical system design, relating test system control design and choice. My design content mainly focuses on the machine part design. Key words:Connecting rod parallelism examination
真空度测试仪使用说明书原理
GH-6101 真空度测试仪 使用说明书 中国江苏 扬州国亨电气有限公司
一、概述 真空断路器是电力系统中普遍使用的高压电器,其核心部件是真空灭弧室,由于灭弧室是以真空条件作为工作基础的,所以它不象油开关六氟化硫开关那样容易检测其介质量。传统上,真空断路器用户判断灭弧室真空度的方法是工频耐压法,这种方法只能粗略判断真空度严重劣化的灭弧室。 GH-6101 真空度测试仪是真空灭弧室的真空度鉴定设备,它以磁控放电为原理,以单片计算机为主控单元,测试过程实现全自动化。该仪器的采样设计一改以往采用峰值做标定的方法,而采用离子电荷来做标定,这样,有效地抑制了测试过程中瞬态电源的干扰,使测试稳定可靠。由于采用计算机为主控单元,该仪器能很方便地扣除由于环境因素产生的漏电电流。本仪器最突出的特点是:实现了真空灭弧室的免拆卸测量,直接显示真空度数值,使真空断路器用户详细掌握灭弧室的真空状态,为有计划地更换灭弧室提供了可靠的依据,为电网的安全运行提供了有力保障,克服了工频耐压法仅能判断灭弧室是否报废的缺陷。 本仪器测量精度高,操作简单,携带方便,抗干扰能力强,特别适用于供电单位现场测试,是真空断路器生产、安装、调试、维修的必备仪器之一。 二、测试原理 将灭弧室两触头拉开一定的开距,施加脉冲高压,将电磁线圈绕于灭弧室外侧,向线圈通以大电流,从而在灭弧室内产生与高压同步的脉冲磁场,这样在脉冲磁场的作用下,灭弧室中的电子作螺旋运动,并与残余气体分子发生碰撞电离,所产生的离子电流与残余气体密度即真空近似成比例关系。对于直径不同的真空管,同等真空度条件下,离子电流的大小也不相同,当测知离子电流后,通过离子电流──真空度曲线,由计算机自动完成真空度的计算,显示真空度值。
真空表的读数表示什么
在正常情况下,指针直接位于压力真空计的上方,这意味着压力为0(实际压力为1个大气压);当压力表指针顺时针旋转时,表示压力高于大气压,较高的部分取决于仪表的读数。当压力表指针逆时针旋转时,表明压力低于大气压,并且出现负压(真空)。真空度的大小是压力表的读数。这种压力表在市场上很少见,是一种可以测量系统压力和真空度的仪器,因此被称为“压力真空表”。 真空计分为压力真空计和真空压力计。真空压力表:一种基于大气压的仪器,用于测量小于大气压的压力。压力真空计:一种用于基于大气压测量大于或小于大气压的仪器。有两种表达压力的方法:一种是绝对真空表达的压力,称为绝对压力;另一种是绝对真空表达的压力。另一个是以大气压力为基准表示的压力,称为相对压力。由于大多数压力测量仪器测量的压力是相对压力,因此该相对压力也称为表压。当绝对压力小于大气压时,可以用该值表示容器中的绝对压力小于一个大气压。称为“真空度”。它们之间的关系如下:绝对压力=大气压+相对压力;真空度=大气压-绝对压力;中国的法定压力单位为Pa(N /㎡),简称为Pascal。由于该单位太小,通常用作其10 6单位MPa。 真空压力表是一种常用的测量压力表,在许多领域都有一定的应用。真空压力表的使用中应注意的事项,例如真空压力表的测量范围,真空压力表的使用温度等。
1.使用真空压力表时,环境温度为-40?70℃,相对湿度不超过80%。如果偏离正常使用温度20℃,则必须将其包括在附加温度误差中。 2.使用真空压力表时,必须垂直安装,并力争与测量点保持同一水平。如果差异太大并且包含在液柱引起的附加误差中,则在测量气体时就不必考虑这一点。安装时,请堵塞表壳背面的防爆口,以免影响防爆性能。 3.正常使用的真空压力表的量程:不超过静态压力下的测量上限的3/4和波动下的测量上限的2/3。在上述两种压力条件下,大型压力表的最小测量值不得低于下限的1/3,并且在测量真空度时应使用所有真空部分。 4.使用真空压力表时,如果真空压力表的指针出现故障或内部零件松动,不能正常工作等,应进行大修或联系制造商进行维护。 5.使用真空压力表时,请避免振动和碰撞,以免造成损坏。
2平面度误差测量的实验报告
平面度误差测量的实验报告 一实验内容及目的: 1.学会用千分表测量一个平面的平 面度 2..学会千分表的使用 二实验仪器: 千分表:测量范围0—1mm. 最小 分度值0.001mm 0级大平板 三实验原理: 千分表是利用齿条齿轮传动,将 测杆的直线位移变为指针的角位移的计量器具。主要用于工件尺寸和形位误差的测量,或用作某些测量装置的测量元件。 一.使用前检查 1.检查相互作用:轻轻移动测杆,测 杆移动要灵活,指针与表盘应无摩 擦,表盘无晃动,测杆、指针无卡阻 或跳动。 2.检查测头:测头应为光洁圆弧面。 3.检查稳定性:轻轻拨动几次测头, 松开后指针均应回到原位。 二. 读数方法 读数时眼睛要垂直于表针,防止偏视造成读数误差。 小指针指示整数部分,大指针指示小数部分,将其相加即得测量数据。 三. 正确使用 1.将表固定在表座或表架上,稳定可靠。装夹指示表时,夹紧力不能过大, 以免套筒变形卡住测杆。 2.调整表的测杆轴线垂直于被测平面,对圆柱形工件,测杆的轴线要垂直于 工件的轴线,否则会产生很大的误差并损坏指示表。 3.测量前调零位。绝对测量用平板做零位基准,比较测量用对比物(量块)
做零位基准。 调零位时,先使测头与基准面接触,压测头使大指针旋转大于一圈,转动刻度盘使0线与大指针对齐,然后把测杆上端提起1-2mm再放手使其落下,反复2-3次后检查指针是否仍与0线对齐,如不齐则重调。 4.测量时,用手轻轻抬起测杆,将工件放入测头下测量,不可把工件强行推 入测头下。显著凹凸的工件不用指示表测量。 5.不要使测量杆突然撞落到工件上,也不可强烈震动、敲打指示表。 6.测量时注意表的测量范围,不要使测头位移超出量程,以免过度伸长弹簧, 损坏指示表。 7.不使测头测杆做过多无效的运动,否则会加快零件磨损,使表失去应有精 度。 8.当测杆移动发生阻滞时,不可强力推压测头,须送计量室处理。 四实验数据记录及处理
具有3种工作模式的智能型连杆检测仪
具有3种王作模式的智麓型连杆检测仪 熊良山 擒要:分劈一辞巽有正常嫒瓣、反南捡潮静女我检测3释I诈模式的智能型遵轩检测设,谊仪嚣能对各种型号的发动机连杆进行离精度的奎'胬捡洲,并能借助连杆标准件等,通过优化计算方法和误墓分高技末对自鸯结捷参数进行嚣定、姥药最麓进行自辁。 关键词:连秆;几何精度;检测;智能;发动机 Abstract:Thisessaygivesadescfiptionofanintelligentprec;sioninstfumenlformeasu“ngeon’fods.Theinstrumenth8s3ope}ationmodels:normalmtasurement,feversemeasurementandseIf—measurement,Itcanbeusedtomeasurevari,ousaspeetsofcon’rodsofavarietyoftypeswithhigbpr。c呈s主。a. Wi{has掘nd8fdeon’fodan蘸as£andardring,itcanmeasureitsownstructuralparame【ersanderrorsbymeansofoptimizatjonanderrordeterminationtechnologyrespectively.Keyw静rds:con’∞d;measufe;geometr-cpfe~ctsion:£ntel王igen};船。幻。 中图分类号:TH133.5 文献标识码:B 文耄编号:lO娃一2257(200∞03—005。一03 1特点和用途 连杆是发动机的关键部件之一。其几何精度的梭溅是连耪霸发动撬簿重要生产璎蕊。 具有3种工作模式的智能型连杼检测仪是袋检测技术、计算机技术、最新优化技术、误差分离技术和机电控制技术于一体的高技术产品。它具有正常稔灏、反岛检测秘鑫我检测3静王痒模式。既毙对足寸桎鞍宽范围斑登记豹各斡型号连秆的多项参数进行高精度、自动化的全面检测,具有较强的通用健;又能借助连杆标准件对仪器自身的结构参数和结拘裴麟嚣霸l§辨12一10 ?j0?误差避行厦蠢检溺鞠爨我氇镬l,对已测连丰手数据进行各种统计分析以措肆难产,具有一嫩的智能性。同时,它操作方便、安全可靠。因此,它特别适合于连杆生产厂蒙或发动机生产厂家对连杆迸荦予生产检测、终橡转验收程曩量缝}}分辑。 2组成与各部分作用 整个检测仪由测量台、电器柜、计算机和连杆标准伴缀成,如图l所示。其中,测量台壤连杼定整傈 甘算机”荔飘j先橱杖Il铡微仪J l+热;l驱动电潭l、/ }测董台圈=囊 q||}稳压电镡I 图】梭测仪组成 护套、兜紧机构、两个测头(包括位移传递杠杆、传感器、收张钒擒、孔径调整挠翅等)、测头疆魂橇掏(步连电机、墼桎探母副、垂矗移交导鞔割爱萁闻陈调整机构等)和两测头中心鞭调整机构(手轮、光栅尺、导轨副)等组成,用于装爽被测连杆+得到被测连杆的原始数撼。电器挺内安装有光栅仪、测微彼、羽《头骓囊电藩等,爝手变换赘爨数据意驱蘸潮爨蠹鑫豹秘头。计算机的作用主要体现在4个方酾。 a。通过电器柜控制测头上下移动茅【|收张(防止测头移动过程中触头划伤工件表面,减少触头磨损),完藏溅量过程,势将测量过程黻动蕊形式显示在屏幕』二。 b,当检测仪处于豇三常工作模式时,浪过电器柜对传感器测出的连杆数据进行采样,经计算处理后,得到并辕出测量结果;警捡测仪处于度起检测和鑫我檀澍蠛或时,鬏据事巍赣A静连抒酶踵季孛靛寿美数据和实际测量的数耀,计算出检测仪本身的结构参数和结构误差。 c.润整检测仪时,与电器柜的测微仪一起,显示测量鸯滔整蓐斡考美位置参数,帮秘王捧夫虽1謦 《机槭与啦于》2∞O(3) 万方数据
断路器真空度测试仪
FSK8漏电断路器测试仪 一、产品概述 FS-K系列高压开关机械动特性测试仪适用于国内外生产的所有型号的SF6开关、GIS 组合电器、真空开关、油开关的机械特性试验。具有超强的抗干扰能力,在500KV变电站旁路母线带电的情况下,也能轻松试验,精确测量。 FS-K系列高压开关机械特性测试仪是依据最新的《高压交流断路器》GB1984-2003为设计蓝本,参照中华人民共和国电力行业标准《高电压测试设备通用技术条件》第3部分,DL/T846.3-2004为设计依据,为进行各类断路器动态分析提供了方便,能够准确地测量出各种电压等级的少油、多油、真空、六氟化硫等高压断路器的机械动特性参数。高压断路器在电力系统中担负着控制和保护的双重任务,其性能的优劣直接关系到电力系统的安全运行。机械特性参数是判断断路器性能的重要参数之一。 二、性能特点 1、性能 时间:12个断口的固有分、合闸时间,同相同期、相间同期。 重合闸:每断口的合-分,分-合,分-合-分过程时间:一分时间、一合时间、二合时间、金短时间、无电流时间值。 弹跳:每断口的合闸弹跳时间,弹跳次数,弹跳过程,弹跳波形;每断口的分闸反弹幅
值。 速度:刚分、刚合速度,最大速度,时间-行程特性曲线。 行程:总行程,开距,超行程,过冲行程,反弹幅值。 电流:分、合闸线圈的分、合闸电流值、电流波形图。 动作电压:机内提供DC30~250V/20A数字可调断路器动作电源,自动完成断路器的低电压动作试验,测量断路器的动作电压值。 2、特点 适用于国内外生产的所有型号的SF6开关、GIS组合电器、真空开关、油开关的机械特性试验。 超强的抗干扰能力,在500KV变电站旁路母线带电的情况下,也能轻松试验,精确测量。 通用式测速传感器,直线直线传感器,旋转传感器,安装极为方便、简捷。 开关动作一次,得到开关机械特性试验所有数据及相应的波形图谱。 主机可存储现场试验数据,机内实时时钟,便于存档保存试验日期、时间。 主机大屏幕、宽温度、直透视、背景光液晶、全中文显示所有数据及图谱,液晶对比度电子调节、断电记忆。 中文菜单操作,使用方便。仪器内置打印机,随时快速打印所有数据及图谱。 仪器配有USB接口及数据分析管理软件,可与PC机联机操作,试验结果直接存入U 盘,也可输出到各类针式、激光或喷墨打印机打印试验报告,使现场试验计算机化。。 三、产品技术参数 1. 使用环境 输入电源 220V±10% 50Hz±10% 大气压力 86~106kpa 温度-10~40℃湿度≦80%RH 2. 安全性能 绝缘电阻>2MΩ 介电强度电源对机壳工频1.5KV耐压1分钟,无闪络与飞弧。 3. 基本参数 a)时间:量程 4000.0ms+6000ms 分辩率0.1ms
光泽度仪WG60
光泽度仪WG60 光泽度仪WG60是按照国家检定规程JJG 696标准生产的仪器,均采用长寿命光源,重复性好、体积小、精度高、稳定性好。主要适用于涂料、油墨、烤漆、涂料、木制品、大理石、花岗岩、玻化抛光砖、陶瓷砖、塑料、纸张等非金属材料的表面镜向光泽度测量。 光泽度仪WG60产品优点如下所示: 1.优美的外观造型与符合人力力学的结构设计完美结合; 2.标准60°几何光学结构,符合CIE,ISO,ASTM,DIN相关标准,准确性无可比拟; 3.超大电容触摸屏纯屏设计界面,友好的操作界面,非凡的操作体验; 4.两种标准观察者角度,多种光源模式,多种表色系,符合多种标准的色度指标,满足各种客户对颜色测量的需求; 5.大容量存储空间,可存储500条以上测试数据; 6.PC端软件有功能强大的功能扩展; 7.较高硬件配置,融入多项创新技术; 8.超大积分球,更有效的匀化光线,使测量的数据更精确; 9.60°屏幕倾斜角度,更符合人眼观测习惯。 光泽度仪WG60的技术参数如下 产品:光泽度仪 型号:WG60 量程:0-200Gu 测量范围:适用于涂料、油墨、烤漆、涂料、木制品、大理石、花岗岩、玻化抛光砖、陶瓷砖、塑料、纸张等等非金属材料的表面镜向光泽度测量。 尺寸:122x34x60mm 投射角度:60°
测量光斑:(椭圆: 长轴*短轴) 8mm X 4mm 测量模式:自动测量、手动测量、单次测量、平均测量,并能实现交叉设置进行测量,提供多种组合的测量模式。 数据存储:100 组.可将已存储的任意数据设置为标样,自定义容差范围 语言:中文/English 输出:可连接微型打印机,实现测量数据的实时输出 分度值:0.1Gu 重复性:0.2Gu 重现性:0.4Gu 示值误差:1.0Gu 国际标准:60°ISO-2813、ASTM-C584、ASTM-D523、DIN-67530、ASTM-D2457、JND-A60、JND-P60 国内标准:60°GB 9754、GB 9966、GB 8807 标准附件:电源适配器、说明书、保修卡合格证、校准版 选购配件:微型打印机
真空开关真空度测试仪使用说明
真空开关真空度测试仪
目录 一、概述 (2) 二、主要特点 (3) 三、性能指标 (3) 四、测试原理 (3) 五.仪器的工作原理 (4) 六、仪器面板说明 (6) 七、使用方法 (7) 八、注意事项 (10) 九、装箱清单 (11) 十、质保证书 (11) 附录A:真空断路器出厂时灭孤室真空度下限值 附录B:真空断路器运行中灭孤室真空度下限值
一、概述 随着中压开关无油化浪潮的兴起,真空开关以其独特的优点得到了广泛的推广和应用。这些年来,由于生产工艺和现场使用环境方面的原因,有些真空开关在运行过程中其真空灭弧室会有不同程度的泄漏,有的在正常寿命范围内就可能泄漏到无法正常开断的地步。在这种情况下进行开断就会出现不能正常开断的现象而造成严重的后果。国内真空开关事故大多是由此原因引起。所以加强定期或不定期检测真空开关真空度成了十分重要的环节。 传统的检测方法是“耐压法”,即真空开关处于开断状态下,在动静触头之间施加一定的电压,检测其泄漏电流的大小,由此推断真空管的好坏。这种方法的优点是:操作简单;缺点是:只能定性地检测真空管的好坏;而且真空度在10-4~10-1Pa之间无法准确分辨,所以无法判断泄漏的发展趋势(即同一个真空开关和上次相比有多大程度的泄漏)。 华中科技大学从九十年代初开始研究真空开关灭弧室真空度现场的定量检测,经过近十年的努力,于一九九九年获得专利,并实现了现场不拆卸定量测量。有了定量测量的手段,不仅可以测量真空开关真空度是否在正常范围内,同时更重要的是,对某些泄漏速度较快的真空开关,通过历年测量结果相比较,可以大致推断它的寿命,真正起到预防意外事故发生的目的。 真空开关真空度测试仪产品结构紧凑,机型轻便小巧,测试时间更短,测量可靠性、稳定性、精度更高,功能更加完善。
光泽度仪产品说明书2016最新版
深圳市林上科技有限公司光泽度仪 产品说明书
仪器使用须知 感谢您选择使用LS192光泽度仪,为了您能更好的使用本产品,请您先认真阅读本说明书。 ?本说明书所述“光泽度仪”是指镜向光泽度仪或镜面光泽度 仪,也称“光泽度计”或“光泽计” ?本说明书所述“标准板”是指与仪器配套的,用于仪器校准 的工作标准器件 ?仪器工作温度为10℃ - 40℃,相对湿度应小于85%,且不 产生凝露 ?仪器存储温度为-10℃ - 60℃,应避开热源、腐蚀物,存储 在干燥处 ?本仪器使用应避开强电磁干扰 ?仪器保修期为一年,凡保修期内用户正常使用而出现的故障, 公司负责免费维修。凡不当使用或随意拆卸仪器导致故障, 请用户自行负责
一、仪器简介 LS192光泽度仪符合标准: ISO2813,ISO7668,ASTM D523,ASTM D2457,DIN 67530,GB/T9754, GB/T13891,GB/T7706, GB/T8807 仪器各项指标均达到国家JJG 696-2002《镜向光泽度计和光泽度板》计量检定规程中一级工作机的要求。 表一光泽度计的计量性能 LS192光泽度仪特点: ●仪器实时测量,即放即测,无需按键,实时显示测量数据 ●智能统计功能,测量次数、最大值、最小值、平均值、标 准差值在显示界面直接显示 ●仪器具有环境温度补偿功能,数值稳定,允许长周期校准 ●仪器支持USB传输,专用操作软件,可与电脑联机操作并 完成测试报告 ●航空铝材外壳及底座,超好质感;小型设计,便于携带 ●内置可充电锂电池,仪器超低功耗
LS192光泽度仪广泛应用于: 油漆涂料、装潢材料、建筑材料、塑胶材料、陶瓷制品、石材制品、竹木制品、皮革制品、薄膜纸张、印刷油墨、汽车养护、成型模具、金属镀层等众多领域的材料和制品表面的光泽测量。 二、仪器结构
真空度测试仪
FS20ZK真空度测试仪
前言 一、感谢您使用本公司的产品,您因此获得本公司全面的技术支持和服务。 二、本产品说明书适用于FS20ZK真空度测试仪。 三、在使用本产品之前,请您仔细阅读产品说明书,并妥善保管以备查阅。 四、本产品为高压电气设备测试仪器,使用时请按产品说明书要求步骤操作,并严 格遵守国家相关规定。若使用不当,可能危及设备和人身安全。 五、在阅读产品说明书或使用仪器的过程中如有疑虑,可与本公司联系。
目录 一.概述 .................................................................................................................................... - 1 -二.主要特点 ............................................................................................................................ - 1 -三.技术参数 ............................................................................................................................ - 1 -四.测试原理 ............................................................................................................................ - 2 -五.仪器面板说明 .................................................................................................................... - 4 -六.使用方法 ............................................................................................................................ - 4 -七.注意事项 ............................................................................................................................ - 6 -八.装箱清单 ............................................................................................................................ - 7 -九.运输及保存 ........................................................................................................................ - 7 -十.质量保证 ............................................................................................................................ - 7 -附录1:3.6~40.5kV户内交流高压真空断路器标准 ........................................................... - 8 -附录2:10~35kV户内高压真空断路器订货技术条件 ..................................................... - 10 -附录3 华胜公司产品和技术 ....................................................................错误!未定义书签。
平面度等误差检测
平面度误差检测 一、中小型零件 1、检测工具:平面平晶 2、检测方法:(1)对量块工作面、千分尺测蛅平面等高精度的小平面工件,一般多用平面平晶以光波干涉原理测量平面度;(2)测量时,将平面平晶贴在被测表面上,并稍加压力,当干涉条纹的数目为最少时,方可进行读数;(3)被测平面的平面度误差为封闭的干涉条纹数乘以光波波长λ的一半,即f=n*0.5λ;(4)对不封闭的干涉条纹,平面度误差为条纹的弯曲度与相邻两条纹间距之比乘以光波波长λ的一半,即f=0.5λ*a/b;(5)当干涉条纹为直线时,则说明被测表面是平整的。注:比值a/b是靠目力估计的,其中:a:干涉带变曲度,b:干涉带宽度 轴类零件圆度误差的检测 1、两点法对圆度误差的检测 (1)检测工具:检验平板、指示表、表架、支承。 (2)检测方法:a被测零件轴线应垂直于测量截面,同时固定轴向位置; B在被测件回转一周过程中,指示表读数的最大差值的一半为单个截面的圆度误差; C按上述方法,测量若干个截面,取其最大的误差值,为该零件的圆度误差; D转动时,可以转动被测零件,也可以转动量具。f=0.5(M max-M min) 2、三点法测量圆度误差 (1)检测工具:V形块(90°、120°;72°、108°)或鞍形块、检验平板、指示表、表架 (2)检测方法:适用于测量内外表面的奇数棱形状误差 A、将被测零件放在V形块上,使其轴线垂直于测量截面、同时固定轴向位置; B、在被测件回转一周过程中,指示表读数的最大差值的一半为单个截面的圆度误差; C、按上述方法,测量若干个截面,取其最大的误差值,为该零件的圆度误差; D、此法测量结果的可靠性,取决于截面形状误差和V形块夹角的综合效果,通常用α=90°和120°或72°和108°两块V形块,分别测量;f=0.5(M max-M min) 轴类零件圆柱度误差的检测计算 一、三点法测量
连杆类零件
4.连杆类零件 4.1 两孔连杆 连杆组件见图2-22,连杆上盖见图2-23,连杆体见2-24。 (1)零件图样分析 1)该连杆为整体模锻成形。在加工中先将连杆切开,再重新组装,镗削大头孔。其外形可不再加工。 2)连杆大头孔圆柱度公差为0.005mm。 3)连杆大、小头孔平行度公差为0.06mm/100mm。 4)连杆大头孔两侧面对大头孔中心线的垂直度公差为0.1mm/100mm。 5)连杆体分割面、连杆上盖分割面对连杆螺钉孔的垂直度公差为0.25mm/100mm。 6)连杆体分割面、连杆上盖分割面对大头孔轴线位置度公差为0.125mm。 7)连杆体、连杆上盖对大头孔中心线的对称度公差度为0.25mm。 8)材料45钢。 (2)连杆机械加工工艺过程卡(见表2-55) 技术要求 ° 1.锻造拔模斜度7 2.在连杆的全部表面上不得有裂纹、发裂、夹层、结疤、凹痕、飞边、氧化皮及锈蚀 等现象 3.连杆上不得有因金属未充满锻模而产生的缺陷,连杆上不得焊补修整 4.在指定处检验硬度,硬度为226~278HRB 5.连杆纵向剖面上宏观组织的纤维方向应沿着连杆中心线并与连杆外轮廓相符,五弯 曲及断裂现象 6.连杆成品的金相显微组织应均匀的细晶粒结构,不允许有片状铁素体 7.锻件须经喷丸处理 8.材料45钢 图2-22 连杆组件 图2-23 连杆上盖 图2-24 连杆体
(3)工艺分析 1)连杆毛坯为模锻件,外形不需要加工,但划线时需要照顾毛坯尺寸,保证加工余量。 如果单件生产,也可采用自由锻造毛坯,但对连杆外形要进行加工。 2)该工艺过程适用于小批连杆的生产加工。 3)铣连杆两大平面时应多翻转几次,以消除平面翘曲。 4)工序7、8磨加工,也可改为精铣。 5)单件加工连杆螺钉孔可采用钻、扩、铰方法。 6)锪连杆螺钉孔平面时,采用粗、精加工分开,以保证精度。必要时可刮研。 7)连杆大头孔圆柱度的检验。用量缸表在大头孔内分三个断面测量其内径,每个断面测量两个方向,三个断面测量的最大值与最小值之差的一半即为圆柱度。