OTC机器人编程
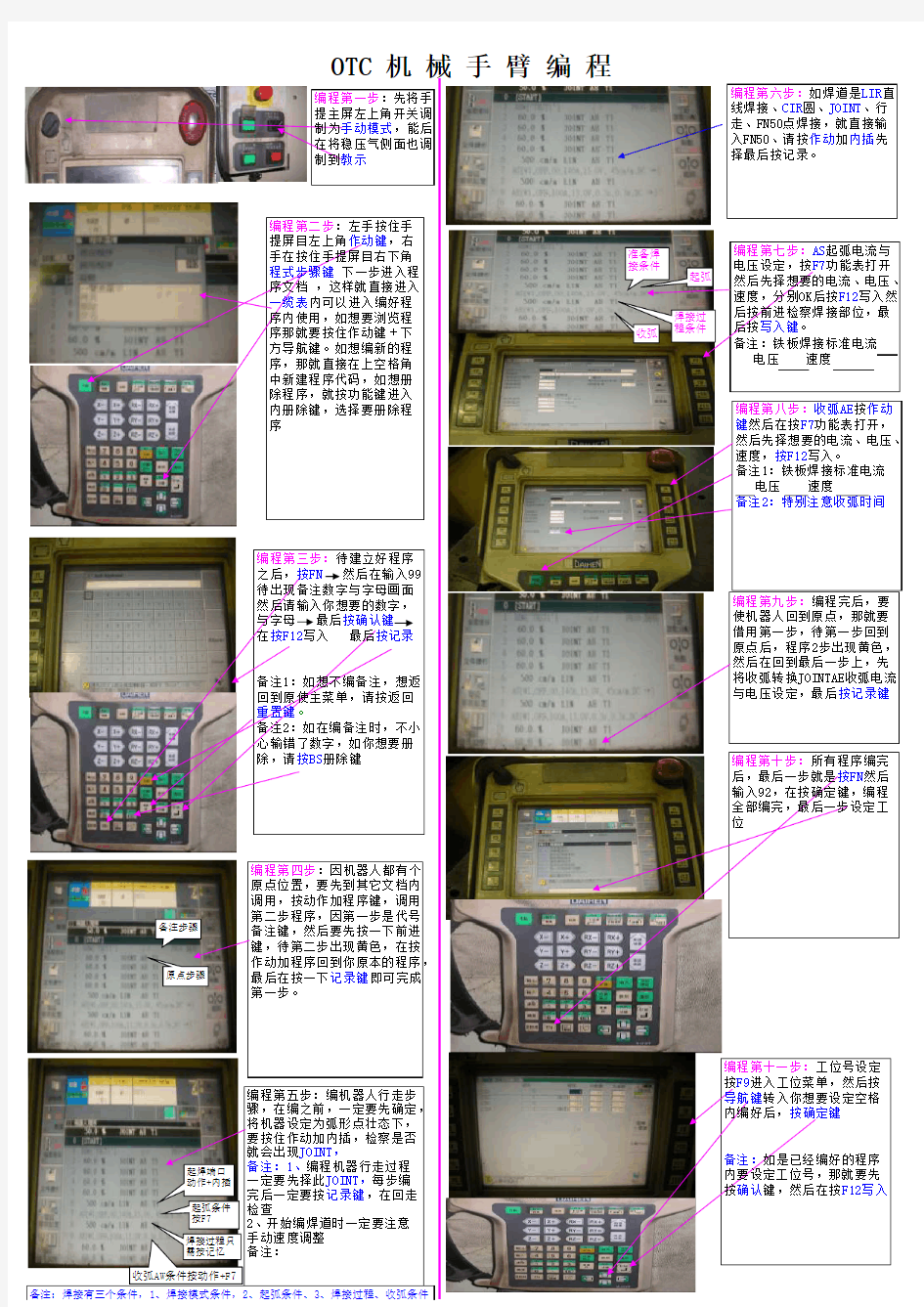

OTC 机 械 手 臂 编 程编程第一步:先将手提主屏左上角开关调制为手动模式,能后在将稳压气侧面也调制到教示编程第二步:左手按住手
提屏目左上角作动键,右
手在按住手提屏目右下角
程式步骤键下一步进入程序文档,这样就直接进入
一缆表内可以进入编好程
序内使用,如想要浏览程
序那就要按住作动键+下
方导航键。如想编新的程
序,那就直接在上空格角
中新建程序代码,如想册
除程序,就按功能键进入
内册除键,选择要册除程
序编程第三步:待建立好程序
之后,按FN 然后在输入99
待出现备注数字与字母画面
然后请输入你想要的数字,
与字母最后按确认键
在按F12写入最后按记录
备注1:如想不编备注,想返
回到原使主菜单,请按返回
重置键。
备注2:如在编备注时,不小
心输错了数字,如你想要册
除,请按BS 册除键编程第四步:因机器人都有个原点位置,要先到其它文档内调用,按动作加程序键,调用第二步程序,因第一步是代号备注键,然后要先按一下前进键,待第二步出现黄色,在按作动加程序回到你原本的程序,
最后在按一下记录键即可完成
第一步。
原点步骤备注步骤
编程第五步:编机器人行走步骤,在编之前,一定要先确定,将机器设定为弧形点壮态下,要按住作动加内插,检察是否就会出现JOINT ,备注:1、编程机器行走过程一定要先择此JOINT ,每步编完后一定要按记录键,在回走检查2、开始编焊道时一定要注意手动速度调整备注:编程第六步:如焊道是LIR 直线焊接、CIR 圆、JOINT 、行走、FN50点焊接,就直接输入FN50、请按作动加内插先择最后按记录。
编程第七步:AS 起弧电流与电压设定,按F7功能表打开然后先择想要的电流、电压、速度,分别OK 后按F12写入然后按前进检察焊接部位,最后按写入键。备注:铁板焊接标准电流电压速度编程第八步:收弧AE 按作动键然后在按F7功能表打开,然后先择想要的电流、电压、
速度,按F12写入。
备注1:铁板焊接标准电流
电压速度
备注2:特别注意收弧时间
编程第九步:编程完后,要使机器人回到原点,那就要借用第一步,待第一步回到原点后,程序2步出现黄色,然后在回到最后一步上,先将收弧转换JOINTAE 收弧电流与电压设定,最后按记录键编程第十步:所有程序编完后,最后一步就是按FN 然后
输入92,在按确定键,编程
全部编完,最后一步设定工
位
编程第十一步:工位号设定按F9进入工位菜单,然后按导航键转入你想要设定空格内编好后,按确定键备注:如是已经编好的程序内要设定工位号,那就要先按确认键,然后在按F12写入
起焊端口动作+内插起弧条件按F7焊接过程只收弧AW 条件按动作+F7备注:焊接有三个条件,1、焊接模式条件,2、起弧条件、3、焊接过程、收弧条件准备焊接条件焊接过程条件起弧收弧
选中要修正位置,待需修正部位出现黄色 然后按编程 最后按作动键加修正健2、编程过程中,如想让机器转动适当位置,方式如下:
直接按图上的机器人、工具、轴座标转换键即可3、编程时,如想试看焊接效果方法如下:
直接按F2键 然后观看屏目图标有火模式与无火模式,有火模试代标可接焊,无法模试
代表无焊机器试运行空跑4、编程时,如打一个个设置键,但又不想用,操作如下:
直接按重设键即可,从设键也就是返回键1、按复位键 2、在屏幕底空格内输入314 3、按三下确定键待屏幕左边框F5键变成正常灰色状态
4、按F5键进入选项键
5、用导航键选择第四项特性数据设定
6、按确定进入焊线选项画面
7、导航选项
1、如制程中,OTC焊接有偏位,要检行修改,操作如图:
5、焊线选项操作方式
备注:焊接有三个条件,1、焊接模式条件,2、起弧条件、3、焊接过程、收弧条件
作动键
位置修
编程轴键
机器人、工具、轴
手动速度
机器人、工具、轴座标转换信号,
F2键
打火模式图片
F2键
无打火模式图片
重置键
如何变成黄色:将连续模
式转换成单步行走模式
片