茶饮料类生产工艺流程图
茶饮料类生产工艺流程图
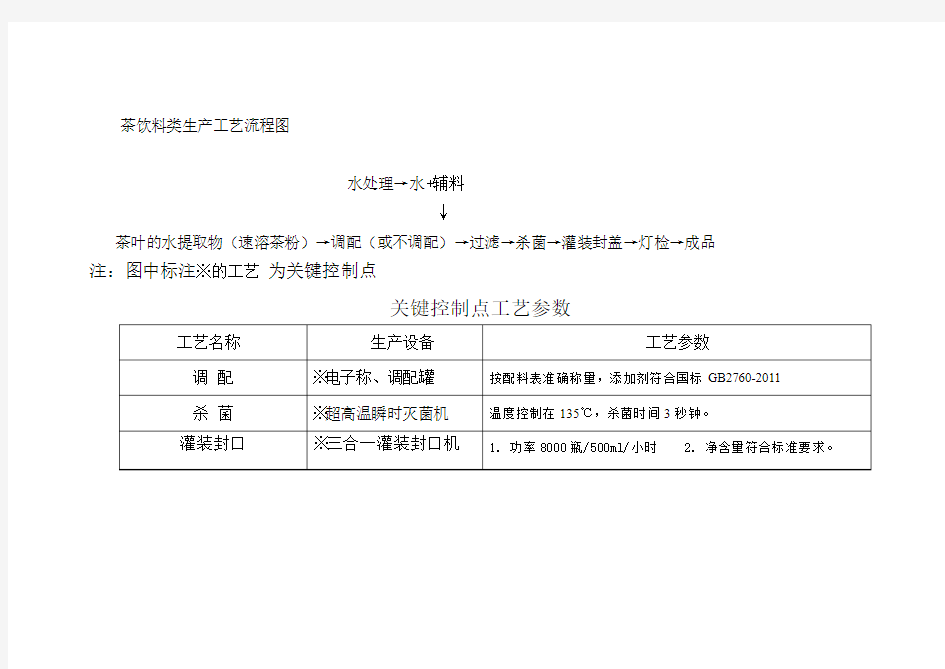
水处理→水+辅料
↓
茶叶的水提取物(速溶茶粉)→调配(或不调配)→过滤→杀菌→灌装封盖→灯检→成品
注:图中标注※的工艺为关键控制点
关键控制点工艺参数
工艺名称生产设备工艺参数
调配※电子称、调配罐按配料表准确称量,添加剂符合国标GB2760-2011
杀菌※超高温瞬时灭菌机温度控制在135℃,杀菌时间3秒钟。
灌装封口※三合一灌装封口机 1. 功率8000瓶/500ml/小时 2. 净含量符合标准要求。
糖水荔枝罐头工艺规程
糖水荔枝罐头工艺规程 一,技术要求 (一),感官指标 1,色泽:果肉为白色至微红色,果尖允许带有轻微的黄褐色;果核室内壁非木质化组织允许带有红褐色;糖水较透明,允许含有不引起浑浊之少量果肉碎屑。 2,滋味及气味:具有糖水荔枝罐头应有的风味,酸甜适口,无异味。 3,组织及形态:果肉组织软硬适度,保持应有的弹性;整果果型完整,同罐中大小大致均匀,洞口较整齐,不带核屑,允许有轻度的脱膜、裂口和缺口等 (二),物理化学指标 1,净固重:按生产和客人要求,允许公差,但每批平均都不能负公差 2,糖水浓度:开罐时按折光计检测符号客人生产要求 3,PH值3.7-4.1,酸度在0.18-0.22%左右 4,重金属指标:每公斤成品中,锡不超过200mg,,铜不超过1mg,铅不超过2mg (三),微生物指标:无致病菌及因微生物作用所引起的腐败象征。 (四),空罐:按生产客户要求规定的罐型,罐身采用电素铁,底盖采用内二涂 二,辅料要求 1,辅料都要求来源于经国家有关部门批准生产的企业有出厂合格证书的产品。 2,白砂糖:用碳化糖,要求洁白,干燥;纯度99%以上;so2不超过20ppm. 3,柠檬酸:干燥洁净,呈颗粒状结晶,纯度99%以上,无异味。 三,荔枝原料质量标准和验收办法 (一),质量标准 1, 当天采摘,当天进厂; 2,果粒饱满,成熟度八成以上;剥开底部无红肉现象,果表变褐色部分不超过总面积的1/3; 3,果径:乌叶32MM以上占45%以上,其余部分30MM以上 兰竹35 MM以上占60%以上,其余部分32MM以上 4,小果、不饱满果、隔夜果、病虫害果、裂果等不予收购 5,枝叶含量不超过3% (二),验收办法 1,随机取样,按卸车前、中、后取5-8箱/车,如果质量太差可以加倍取样 2,样品枝叶摘开,计算枝叶重量和比例
豆腐生产工艺流程
豆腐生产工艺介绍 一、工艺流程 原料清洗浸泡磨浆煮浆过滤点浆蹲脑摊布浇制整理压榨成品 二、以上工序管制点具体如下: 1、原料:(杂质、颗粒、储存条件); 1.1杂质:符合管制要求 1.2颗粒:颗粒饱满,无霉变,病斑 1.3储存条件:通风、避光、低温、防潮 2、清洗:(时间、用水量、清洗状态); 2.1时间:10分钟 2.2用水量:800斤/桶 2.3清洗状态:清洗干净,无可见杂质 3、浸泡:(时间、水温、PH值); 3.1时间:5小时30分 3.2水温:10-25度 3.3Ph值:6.5-7 4、磨浆:(浆液浓度、浆液细度、磨浆时间); 4.1浆液浓度:375kg浆液/50kg豆子 4.2浆液细度(目数)120目 4.3磨浆时间:25分钟/桶 5、煮浆:(煮浆时间、煮浆温度、消泡剂添加量、浆液量); 5.1煮浆时间:40分钟 5.2煮浆温度:90-95度 5.3消泡剂添加量:120g/锅 5.4浆液量:375 kg /锅 6、过滤:(筛网目数、筛网状态);
6.1筛网目数:100目 6.2筛网状态:筛网完好,无破损,干净卫生,每4小时清洗一 次 7、点浆(浆液温度、浆液PH值、添加剂添加量、静置时间); 7.1浆液温度:70-75度 7.2浆液PH值:6.5-7 7.3添加剂添加量:石膏(2kg/桶);抗氧化剂(0.4kg/桶);卤水 0.55kg/桶; 7.4静置时间:35分钟 8、蹲脑:(蹲脑时间); 8.1蹲脑时间:35分钟 9、摊布:(框子与布之清洁度、摊布状态); 9.1框子与布之清洁度:干净卫生、无酸味杂质 9.2摊布状态:棱角有型、摊布齐全无漏角 10、浇制:(浇制量、浇制状态); 10.1浇制量:各框均匀、一致 10.2浇制状态:质地均匀 11、整理:(整理状态); 11.1整理状态:表面平整,包扎良好 12、压榨:(压榨时间、压榨状态); 12.1压榨时间:30分钟 12.2压榨状态:脱水适中、形状固定坚挺且有弹性 13、成品:(感官状态) 13.1感官状态:成品呈白色或淡黄色;无豆渣、石膏角、不粗不 红、不酸;形态完好 三、石膏水配制要求:(石膏粉:水=1:4.5,水 采用35-40度之温水) 四、锅炉房蒸汽压力:0.5-0.7kg,水压0.1kg
花生酱生产加工工艺
花生酱生产工艺操作规程
花生酱工艺流程图 ▲参数:按照NY/T1067-2006标准验收 设备:花生上料提升机、花生振动筛 ↓ ↓ ▲参数:烘烤温度:180℃-185℃时间:25min ↓设备:花生烤箱 ↓ ↓ ↓ ↓ ↓ ▲参数:粗磨:70-80目 精磨细化:170—220目 ↓设备:花生酱磨酱机、真空搅拌罐、刮壁带电热搅拌罐, 刮板式热交换器 ▲参数:SUS304,φ1.5;Fe φ1.2 设备:金属探测器 ↓
▲参数:符合JJF1070 设备:500g称重式灌装机 ↓ ↓ ↓ 其中:▲原料验收、烘烤、调配磨酱,金探、灌装为关键控制点。 ****有限公司 花生酱加工工艺操作规程 工艺说明: 1. 原料验收:有合格供方提供原料,每批花生在入厂后进行感官检查,后进行水 分、杂质不完善等检验,检验合格后方使用。 2. 烘烤:将合格的花生仁放入花生烤箱进行烤制,设定温度约为180-185℃,时 间约为20-25min.。烘烤后的花生颜色均匀、无焦糊现象。 3. 冷却:烘烤后的花生放入不锈钢冷却箱内进行冷却。 4. 脱皮筛选:冷却后的花生放入脱皮机进行脱皮。 5. 色选仪:花生经过脱皮后先用色选仪色选。 6. 人工拣选:经过色选的花生再进行人工拣选,去除异物、虫蚀粒、霉粒、焦糊 粒、杂质等。 7. 金探:经过挑选的花生经过金探进入下一道工序。 8.调配磨酱:将拣选合格的花生放入磨酱锅进行打磨,进行第一次盐碾磨粗磨,
磨成100目的中等细度,然后加入稳定剂及相关辅料,在搅拌罐里,把花生酱加热至100-110℃混合均匀并高温杀菌。再进行第二次糖碾磨细磨,磨成200目精细爽滑的成品。 9.金探:经过降温的花生酱产品进行检测,每2小时检测一次。 10.灌装:把成品花生酱装入客户指定的包装物中,定量包装. 11.稳定:包装好的成品花生酱转入稳定间,待产品达到最佳稳定状态后,即可装箱. 12.包装:经检验合格的产品加挂标示包装入库。 13.成品检验:每批产品出厂前,应进行出厂检验。出厂检验的内容包括感官、水 分、脂肪、蛋白质、净含量、菌落总数以及标签、标志和包装,检验合格并附合格证后方可出厂。 ******有限公司 花生酱加工工艺关键控制点操作规程 1.原料验收: 对每批花生进行感官检测,观察其表面质量是否有霉变、变异、泛油等现象。每袋任取上、中、下三个样,必要时摊开,查看其外形。核对其品种,并做出水份记录。 2.烘烤: 将花生烤箱预热10min后,将花生投入,设定温度约为180-185℃,烤制时间约为20-25min, 烤制过程中应注意观察其运转情况及花生成熟情况。如发现异常应立即停机。烤制完成后对花生进行感官检查,检查合格后方可进入下道工序。 3.调配磨酱: 将拣选合格的花生放入磨酱锅进行打磨,进行第一次盐碾磨粗磨,磨成100目的中等细度,然后加入稳定剂及相关辅料,在搅拌罐里,把花生酱加热至 100-110℃混合均匀并高温杀菌。再进行第二次糖碾磨细磨,磨成200目精细爽滑
包装机械生产工艺流程图及说明
钣金件工艺 机加工生产加工工艺 钣金车间工艺要求流程 (1)钣金车间可根据图纸剪板下料,在相应位置冲孔和剪角剪边。以前工序完成后进行折弯加工;第一步必须进行调整尺寸定位,经检查后进行下一步折弯工艺。折弯后经检查合格组焊;组焊要求必须在工装和模型具下进行组焊。根据图纸要求焊接深度和点处焊接。焊点高度不得超过设计要求、焊机工艺要求;2mm以下必须用二氧化碳保护焊和氩弧焊接。不锈钢板必须用氩弧焊。焊接件加工成形后进行校整,经检查符合图纸要求后进行下一步打磨拉丝。打磨必须以
量角样板进行打磨,不得有凸出和凹缺。拉丝面光吉度必须按图纸要求进行。 (2)外协碳钢件表面处理喷漆工艺要求:喷沙或氧化面积不得小于总面积的95%,除去沙和氧化液进行表面防锈喷漆和电镀处理。经底部处理后再进行表漆加工,表漆加工必须三次进行完成。喷塑厚度不得小于0.35mm。钣金件经检验合格后进厂入半成品库待装。 (3)入库件摆放要求:小件要求码齐入架存放。大件必须有间隔层,可根据种类整齐存放。 机加件加工流程: (1)机加工件工艺要求;原材料进厂由质检部进行检验,根据国家有关数据进行检测,进厂材料必须检测厚度、硬度、和其本几何尺寸。 (2)下料;根据图纸几何尺寸加其本加工量下料,不得误差太大。 (3)机床加工;根据零件图纸选择基本定位面进行粗加工、精加工,加工几何尺寸保留磨量。 (4)铣床加工;根据零件图纸选择基本刀具装入刀库,在加工过程中注意更换刀库刀具,工件要保整公差。 (5)钳工;机加件加工完成后根要求进行画线钳工制做,在加工过程中必须用中心尖定位。大孔首先打小孔定位再用加工大孔。螺纹加工要在攻丝机进加工,不得有角度偏差。螺纹孔加工后螺栓要保
果酱实施细则
附件20: 水果制品生产许可证审查细则(2006版) 一、发证产品范围及申证单元 实施食品生产许可证管理的水果制品是以水果为原料,经各种加工工艺和方法制成的产品。 水果制品的申证单元为2个:水果干制品和果酱。 在生产许可证上应注明获证产品名称及申证单元,即水果制品(水果干制品、果酱)。生产许可证有效期为3年,其产品类别编号为1702。 二、基本生产流程及关键控制环节 (一)基本生产流程。 1.水果干制品 选料→清洗→整理→护色(或不护色)→干燥(脱水)→后处理(或不经后处理)→包装 2.果酱 选料→清洗→整理→软化→打浆→配料→浓缩→灌装→杀菌→冷却→包装 (二)关键控制环节。 1.水果干制品 (1)原料的验收和处理;(2)食品添加剂的使用;(3)干燥(脱水);(4)包装。 2.果酱 (1)原料的验收和处理;(2)浓缩;(3)杀菌。 (三)容易出现的质量安全问题。 1.水果干制品
(1)超范围和超量使用食品添加剂;(2)发霉变质。 2.果酱 (1)变色、分层;(2)糖结晶;(3)发霉变质,微生物超标。 三、必备的生产资源 (一)生产场所。 1.水果制品生产企业除必须具备的生产环境外,还应设置与企业生产相适应的验收场所、原料处理场所、原辅材料仓库、生产车间、包装车间、成品仓库。 2.分装企业应具备独立的包装车间、原辅材料仓库、成品仓库。 (二)必备的生产设备。 1.水果干制品 原料处理设备、干燥(脱水)设备、包装设备;分装企业应具备包装设备。根据生产工艺不同还需配置相应的打浆设备、压榨设备、粉碎设备、筛分设备等。 采用自然晾晒方式进行干燥的产品,审查必备生产资源时,可以不要求干燥(脱水)设备,但需有相应的晾晒场所。晾晒场四周有围墙或纱网等防护措施,产品不得直接接触地面,地面用水泥或坚硬材料铺砌,便于清洗和排水。 2.果酱 原料处理设备、浓缩设备、灌装设备、灭菌设备、包装设备;分装企业应具备灌装、灭菌和包装设备。 四、产品相关标准 GB 16325-2005《干果食品卫生标准》;GB 14891.3-1997《辐照干果果脯类卫生标准》;GB 19586-2004《原产地域产品吐鲁番葡萄干》;QB/T 2076-1995《水果、蔬菜脆片》;NY/T 705-2003《无核葡萄干》;NY/T 709-2003《荔枝干》;NY/T 786-2004《食用椰干》;NY/T
生产工艺流程图和工艺描述
生产工艺流程图和工艺描述 香肠工艺流程图 辅料验收原料肉验收 原料暂存肥膘解冻 精肉解冻水切丁辅料暂存分割热水漂洗1 漂洗2 加水绞肉 肠衣验收、暂存(处理)灌装、结扎 (包括猪原肠衣和蛋白肠衣) 咸水草、麻绳验收、暂存浸泡漂洗3 冷却 内包装 装箱、入库 出货
香肠加工工艺说明 加工步骤使用设备操作区域加工工艺的描述与说明 原料肉验收、暂存化验室、仓库 按照原料肉验收程序进行,并要求供应商 提供兽药残留达标保证函及兽医检疫检 验证明 辅料验收、暂 存 化验室、仓库按验收规程进行验收肥膘验收、暂 存 化验室、仓库按验收规程进行验收肠衣验收化验室按验收规程进行验收 肠衣处理腊味加工间天然猪肠衣加工前需用洁净加工用水冲洗,人造肠衣灌装前需用洁净加工用水润湿 咸水草、麻绳 验收 化验室按验收规程进行验收暂存仓库 浸泡腊味加工间咸水草、麻绳加工前需用洁净加工用水浸泡使之变软 解冻解冻间肉类解冻分 割间 ≤18℃、18~20h恒温解冻间空气解冻 分割分割台、刀具肉类解冻分 割间 将原料肉筋键、淋巴、脂肪剔除、并分割 成约3cm小肉块 加工步骤使用设备操作区域加工工艺的描述与说明 漂洗2 水池肉类解冻分 割间 加工用水漂洗,将肉的污血冲洗干净 绞肉绞肉机肉类解冻分 割间 12℃以下,采用Φ5mm孔板 肥膘切丁切丁机肉类解冻分 割间 切成0.5cm长的立方
漂洗1 水池肉类解冻分 割间 水温45-60℃,洗去表面游离油脂、碎肉 粒 灌装、结扎灌肠机香肠加工间按产品的不同规格调节肠体长度,处理量800~1200kg/h ,温度≦12℃ 漂洗3 水池香肠加工间水温45~60℃,清洗肠体表面油脂、肉碎 冷却挂肠杆预冷车间12℃下冷却0.5~1小时,中心温度≦25℃ 内包装真空机、电子 秤、热封口机 内包装间 将待包装腊肠去绳后按不同规格称重,装 塑料袋、真空包装封口 装箱、入库扣扎机、电子 秤 外包装间、成 品仓库 将真空包装的产品装彩袋封口,按不同规 格装箱、核重、扣扎放入成品库并挂牌标 识。
辣椒酱的生产工艺
辣椒是一种常见的蔬菜,其制品深受消费者的青睐。但传统的辣椒制品较为单一,配料粗放,质量指标不稳定。笔者采用辣椒及天然香辛料等物质,经过精细加工做成的辣椒酱产品,在辣味、营养成分、浓稠度及色泽等方面,均有较大的改进和提高,其制作工艺技术和要求如下: 一、工艺流程 加热加热加热加热加热 水→香味料增稠剂----→辣椒酱----→香辛料---→脂香料---→甜味料---→着色剂 煮沸↑ 辣椒坯磨碎 加热加热冷却 ---→助鲜剂、酸味剂---→防腐剂---→包装→成品(辣椒酱) 检验 二、工艺技术 1.原料处理。①辣椒坯。选用新鲜红辣椒,加工腌制成熟后磨成酱状备用。若用干辣椒、咸辣椒片、辣椒粉等代替,应按新鲜辣椒的质量标准调节配比。②花生酱。应选用优质纯花生酱,也可用花生仁焙炒去皮后磨成的酱。③甜味料、助鲜剂。甜酱、砂糖或两者的混合物均可作为甜味料,助鲜剂常用味精、呈味核苷酸等。④油。最好用芝麻油,因芝麻油香气足,维生素C含量较高,有较强的抗氧化能力,有利延长辣椒酱的保质期。⑤其它原料。鲜辣味粉、柠檬酸、高粱酒、红曲、山梨酸钾(有效浓度为0.07%~0.08%);新鲜的大蒜、生姜,若无鲜品可用酱制品或干粉代替。此外,在原料中加入1%左右的香葱,品质和风味将更佳。 表1.原料配方(%) 原料配比原料配比原料配比 辣椒坯70 助鲜剂0.7 高果 2.2 花生酱7 大蒜 2.5 芝麻油7 甜味料 6 生姜 2.5 山梨酸钾0.1 2.制酱操作。①加热煮沸。根据具体原料、设备、工艺技术的控制情况在升降夹层锅内加入原料总重20%左右的水,再开动搅拌机,加入香味料、增稠剂,充分混和均匀后,再将磨细的辣椒酱加入,继续搅拌,加热至80℃左右,保持5~10分钟后,再依次加入香辛料、甜味料、着色剂、助鲜剂和防腐剂,一般每锅操作时间为1~1.5个小时。②出锅冷却。将加工成熟的辣椒酱乘热出锅,一般盛放在清洁、消过毒的铝质或不锈钢容器内,及时运送至贮藏或包装车间,冷却备用。③取样检测。将冷却的制品按要求取样检测,质量指标只能高不能低;有指标不合要求时,必须检查原因,及时制定出改进措施,保证产品品质,直到检测合格才能包装。 三、质量标准及包装 本品尚无国家统一的质量标准,一般都以地方或企业自定标准,其标准参考如下: 1.感官鉴定。色泽:柠褐色、微红、有光泽。香气:辣椒酱香浓郁,且无其它不良气味。口味:鲜而带甜,酸辣适宜。形态:纯正稠腻,稍有籽粒(若经绞体磨细则更佳)。 2.理化鉴定。水分≥65%,氯化物≥7g/100ml,总酸≥1.2g/100ml,总固形物≥30%。 3.卫生标准。同酱类。 4.包装。辣椒酱一般有3种包装形式:5kg或10kg桶或坛装,230g或350g瓶装,100g 或150g的塑料质膜及锡箔制成的袋或牙膏管装。 四、注意事项
酱香型白酒生产工艺流程图及关键控制点
酱香型白酒工艺流程图 1.2.1《下沙工艺》 1.2.1.1工艺流程: 过筛整粒高粱加95℃热水润料装甑蒸粮出甑聚堆补浆摊凉聚拢加曲翻拌堆积入池封窖。 1.2.1.2原、辅料使用要求: 1.2.1.2.1、酱香型白酒生产第一次投料称为下沙。每甑投料1200kg【根
据本公司实际甑体容积2.3立方米左右计算】。 1.2.1.2.2、原料要求:高粱颗粒饱满,过筛无壳,无虫蛀,无霉变,无异杂味,无污染。 1.2.1.2.3、投料数量:下沙为总投料量的50%。 1.2.1.2.4、高温大曲要求:大曲粉碎面粉化,便于糖化发酵,装入标准袋内,下沙用曲用量为原料量的10%。 1.2.1.3作业规程: 每甑投高粱数量1200kg。 1.2.1.3.1、泼水堆积 a、将备好的高粱按每甑1200kg单独堆放。 b、泼95℃以上的热水【称为发粮水】,泼水时从堆放的一边扒开小坑将95℃热水倒在里面,【注:不许泼开以防水温降低不利于高粱吸收并能使原料内的杂质、异味随水冲掉】。 c、泼水时翻拌,每泼1次翻拌3次,并堆成圆锥,然后停留半小时再向粮堆的表面泼6水桶95℃的热水。 d、润料时间12小时,每4小时加95℃的热水润粮1次,方法同第一次,共计加95℃热水润料3次。 e、上甑时翻拌不加水,翻拌后上甑蒸粮。 1.2.1.3.2、蒸粮【蒸生沙】P1.1大气压 a、装甑前要将甑锅、底锅等用水刷洗干净后并在底锅内加入3-4桶水【为使蒸气上气均匀】然后在甑篦上撒一层稻壳,防止原料掉进底锅。 b、上甑采用见气撒料,在一小时内完成上甑工序,园气后蒸料3小时
【随气压而定】,即可出甑,以不出现破粒、硬粒、发粘为主。 c、每甑活接两篓冷却水以备出甑补水,或加曲时补水用。 1.2.1.3.3、出甑摊凉 出甑时用推车将蒸好的熟粮推到操作场上,倒成堆进行补95℃热水,每车以原粮计约60-80kg,每堆补水2kg左右,聚好堆,堆积约15分钟左右后用掀摊开,然后脱鞋光脚趟凉。 1.2.1.3.4、聚拢加曲翻拌 将趟凉粮渣【温度32-33℃】聚拢,中间扒沟,适当加蒸粮冷却水5-10kg 泼撒,然后将大曲粉根据量比加入沟内,用粮将沟填满盖严大曲,然后从一头翻拌3次,【注:低翻撒匀,并使曲粉与高粱充分接触】,然后推到堆积场,水分控制在38-42%,温度26-28℃。 1.2.1.3.5、堆积 做好粮渣后,用推车抓紧推到堆积场上,要求随推随将粮渣堆成园堆型,堆积时间22-24小时,温度38-43℃。 1.2.1.3.6、入池发酵 a、先将池底用黄粘土铺8-10公分,铺底的黄粘土用80%的酱香黄水和20%的酱香酒尾与50kg大曲粉混匀,泼在黄土上,光脚踩实、踏平,在撒5kg大曲粉、1公分厚稻壳,【如用酱香黄水建池更好】。 b、堆积后入池前,对堆积粮渣的表面用约80kg的纯净水泼撒,扬凉降温28-33℃入池【注:扬凉时须使用吹风机吹】。 1.2.1.3.7、封窖发酵 将粮渣入满后摊平盖席,将席上面撒一薄层稻壳,然后将活柔的封顶泥
啤酒生产流程图及说明
啤酒生产工艺流程 啤酒生产工艺流程可以分为制麦、糖化、发酵、包装四个工序。现代化的啤酒厂一般已经不再设立麦芽车间,因此制麦部分也将逐步从啤酒生产工艺流程中剥离。) 一个典型的啤酒生产工艺流程图如下(不包括制麦部分): 注:本图来源于中国轻工业出版社出版管敦仪主编《啤酒工业手册》一书。 图中代号所表示的设备为: 1、原料贮仓 2、麦芽筛选机 3、提升机 4、麦芽粉碎机 5、糖化锅 6、大米筛选机 7、大米粉碎机 8、糊化锅 9、过滤槽 10、麦糟输送 11、麦糟贮罐 12、煮沸锅/回旋槽 13、外加热器 14、酒花添加罐 15、麦汁冷却器 16、空气过滤器 17、酵母培养及添加罐 18、发酵 罐 19、啤酒稳定剂添加罐 20、缓冲罐 21、硅藻土添加罐 22、硅藻土过滤机 23、啤酒精滤机 24、清酒罐 25、洗瓶机 26、灌装机 27、杀菌机 28、贴标机 29、装箱机 (一)制麦工序 大麦必须通过发芽过程将内含的难溶性淀料转变为用于酿造工序的可溶性糖类。大麦在收获后先贮存2-3月,才能进入麦芽车间开始制造麦芽。 为了得到干净、一致的优良麦芽,制麦前,大麦需先经风选或筛选除杂,永磁筒去铁,比重去石机除石,精选机分级。 制麦的主要过程为:大麦进入浸麦槽洗麦、吸水后,进入发芽箱发芽,成为绿麦芽。绿麦芽进入干燥塔/炉烘干,经除根机去根,制成成品麦芽。从大麦到制成麦芽需要10天左右时间。 制麦工序的主要生产设备为:筛(风)选机、分级机、永磁筒、去石机等除杂、分级设备;浸麦槽、发芽箱/翻麦机、空调机、干燥塔(炉)、除根机等制麦设备;斗式提升机、螺旋/刮板/皮带输送机、除尘器/风机、立仓等输送、储存设备。 (二)糖化工序 麦芽、大米等原料由投料口或立仓经斗式提升机、螺旋输送机等输送到糖化楼顶部,经过去石、除铁、定量、粉碎后,进入糊化锅、糖化锅糖化分解成醪液,经过滤槽/压滤机过滤,然后加入酒花煮沸,去热凝固物,冷却分离 麦芽在送入酿造车间之前,先被送到粉碎塔。在这里,麦芽经过轻压粉碎制成酿造用麦芽。糊化处理即将粉碎的麦芽/谷粒与水在糊化锅中混合。糊化锅是一个巨大的回旋金属容器,装有热水与蒸汽入口,搅拌装置如搅拌棒、搅拌桨或
豆瓣酱的制作工艺
豆瓣酱的制作工艺研究 豆瓣酱的制作工艺研究 摘要:豆瓣酱是我国传统的发酵制品,由于其营养丰富,味道独特鲜美,生理功能广泛而被越来越多的人所喜爱,因此豆瓣酱的制作工艺越来越被受到广泛的关注。但是传统的技术手段已经不能符合广大消费者的需求。本文将结合现代生物技术手段,研究豆瓣酱的制曲,发酵过程,优化工艺。 关键字:豆瓣酱;原理;制曲;发酵 Abstract : Bean sauce is the traditional fermented products in our country, because of the rich nutrition, unique zest and delicious taste and various physiology function, bean sauce is being welcomed by more and more people, there is much interest in the production of the fabrication process of bean sauce. But The traditional method can not meet the masses of consumers requirement any more. In this paper will combined with the modern bio-technique, research the process of koji-making, fermentation of bean sauce, optimization technology. Keywords : Bean sauce; principles; koji-making; fermentation 豆瓣酱,作为我国传统的发酵制品,由于其营养素含量高,滋味独特醇厚,自古以来就被授予很高的荣誉。豆瓣酱是由各种微生物之间相互作用,产生复杂的生物化学反应而酿造出来的一种发酵调味料。最初的豆瓣酱是以肉类为原料制成的,以兽肉为原料的称为肉酱,用鱼肉作为原料的称为鱼酱[1]。后随着社会进步和现代农业技术的发展,出现了以大豆和面粉为主要生产原料,同时,又根据消费者口味不同,在生产豆瓣酱过程中配制了香油、豆油、味精、辣椒等原料,
中式婚礼流程细节
中式婚礼流程细节 中式婚礼,是现在很多新人都会选择的婚礼形式,想要打造一场完美的中式婚礼,婚礼策划师就必须掌握中式婚礼流程及细节。 一、中式婚礼流程——订亲 媒人提亲后,若男女双方八字相夹,没有相冲,便互相交换两家的庚谱,作订亲的凭据。 二、中式婚礼流程——过大礼 中式婚礼在婚前十五至二十天,男方择定良辰吉日,携带礼金和多种礼品送到女家。 三、中式婚礼流程——安床 中式在婚礼前数天由好命佬将新床搬至适当位置。然后,在婚礼之前,再由好命婆负责铺床,将床褥、床单及龙凤被等铺在床上,并撤上各式喜果,如红枣、桂圆、荔枝干、红绿豆及利是。安床后任何人皆不得进入新房及触碰新床,直至新人于结婚当晚进房为止。 四、中式婚礼流程——嫁妆 在女方收到大礼后,女方的妆套要在婚礼的前一天之前送到男方家。嫁妆是女方家身份与财富的象征。 五、中式婚礼流程——祭祖 男方在出门迎娶新娘之前,先祭拜祖先。 六、中式婚礼流程——迎亲 迎亲车队以双数为佳。新娘可以由姐姐或伴娘带出来交给父亲,再由父亲交给新郎。 七、中式婚礼流程——燃炮 迎亲礼车在行列途中,应一路燃放鞭炮表示庆贺。
八、中式婚礼流程——讨喜 新郎应持捧花给房中待嫁之新娘,此时,新娘之闺中密友要拦住新郎,不准其见到新娘,女方可提出条件要新郎答应,通过后才得进入。 九、中式婚礼流程——等待新郎 在女方家门口,应有一男童手持茶盘等候新郎礼车的到来,新郎下车后,应赏男童红包答礼,再进入女方家。 十、中式婚礼流程——拜别 新人上香祭祖,新娘应叩拜父母道别,并由父亲盖上头纱,而新郎仅鞠躬行礼即可。 十一、中式婚礼流程——出门 新娘应由福高德劭女性长辈持竹筛或黑伞护其走至礼车,因为新娘子在结婚当天的地位比谁都大,因此不得与天争大。 十二、中式婚礼流程——礼车 在新娘上礼车后,车开动不久,女方家长应将一碗清水、白米撒在车后,清水代表女儿已是泼出去的水,以后的一切再也不干涉,白米是祝愿女儿有吃有穿,事事有成。 十三、中式婚礼流程——燃炮 由女方家至男方家的途中,同样要一路燃放礼炮。 十四、中式婚礼流程——掷扇 礼车起动后,新娘应到窗外,表示不将坏脾气带到婆家去,扇子由新娘的兄弟拾回。 十五、中式婚礼流程——摸橘 新娘子迎新车队到达新郎家时,由一位拿着橘子的小孩来迎接新人,新娘要轻摸一下橘子,并赠红包答礼。这两个橘子要放到晚上,让新娘亲自剥皮,意谓招来"长寿"。 十六、中式婚礼流程——牵新娘
豆瓣酱生产工艺
v1.0 可编辑可修改 豆瓣酱生产工艺规程
前言 本标准代替 DXZ/QCJ05-2005甜面酱生产工艺规程 本标准与DXZ/QCJ05-2005相比,主要变化如下: ——按照GB/对标准文本格式进行了修改; ——对原标准的格式进行了修改; ——增加了范围、引用文件; ——重新进行了标准编号。 本标准是根据公司生产管理需要,在公司提出的制定生产工艺操作细则的基础上,对工艺进行了进一步规范,以作为我公司生产管理的依据。 本标准自实施之日起,DXZ/QCJ05-2005同时废止。 本标准主要起草人:崔芳芳 本标准所代替的历次版本发布情况为:DXZ/QCJ05-2005
豆瓣酱生产工艺规程 1 范围 本标准规定了豆瓣酱生产过程中的技术质量控制要求。 本标准适用于以黄豆、面粉、水、食盐为原料,经过制曲、发酵酿制的甜面酱生产过程中质量控制要求的管理与评价。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB 2715 粮食卫生标准 GB 2718酱卫生标准 GB 2760 食品添加剂使用卫生标准 GB 5749生活饮用水卫生标准 GB 5461食用盐 GB 14880 食品营养强化剂使用卫生标准 GB 14881食品企业通用卫生规范 酱类生产许可证审查细则 3 工艺流程 见工艺流程图。 4 要求 4.1 原料
4.1.1 黄豆、面粉应符合GB 2715 粮食卫生标准规定及原料内控标准。按HACCP计划控制面粉添加剂。 4.1.2 食盐应符合GB 5461《食用盐》规定,其中食盐含量≥91%。 4.1.3 水应符合GB 5749《生活饮用水卫生标准》规定。 4.1.4 曲种应符合种曲质量内控标准。 4.1.5 添加剂应符合GB 2760《食品添加剂卫生标准》规定。 4.2 操作方法 增香豆瓣酱工艺流程图
六年级语文荔枝
荔枝 教学目标: 1.学会10个生字,认识“荔、棠、疤”3个字。能正确读写下列词语:筋脉、剥开、妥帖、慰藉、报偿、遗憾、弥补、馋嘴、一辈子。 2.正确、流利、有感情地朗读课文。背诵自己喜欢的部分。 3.理解课文内容,感受母亲对儿孙的深厚的爱,唤起自己关爱父母的心。教学重点及难点: 理解课文内容,感受母亲对儿孙的深厚的爱,体会课文的思想感情,唤起自己关爱父母的心。 第一课时 教学内容: 1.学习生字,读准字音,认清字形,了解字义。 2.初读课文,理清文章脉络。 3.正确、流利地朗读课文。 教学目标: 初步了解课文的内容,并能够正确流利地朗读课文。 教学过程: 一、激趣导入,引入新课。 1.今天,老师给同学们带来了一则谜语,请你们猜一猜这是一种什么水果?圆圆身子紫色壳,甜中带酸汁多多。疙疙瘩瘩虽难看,果中皇后不虚传。 2.对,这就是我们同学们最喜欢吃的荔枝。今天,我们一起学习一篇课文《荔枝》。请大家齐读课题。 3.请你谈一谈,课文可能会写什么内容?你对课文的作者有哪些了解呢? 4.学生介绍作者的有关资料。(肖复兴,北京人,1947年生,1966年毕业于北京汇文中学,1968年到北大荒插队,1982年毕业于中央戏剧学院。他当过大中小学教师,曾任《小说选刊》副主编,现任《人民文学》杂志社副主编。出版了50余种书,曾多次获全国及北京、上海地区优秀文学奖。) 二、初读课文,学习课文的生字。 1.自读课文,划出生字及生词。 2.读准生字词,同桌互查。 3.再读课文,读准字音。
4.记忆字形,了解字义。 (1)分析字形结构,查字典或联系上下文理解词义。 时令:季节。 不消:不需要;不用;用不了。 容:允许;让。“还没容我从书包里……”就是“还没让我从书包里……”。 纹络:本课指果皮上的花纹。 昂贵:价格很高。 玲珑剔透:本指器物精巧细致,孔穴明晰,结构奇巧。本课指荔枝小而好看。 不经意:不注意,不留神。本课指母亲的动作非常自然,似乎是无意识地做的。 阔别重逢:久别重逢。 慰藉:安慰。 遗憾:本课指给自己留下的惋惜之情。 痛楚:悲痛。 (2)请学生联系课文的内容谈谈自己对这些词语的理解。 三、再读课文,理清文章的结构。 1.自由读课文,边读边想:每个自然段写了什么内容? 2.用简洁的语言说说每个自然段的意思。 (1)“我”在母亲快70岁的时候,第一次给母亲买回了她从未尝过的荔枝。 (2)“我”一回到家,母亲便端出一盘剜去了疤,洗得干干净净的沙果。 (3)看到“我”买回的荔枝,喜欢荔枝的母亲竟然高兴得像一个孩子。 (4)当客人来家,面对两盘形成鲜明对比的水果,“我”不知所措时,母亲是那样自然妥帖地消除了尴尬,维护了“我”的自尊心。 (5)喜爱荔枝的母亲,每次都把大个的荔枝给“我”吃。 (6)母亲临终前,一直舍不得吃一颗荔枝,都给她心爱的小孙子吃了。 (7)至今,荔枝依旧年年红。 3.默读课文,试着给课文分段。 思考:本课表现的是什么?(母亲对儿孙的爱)。 (1)为此,课文着重讲了几件事? 第一件,我“一回到家,母亲便端出一盘剜去了疤,洗得干干净净的沙果。” 第二件,当客人来家,面对两盘形成鲜明对比的水果,儿子不知所措时,母亲是那样自然妥帖地消除了儿子的尴尬,维护了儿子的自尊心。 第三件,喜爱荔枝的母亲,每次都把大个的荔枝给儿子吃。 第四件,在母亲临终前,一直舍不得吃一颗荔枝,都给她心爱的小孙子吃了。
生产工艺流程图和工艺说明
1 9 10 12 2 11 13 3 14 4 15 5 16 17 8 7 6 18 至提升机工艺流程设备编号及名称 编号名称 1 永磁筒 2 圆筒初清筛 3 电动三通 4 锤片粉碎机 5 吸尘罩 6 栅筛 7 下料斗 8 斗式提升机 9 风帽 10 组合脉冲除尘器 11 叶轮式闭风机 12 双轴桨叶混合机 13 自动闸门 14 料位器 15 手动闸门 16 螺旋喂料器 17 电子秤 18 刮板输送机 工艺流程图
19 23 20 24 21 25 22 26 工艺流程设备编号及名称编号名称 19 环模制粒机 20 空压机 21 双层冷却器 22 对辊破碎机 23 振动分级筛 24 离心通风机 25 离心集尘器 26 自动打包机 集尘袋
生产流程图工艺说明 一.原料粉碎 需粉碎原料经栅筛除去较大杂质后,投放到下料斗经吸尘罩吸,其目的是降低粉尘浓度。由提升机送到永磁筒除去磁性铁杂质,再经圆筒初清筛得到合格的原料经粉碎储备仓进入粉碎机粉碎至需要大小粒度的粉料 小学少先队组织机构 少先队组织由少先队大队部及各中队组成,其成员包括少先队辅导员、大队长、中队长、小队长、少先队员,为了健全完善我校少先队组织,特制定以下方案: 一、成员的确定 1、大队长由纪律部门、卫生部门、升旗手、鼓号队四个组织各推荐一名优秀学生担任(共四名),该部门就主要由大队长负责部门内的纪律。 2、中、小队长由各班中队公开、公平选举产生,中队长各班一名(共11名),一般由班长担任,也可以根据本班的实际情况另行选举。小队长各班各小组先选举出一名(共8个小组,就8名小队长)然后各班可以根据需要添加小队长几名。 3、在进行班级选举中、小队长时应注意,必须把卫生、纪律部门的检查学生先选举在中、小队长之内,剩余的中、小队长名额由班级其他优秀学生担任。 4、在班级公开、公平选举出中、小队长之后,由班主任老师授予中、小队长标志,大队长由少先队大队部授予大队长标志。 二、成员的职责及任免 1、大、中、小队长属于学校少先队组织,各队长不管是遇见该班的、外班的,不管是否在值勤,只要发现任何人在学校内出现说脏话、乱扔果皮纸屑、追逐打闹、攀爬栏杆、乱写乱画等等一些违纪现象,都可以站出来制止或者报告老师。 2、班主任在各中队要对中、小队长提出具体的责任,如设置管卫生的小队长,管纪律的小队长,管文明礼貌的、管服装整洁的等等,根据你班的需要自行定出若干相应职责,让各位队长清楚自己的职权,有具体可操作的事情去管理,让各位队长成为班主任真正的助手,让学生管理学生。各中队长可以负责全班的任何违纪现象,并负责每天早上检查红领巾与校牌及各小队长标志的佩戴情况。 3、大、中、小队长标志要求各队长必须每天佩戴,以身作则,不得违纪,如有违纪现象,班主任可根据中、小队长的表现撤消该同学中、小队长的职务,另行选举,大队长由纪律、卫生部门及少先队大队部撤消,另行选举。 4、各班中、小队长在管理班级的过程中负责,表现优秀,期末评为少先队部门优秀干部。
酱类的生产工艺及营养价值
酱类的生产工艺及营养价值 酱是以豆类、小麦粉、水果、肉类或鱼虾等物为主要原料,加工而成的糊状调味品,它起源于中国,有着悠久的历史。随着制酱工艺的进步,现在市面上有很多种类的酱,每一种酱都有不同的制作工艺及营养价值。 河南亿家红调味食品有限公司是调味品生产厂家,致力于用现代科研技术对传统酿造工艺的传承和创新。公司生产包括红油辣椒、红爆辣椒、香菇夹馍酱、牛肉香菇酱、满口香、凉拌香、风味豆豉等在内的多种酱类。让更多人享受到美味,让更多家庭感受到了生活的美满。下面就针对以下几种酱料的生产工艺及营养价值做如下讲解: 亿家红油辣椒: 食用辣椒,能增加饭量,增强体力,改善怕冷、冻伤、血管性头痛等症状。辣椒含有一种特殊物质,能加速新陈代谢,促进荷尔蒙分泌,保健皮肤;富含维生素C,可以控制心脏病及冠状动脉硬化,降低胆固醇;含有较多抗氧化物质,可预防其他慢性疾病;可以使呼吸道畅通,用以治疗咳嗽、感冒;辣椒还能抑胃腹内的寄生虫。 主要功效:1、解热镇痛;2、增加食欲、帮助消化;3、降脂减肥。 香菇夹馍酱: 选用新鲜香菇,产品保留香菇的香气和口味:选用优质黄豆酱和精瘦牛肉,以达到口味互补,营养搭配的目的。它采用油水萃取工艺制备香辣油,以保证香菇酱产品的风味和品质;所有原料经过合理的调配、炒制,加工成了口感佳、味道鲜、健康方便的绿色佐餐食品,满足了人们对食品色、香、味、营养、健康等多方面的需求,填补了市场空缺。 风味豆豉: 豆豉以大豆或黄豆为主要原料,利用毛霉、曲霉或者细菌蛋白酶的作用,分解大豆蛋白质,达到一定程度时,加盐、加酒、干燥等方法,抑制酶的活力,延缓发酵过程而制成。豆豉的种类较多,按加工原料分为黑豆豉和黄豆豉,按口味可分为咸豆豉和淡豆豉。 豆豉合有丰富的蛋白质(20%)、脂肪(7%)和碳水化合物(25%),且含有人体所需要的多种氨基酸,还合有多种矿物质和维生素等营养物质。 豆豉还以其特有的香气使人增加食欲,促进吸收。我国在抗美援朝战争中,曾大量生产豆豉供应志愿军食用。 豆豉不仅能调味,而且可以入饭。中医学认为豆豉性平,味甘微苦,有发汗解表、清热
年产2000吨荔枝干深加工工厂设计
年产2000吨荔枝干深加工工厂设计 摘要:荔枝是我国南方著名的特产水果,深受国内外消费者的喜爱。将荔枝加工是解决荔枝鲜果出路,延长荔枝商品供应期的重要措施。鲜荔枝加工干制,历史悠久,成品肉厚,味香甜,历来为自尝及送礼佳品,远销国内外。本文为荔枝干深加工工厂设计,围绕厂址选择,物料衡算,工艺流程以及设备的选型展开论证。 关键词:荔枝干深加工选址物料衡算工艺流程设备选型 一、食品简介 荔枝素有岭南佳果之称,果肉白嫩,汁多味美,深受人们的喜爱但荔枝采收期集中在盛夏高温季节,采后难以贮藏保鲜,造成鲜果销售压力很大。因此,生产优质的荔枝干,是避免烂果以及果农售果难等问题的一个重要途径[1]。 二、工厂选址的论证 荔枝具有强烈的季节性,在每年5月到8月为荔枝的采收旺季。而且荔枝是一种非常娇贵的水果,它的保质期很短。与其它水果相比,荔枝鲜果保鲜难度很大,特别是远距离运输时鲜果的储运和货架期寿命短等问题都有非常大的风险系数[2]。为了避免运输过程中的波动而给生产带来不利影响,工厂地址应该选在接近原料产地。 荔枝主要产于中国西南部、南部和东南部广东、广西、福建、四川、台湾、云南等地,尤其是广东和福建南部栽培最盛,纬度分布范围从北纬18°至北纬28°[3]。以下为广东和福建的一些优势略施比较: 表1:广东省和福建省优略势比较 地区广东省福建省面积(万平方千米)17.98 12.4 人口(2010)10430万3689万 气候类型亚热带季风气候为主亚热带湿润性季风气 候 夏季平均气温25~34℃20~39℃ 荔枝产量(2010)100.83万吨14.73万吨年平均降水量1300~2500毫米1200~2000毫米主要地形以山地、丘陵为主以山地、丘陵为主 地理位置 东邻福建,北接 江西、湖南,西连广西, 位于中国东南部, 东隔台湾海峡,与台湾
酱油的生产工艺流程
酱油生产流程:
1、关键控制点(CCP) 危害分析和危害评估完成之后,确定关键控制点,并填写《HACCP计划表》。酱油的生产过程至少可设以下几个关键控制点:(1)原料验收,(2)蒸煮,(3)菌种制备,(4)制曲,(5)制醪,(6)发酵,(7)调配,(8)灭菌,(9)贮存,(10)罐装。 2、关键限值(CL)的确定 根据酱油的生产工艺及生产过程中检验,进行多次修定,最终确定产品的关键限值。 3、原料验收控制 所采购的原材料必须符合相应的国家标准、食品行业强制性标准或企业标准,采取原材料索证制度和验收制度对达不到要求的原材料应拒收、拒用,更不能选用发霉、失效、污染和有毒、有害的物质。 4、蒸煮 严格控制原料的粉碎粒度、配比、蒸煮的时间、压力和水份,保证蛋白质的适度变性,杀灭原料上的微生物,防止二次污染。 5、制曲 对制曲的温度、通风量、制曲、翻曲时间及成曲的质量应严格控制,对制曲设备、设施应建立完善的清理消毒制度。 5、制醪 控制醪液的盐度、水份和温度和制醪设备、设施的卫生管理。6、发酵 控制发酵温度、发酵周期,随时检测发酵的成熟度,防止发酵过
程的污染。 7、淋油 控制淋油水的温度,淋油速度和泡淋时间。 8、调配 严格执行产品的标准,制定调配操作规程,控制防腐剂的使用。 9、灭菌 对酱油的灭菌要进行人员、设备、工艺的确认,并严格执行要求。 10、罐装 要保证酱油在灭菌后到罐装过程中间环节的卫生,防止酱油的二次污染。 11、建立监控程序并实施纠正预防措施 关键控制点和关键限值确定后,必须对CCP实施有效的监控,对在监控中发现的问题,立即采取纠正措施,保证CCP处于受控状态并评估产品的安全性及对受影响的产品做出合理的处置。 12、建立CCP记录和验证程序 在生产中严格执行HACCP计划表的规定,并做好相应的验证记录,对验证资料进行统一管理,并至少保留三年以上。
新生产工艺管理流程图与文字说明
生产工艺管理流程 生产技术部接到产品开发需求后,进行产品开发策划并起草设计开发任务书,经公司领导审批后,业务部门根据产品设计开发任务书准备纸、油墨、印版、烫金等生产材料及生产工艺设备的准备工作,材料、设备准备完成后,安排在印刷车间进行上机打样;打样过程中,由生产技术部组织业务、品质、车间等部门对打样结果进行评审,打样评审通过后,由生产技术部进行送样、签样工作(送中烟技术中心材料部),若签样不合格,需重新进行打样准备;签样完成后,生产技术部根据打样情况形成临时技术标准,品质部形成检验标准,印刷车间根据临时技术标准进生试机生产,生产产品由生产技术部送烟厂进行上机包装测试(若包装测试不通过,生产技术部需重新调整临时技术标准重新试机生产),包装测试通过后,生产技术部根据试机生产时情况形成技术标准。当月生产需求时,生产技术部按生产组织程序进行组织生产,并同时下达技术标准,印刷车间根据生产技术标准,进行工艺首检,确认各项工艺指标正确无误,进行材料及设备的准备工作,各项工作准备完成后按技术标准要求进行工艺控制,生产技术部对整个生产运行过程进行监督,当工艺运行不符合要求时,通知生产技术部进行工艺调整。生产结束后,进入剥盒、选盒工序,经过挑选的烟标合格的按成品入库程序进行入库,不合格的产品按不合格程序进行处理。
产品工艺管理流程图 业务部生产技术部印刷车间品质部输出记录 接到设计 更改需求 段 阶 } 改 更 计 设 { 发 开 吕 产 不通过 不通过 通过 接到设计 开发需求 产品开发策划 打样准备 送样、签样 通过 不通过 形成技术标 准(临时) 审批不通过 上机打样 形成检验标准 设计开发项目组成立 通知 产品开发任务书 段 阶 制 控 艺 工 产 生 送客户包装测试■试生产 ■ 形成技术标准 <接到生 产需求 组织生产 下达工艺标准工艺首检 材料准备设备准备 工艺监督过程质量监督 工艺改进不通过运行判定 成品质量监督 是合格 成品入库 结束 不合格 控制程序 过程检验记录 工艺检查记录表, 匚工艺记录表 工艺运行控制 剥盒、选盒 烟用材料试验评价 报告 印刷作业指导书 生产工作单 换版通知单 生产操作记录表 工艺更改通知单 成品检验记录
幼儿园六一活动流程
幼儿园六一活动流程 【篇一:幼儿园六一活动流程】 小编精心推荐 | 六月一日是,下面是为大家搜集整理的幼儿园六一,欢迎阅读与借鉴。 幼儿园六一活动策划方案(一) 六月一日是全世界儿童的节日。为了 让每一个幼儿过一个自主、开心、有意义的节日,充分让他们发挥 他们的主动性、创造性,让每个幼儿在活动中体验成就感,树立自 信心,使幼儿充分感受到节日的快乐和成人对他们的关爱,体验爱 与被爱的幸福与快乐,小朋友的节日就该小朋友轻松自在的过。结 合本园实际情况,特制订庆六一: 【活动目标】 1、开展庆祝六一系列活动,使幼儿在积极的参与中体验合作与交往 的快乐,使幼儿在活动中尽情体验与同伴、家长、老师一起过节的 乐趣。 2、家长在参观与参与幼儿的庆祝活动中,进一步感悟的理念从中使 自己对如何孩子有所启发,学习科学的育儿方法,了解家园共育的 重要性。 3、向家长、社会展示幼儿园的六一活动进一步塑造本园的良好形象。【和】 1、活动主题:挑战自我展风采,快乐童年过六一 2、宣传口号:展风采,庆六一、我运动、我健康、我快乐 【活动准备】 1、布置富有欢庆气氛的环境(班级环境及全园周围环境),张贴相关 宣传标语 2、以班为单位家长和作好参加亲子活动的准备 3、由幼儿园准备活动奖品和礼品。 4、各班老师准备好幼儿绘画作品,提前粘贴到指定位置。 5、提前布置好活动场地,检查场地的安全,并专人负责,制定详细 的安全活动预案。 【活动倡议】
1、目的:为了使幼儿能度过一个愉快、难忘而有意义的六一儿童节,倡议本园全体家长和全体教师积极为幼儿创设欢度六一的节日环境 与氛围,鼓励全园家长和教师共同积极参与六一节的各项活动。 2、:5月25日至5月30日活动准备。5月31日上午8:00 11:30进行活动。 3、对象:本园全体家长、教师和幼儿。 4、办法:通过致家长一封信的形式向每个幼儿的家长发送引起家长 的重视,争取全体家长和教师对此次庆祝活动的配合与支持。 5、地点:幼儿园各班教室、大操场。 【活动内容】 活动一:开场:园长、家长代表、幼儿代表讲话。 1、入场8:00以前完成:各班按指定位置坐好,主持人开场白(穿 插幸福拍手歌) 。 2、园长讲话和各代表发言8:00 8:30(园长、幼儿代表、家长代表 发言)。 3、评选优秀家长,发放荣誉证书。 活动二:幼儿早操活动展示。 (1)目的:通过户外体育器械的展示、体现家园共育的良好合作关系,培养幼儿环保意识、创新意识,从而达到我运动、我健康的乐观心态。 (2)要求:每班在规定时间内将本班幼儿的早操向家长展示,展现幼 儿的自我风采。 1)小班徒手操、模仿操表演。 2)大班、中班绳操、徒手操表演。 3)时间:5月31日上午8:30分 9:10。 活动三:快乐童年过六一,亲子趣味运动会 (1)活动目的:通过设计一些新奇有趣的小,培养幼儿与人合作的快乐,从而度过一个快乐、难忘的。实现我运动、我张扬、我快乐、 我健康的宣传口号。 (2)活动要求:要求幼儿和家长能积极、大胆地参与此项活动,进一 步感受到六一儿童节的快乐,并使他们体验亲子活动的乐趣。 (3)游戏内容:各班根据本班幼儿的运动发展水平和现有能力进行专 项体育项目表演赛,此项活动邀请家长一起参与,家长和幼儿同台 竞赛。要求安排好场地及器械,注意安全。 (4)活动形式:面向全体幼儿,在幼儿园大操场进行。