金属陶瓷复合材料的应用
金属陶瓷复合材料的应用
我公司提供以下热喷涂技术服务:修复各类设备主轴、曲轴以及所有轴的轴颈、轴承档、油封档、键槽的磨损、拉伤等缺陷。“锅炉四管”(水冷壁管、过热器管、预热器管和省煤器管)喷涂防护、循环硫化床锅炉、膜式壁热喷涂防护、风机叶片、拉丝塔轮、拨丝缸、水轮机的导风叶、水轮机叶片的迷宫环等部件的防汽蚀、防磨处理。大型液压油缸的陶瓷涂覆活塞杆和液压缸以及位置测量成套系统、化工泵中往复泵柱塞陶瓷涂层、机械密封环和轴套表面喷涂、陶瓷蝶阀密封面喷涂代替镶圈结构、高参数球阀喷涂陶瓷、在石油、天然气勘测和钻采过程中所用设备的关键部件如钻头、轴、轴套、灌浆泵等表面热喷涂防护。
在塑料工业设备中,塑料挤出机螺杆、塑料切碎机喷嘴、塑料薄膜生产辊。冶金工业中,连续退火炉辊、张紧辊和偏转器辊自清理炉辊、热浸镀锌用沉没辊、稳定辊等先进涂层。热轧无缝管顶头的表面强化涂层、铜合金热挤压模具强化涂层。在化纤工业中,各种槽辊、锭杯、牵伸辊、导丝辊、表面陶瓷涂层、造纸烘缸表面防腐防磨防护、上光砑光棍、纸浆真空吸水箱板、印刷工业中铸铁印刷滚表面喷涂防护、陶瓷网纹辊、电晕辊。
在玻璃工业中,铜电板的抗高温氧化保护涂层、喂料柱塞和喂料管、内燃机燃烧室的热障陶瓷涂层(汽缸盖底面、活塞底面、活塞顶面、汽门全部底面缸套、活塞环、水泵动密封环、气门顶杆、增压器涡轮)
热喷涂涂层工业应用介绍
随着涂层新材料和新工艺的不断涌现,热喷涂涂层已在国民经济各个工业部门广泛地应用。加之现代计算机技术、传感测试技术、自动化及机器人技术、真空技术与热喷泉涂技术的结合和渗透,使得热喷涂技术的深入发展和工业规模化生产均有大幅度的进步和提高。对未来热喷涂发展的方向以及市场与工业规模的预测为:技术附加值高、效益好的如生物工程,航空航天,工、模具,电子工业等,但规模相对较小;要求成本低的大规模产业如汽车工业和钢结构,但技术附加值低;应用面最广的仍是机械工业,包括石油化工、轻纺、能源、冶金、航空、汽车等也均属此范畴。
热喷涂技术能赋予各类机械产品,特别是关键零部件许多特种功能涂层,形成复合材料结构具有的综合作用,真正做到了“ 好钢用在刀刃上” ,是材料科学表面技术发展的一个方向。但热喷涂技术仅通过涂层在机械产品基体表面获得一定的特殊功能,而不能代替基材或提高产品的结构性能。
钢铁长效防腐蚀涂层
由于锌、铝、锌铝、铝镁涂层的电极电位均负于钢铁,故对钢铁结构能起到阴极保护作用。从20世纪40年代起,国外已将它们喷涂于钢铁构件上作为长效抗腐涂层。国内自70年代起开始推广应用,迄今成功的实例不胜枚举。目前大面积钢结构喷涂锌、铝涂层一般采用电弧喷涂工艺,局部辅助以氧乙炔火焰线材喷涂补遗。现在国内每年采用热喷涂大面积施工工程均在数百万平方米以上。
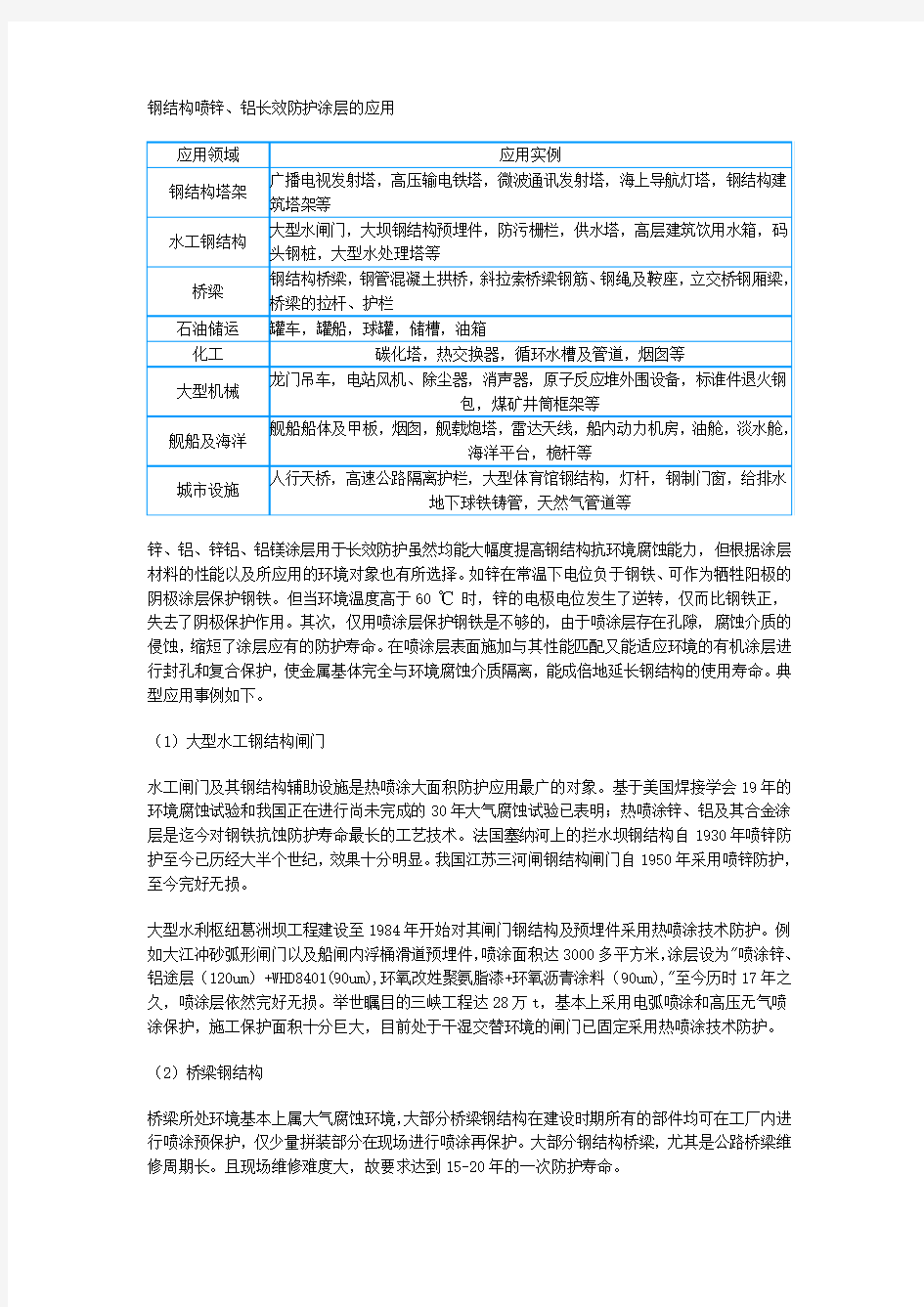
钢结构喷锌、铝长效防护涂层的应用
锌、铝、锌铝、铝镁涂层用于长效防护虽然均能大幅度提高钢结构抗环境腐蚀能力,但根据涂层材料的性能以及所应用的环境对象也有所选择。如锌在常温下电位负于钢铁、可作为牺牲阳极的阴极涂层保护钢铁。但当环境温度高于60 ℃ 时,锌的电极电位发生了逆转,仅而比钢铁正,失去了阴极保护作用。其次,仅用喷涂层保护钢铁是不够的,由于喷涂层存在孔隙,腐蚀介质的侵蚀,缩短了涂层应有的防护寿命。在喷涂层表面施加与其性能匹配又能适应环境的有机涂层进行封孔和复合保护,使金属基体完全与环境腐蚀介质隔离,能成倍地延长钢结构的使用寿命。典型应用事例如下。
(1)大型水工钢结构闸门
水工闸门及其钢结构辅助设施是热喷涂大面积防护应用最广的对象。基于美国焊接学会19年的环境腐蚀试验和我国正在进行尚未完成的30年大气腐蚀试验已表明;热喷涂锌、铝及其合金涂层是迄今对钢铁抗蚀防护寿命最长的工艺技术。法国塞纳河上的拦水坝钢结构自1930年喷锌防护至今已历经大半个世纪,效果十分明显。我国江苏三河闸钢结构闸门自1950年采用喷锌防护,至今完好无损。
大型水利枢纽葛洲坝工程建设至1984年开始对其闸门钢结构及预埋件采用热喷涂技术防护。例如大江冲砂弧形闸门以及船闸内浮桶滑道预埋件,喷涂面积达3000多平方米,涂层设为"喷涂锌、铝途层(120um)+WHD8401(90um),环氧改姓聚氨脂漆+环氧沥青涂料(90um),"至今历时17年之久,喷涂层依然完好无损。举世瞩目的三峡工程达28万t,基本上采用电弧喷涂和高压无气喷涂保护,施工保护面积十分巨大,目前处于干湿交替环境的闸门已固定采用热喷涂技术防护。
(2)桥梁钢结构
桥梁所处环境基本上属大气腐蚀环境,大部分桥梁钢结构在建设时期所有的部件均可在工厂内进行喷涂预保护,仅少量拼装部分在现场进行喷涂再保护。大部分钢结构桥梁,尤其是公路桥梁维修周期长。且现场维修难度大,故要求达到15-20年的一次防护寿命。
1993年经专家反复审查并通过验收的三峡对外交通专用公路钢管混凝土拱桥钢结构件长效防护复合涂层,一致认为:拱桥钢管采用喷涂铝涂层(约 12 0μm ) +WHD8406 环氧 * 性聚氨胺底漆(约 40 μm ) +WH8401 环氧 * 性聚氨脂面漆(约 60 μm )构成的长效防腐蚀复合涂层经过拉压高变应力 6max/6min=50.4/-0.155.3mpa 条件下 100 万次疲劳实验后,其结合强度、耐腐蚀性能与指标仍然满足 GB/T9793-1997 标准的要求。可预计该涂层系统有效使用年限可达20年以上,此复合涂层体系和电弧喷涂施工工艺可用于现场涂层施工。
目前国内许多钢结构公路桥的桁梁、钢厢梁及其他钢结构件采用了上述方案。
(3)海洋钢结构
海洋环境是自然条件下金属腐蚀最严酷的环境之一。在海洋大气中钢的平均腐蚀速率为
0.13-0.23mm/a,在海水飞溅率为0.3-0.5mm/a.同一种钢在飞溅区与全浸区内的腐蚀速率相差10倍.舰船、海洋石油平台以及灯塔航标等就是在腐蚀速率最大的飞溅区与全浸区下服役、使用。尤其是舰船防护更为复杂:①舰船具有能度,船体的杂散电流在海水介质的作用下,会形成对钢铁和导电涂层的电介腐蚀;②舰船的防污外涂层一般为含 Cu 及 CuO 涂料,涂层设计与匹配如果不当,会在每个层间形成加速腐蚀。③作战舰船应考虑可能遇到袭击的情况,涂层的高阻燃、低毒性烟雾应是涂层选用的必要条件。喷涂铝涂层是舰船防护可行方案,我国自1987年至今,采用喷涂长效防护涂层试验在数艘舰船上进行实用考核。提出了喷涂铝涂层+WRL9028复合型封闭剂+高阻抗无机微片掺入的中间层和面层涂料+低电位或仿生涂料的防污面层。不仅可增加涂层体系的电绝缘性,而且还可增强其抗海水渗透性、耐磨性和海水冲刷能力。
新近开发研制的电弧喷涂AL+10%(质量)AL2O3复合线材和芯材,用作舰船甲板和海洋石油平台的耐磨耐蚀防滑涂层,已在我国大型科学考察船“ 远望号” 上使用,效果良好,极具有推广价值。
(4)塑料热喷涂层
氧乙炔火焰喷涂的塑料涂层在大型容器、塔罐内应用,弥补了其他工艺制备塑料涂层的不足。塑料涂层化学稳定性好,涂层致密无孔,与绝大多数常温下的溶液不产生反应。能有效地隔离金属罐体与溶液的接触,同时,塑料涂层绝缘性好,不会形成电化学腐蚀。
1991年,对北京葡萄酒厂多个储酒罐内壁进行喷塑防腐处理。目的是解决不锈钢储罐中铬离子渗入高级葡萄酒内,造成变色降低酒类档次。工艺采用氧乙炔火焰喷涂环氧树脂塑料涂层,并用高压火花检漏仪进行孔隙检查,施工面积达1000多平方米,至今使用完好。
汽车与造船工业中的应用
为了提高汽车的性能,减少汽车的能耗和适应环保要求,热喷涂技术在汽车制造行业有了较大的发展.由于汽车工业属大工业化生产,一个成熟的工艺技术,往往形成的批量生产是很可观的.目前已形成批量产品的有同步环、活塞环,发动机的气门挺杆以及氧敏传感器探头等部件的热喷涂,其他许多部件仍在工业性试验中,或尚未形成批量生产,下表给出汽车工业零部件采用涂层材料和工艺。
表汽车零部件涂层工艺和材料
从表中可见,为了减轻整车质量达到降低能耗,逐步采用铝合金取代传统金属材料,同时还要保持或提高原设计和选用材料的性能。因此,在铝合金上制备不同涂层的热喷涂技术,目前正针对不同需求开展研究,其次,非传统的功能性涂层,如高隔热涂层、低噪声涂层、磁性传感功能涂层、高精度抗蚀涂层、代铬涂层均有较好的应用前景。再者,等离子喷涂工艺在汽车制造工业中仍有强劲的生命力,且对其自动化、智能化、高精度、高效率要求越来越高,其原因是应适合汽车零部件生产大批量、低成本、高质量的要求。
造船工业的应用,除了船用动力系统的排气阀,活塞环、缸套等部件按类似汽车工业的要求进行热喷涂处理强化外,典型的应用是采用低压等离子喷涂镍钛合金制备螺旋桨抗空蚀涂层。使用寿命比铝青铜提高了4倍,已在海军用小型船舶螺旋桨上获得应用。
船舶的维修和关键的尺寸修复,在工艺上是可行的,且附加值高,值得特别重视。例如大型船舶的艉轴、轴承座,发电机、舵机、锚机等辅机轴,各种阀门密封面、泵轴套、柱塞、机械密封坏等运动部件。往往由于关键部位磨损超差,不能使用,针对部件材质、磨损形式和使用条件,采取适当涂层进行修复,经济效益十分可观。航道疏浚用的挖泥船,大量零部件如泥斗、耙头、铰刀、铲刀、铲齿、泥泵叶轮等被泥沙磨损需修复,较原部件提高寿命达数倍,效果十分明显。
航空、航天工业中的应用
热喷涂技术在航空、航天工业中应用历史久,范围广,涂层品种多,而且技术含量高。尽管航空、航天中飞机发动机、宇宙火箭等工作条件十分恶劣,对涂层可靠性要求非常苛刻,但当代航空发动机中一半以上的零件都有涂层,主要用耐磨、耐腐蚀、抗氧化、封严。下表给出热喷涂技术在航空航天中的部分应用。
热喷涂在航空航天中的应用
对于发动机的绝热涂层,过去一般采用稳定型的zro 2, 面层材料和CONICRALY高温粘结底层材料,通过等离子喷涂,制备两层或数层阶梯结构涂层。自20世纪80年代末至90年代初,由于新的涂层技术---电子束物理气相沉积技术的开发成功,制备的热障涂层为柱状晶结构,与粘结底层结合牢固,涂层表面光洁,使用寿命高于等离子喷涂层一个数量级。关于热障涂层的粘结底层加陶瓷涂层结构,我国目前主要采用二层涂层结构,并已应用在新型发动机燃烧室,加力燃烧室等热部件上。目前对热障涂层的改进主要从多层或梯度功能涂层的设计,粘结底层的预氧化处理,热障陶瓷面层的渗铝处理,陶瓷面层激光改性处理等方面研究和发展。
发动机封严涂层随着热端高温气流温度的逐级提高,使用温度从300℃到1100℃,目前最高温度可达1350℃。A1Si-聚苯酯,镍-石墨,镍-硅藻土等复合粉末涂层,已获得成功应用。其中,尤以高温封严涂层制备和工作条件最困难。要求其厚度达2-3mm,喷涂时必须严格控制涂层应力的产生。另外,要承受1000-1350℃高温,遭受2-3倍音速的高温气流冲刷,受到超过300m/s线速度叶片尖部刮削而不发生剥落。故涂层必须耐高温、抗氧化、耐热震、结合强度高,化学惰性,而且质软,多孔(孔隙率达25%-30%)。
航空发动机某些零部件的磨损总是也是十发严重的,在服役期间,有的发动机低压转子转速5000r/min;并在极高负载和各种频率的振动下工作,从而产生各种机理的磨损,这些磨损仅靠改变基体材料是达不到要求的。据英国RR公司统计,1976年前发动机零部件60%因磨损而报废,采用耐磨涂层后报废率降到30%,目前采用爆炸喷涂和HVOF喷涂涂层已有50多种在航空产品零件上获得应用,如高低压压气机叶片、蜗轮叶片、轮毂封严槽、齿轮轴、火焰筒外壁、衬套、副翼滑轨、制动装置等。目前国内开发的某新机种上,规定采用十几种热喷涂层(主要是耐磨涂层)
数百个零件,其中四种最关键的耐磨涂层必要采用结合强度好、涂层致密度高的爆炸喷涂和HVOF 喷涂工艺制备。下表为爆炸喷涂在国内航空方面的应用。
爆炸喷涂在国内航空方面的应用
4.钢铁工业中的应用
热喷涂技术在钢铁工业的应用已有相当长的历史.从西方发达国家钢铁工业中喷涂技术应用的对象来看,各式各样的辊子占全部热喷涂部件的85%以上,取得极显著的技术经济效果.如CO-WC喷涂的张紧辊,其寿命由镀硬铬使用的两个半月延长到5年,停机检修时间和费用仅为原费用的
1/10.退火炉导辊,过去平均每月停机300min进行检修,喷涂后则可保持3年内不检修,并极大地提高带钢的品质。日本钢铁公司热喷涂退火炉辊的比率,从1982年的20%上繁荣昌盛到1989年的100%,而带钢因辊面结瘤引起的废品率则由80%下降到零。各国热喷涂钢铁用辊类部件见表4-68。
表各种辊类部件的热喷涂应用
注:CAL---连续退火炉辊(continuous annealing line);
CGL---连续热镀锌生产线辊(continuous galvanizing line)
APL---不锈钢带退火酸洗生产线辊(stainless steal strip annealing-picking line)
?连续退火炉辊
汽车用外壳薄板和硅钢片板材表面质量要求极高,不允许有任何划痕和缺陷。故生产中各个工艺环节对与钢板接触传动的炉辊表面状态提出严格要求。在宝钢薄板生产线上采用HVOF技术在连续退火炉辊表面喷涂作抗积瘤涂层,该涂层具有耐磨、耐高温、自清洁作用。使用效果达到日本同类产品水平。在武钢硅钢片生产线上采用等离子喷涂NiCr-8%Y2O3/ZrO2涂层用于硅钢片高温连续退火炉辊防积瘤。该辊长2700mm,工作部位长1500mm,辊径120mm,工作温度860-920 ℃,工作介质为氮氢还原性气氛并具有不同露点。使用结果证明:陶瓷涂层炉底辊寿命超过6个月,最长达2年。涂层抗积瘤效果明显,硅钢片表面质量达到武钢设计要求。
? 热浸镀生产线沉没辊
采用森吉米尔法时行薄板钢带连续热浸镀锌(CGL)和热浸镀铝、锡等金属熔液生产线中。熔液坩埚中工作的沉没辊和稳定辊等均遭受694-800℃铝熔液和452-570℃锌熔液侵蚀,同时钢带由辊面带动的运动速度高达35-40m/s。合金辊一般在铝熔液中寿命仅2-3天,锌熔液中则仅10天左右就会产生很深的磨痕和蚀坑,划伤带钢表面使废次品率增加。采用等离子喷涂与NiCrALY
形成的梯度涂层,以及用HVOF喷泉涂涂层作为沉没围绕和稳定辊工作层。由于涂层材料与铝、锌熔液不润湿和不产生化学反应。上述两种工艺涂层分别在连续热浸镀铝、锌生产线坩埚中运动的寿命提高3-4倍。该类涂层还可用在熔融Cu、钢液方面作锭模、运输槽、坩埚内壁涂层和电偶套管、搅拌器、支架等保护层。
? 热轧工具
大口径无缝钢管自动轧管机所用的轧管机顶头,传统采用Cr17Ni2Mo整体铸造的耐热马氏体不锈钢制造,顶头与970-1050℃,使顶头高温硬度和强度急剧下降,表面氧化烧伤,产生“ 结瘤” ,撕裂、拉伤、凹陷。其消耗量为每轧制千吨钢管耗顶头16t。采用等离子喷焊技术,在锻制的45#钢顶头基体上喷焊Ni基高温合金+35%碳化钨焊层,厚度为1.2-1.5mm.经包钢无缝钢管厂3年的实际生产验证,喷焊顶头平均使用寿命提高3-5倍.轧制每千吨钢管耗顶头降至3t。年增效益达1000万元以上。
其他工模式的应用,还有结晶器,高炉风机、热剪刃、压铸和挤压模具等等。
5.印刷、造纸工业中的应用
随着科技的发展,对纸张和印刷的技术要求越来越高,苛刻特殊的性能要求恰恰好是热喷涂涂层发挥其作用的领域。
(1)印刷机械
等离子喷涂陶瓷涂层技术在印刷机辊子上已成功应用多年,其应用领域正日益扩大。陶瓷涂层的许多特点正适合印刷机辊子的需要,它们包括:高耐磨性;高耐蚀性;绝热性;防粘性;可刻蚀性;可维修性;选择性润湿性、亲水性;电绝缘性、亲水性;咬人性、适度粗糙度的保持性。
晕光辊:聚乙烯塑料薄膜电刻蚀用电晕处理机辊,辊长达500mm,其典型外径为250-500mm,需要在辊面等离子喷涂层为易吸潮的r- A1 2 O 3 结构,涂层的介电常数取决于涂层中的干燥度,一般喷涂的氧化铝涂层要用硅酮树脂封孔。
彩色胶印辊:彩色胶印辊由印刷辊、辊、输送油墨、传统的辊组成,工作面一般采取镀铜或铬后电刻蚀成型。自20世纪80年代后,采取喷涂陶瓷涂层-磨光或抛光-激光刻蚀-抛光成型成套工艺制备。经刻蚀后的辊面能精确地向印刷辊输送油墨,因而能获得图像清晰的彩色胶印画面,不串色。
采用等离子喷涂氧化铬涂层能满足彩色胶印辊使用要求。涂层制备时,要求孔隙率低和涂层不失氧,一般采取在等离子喷涂送粉气中加氧,功率在50KW以上进行喷涂作业。制备的涂层经适当磨光后,用激光进行刻蚀,刻蚀形成的窝状熔池最佳半径应为1-3um,典型深度为10-15um,但一般商品化制作均大于要求的数倍,如激光刻蚀的密度为140线/cm。国内进行该方面的研究,已达到大面积、长时间喷涂的涂层无任何缺陷,涂层经精密加工达到Ra0.1um以下,满足激光刻蚀400线/cm的要求.
激光刻蚀的熔池不规则平整,涂层应进行表面最后抛光才能应用。目的是使刮刀与辊面完全接触,有效控制油墨输送量,形成清晰的印刷效果。
(2)造纸机械
造纸工业中,从纸浆生产到成品纸张成型的整个工序过程,采用热喷涂涂层的主要零件有:压光辊、烘缸、木材输送盘磨损板、风机叶轮、输送螺杆、蒸煮锅、黑液锅炉管道、腭形夹爪,纸张脱水板、泵轴及轴套、机械密封环等十几种。针对具体使用环境,可采用各种涂层进行腐蚀保护和提供特殊功能表面,延长工件的服役寿命和降低成本。目前,热喷涂涂层在下面几个部件上的应用效果十分突出。1. 烘缸造纸烘缸基体一般均用铸铁铸造而成,烘缸直径有1.5m,2.0m,3.0m等等,最大的可达6m以上。烘缸内通入压力为1Mpa的过热蒸汽用于干燥烘缸表面的纸张。由于烘缸材质为铸铁,连续的纸带巾于缸面干燥,并以高速(最高可达30m/s)从缸面揭去,加之刮纸刀相对于烘缸运动(功能为刮揭纸张),故烘缸表面同时受到自身缺陷、纸浆中所含碱液、松香、明矾等介质的腐蚀和刮刀的磨损,需要施加涂层。传统方法是在烘缸表面镀硬铬、电弧喷涂铝青铝+1Cr18Ni9Ti涂层和等离子喷涂Mo和含MO的镍基涂层。
最近推出用高速氧燃料喷涂(HVOF),在我国又称为超音速火焰喷涂,这种工艺喷涂Co-WC层和氟化乙丙烯聚合物层,可使烘缸表面的释放性能显著提高,因为在HVOF中喷涂粉末度只有
5-50um,粒子飞行速度达600-900m/s因而产生硬度(1100-1200HV)的无孔隙涂层。在喷涂操作时,每启蒙喷涂厚度为0.10-0.15mm,不存在层间缺陷,而涂层在使用期间磨损是均匀的,故可保证涂层在任何剩余厚度下都具有相同性能.Co-WC涂层可抛光到相当低的粗糙度,氟化乙烯拥有
与温度低于200 ℃时的特氟隆一样的抗粘连特性和耐腐蚀性,且CoCr-WC涂层有更好的粘连性,能更有效地改善纸张的表面效果.
2、压光辊典型的压光辊要求有非常光滑的表面,用来加工高档光板纸。传统的表面处理方法是镀硬铬后抛光,由于工作运行时表面与刮刀接触,易产生划痕磨损。辊的寿命3-6个月。先后采用电弧和等离子喷涂Ni-A1+高铬不锈钢后用酚醛清漆封闭,但涂层表面粗糙度达不到要求。
采用HVOF和SB-HVOF喷涂100um厚度的耐磨CoCr-WC或Co-WC涂层,然后抛光精蚀到
Ra≈0.01-0.03um,压光辊的寿命可达2年。
?黑液锅炉管道纸浆碱回收用的黑液锅炉,在使用过程中,燃烧的黑液和无机物对锅炉水冷壁管道有严重的腐蚀和冲刷磨损作用。采用美国TAFA公司研制的45CT电弧喷涂单层涂层,取代过去采用的多层涂层体系使用寿命可达4年以上。由于45CT属高镍铬材料,成本贵且制成丝材工艺要求高,随后相继研制了Fe-22Cr-6A1合金线材等,采用电弧喷涂涂层基本达到45CT丝材性能指标,而成本大大降低。
6能源、核工业中的应用
能源工业主要包括热能、水力、核能及太阳能等。热喷涂涂层在火力发电锅炉,水轮机、核反映堆、太阳能吸收和转换上均能发挥特殊作用。
?锅炉“ 四管” 保护
除了造约工业黑液锅炉的保护涂层。什对电站、化工及其他行业的工业锅炉水冷壁管、过热管、再过热和、省煤气管的保护庆用进行了研究和开发。
目前全国数家单位研究出适用电弧喷涂的高CrNi、FeCrNi及FeCrA1合金涂层线材,喷涂的涂层质量达到45CT涂层指标。成本低廉适合我国国情。另一种新型粉心丝材,电弧喷涂后可形成
Fe3A1+WC金属陶瓷涂层。具有优异的抗高温冲蚀防腐蚀作用,可以替代美国超音速火焰喷涂
DS200涂层。同时开发出先进的高速、超音速电弧喷涂设备,大大提高了涂层的结合强度和致密性。目前,我国各地喷涂20万Kw,30万KW和60万KW的发电机组锅炉水冷壁管达二十多家,几十台锅炉,使用寿命成倍提高。
?水轮机过流部件的抗气蚀
气蚀是造成水轮机叶片等部件失效的主要原因之一。我国长江,尤其是黄河水中含有大量泥少,对水轮机过流面造成一定的冲刷磨损,使气蚀在磨损面上更加剧烈。调研表明;我国水轮机气蚀破坏量数倍于国外同类机组。
由于制造工艺等方面的局限,水轮机整体材质的选择受到一定的限制。表面保护和强化技术显示出较大的优越性,研制成功的试水Ni-46,试水Ni-67两种自熔性合金粉末采用氧乙炔火焰喷焊的焊层与奥102不锈钢堆焊层在模拟气蚀试验条件下,线速度为46m/s;水压为0.1MPA,试验时间为44h,耐气蚀性能比较列于表4-69
表4-69 几种焊层耐气蚀性能比较
耐气蚀系数=奥102堆焊层平均失重/喷焊层平均失重
Ni-46、Ni-67分别采用氧乙炔喷焊在清水电站(气蚀)水轮机过流部件和浑水电站(磨损+气蚀)水轮机过流部件使用效果均高出原件1倍以上寿命。现已在小型电站水轮机导水叶、转轮、叶片、迷宫环上推广使用。
我国小浪底电站水轮机组现已采用HVOF喷涂硬质耐磨涂层进行保护,使用效果有待进一步观察。
?核电工程功能涂层
核聚变装置大致可分成磁约束聚变反应堆(MCF)和惯性约束聚变反应堆(ICF)两大类。B 4 C 是一种能吸收高深度X射线而表面受热量小的低Z材料,它不会被中子激活,并且有较高的硬度和汽化温度,ICF反应堆可采用B 4 C涂层作为第一级保护墙。另外,在封闭磁场中维持燃料连续核聚变,使MCF反应堆长期运行,选用高Z材料是有利的,如钨,可用作Tokamac MCF反应堆和其中的Toraid燃料装置(等离子产生装置)的保护。B 4 C和W涂层性能见表4-70
涂层均采用低压等离子喷涂(VPS)制备。
核反应堆循环系统的高温截止阀、控制阀是为了防止钴合金受核辐射对水回路造成污染,对其密封面材料提出喷焊无钴少硼自熔性合金粉末。研制的Ni-Cr-W-C基自熔性合金粉末与传统的自熔性Ni-Cr-B-Si相比,硼硅含量相对低,且含钨、铬、和碳均较高。开成的等离子喷焊层为韧性好的Ni基固溶强化的奥氏体中镶嵌初晶态或共晶态硬质相组织。焊层有较好的抗裂性和耐热冲击性,磨擦系数小,耐磨性好,高温硬度和强度高,已投入使用。
表4-70 B 4 C和W涂层的性能
新能源工业中,目前出现的钇钡铜氧(Yba 2 Cu 3 O 7 )铋锶钙铜氧(BiSrCaCuO)高温超导陶瓷涂层,固体燃料电池涂层,储氢材料涂层以及太阳能吸收与转换涂层均已有雏形或正在深入研究,工业化应用前景广阔。
7.纺织、化纤工业中的应用
现代纺织机械特别是化纤机械,正向高速、轻质、节能方向发展。许多耗能的高速运动零部件一般尽可能采用轻质合金基体(如铝)+表面强化及功能涂层复合制造。
纺织部件要求有一个轮廓分明的表面形状,这是由于在与纤维接触中这些部件必须起导向、卷绕、纺丝和拉丝并缠绕纤维作用所要求的。特殊的表面有的供设计要求的张力,同时又对纤维不造成拉毛和擦伤,同时自身还必须有足够的耐磨性,以满足纺机长时间稳定工作的要求,尤其是纺织行业规模化生产,这种要求更显突出。上述种种通过热喷涂功能性涂层的设计和制备方能满足。
目前在纺织行业成套设备数千个受力点所用的部件大部分采用功能涂层复合部件,零件涂层性能见表4-71
从表4-71中可知,纺织工业中使用AL 2 O 3 +TiO 2 涂层范围较广,尽管这类涂层有很好的耐抗蚀性能。但由于AL 2 O 3 和TiO 2 以及其他氧化物可与不同比例组成新的陶瓷涂层材料,经等离子喷涂后用不同的后处理技术如抛磨、刷磨、磨削和砂光等加工方法,可获得不同硬度与不同表面状态的涂层,以适应各种纤维纺织性能的需要。其特点如下。
部分纺织零件表面涂层及性能
?具有优异的耐高速纤维磨损性能,氧化物陶瓷涂层硬度高和低表面能性质,决定其必备耐磨和减摩性,这一点不容易被其他材料所取代。
?不同的陶瓷涂层后加工方法使表面具有不同的轮廓,因而会有不同的磨擦力。能对纤维施以适度的“ 捻力” ,使纤维达到必要的强度和韧度。
?利用喷涂表面无数微粒凸起的喷涂态(可经适当的加工消除尖利的峰顶),提供适度的表面粗糙度,与纤维作用时使纤维表面获得必要的“ 绒度” ,达到染色性好,有一定的吸湿性等。
cr2o3比Al2o3硬度值更高且具有耐化学腐蚀作用。碳化涂层主要提供耐应性能,在纺织行业中均有特殊的作用。
大多数纺机零件均需要制备表面极平整、细腻、均匀的薄型陶瓷涂层表面。喷涂过程中必须把握以下三个环节:一是用≤0.25mm的细粒度刚玉进行表面粗化喷砂:二是采用粒度范围5-45um的粉末喷涂;三是涂层厚度一般为0.15-0.20mm。
这些应用已在我国形成系统化、规模化和规范化。纺织化纤工业陶瓷涂层的应用占全国陶瓷涂层大部分市场。
电子工业中的应用
金属-陶瓷复合材料结构是微电子工业基板材料的一种理想材料。在金属板(如科伐合金、铜、铝、钢)上热喷涂高介电常数的陶瓷涂层,具有高热导率的金属能将强电流所产生的热发散开,而陶瓷涂层则提供很好的介电绝缘性能。以铜板上喷涂AL 2 O 3 陶瓷涂层为例,其总热导率比在相同厚度铜板上烧结氧化铝层的总热导率高5倍,而传统作为介电导热的BeO的热导率仅较氧化铝涂层高1倍,故可通过适当减薄涂层厚度,用作集成电路板的介电散热。提高集成电路的功率。美国已能喷涂25mm*25mm的介电陶瓷涂层复合电路板,一批次生产可达5万件规模。
热喷涂技术是生产厚膜电路的有效方法,这种电路比印刷电路可承受较高的电流。其制造过程是:在非导电基体上(如塑料、陶瓷或玻璃等)喷涂金属。电路模型喷涂前需遮蔽,喷涂后腐蚀去不需要的部分即可。或用塑料注模法来制作,对塑料表面全部喷涂后,磨出凸出部分则凹陷部分为所要的电路模型。厚膜电路常用的喷涂金属为铜、铝、锌和银,在制造电阻器、电容器和电感器方面已得到应用和发展。
在热处理后的玻璃上热喷涂铝等涂层已制成电加热板。在大型闸刀开关的接触面,1500A/60V直流电源开关导电触头上喷涂导电涂层,经2000次开关寿命试验表明:紫铜涂层制触头耐电蚀性最差;银或银钨合金涂层的触头耐电蚀性较好;等离子喷涂AgW或CuW涂层的触头各种性能均最佳。
锌涂层可提供高能级的电磁波衰减范围,可用于屏蔽电磁波和无线电频率的干扰,同时可清除静电放电火花。这方面的应用包括计算机终端装置、电子办公设施、感光电子设备等。
9.化学工业中的应用
化学工业中最大的问题是腐蚀,各种材料在不同腐蚀介质、腐蚀环境、腐蚀温度中形成的腐蚀机理也是千差万别的。热喷涂涂层抗腐蚀的作用是:将耐蚀性能优异的合金、陶瓷、塑料等材料在需保护的基体上形成一定厚度的涂层或多重涂层,再对涂层的微孔采用合适的封孔剂进行封闭,用隔离形式保护基体免受腐蚀。由于上述耐蚀材料形成涂层时,由于相变或部分元素烧损等原因,耐蚀性会略有下降。同时封孔剂的选配和封闭技术的差异,有时也达不到100%的封孔效果,故防蚀是一项系统而艰巨的工作,需要认真分析腐蚀原因,科学设计防腐涂层体系,仔细严格操作程序。
一般来说,用于大气常温环境下的耐蚀涂层,采用喷涂铝、锌、锌铝、不锈钢、铝青铜类合金涂层外加封孔形成复合防护体系即可耐20年以上的自然腐蚀。对于较严重的工业区大气环境,可采用喷涂镍基、钻基、Mo、塑料和陶瓷涂层加某些专用封孔剂进行局部防护。
镍、钴、铁基自熔性合金的喷涂重熔,形成的无孔致密焊层耐蚀性较好,几乎与整体同种材料的抗蚀性相当。火焰喷涂的塑料涂层会形成致密无孔的涂层,经高压电火花检漏仪进行检测确认无孔后,能用于塑料软化温度以下的多种腐蚀介质并存的工况条件,但其弱点是塑料不耐老化,使用寿命有限。氧化物陶瓷主要用于较强腐蚀介质,如醋酸、磷酸、氢氧化物以及各种盐类的腐蚀加磨损工况条件中,同时也耐数百度高温条件下的腐蚀介质侵蚀,但涂层的封孔材料和涂层设计
需认真选配方能达到预期效果。由于该类涂层技术要求高,制造成本贵,仅在特殊工况下的关键零部件上局部应用,大面积现场采用不太现实。
超音速火焰喷涂、超音速等离子喷涂、燃气爆炸喷涂技术在抗腐蚀涂层中应用,可制备结合强度高(50-100MPa),孔隙率极低(≤1.5%)的优质涂层,并获得很好的应用效果.
涂层封孔剂方面的研究进展据不完全统计,我国研制成功并实施应用的达近百种。其中绝大部分用于常温、弱介质环境涂层封孔。用于恶劣工况环境的封孔剂据资料介绍,目前已有20多种可用于包括王水在内的介质环境涂层封孔,其中5种可在200℃以上长期使用,耐温最高达500℃,有10种封孔剂可用于食品及医药行业。作为封孔剂材料均应具有以下特点。
?耐反应原料、中间反应物及最终产品的腐蚀。
?耐上述各种物质的溶解。
?抵御上述各种物质的应力开裂倾向。
热喷涂涂层体系在化学腐蚀领域中的应用实例见表4-72
表4-72中反应釜搪瓷内衬修补技术已申请专利,用于酸碱盐及有机物80-350℃腐蚀环境中的封孔剂已形成聚酯型、有机聚合物型、树脂型和胶粘剂型等系列,并获得国家专利及发明奖。
热喷涂涂层在腐蚀介质中的应用
10.生物医疗器件中的应用
随着人类生活质量的提高,人类平均寿命延长,对人工骨骼的需求量日增。据统计,1984年美国使用人工关节情况为:髋关节11万件,膝关节:6.5万件,肩指及其他关节:5万件。1990年资料报道,美国每年使用8.8万只全膝关节.1997年全世界人工关节预测显示:全髋关节40万件,全膝关节20万件,踝/肘/肩关节70万件,手指关节60万件。
我国人口众多,占世界总人口的四分之一,按1997年全世界人工关节预测,我国每年需髋关节10万件,由于我国经济发展不平衡,医疗和康复和整体水平与发达国家还有相当差距,随着现代化的逐步实现,生物功能材料在我国开发应用的市场前景十分广阔。
传统的人工骨骼是采用不锈钢1Cr18Ni9Ti和合金Ti-6A1-4V制作。植入人体后存在耐体液腐蚀性不强,与肌肉细胞组织不亲合而产生积水,关节运动部件搞磨损性差等问题。
目前典型的应用是以强度高韧性好的Ti-6A1-4V合金作基材,表面喷泉涂羟基磷灰石类陶瓷涂层(HA)。该类结构具有以下特点。
?人工骨骼采用复合材料结构设计,对生物体无毒,适于体内安全使用。
?羟基磷灰石涂层与骨骼材料成分相分相近,对生物体和细胞有良好的适应性和亲和性,无副作用。
?表面涂层及复合结构设计耐人体体液腐蚀。
?陶瓷涂层表面耐长期运动过程中的磨损。
?钛合金基体具有人体运运所必须承受的强度、韧性等力学性能。
?喷涂层的多孔性和粗糙表面,有利于生物体组织在人工骨骼表面的生长与亲和。
更细致的工作是在钛合金与面涂层之间,制备Ti或A1 2 O 3 、ZrO2 等生物惰性中间过渡层。目的是:屏蔽体液通过涂层与钛合金的接触,避免钛合金中的V等金属离子渗入生物肌体引起的
“ 中毒” 现象;是中间过渡层的采用能提高羟基磷灰大涂层与基体的粘结强度达到
50%-100%。
因此,热喷涂金属基生物陶瓷涂层的人工骨骼,是比较理想的人工骨骼材料,我国从多研究单位和大专院校已先后在人体股骨,髋骨、肘关节、骨盆、人造牙齿等方面研究成功并用于临床。
11.机械工业与其它方面的应用
?液压陶瓷涂层活塞杆
热喷涂陶瓷和金属陶瓷涂层,不仅具有高的硬度,优异的耐磨性;而且磨擦系数低,能耗小;对密封填料的磨损小,涂层硬度和耐磨性不会因局部过热而降低。因此,在抗腐蚀磨损领域,热喷涂涂层正成为电镀硬铬技术强有力的竞争者和取代者。
大型水利工程及海洋开发用的液压油缸大型活塞杆,采用等离子喷泉涂A1 2 O 3 +TiO 2 陶瓷涂层代替镀硬铬,可达到高质量,长寿命,免维修。现已制造出长16m,重10t的超大型陶瓷涂层活塞杆及相应的液压油缸系统。涂层厚度200-350um,硬度900-1200HV,表面粗糙度
Ra0.3-0.35um。该设计涂层活塞杆运行总行程超过1200km之后仍保持完好状态。
在化工厂高压往复泵柱塞上应用A1 2 O 3 +TiO 2 涂层,其使用寿命比原镀铬柱塞提高6倍,密封填料的寿命也提高3倍。目前,在低应力滑动磨损和腐蚀工况下工作的各种液压活塞杆柱塞、水轮机叶轮轴磨环、电枢轴头、磨床轴、抗咬死轴套、活塞环、凸轮随动件等,几乎所有原用镀铬制品均可用热喷涂涂层取代。从而避免由镀铬带来的六价铬水污染和“ 氢脆” 后果。
(2)拉丝轮
采用HVOF喷涂Co-WC和NiCrBSi涂层制造各种类型的拉丝机轮和塔轮,经适当的处理,较原用拉丝轮提高寿命十几倍,现在我国已形成年产值近千万元的产业,在电线电缆行业汽车橡胶工业得到推广应用,并保持较高的增长势头。
(3)喷涂成型
用热喷涂方法制备整体成型零件产品是一种快速喷铸制造方法。其特点在于根据产品特点要求高速和选配不同性能的喷涂材料灵活制备,具有独特的优势。
制造各种高熔点氧化物陶瓷成型产品,可采用水稳等离子喷涂和高能等离子喷涂技术进行。典型方法之一是:对金属模表面进行轻微喷砂处理后,再喷镀一层脱模剂薄涂层,(如食盐)然后喷涂陶瓷涂层到达一定厚度,成形后的制品只需溶掉脱模剂(如水淋溶解食盐)即可获得净尺寸工件。
如飞机雷达天线外罩,用氧化铝浆料铸模成形干燥后烧固,体积收缩率达8%-20%,而喷涂成型的A1 2 O 3 产品不变形,即使进行高温烧结处理,收缩率仅为3.7%。X射线天文望远镜镜罩支架(厚3.2mm,直径600mm,高240mm,环形),采用A1 2 O 3 +13%TiO 2 等离子喷涂成型后在900℃或1350下热处理,杨氏模量达70-126Gpa。圆柱度可控制在±15-±70um,满足要求。
用电弧喷涂工艺可直接在母模上制造工具,喷涂成型工艺快,相对成本低,通过适当控制工艺参数减少残余应力可得到精确尺寸产品,显著缩短从接订单到产品设计至实际投产时间,目前美国喷涂成型产品的生产达50万件/年。且涂覆材料从聚合物塑料至金属复合物尽有。现在正在开发将计算机引入该技术,不需要预先成型和模具,按计算机设计的模型并由其指令支配涂覆材料沉积路径,以形成准确尺寸和精确公差的三维复杂几何形状部件。从而使生产精细结构产品省去众多复杂的工艺过程和设备成为可能。
4金属基复合材料制备方法及应用
金属基复合材料制备方法及应用 摘要:金属基复合材料是以金属或合金为基体,并以纤维、晶须、颗粒等为增强体的复合材料。其特点在力学方面为横向及剪切强度较高,韧性及疲劳等综合力学性能较好,同时还具有导热、导电、耐磨、热膨胀系数小、阻尼性好、不吸湿、不老化和无污染等优点。按金属或合金基体的不同,金属基复合材料可分为铝基、镁基、铜基、钛基、高温合金基、金属间化合物基以及难熔金属基复合材料等。由于这类复合材料加工温度高、工艺复杂、界面反应控制困难、成本相对高,应用的成熟程度远不如树脂基复合材料,应用范围较小。但金属基复合材料除了和树脂基复合材料同样具有高强度、高模量外,它能耐高温,同时不燃、不吸潮、导热导电性好、抗辐射。是令人注目的复合材料。 关键字:金属基复合材料制备方法应用 1.复合材料的定义 复合材料的定义:复合材料是由两种或两种以上物理和化学性质不同的物质组合而成的一种多相固体材料。复合材料既可保持原材料的某些特点,又能发挥组合后的新特征,它可以根据需要进行设计,从而最合理地达到使用要求的性能。
2.金属基复合材料的基本特点 2.1优点:高比强度和高比模量,耐高温性好,导电导热,热膨胀系数小,尺寸稳定性好,耐磨性与阻尼性好,不吸湿、不老化、无放气污染。 2.2缺点:制造困难,难于形成理想的界面,加工困难,价格昂贵。 3.金属基复合材料的分类 金属基复合材料按组织形态可分为宏观组合型和微观强化型两类;根据复合材料的基体不同可以分为刚基、铁基、铝基、镁基复合材料等;按增强相形态的不同可分为颗粒增强复合材料、晶须或短纤维金属复合材料及连续纤维增强金属基复合材。 4.金属基复合材料制备工艺方法的分类 由于金属材料熔点较高,同时不少金属对增强体表面润湿性很差加上金属原子在高温状态下很活泼,易与多种增强体发生反应,所以金属基复合材料的复合工艺比较复杂和困难,这也是金属基复合材料的发展受到制约的主要原因。 4.1粉末冶金复合法 粉末冶金复合法基本原理与常规的粉末冶金法相同,包括烧结成形法,烧结制坯加塑法加成形法等适合于分散强化型复合材料(颗粒强化或纤维强化型复合材料)的制备与成型。该方法在铝基复台材料
金属基复合材料的种类与性能
金属基复合材料的种类与性能 摘要:金属基复合材料科学是一门相对较新的材料科学,仅有40余年的发展历史。金属基复合材料的发展与现代科学技术和高技术产业的发展密切相关,特备是航天、航空、电子、汽车以及先进武器系统的迅速发展对材料提出了日益增高的性能要求,除了要求材料具有一些特殊的性能外,还要具有优良的综合性能,有力地促进了先进复合材料的迅速发展。单一的金属、陶瓷、高分子等工程材料均难以满足这些迅速增长的性能要求。金属基复合材料正是为了满足上述要求而诞生的。 关键词:金属;金属基复合材料;种类;性能特征;用途 1. 金属基复合材料的分类 1.1按增强体类型分 1.1.1颗粒增强复合材料 颗粒增强复合材料是指弥散的增强相以颗粒的形式存在,其颗粒直径和颗粒间距较大,一般大于1μm。 1.1.2层状复合材料 这种复合材料是指在韧性和成型性较好的金属基材料中含有重复排列的高强度、高模量片层状增强物的复合材料。片曾的间距是微观的,所以在正常比例下,材料按其结构组元看,可以认为是各向异性的和均匀的。 层状复合材料的强度和大尺寸增强物的性能比较接近,而与晶须或纤维类小尺寸增强物的性能差别较大。因为增强物薄片在二维方向上的尺寸相当于结构件的大小,因此增强物中的缺陷可以成为长度和构件相同的裂纹的核心。 由于薄片增强的强度不如纤维增强相高,因此层状结构复合材料的强度受到了限制。然而,在增强平面的各个方向上,薄片增强物对强度和模量都有增强,这与纤维单向增强的复合材料相比具有明显的优越性。 1.1.3纤维增强复合材料 金属基复合材料中的一维增强体根据其长度的不同可分为长纤维、短纤维和晶须。长纤维又叫连续纤维,它对金属基体的增强方式可以以单项纤维、二维织物和三维织物存在,前者增强的复合材料表现出明显的各向异性特征,第二种材料在织物平面方向的力学性能与垂直该平面的方向不同,而后者的性能基本是个向同性的。连续纤维增强金属基复合材料是指以高性能的纤维为增强体,金属或他们的合金为基体制成的复合材料。纤维是承受载荷的,纤维的加入不但大大改变了材料的力学性能,而且也提高了耐温性能。 短纤维和晶须是比较随机均匀地分散在金属基体中,因而其性能在宏观上是各向同性的;在特殊条件下,短纤维也可以定向排列,如对材料进行二次加工(挤压)就可达到。 当韧性金属基体用高强度脆性纤维增强时,基体的屈服和塑性流动是复合材料性能的主要特征,但纤维对复合材料弹性模量的增强具有相当大的作用。 1.2按基体类型分 主要有铝基、镁基、锌基、铜基、钛基、镍基、耐热金属基、金属间化合物基等复合材料。目前以铝基、镁基、钛基、镍基复合材料发展较为成熟,已在航天、航空、电子、汽车等工业中应用。在这里主要介绍这几种材料 1.2.1铝基复合材料 这是在金属基复合材料中应用最广的一种。由于铝合金基体为面心立方结构,因此具有良好的塑性和韧性,再加之它所具有的易加工性、工程可靠性及价格低廉等优点,为其在工程上应用创造了有利条件。再制造铝基复合材料时通常并不是使用纯铝而是铝合金。这主要是由于铝合金具有更好的综合性能。
金属基复合材料的现状与展望
金属基复合材料的现状与 展望 学院:萍乡学院 专业:无机非金属材料 学号:13461001 姓名:蒋家桐
摘要综述了金属基复合材料的进展情况,重点阐述了颗粒增强金属基复合材料和金属基复合 涂层的进展,包括其性能、现有品种、制备工艺、应用情况. 同时报道了目前本领域研究存在的问 题,如:力学问题、界面问题、热疲劳问题,并在此基础上展望发展前景. 关键词颗粒增强金属基复合材料,复合涂层材料,界面,热疲劳,功能梯度材料 随着近代高新技术的发展,对材料不断提出多方面的性能要求,推动着材料向高比强度、高比刚度、高比韧性、耐高温、耐腐蚀、抗疲劳等多方面发展[1 ] . 复合材料的出现在很大程度上解决了材料当前面临的问题,推进了材料的进展.金属基复合材料(MMC) 是以金属、合金或金属间化合物为基体,含有增强成分的复合材料. 这种材料的主要目标是解决航空、航天等高技术领域提高用材强度、弹性模量和减轻重量的需要,它在60 年代末才有了较快的发展,是复合材料一个新的分支. 目前尚远不如高聚物复合材料那样成熟,但由于金属基复合材料比高聚物基复合材料耐温性有所提高,同时具有弹性模量高、韧性与耐冲击性好、对温度改变的敏感性很小、较高的导电性和导热性,以及无高分子复合材料常见的老化现象等特点,成为用于宇航、航空等尖端科技的理想结构材料. 1 进展情况 目前,金属基复合材料基本上可分为纤维增强和颗粒增强两大类,所用的基体包括Al , Mg ,Ti 等轻金属及其合金以及金属间化合物等,也有少量以钢、铜、镍、钴、铅等为基体. 增强 纤维主要有碳及石墨纤维、碳化硅纤维、硼纤维、氧化铝纤维等,增强颗粒有碳化硅、氧化铝、硼 化物和碳化物等. 用以上的各种基体和增强体虽可组成大量金属基复合材料的品种,但实际上 只有极少几种有应用前景,多数仍处在研究开发阶段,甚至也有不少品种目前尚看不到其应用 前景[2 ] . 1. 1 纤维增强金属基复合材料 纤维增强金属基复合材料,由于具有高温性能好、比强度、比模量高、导电、导热性好等优 点,而成为复合材料的主要类型. 1. 2 颗粒增强金属基复合材料 由于纤维增强金属基复合材料存在上述缺点,从而未能得以大规模工业应用,只有美国、 日本等少数发达国家用于军事工业. 为此,近年来国际上又将注意力逐渐转移到颗粒增强金属 基复合材料的研究上. 这一类金属基复合材料与纤维增强金属基复合材料相比制备工艺简单, 成本低,可采用常规金属加工设备来制造,这样有利于其开发和应用. 可见,颗粒增强金属基复 合材料是非常有发展前途的. 金属基颗粒复合材料通常是作为耐磨、耐热、耐蚀、高强度材料开发的,目前用于颗粒增强
有关高分子、复合、金属、陶瓷材料.doc
有关高分子、复合、金属、陶瓷材料 专业: 学生姓名: 学号: 指导教师: 完成时间:2015年1月3日
有关金属、陶瓷、高分子、复合材料 高分子材料 特点:高分子材料是以高分子化合物为基础的材料,是由相对分子质量较高的化合物构成的材料,包括橡胶、塑料、纤维、涂料、胶粘剂和高分子基复合材料。高分子材料有很高的分子量,质轻,密度小,有优良的力学性能,绝缘性能,隔热性能.由于高分子结构的不同,其特点也不尽相同。比如说:橡胶一类线型柔性高分子聚合物,其分子链间次价力小,分子链柔性好,在外力作用下可产生较大形变,除去外力后能迅速恢复原状;高分子基复合材料是以高分子化合物为基体,添加各种增强材料制得的一种复合材料,它综合了原有材料的性能特点,并可根据需要进行材料设计。功能高分子材料除还具有物质、能量和信息的转换、传递和储存等特殊功能。 应用:浙江大学的科研人员得到一种不仅坚硬、富有韧性,而且可连续化制备的高分子材料。用它织成的衣服可以防辐射和静电,由于新型纤维质量轻,还可做成更轻便的防弹衣。目前,课题组已能制成比头发丝还细的仿贝壳纤维。“我们这项技术的应用面很广,例如可制成功能性的织物。大家穿上了用仿贝壳纤维材料做的衣服后,不仅能防静电,还可以防辐射,同时又耐化学腐蚀。”该课题组博士生许震说。也许在未来,人们真的可以像蜘蛛侠那样,喷出液体迅速凝结成强韧的新型纤维,飘荡在城市大楼之间。 复合材料: 特点:由异质、异性、异形的有机聚合物、无机非金属、金属等材料作为基体或增强体,通过复合工艺组合而成的材料。除具备原材料的性能外,同时能产生新的性能。各种材料在性能上互相取长补短,产生协同效应,使复合材料的综合性能优于原组成材料而满足各种不同的要求。以纤维增强材料应用最广、用量最大。其特点是比重小、比强度和比模量大。一般复合材料具有重量轻、强度高、加工成型方便、弹性优良、耐化学腐蚀和耐候性好等特点。 应用:在建筑工业发展中使用树脂基复合材料对减轻建筑物自重,提高建筑物的使用功能等十分有利,是实现建筑工业现代化的必要条件。有可设计性,力
金属基复合材料的制备方法
金属基复合材料的制备技术 摘要:现代科学技术的发展和工业生产对材料的要求日益提高,使普通的单一材料越来越难以满足实际需要。复合材料是多种材料的统计优化,集优点于一身,具有高强度、高模量和轻比重等一系列特点。尤其是金属基复合材料(MMCs)具有较高工作温度和层间剪切强度,且有导电、导热、耐磨损、不吸湿、不放气、尺寸稳定、不老化等一系列的金属特性,是一种优良的结构材料。 Abstract: The development of modern science and technology and industrial production of materials requirements increasing, the ordinary single material is more and more difficult to meet the actual needs. Composite material is a variety of statistical optimization, set merit in a body, has the advantages of high strength, high modulus and light specific gravity and a series of characteristics. Especially the metal matrix composite ( MMCs ) has the high working temperature and interlaminar shear strength, and a conductive, thermal conductivity, wear resistance, moisture, do not bleed, dimensional stability, aging and a series of metal properties, is a kind of structural material. 关键词:复合材料(Composite material)、发展概况(Development situation)、金属基复合材料(Metal base composite materia l)、发展前景(Development prospect) 正文: 一:复合材料简介 复合材料是由两种或两种以上不同物理、化学性质的物质以微观或宏观的形式复合而成的多相材料。各种材料在性能上互相取长补短,产生协同效应,使复合材料的综合性能优于原组成材料而满足各种不同的要求。复合材料的基体材料分为金属和非金属两大类。复合材料按其组成分为金属与金属复合材料、非金属与金属复合材料、非金属与非金属复合材料。按其结构特点又分为:①纤维复合材料。②夹层复合材料。③细粒复合材料。④混杂复合材料。[1] 二:金属基复合材料简介 (1)定义:金属基复合材料是以金属或合金为基体,以高性能的第二相为增强体的复合材料。它是一类以金属或合金为基体, 以金属或非金属线、丝、纤维、晶须或颗粒状组分为增强相的非均质混合物, 其共同点是具有连续的金属基体。 (2)分类:按增强体类型分为:1.颗粒增强复合材料;2.层状复合材料;3.纤维增强复合材料 按基体类型分为:1.铝基复合材料;2.镍基复合材料;3.钛基复合材料;4.镁基复合材料 按用途分为:1.结构复合材料;2.功能复合材料 (3)性能特征:金属基复合材料的性能取决于所选用金属或合金基体和增强物的特性、含量、分布等。综合归纳金属基复合材料有以下性能特点。 A.高比强度、比模量 B. 良好的导热、导电性能 C.热膨胀系数小、尺寸稳定性好 D.良好的高温性能和耐磨性
C_C复合材料与金属材料的热压连接
万方数据
万方数据
万方数据
万方数据
C/C复合材料与金属材料的热压连接 作者:郭琛, 郭领军, 李贺军, 李克智 作者单位:西北工业大学,超高温复合材料国家重点实验室,陕西,西安,710072 刊名: 炭素技术 英文刊名:CARBON TECHNIQUES 年,卷(期):2009,28(5) 参考文献(16条) 1.李贺军;曾燮榕;李克智碳/碳复合材料研究应用现状及思考[期刊论文]-炭素技术 2001(05) 2.郭领军;李贺军;薛晖;李克智 付业伟短切炭纤维增强沥青基C/C复合材料的力学性能[期刊论文]-新型炭材料2006(01) 3.J-L LI;J-T XIONG;F-S ZHANG Transient liquidphase diffusion bonding of two-dimensional carbon-carbon composites to niobium alloy 2007(484) 4.张贵锋;张建勋瞬间液相扩散焊与钎焊主要特点之异同[期刊论文]-焊接学报 2002(06) 5.秦优琼;冯吉才;张丽霞C/C复合材料与TC4合金钎焊接头的组织与性能分析[期刊论文]-稀有金属材料与工程2007(07) 6.M SINGH;T P SHPARGEL;G N MORSCHER Active metal brazing and characterization of brazed joints in titanium to carbon-carbon composites 2005(412) 7.P APPENDINO;Monica Ferraris;VMentina Casalegno Joining of C/C composites to copper 2003(68) 8.何鹏;冯吉才异种材料扩散连接接头残余应力的分布特征及中间层的作用[期刊论文]-焊接学报 2002(01) 9.P APPENDINO Direct joining of CFC to copper 2004(329) 10.张福勤;黄伯云;黄启忠Cu-cr合金熔覆表面改性炭/炭复合材料[期刊论文]-矿冶工程 2007(06) 11.陈康华;包崇玺金属/陶瓷润湿性(上) 1997(03) 12.BUCKLEY JD.EDIEDD Carbon-Carbon Materials and Composites 1993 13.李贺军;罗瑞盈;杨峥碳/碳复合材料在航空领域的应用研究现状[期刊论文]-材料工程 1997(08) 14.所俊SiC陶瓷及其复合材料的先驱体高温连接及陶瓷金属梯度材料的制备与连接研究[学位论文] 2005 15.张雷;曲文卿;庄鸿寿碳纤维复合材料与金属连接及接头力学性能测试[期刊论文]-材料工程 2007(z1) 16.Savage G Carbon-carbon composites 1993 本文读者也读过(10条) 1.向巧.罗瑞盈.章劲草.XIANG Qiao.LUO Rui-ying.ZHANG Jin-cao炭/炭复合材料等温CVI工艺计算机模拟的应用[期刊论文]-炭素技术2009,28(1) 2.所俊.陈朝辉.郑文伟.韩卫敏.SUO Jun.CHEN Zhaohui.ZHENG Wenwei.HAN Weimin先驱体硅树脂高温连接 Cf/SiC复合材料--惰性及活性填料对连接性能的影响[期刊论文]-复合材料学报2005,22(4) 3.席琛.李贺军.李克智钨酚醛树脂连接炭/炭复合材料的工艺研究[会议论文]-2004 4.耿浩然.李辉.陈广立铝基钎料钎焊碳/碳复合材料的组织及强度[会议论文]-2008 5.陈铮.金朝阳.顾晓波.邹家生用Cu箔中间层瞬间液相连接SiCP/Al 复合材料的界面现象与连接强度[期刊论文]-焊接学报2001,22(5) 6.纪伶伶.崔红.嵇阿琳.Ji Ling-ling.Cui Hong.Ji A-lin针刺用炭布/网胎复合织物单层增厚及变形性分析[期刊论文]-炭素2010(1) 7.童巧英在线液相渗透连接C/SiC复合材料的显微结构与性能[学位论文]2003
金属陶瓷复合材料的应用
金属陶瓷复合材料的应用 我公司提供以下热喷涂技术服务:修复各类设备主轴、曲轴以及所有轴的轴颈、轴承档、油封档、键槽的磨损、拉伤等缺陷。“锅炉四管”(水冷壁管、过热器管、预热器管和省煤器管)喷涂防护、循环硫化床锅炉、膜式壁热喷涂防护、风机叶片、拉丝塔轮、拨丝缸、水轮机的导风叶、水轮机叶片的迷宫环等部件的防汽蚀、防磨处理。大型液压油缸的陶瓷涂覆活塞杆和液压缸以及位置测量成套系统、化工泵中往复泵柱塞陶瓷涂层、机械密封环和轴套表面喷涂、陶瓷蝶阀密封面喷涂代替镶圈结构、高参数球阀喷涂陶瓷、在石油、天然气勘测和钻采过程中所用设备的关键部件如钻头、轴、轴套、灌浆泵等表面热喷涂防护。 在塑料工业设备中,塑料挤出机螺杆、塑料切碎机喷嘴、塑料薄膜生产辊。冶金工业中,连续退火炉辊、张紧辊和偏转器辊自清理炉辊、热浸镀锌用沉没辊、稳定辊等先进涂层。热轧无缝管顶头的表面强化涂层、铜合金热挤压模具强化涂层。在化纤工业中,各种槽辊、锭杯、牵伸辊、导丝辊、表面陶瓷涂层、造纸烘缸表面防腐防磨防护、上光砑光棍、纸浆真空吸水箱板、印刷工业中铸铁印刷滚表面喷涂防护、陶瓷网纹辊、电晕辊。 在玻璃工业中,铜电板的抗高温氧化保护涂层、喂料柱塞和喂料管、内燃机燃烧室的热障陶瓷涂层(汽缸盖底面、活塞底面、活塞顶面、汽门全部底面缸套、活塞环、水泵动密封环、气门顶杆、增压器涡轮) 热喷涂涂层工业应用介绍 随着涂层新材料和新工艺的不断涌现,热喷涂涂层已在国民经济各个工业部门广泛地应用。加之现代计算机技术、传感测试技术、自动化及机器人技术、真空技术与热喷泉涂技术的结合和渗透,使得热喷涂技术的深入发展和工业规模化生产均有大幅度的进步和提高。对未来热喷涂发展的方向以及市场与工业规模的预测为:技术附加值高、效益好的如生物工程,航空航天,工、模具,电子工业等,但规模相对较小;要求成本低的大规模产业如汽车工业和钢结构,但技术附加值低;应用面最广的仍是机械工业,包括石油化工、轻纺、能源、冶金、航空、汽车等也均属此范畴。 热喷涂技术能赋予各类机械产品,特别是关键零部件许多特种功能涂层,形成复合材料结构具有的综合作用,真正做到了“ 好钢用在刀刃上” ,是材料科学表面技术发展的一个方向。但热喷涂技术仅通过涂层在机械产品基体表面获得一定的特殊功能,而不能代替基材或提高产品的结构性能。 钢铁长效防腐蚀涂层 由于锌、铝、锌铝、铝镁涂层的电极电位均负于钢铁,故对钢铁结构能起到阴极保护作用。从20世纪40年代起,国外已将它们喷涂于钢铁构件上作为长效抗腐涂层。国内自70年代起开始推广应用,迄今成功的实例不胜枚举。目前大面积钢结构喷涂锌、铝涂层一般采用电弧喷涂工艺,局部辅助以氧乙炔火焰线材喷涂补遗。现在国内每年采用热喷涂大面积施工工程均在数百万平方米以上。
先进金属基复合材料制备科学基础
项目名称:先进金属基复合材料制备科学基础首席科学家:张荻上海交通大学 起止年限:2012.1-2016.8 依托部门:上海市科委
一、关键科学问题及研究内容 针对国家空天技术、电子通讯和交通运输领域等对先进金属基复合材料的共性重大需求和先进金属基复合材料的国内外发展趋势,本项目以克服制约国内先进金属复合材料制备科学的瓶颈问题为出发点,针对下列三个关键科学问题开展先进金属基复合材料制备科学基础研究: (1). 先进金属基复合材料复合界面形成及作用机制 界面是是增强相和基体相连接的“纽带”,也是力学及其他功能,如导热、导电、阻尼等特性传递的桥梁,其构造及其形成规律将直接影响复合材料的最终的组织结构和综合性能。因此,界面结构、界面结合及界面微区的调控是调控金属复合材料性能的最为关键的一环。揭示基体成分、添加元素、增强体特性复合工艺对复合过程中的界面的形成、加工变形、服役过程中的界面结构、特征的演变规律和效应,以及在多场下的组织演变规律和对复合材料的性能变化极为关键。复合效应的物理基础正是源于金属基体与增强体的性质差异,而在金属基复合材料复合制备过程中,二者的差异无疑会直接或间接地影响最终的复合组织和界面结构。因此,要想建立行之有效的金属基复合材料组分设计准则和有效调控先进金属基复合材料的结构与性能,就必须从理论上认识先进金属基复合材料的复合界面形成及作用机制。 (2). 先进金属基复合材料复合制备、加工成型中组织形成机制及演化规律 金属基复合材料的性能取决于其材料组分和复合结构,二者的形成不仅依赖于复合制备过程,还依赖于包括塑性变形、连接、热处理等后续加工和处理过程。只有在掌握金属基复合材料的组织结构演变规律的基础上,才有可能通过优化工艺参数精确调控微观组织,进而调控复合材料的性能。 (3). 使役条件下复合材料界面、组织与性能耦合响应机制 先进金属基复合材料中,由于增强体与金属基体的物理和力学性能之间存在巨大差异,造成在界面点阵分布不均匀,同时近界面基体中由于热错配,残余应力等导致晶体学缺陷含量较高。因此,在使役过程中,先进金属基复合材料的力学性能不仅取决于其材料组分,更加取决于增强体在基体中的空间分布模式、界面结合状态和组织与性能之间的耦合响应机制。只有揭示使役条件下复合材料界面、组织与性能耦合响应机制,才能真正体现先进金属基复合材料中增强体与基体的优势互补,充分利用其巨大潜力,也才可能优化复合和界面结构设计。
陶瓷基复合材料综述
浅论陶瓷复合材料的研究现状及应用前景 董超2009107219金属材料工程 摘要 本文主要对陶瓷复合材料的研究现状及应用前景进行了研究,并对当今陶瓷复合材料发展面临的问题进行了概括,希望对陶瓷复合材料的进一步发展起到一定的作用。 本文首先对Al2O3陶瓷复合材料和玻璃陶瓷复合材料的研究进展及发展前景进行了详细的研究。然后对整个陶瓷复合材料的发展趋势及存在的问题进行了分析,得出了在新的时期陶瓷复合材料主要向功能、多功能、机敏、智能复合材料、纳米复合材料、仿生复合材料方向发展;目前复合材料面临的主要问题是基础理论研究问题和新的设计和制备方法问题。 关键词:Al2O3陶瓷复合材料玻璃陶瓷复合材料研究现状应用前景 1. 前言 以粉体为原料,通过成型和烧结等所制得的无机非金属材料制品统称为陶瓷。陶瓷的种类繁多,根据陶瓷的化学组成、性能特点、用途等不同,可将陶瓷分为普通陶瓷和特殊陶瓷两大类。而在许多重要的应用及研究领域,特殊陶瓷是主要研究对象。 陶瓷复合材料是特殊陶瓷的一种。在高技术领域内,对结构材料要求具有轻质高强、耐高温、抗氧化、耐腐蚀和高韧性的特点。陶瓷具有优良的综合机械性能,耐磨性好、硬度高、以及耐热性和耐腐蚀性好等特点。但是它的最大缺点是脆性大。近年来,通过往陶瓷中加入或生成颗粒、晶须、纤维等增强材料,使陶瓷的韧性大大地改善,而且强度及模量也有一定提高。因此引起各国科学家的重视。本文主要介绍了各种陶瓷复合材料的研究现状及其应用前景,并对陶瓷复合材料近年来的发展进行综述。 2.研究现状 随着现代科学技术快速发展,新型陶瓷材料的开发与生产发展异常迅速,新理论、新工艺、新技术和新装备不断出现,形成了新兴的先进无机材料领域和新兴产业。科学技术的发展对材料的要求日益苛刻,先进复合材料已成为现代科学技术发展的关键,它的发展水平是衡量一个国家科学技术水平的一个重要指标,因此世界各国都高度重视其研究和发展。 复合材料的可设计性大,能满足某些对材料的特殊要求,特别是在航空航天技术领域的应用得到迅速发展。陶瓷复合材料的研究,根本目的在于提高陶瓷材料的韧性,提高其可靠性,发挥陶瓷材料的优势,扩大应用领域。本文就几类典型的陶瓷复合材料介绍其研究现状。 2.1Al2O3陶瓷复合材料的研究进展及发展前景 Al2O3陶瓷作为常见陶瓷材料,既具有普通陶瓷耐高温、耐磨损、耐腐蚀、
金属陶瓷复合材料
金属陶瓷复合材料(学习型) 摘要:大家都知道,金属材料具有抗热震性、韧性好等特点,因而可以在许多领域中都得到广泛应用,但是它又因易氧化和高温强度不高等缺点限制了发展。而陶瓷材料具有硬度高,耐热性好,耐腐蚀等特点,如果通过一定的工艺方法将他们结合起来制成金属陶瓷,则可兼有二者的优点。使制成的新材料具有硬度大、高温强度高、高温蠕变性好,抗热震性好、抗氧化、耐腐蚀、耐磨损等众多优异的性能,得到更加广泛的应用。 关键词:金属陶瓷;复合原理;润湿性;热力学共存性 引言:属陶瓷是由金属粘结相和陶瓷主相组成。但并不是说,任意一种金属相和陶瓷相的结合就有优良的性金能。所以如何选择材料并且如何使材料能够完美的结合在一起将是本文重点研究的一个问题。 1、金属陶瓷材料体系的选择原则 对于金属陶瓷来说,要使其具有理想的性能,需要考虑的主要问题是如何把两个以上的相结合起来,获得理想的结构。而相界面的润湿性、化学反应以及组分的溶解对相界面的结合都有着重要的影响。为此,在材料体系的选择中,一般应遵循以下几个原则: 第一,熔融金属与陶瓷相的润湿性要良好,这是决定金属陶瓷性能优劣的主要条件之一。第二,金属相与陶瓷相之间不发生剧烈的化学反应,如果反应太剧烈,纯金属相就会变成金属化合物,而无法达到用金属来改善陶瓷脆性的目的。第三,金属相和陶瓷相的热膨胀系数相差不可过大,对于单一材料来说膨胀系数愈小,抗热震性愈好。但对金属陶瓷来说,除考虑整体膨胀系数外,还要考虑组元材料热膨胀系数的差别,这种差别如果太大,便会使材料在急冷、急热条件下产生巨大的热应力,甚至使材料产生裂纹或断裂。 另外,为了获得良好的显微结构,金属相和陶瓷相的量要有适当的要求,最理想的结构应该是细颗粒的陶瓷相均匀分布于金属相中,金属相以连续使薄膜状态存在,将陶瓷颗粒包裹,根据这一要求,陶瓷的量一般为 15%~80%。 2、金属陶瓷复合原理 2.1 金属相与陶瓷相间的润湿性问题 由于陶瓷和金属的晶体类型及物理化学特性的差异,两者的相容性很差,绝大部分液金属都不能润湿陶瓷,因而如何改善金属对陶瓷的润湿性,从而改善材
金属基复合材料的应用及前景
附录: 题目:金属基复合材料的应用级展望 院(系)轻纺工程系 专业高分子材料加工技术 届别2012届 学号0919080102 姓名汪振峰 指导老师袁淑芳老师 黎明职业大学 2011年12月
金属基复合材料的应用及展望 汪振峰 (黎明大学,福建泉州,362000) 摘要:金属基复合材料是近几年来复合材料研究中的热点。本文综述了金属基复合材料的分类、性能特点、制备方法,总结了其主要进展及应用。 关键词:金属基复合材料;特点;应用 1、前言 随着近代高新技术的发展,对材料不断提出多方面的性能要求,推动着材料向高比强度、高比刚度、高比韧性、耐高温、耐腐蚀、抗疲劳等多方面发展。复合材料的出现在很大程度上解决了材料当前面临的问题,推进了材料的进展。 复合材料(Composite Materials)是为达到预期的使用特性将不同性质的两种或两种以上材料结合为一体而设计制造的新材料。金属基复合材料(MMCs即Metal matrix composites)是以金属、合金或金属间化合物为基体,含有增强成分的复合材料。其目标是解决航空、航天、电子、汽车、先进武器系统等高技术领域提高用材强度、弹性模量和减轻重量的需要,它在60年代末才有了较快的发展,是复合材料一个新的分支.目前尚远不如高聚物复合材料那样成熟,但由于金属基复合材料比高聚物基复合材料耐温性有所提高,同时具有弹性模量高、韧性与耐冲击性好、对温度改变的敏感性很小、较高的导电性和导热性以及无高分子复合材料常见的老化现象等特点,成为用于宇航、航空等尖端科技的理想结构材料。 金属基复合材料集高比模量、高比强度、良好的导热导电性、可控的热膨胀系数以及良好的高温性能于一体,成为当代发展迅速的重要先进材料之一。 2、金属基复合材料的分类 金属基复合材料是以金属为基体,以高强度的第二相为增强体而制得的复合材料。因此,对这种材料的分类既可按基体来进行、也可按增强体来进行。 2.1按基体分类: 2.1.1铝基复合材料 这是在金属基复合材料中应用得最广的一种。由于铝的基体为面心立方结构,因此具有良好的塑性和韧性,再加之它所具有的易加工性、工程可靠性及价格低廉等优点,为其在工程上应用创造了有利的条件。 在制造铝基复合材料时,通常并不是使用纯铝而是用各种铝合金。这主要是由于与纯铝相比,铝合金具有更好的综合性能。至于选择何种铝合金做基体,则根据实际中对复合材料的性能需要来决定。
金属复合材料
金属基复合材料论金属基复合材料(MMC),这一术语包括很广的成分与结构,共同点是有连续的金属基体(包括金属间化合物基体)。现代科学技术对现代新型材料的强韧性,导电、导热性,耐高温性,耐磨性等性能都提出了越来越高的要求。与传统的金属材料相比,金属基复合材料具有较高的比强度与比刚度,而与高分子基复合材料相比,它又具有优良的导电性而耐热性,与陶瓷材料相比,它又具有较高的韧性和较高的抗冲击性能。这些优良的性能决定了它从诞生之日起就成了新材料家庭中的重要一员。它已经在一些领域里得到应用并且其应用领域正在逐步扩大 一、金属基复合材料分类 通常,金属基复合材料根据增强相、基体种类或材料特性进行分类。由于金属基复合材料的特性,特别是力学性能与增强相的形态、体积分数、取向,以及分散等直接相关,故多采用增强相对复合材料进行分类。但是,具有两种以上的增强相的混合复合材料是很难包括在增强相分类复合材料中的。例如,采用晶须和颗粒两种增强材料的复合材料。随着新型复合材料的不断开发,其分类的界线将变得模糊。 1.1. 按用途分类: ⑴结构复合材料:高比强度、高比模量、尺才稳定性、耐热性等是其主要性能特点。用于制造各种航天、航空、汽车、先进武器系统等高性能结构件。 ⑵功能复合材料:高导热、导电性、低膨胀、高阻尼、高耐磨性等物理性能的优化 组合是其主要特性,用于电子、仪器、汽车等工业。强调具有电、热、磁等功能特性 ⑶智能复合材料则强调具有感觉、反应、自监测、自修复等特性。 1.2.按增强材料形态分类 可分为纤维增强金属基复合材料、颗粒和晶须增强金属基复合材料。 1.3.按金属基体分类 可分为铝基复合材料,钛基复合材料、镁基复合材料、高温合金复合材料和金属间化合物复合材料。 1.4.按增强体类型分类
金属/陶瓷复合材料润湿性的研究
金属/陶瓷复合材料润湿性的研究 摘要:研究金属对陶瓷的润湿性对开发新型金属/陶瓷体系,探寻和发展材料的制备技术有重大的意义。制备高性能金属/陶瓷复合材料有着重要的现实意义。本文从陶瓷/金属的润湿现象、机理及其分类出发,介绍了润湿性研究的实验研究方法,并探讨改善润湿性的途径。 关键词:金属/陶瓷复合材料;润湿性;接触角;粘附功 一.润湿现象 润湿是固体表面的气体被液体取代的过程。在复合材料的制备过程中,只要涉及液相与固相的相互作用,必然就有液相与固相的润湿问题。在制备金属基复合材料时,液态金属对增强材料的润湿性如何直接影响到界面黏结强度。润湿性表示液体在固体表面上的铺展程度。优良的润湿性意味着液体在固体表面上铺展开来覆盖整个增强材料的表面。按热力学的条件,只有体系自由能减少时,液体才能铺展开来,即 因此,铺展系数SC[1]被定义为 当铺展系数SC>0时,才会润湿,根据力学平衡,可得: 式中,θ为接触角。 由θ可以知道润湿程度。θ=0°时,金属熔液会在基体上完全的铺展开;θ=180°时,熔滴呈圆球状,只与基体表面形成点接触,称其为完全不润湿;0°90°时则称为不润湿,液相对固体的粘着性较差。对于一个特定的系统,接触角θ会随温度、保温时间、吸附气体等而变化。润湿过程可按顺序分为沾湿、浸湿、铺展三个阶段。对于一个固定的系统,沾湿过程的铺展力最大,最容易进行,属于最低层次的润湿;铺展过程的铺展力最小,属于最高层次的润湿。润湿性好的液体将尽力覆盖更多的固-气界面,直至完全平铺固体表面,润湿性差的液体的润湿过程将终止于较大的平衡接触角。金属/陶瓷的润湿性对金属基复合材料的生产有重要的意义。
金属基复合材料综述
金属基复合材料综述 专业: 学号: 姓名: 时间:
金属基复合材料综述 摘要:新材料的研究、发展与应用一直是当代高新技术的重要内容之一。其中复合材料,特别是金属基复合材料在新材料技术领域中占有重要的地位。金属基复合材料对促进世界各国军用和民用领域的高科技现代化,起到了至关重要的作用,因此倍受人们重视。本文概述了金属基复合材料的发展历史及研究现状,对金属基复合材料的分类、性能、应用、制备方法、等进行了综述,提出了金属基复合材料研究中存在的问题,探讨了金属基复合材料的发展趋势。 关键词:金属基复合材料;分类;性能;应用;制备;发展趋势 Abstract: The research development and application of new composites are one of the important matters in modern high science and technology. This paper summarizes the met al matrix composites and the development history of the present situation and the classific ation of the metal matrix composites, performance, application and preparation methods, w as reviewed, and put forward the metal matrix composites the problems existing in the res earch, discusses the metal matrix composites trend of development. Keywords: Metal matrix composites; Classification; Performance; Application; Preparation; Development trend. 1.引言 复合材料是继天然材料,加工材料和合成材料之后发展起来的新一代材料。按通常的说法,复合材料是指两种或两种以上不同性质的单一材料,通过不同的复合方法所得到的宏观多相材料。随着现代科学技术的迅猛发展,对材料性能的要求日益提高。常希望复合材料即具有良好的综合性能,又具有某些特殊性能。金属基复合材料是近年来迅速发展起来的高性能材料之一,对促进世界各国军用和民用领域的高科技现代化,起到了至关重要的作用。相信随着科学技术的不断发展,新的制造方法的出现,高性能增强物价格的不断降低,金属基复合材料在各方面将有越来越广阔的应用前景。
Ti基复合材料及其制备技术研究进展评述
先进材料制备科学与技术课题报告 ——Ti基复合材料及其制备技术研究进展报告 学院:材料科学与工程学院 学号:SY1401210 姓名:刘正武 2014年12月24日
摘要 钛基复合材料(TMCS)以其高的比强度、比刚度和良好的抗高温、耐腐蚀性能,在航空航天、汽车等领域有着广阔的应用前景,引起了材料研究者的广泛兴趣。国外对钛基复合材料的研究已有近40年的历史,发展相当迅速,开发出来的原位合成工艺、纤维涂层等制备技术已经成功用于制备高性能钦基复合材料。国内TMCS研究起步较晚,虽取得了一定成绩,但与国外相 比还有一定差距。 本文主要从钛基复合材料的研究背景,强化原理,以及存在的主要问题方面做了总结,并对国内外的研究现状作了简要评述。钛合金本身具有较高的室温和高温比强度、低密度、高弹性模量。加入增强相,又进一步提高比弹性模量、比强度和抗蠕变能力。颗粒增强钛基复合材料(PTMCS)与纤维增强钛基复合材料(FTMCS)相比,具有制备工艺较简单,成本较低,无各向异性,可得到近净型零件等优点,是很有前途的复合材料。自生钛基复合材料基体将由纯钛基体向Ti6Al转化,并加入其它的合金元素,会得到实际应用。 关键词:钛基复合材料;性能;制备;研究进展
目录 第1章前言 ----------------------------------------------------------------------------------------------------------------------------- 4 1.1研究背景及原理-------------------------------------------------------------------------------------------------------------- 4 1.2 主要问题 ---------------------------------------------------------------------------------------------------------------------- 5 第2章国内外研究进展及评述 ---------------------------------------------------------------------------------------------------- 6 2.1 Ti基复合材料增强体的种类---------------------------------------------------------------------------------------------- 6 2.2陶瓷颗粒增强钛基复合材料 ---------------------------------------------------------------------------------------------- 7 2.2 自生钛基复合材料--------------------------------------------------------------------------------------------------------- 11 第3章结论 --------------------------------------------------------------------------------------------------------------------------- 13 参考文献 -------------------------------------------------------------------------------------------------------------------------------- 14
金属基复合材料的制备方法
金属基复合材料的制备方 法 Newly compiled on November 23, 2020
金属基复合材料的制备技术 摘要:现代科学技术的发展和工业生产对材料的要求日益提高,使普通的单一材料越来越难以满足实际需要。复合材料是多种材料的统计优化,集优点于一身,具有高强度、高模量和轻比重等一系列特点。尤其是金属基复合材料(MMCs)具有较高工作温度和层间剪切强度,且有导电、导热、耐磨损、不吸湿、不放气、尺寸稳定、不老化等一系列的金属特性,是一种优良的结构材料。 Abstract: The development of modern science and technology and industrial production of materials requirements increasing, the ordinary single material is more and more difficult to meet the actual needs. Composite material is a variety of statistical optimization, set merit in a body, has the advantages of high strength, high modulus and light specific gravity and a series of characteristics. Especially the metal matrix composite ( MMCs ) has the high working temperature and interlaminar shear strength, and a conductive, thermal conductivity, wear resistance, moisture, do not bleed, dimensional stability, aging and a series of metal properties, is a kind of structural material. 关键词:复合材料(Composite material)、发展概况(Development situation)、金属基复合材料(Metal base composite materia l)、发展前景(Development prospect) 正文: 一:复合材料简介 复合材料是由两种或两种以上不同物理、化学性质的物质以微观或宏观的形式复合而成的多相材料。各种材料在性能上互相取长补短,产生协同效应,使复合材料的综合性能优于原组成材料而满足各种不同的要求。复合材料的基体材料分为金属和非金属两大类。复合材料按其组成分为金属与金属复合材料、非金属与金属复合材料、非金属与非金属复合材料。按其结构特点又分为:①纤维复合材料。②夹层复合材料。③细粒复合材料。④混杂复合材料。[1] 二:金属基复合材料简介