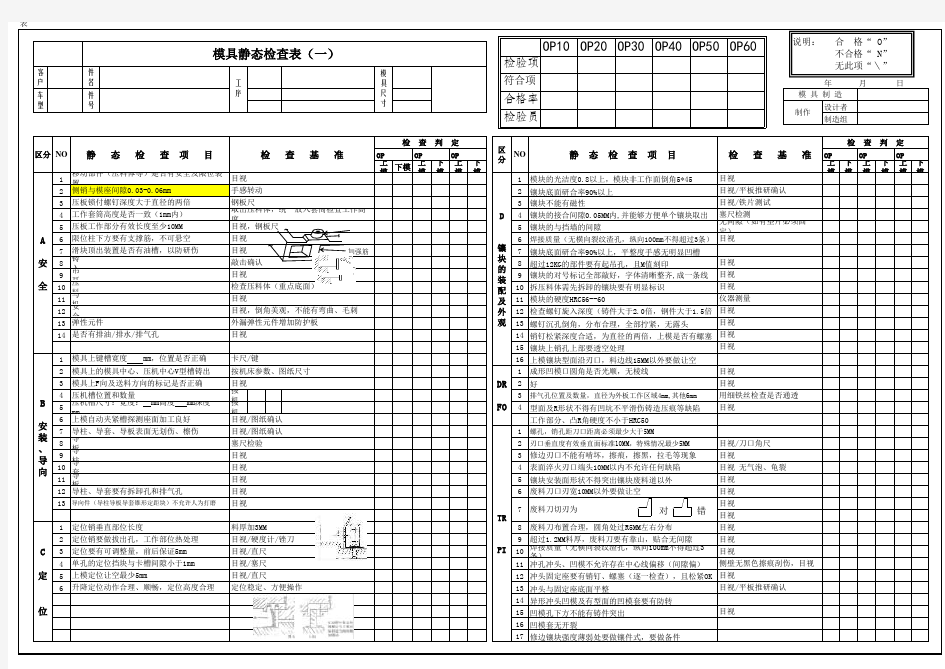
模具静态检查表(最新)
客户件名年
月
日
上模下模上模下模上模下模
上模下模上模下模上模
11模块的光洁度0.8以上,模块非工作面倒角5*4522镶块底面研合率90%以上33
镶块不能有磁性
44镶块的接合间隙0.05MM内,并能够方便单个镶块取出5
5镶块的与挡墙的间隙
66焊接质量(无横向裂纹渣孔,纵向100mm不得超过3条)
77镶块底面研合率90%以上,平整度手感无明显凹槽8铸入式吊耳无铸造缺陷
8超过12KG的部件要有起吊孔,且M值刻印
9
吊耳钢索接触面的倒角及位置良好
9
镶块的对号标记全部敲好,字体清晰整齐,成一条线
10压料体铸件是否有裂纹及铸造缺陷10拆压料体需先拆卸的镶块要有明显标识11与机能无关的尖角是否有倒角11模块的硬度HRC56--60
12安全挡板、废料挡板安装良好12检查螺钉旋入深度(铸件大于2.0倍,钢件大于1.5倍1313螺钉沉孔倒角,分布合理,全部拧紧,无露头
1414销钉松紧深度合适,为直径的两倍,上模是否有螺塞15镶块上销孔上部要透空处理
116上模镶块型面沿刃口,料边线15MM以外要做让空21
成形凹模口圆角是否光顺,无棱线
32焊接处不得有气孔塌角不平沙眼,修整后外观质量良好4按机床参数、图纸尺寸
3排气孔位置及数量,直径为外板工作区域4mm,其他6mm 5按机床参数、图纸尺寸
4型面及R形状不得有凹坑不平滑伤铸造压痕等缺陷6 工作部分、凸R角硬度不小于HRC50
71螺孔,销孔距刀口距离必须最少大于5MM
8导板与止退台间隙0mm,止退台高度大于10m 2刃口垂直度有效垂直面标准10MM,特殊情况最少5MM
目视/刀口角尺9
导柱要有防拔措施
3修边刃口不能有啃坏,擦痕,擦黑,拉毛等现象10导套要有止转、防拉托措施4表面淬火刃口端头10MM以内不允许任何缺陷11导板端面不可超出导根铸件端部5镶块安装面形状不得突出镶块废料道以外126
废料刀口刃宽10MM以外要做让空13 18废料刀布置合理,圆角处过R5MM左右分布2
9
超过1.2MM料厚,废料刀要有靠山,贴合无间隙
310焊接质量(无横向裂纹渣孔,纵向100mm不得超过3条)411冲孔冲头、凹模不允许存在中心线偏移(间隙偏)512冲头固定座要有销钉、螺塞(逐一检查),且松紧OK 613冲头与固定座底面平整
14异形冲头凹模及有型面的凹模套要有防转 15凹模孔下方不能有铸件突出
16凹模套无开裂
17修边镶块强度薄弱处要做镶件式,要做备件
定位销要做拔出孔,工作部位热处理目视/硬度计/锉刀B 安装、导向
C 定 位
定位要有可调整量,前后保证5mm 单孔的定位挡块与卡槽间隙小于1mm 上模定位让空最少5mm
升降定位动作合理、顺畅,定位高度合理
目视/直尺目视/塞尺定位稳定、方便操作
目视/直尺
目视目视用细铁丝检查是否通透目视模具上键槽寛度 mm,位置是否正确目视目视
模具上F向及送料方向的标记是否正确A 安全
目视/平板推研确认目视/铁片测试塞尺检测
目视
目视
仪器测量 上模自动夹紧槽探测座面加工良好OP OP 导柱、导套、导板表面无划伤、檫伤目视/图纸确认按机床参数、图纸尺寸OP 目视目视
工作套筒高度是否一致(1mm内)目视目视目视7 目视导向件(导柱导板导套锥形定距块)不允许人为打磨
废料刀切刃为
导柱、导套要有拆卸孔和排气孔料厚加3MM D
镶块的装配及外观
压板锁付螺钉深度大于直径的两倍手感转动移动部件(压料体等)是否有安全及限位装置定位销垂直部位长度
限位柱下方要有支撑筋,不可悬空目视滑块顶出装置是否有油槽,以防研伤目视目视侧销与模座间隙0.03-0.06mm DR FO
TR
PI
压板工作部分有效长度至少10MM 目视,钢板尺目视目视
目视
压机槽位置和数量
模具上的模具中心、压机中心V型槽铸出 目视检 查 判 定
塞尺检验目视
弹性元件
是否有排油/排水/排气孔目视
目视,倒角美观,不能有弯曲、毛刺压机槽尺寸:寛度: mm高度 mm深度 mm NO
检 查 基 准
静 态 检 查 项 目
目视/平板推研确认取出压料体,统一放入套筒检查工作高度区分OP OP
目视
检 查 基 准
目视无间隙(如有垫片必须固定)钢板尺
检查压料体(重点底面)目视检 查 判 定
模具尺寸
敲击确认卡尺/键
制作
设计者制造组
模 具 制 造OP 工序
目视
模具静态检查表(一)
件号
外漏弹性元件增加防护板目视/图纸确认目视静 态 检 查 项 目
目视目视
区分NO
车型
目视目视侧壁无黑色擦痕刮伤,目视目视 无气泡、龟裂目视目视目视说明:
合格“O”不合格“N”无此项“\”
加强筋
对错
检验项
符合项
合格率检验员
OP10OP20OP30OP40OP50OP60