非PVC软包装输液的市场前景

非PVC软包装输液的市场前景
作者: 指导老师:
摘要:随着医药事业的发展和人们生活水平的提高,输液市场呈现出百花齐放的局面。玻璃瓶、塑料瓶、非PVC软包装输液市场共存是将来输液市场必然。而软包凭借其独特的自身优势,采用先进的软包装材料,具有密封强度高透气性小和薄膜强度大与药液相容性好重量轻使用方便等特别,能替代传统的玻璃瓶输液,是目前国际是公认安全,可靠的输液必然会有着巨大的市场潜力和空间。本文主要从软包装输液的自身特点,其它输液质量与工艺优势和利润空间的比较来论述非PVC软包装输液的前景发展。
关键词:非PVC软包装输液;市场占有;质量和空间差艺;利润空间
引言
中国已成为大输液药品的生产大国,非PVC输液袋是20世纪90年代发展起来的一种新型药用包装材料,其安全系数、环保指标等均被世界公认。适应国际大输液药品包装的发展趋势,用非PVC软包装取代我国现今流行的玻璃瓶包装在我国已成为发展的必然。非PVC软包装输液有着玻璃输液瓶和塑料瓶所不能比拟的优点。
作为一种新的输液包装形式,非pvc现有的生产能力与市场需求形成明显供求失衡。供不应求是目前软包输液的主要现状。目前全国仅有相关生产企业28家,生产线35条,一年的产量仅为9000万袋,与每年近30亿输液袋的需求量相差甚远。且大部分市场在东部经济较发达的城市。而在发达国家,如日本这样一个只有1亿多人口的国家中,玻璃输液瓶占10%,塑料输液瓶占30%,非PVC输液软袋占60%。这就预示着随着中国经济的不断的发展,人们的消费水平的不断提升非pvc软包有着巨大的生长空间。
1 非PVC软包装输液的简介
近年来,国际最新的包装材料——非PVC复合膜软袋在国外日益广泛取代玻璃瓶而用于输液包装,国内医药市场也相继上市了塑料软包装输液产品,之所以备受用户青睐,是由于复合膜软袋的材料质量符合欧洲药典、日本药典及美国药典的袋是由三层共挤膜制成的,不使用黏合剂,膜的清洗、软袋的成型等均在100级洁净厂房中完成,无热原、无微粒。
1.1非PVC复合膜的结构
非PVC复合膜是由三层不同熔点的塑料材料如聚丙烯(PP)、聚乙烯(PE)、聚酰胺(PA)及多种弹性材料(SEBS),在100级洁净条件下共挤出膜的。
1.1.1内层
内层为完全无毒的惰性聚合物,化学性性稳定,不脱落或降解出异物。通常采用聚丙烯(PP)、聚乙烯(PE)。
1.1.2中层
中层为致密材料,具有优良的水、气阻隔性能。如聚丙烯(PP)、聚酰胺(PA)。
1.1.3外层
外层主要是提高软袋的机械强度。目前市场上软袋所采用的材料通常有聚丙烯(PP)、聚酰胺(PA)等。
另外,从非PVC复合膜生产工艺上要求,三层材料的熔点不同,从内到外逐渐升高,利于由内向外热合,使其更加严密牢固,这也是优于PVC材料(高频焊接由外向内进行)的一个方面。PP材料具有良好的水气阻隔性能,与各种药液有很好的相容性,能保证药液的稳定性。
1.2非PVC复合膜的特性
非PVC复合膜具有如下特性:①非PVC复合膜的成分中不含增塑剂,无DEHP渗漏的危险;②对热稳定,可在121℃高温蒸汽灭菌,不影响透明度;③对水蒸气透过性极低,使输液浓度保持稳定,可保证产品的储存期;④气体透过性极低,即使是很不稳定的输液也可保存
很好;⑤惰性极好,不与任何药物产生化学反应,并且对大部分的药物吸收极低;⑥柔韬性强,可自收缩,药液在大气压力下,可通过封闭的输液管路输液,消除空气污染及气泡造成的栓塞的危险。同时,有利于急救及急救车内加压使用;⑦机械强度高,可抗低温,不易破裂,易于运输、储存;⑧该软袋上的胶塞与袋内的药液被隔膜隔开,不会发生因胶塞热脱产生的颗粒落到溶液中;⑨使用过的输液袋的处理非常容易,焚烧后只产生水、二氧化碳的氧化物,对环境无害,与燃烧天然材料时相似(如木头);⑩软袋体积小,重量轻,便于运输贮藏,也是产品受育睐的原因之一。
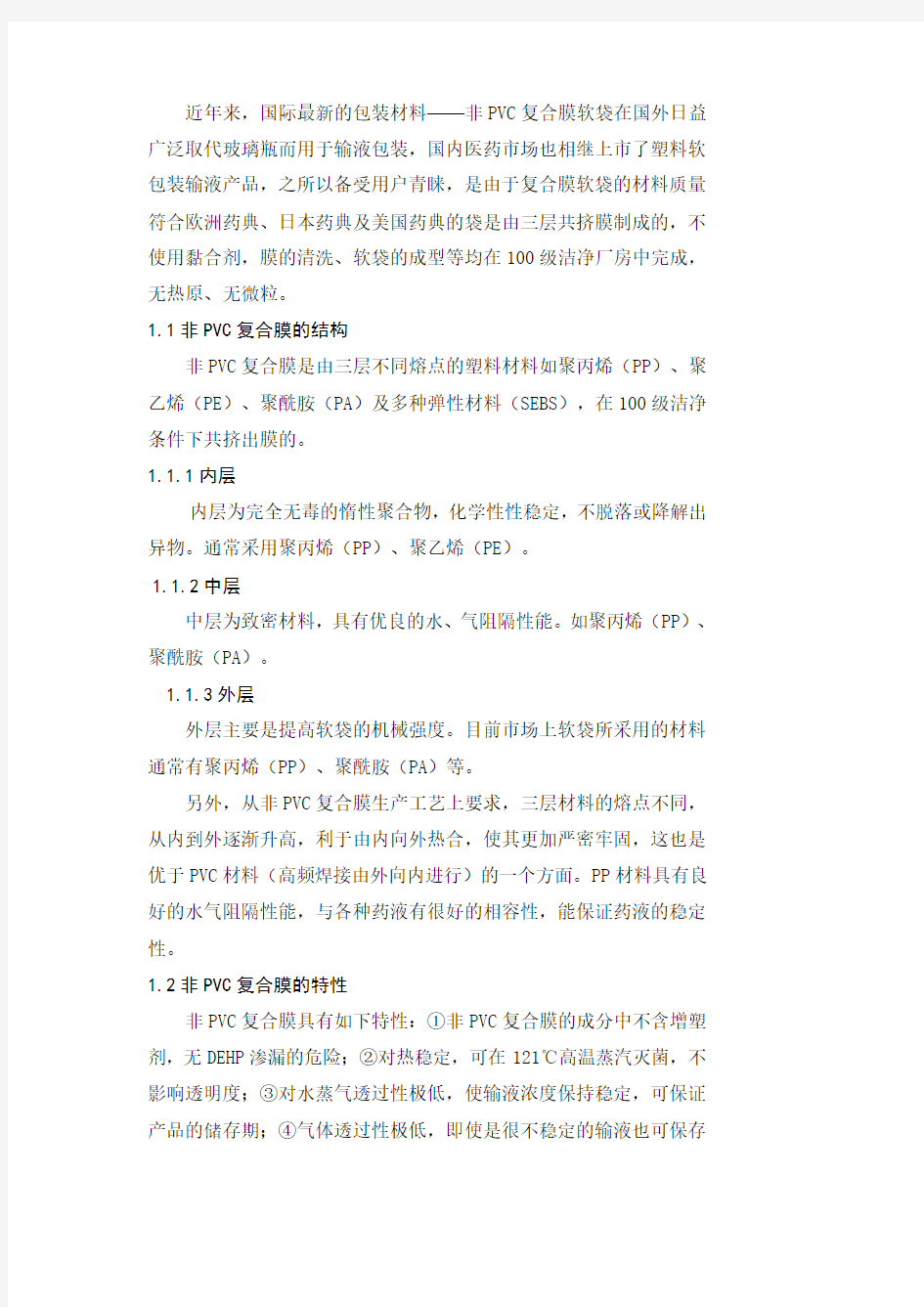
1.3同传统输液容器的比较
同传统输液容器的比较如下表所示:
项目玻璃瓶 PVC PP 非PVC复合膜
-----------------------------------------------------------
封闭输液系统 - - + + - + +
耐温性能 + + +/- +/- +
阻水性能 + + - - + +
消毒后透明度 + + - - - + +
柔软性/收缩性 - - + + - + +
机械强度 - - + + +/- + +
环境危害 +/- - +/- +
药物相容性 + + - + +
------------------------------------------------------------
由上面的图组可以看出非PVC复合膜的性能比远远大于其它三种。
1.4非PVC复合膜输液袋在输液生产中的特点
非PVC复合膜输液袋在输液生产中有如下特点:①非PVC复合膜输液袋的容积50ml-3000ml;②非PVC复合膜输液袋的型状与大小简
便易调,而且可以制作成单室、双室及多室输液。在输液生产线上根据产品要求就可以完成调整;③非PVC复合膜输液袋的袋口种类繁多,更换简单,完全适应临床的各种需要;④非PVC复合膜输液袋在输液生产中可以完成膜的(清洗)印刷、袋成型、焊接袋口、灌装、充气或抽真空、封口。而且生产线可以完成在线检漏和澄明度的检测;⑤非PVC复合膜输液袋可以适应小批量,多品种,多规格、多剂量的现代输液发展特点。
1.5非PVC复合膜在药物包装中的应用
不同的产品与不同的包装材料会引起不同的反应,而药品的贮存期一般从包装的状态来考虑。在更换包装材料及推出新产品之前应进行稳定性试验以及整体包装效果的考察。随着非PVC复合膜软袋的广泛应用,国外制药企业对膜材料的相容性、稳定性等方面进行了大量的实验。
实验结构表明:非PVC复合膜软袋其迁移性、水蒸气透过性、毒性实验、溶血作用及细菌内毒素实验均符合美国药典、日本药典及欧洲药典等标准,适合于大多数药物的包装,如大输液的常规输液、透析液、甲硝唑、环丙沙星等治疗性输液,甚至氨基酸、血浆代用品、脂肪乳也可以使用。总之,非PVC复合膜是一种理想的输液包装材料。国际上BAYER、ABBOTT、FRESENIUS、B/BRAUN、TAKEDA、OTSUILA等著名输液厂家都广泛使用非PVC复合膜。美国百特公司在中国的合资公司已向市场推出系列软包装输液,并得到良好的反应。
2与玻璃瓶和塑料瓶输液的比较
2.1输液质量的差异
2.1.1传统的玻璃瓶
采用的是用传统的玻璃瓶,天然橡胶和不易开启的铝盖包装,不耐低温,质量波动大,玻璃瓶易碎,不耐低温,生产中清洗困难,运输困难,生产工艺流程长,厂房占用大,操作人员影响质量因素多,自动化程度低,,灭菌过程中有破屑脱落进入液体,,生产流程大,生产环境对产品质量影响大。具研究发现玻璃瓶悬挂超过48小时,有
9%的输液被污染,时间越长,空气质量越差,危险性越大。而且玻璃输液包装还存在细缝破损不易检出,临床潜在危险释出离子改变pH 值,易碎、存储和废物处理费用高等缺点。
2.1.2塑料瓶
塑料瓶也存在占地面积大、废品处理困难,而且在材质上不如玻璃瓶与软包透明,使污染、颗粒及药物沉淀的检查相对困难,输液加药共用同一层橡胶塞,不利于药物输入,输液时也同样需要通气装置等缺点。塑瓶的的材质pp是非pvc输液包材回收后的重利用,所以其稳定性远远小于软包输液,但就成本而言并不低于非PVC。
2.1.3非PVC软包装输液
采用非PVC多层共挤膜与拉环式口盖、船型口管高温融合技术完全封闭,(在生产工艺中我会具体介绍其成品过程)无毒、无菌、无热源,不溶性微粒、不易与药液发生反应。其制袋膜质地很软,透明性较好,便于包装不易破损,它的灯检合格率也远大于瓶装。
2.2生产工艺的差异
生产工艺是非pvc软包输液优于其他形式的主要方面,其中涉及到灌装、灭菌、灯检、包装、检漏等工艺流程。从灌装生产工艺方面对比较其在质量、成本、安全性方面的优势。
2.2.1非pvc灌装的工艺流程
灌装工艺流程简图为导膜站→印字→成形→膜管焊接→灌装→封口→输出灭菌。印字工位可以换不同规格和种类的印刷版,成型工位也可以换不同规格的摸具50-500不等,这样就可以在不同的时期转换不同的品种和规格。
2.2.2质量优势
非pvc共挤膜在印字站下在约178度4.0pa的压力下通过印刷膜的着色印上标签,印刷一般不易脱落,保存时间较长。在印字站下在约158-162度5.2pa的压力下,通过热合与切割两个动作完成制袋。袋周被完全封闭在约142-150度5.0pa的压力下完成带与船形口管的热合,到此处制袋过程完成。
灌装分灌装、封口和输出三步。空袋在灌装前被吸真空,吸真空减少了药液中空气的含量从而也减少了污染物进入的可能。药液灌装完毕被传入焊接工位。船形口管与拉环口盖在760高温加热片的加热下迅速热合,半成品完成。
2.2.3成本优势
在输液生产线上随着灌装机的不断的发展与改进非PVC软包还可以制作成单室、双室及多室输液。根据产品要求就可以完成调整。而且现在PVC软包灌装机的速度以达每小时3000袋,可以说时产量相当的可观。
非pvc软包输液的制成与灌药、封口是在同一个机器上完成,一般一条生产线配备主操作与副操作两名操作人员即可。而塑瓶从开始制瓶到半成品最少要经历造瓶丕、吹瓶、灌装、焊环、贴标签等环节。相对与玻璃瓶从空瓶入厂搬运到洗瓶、洗胶塞、灌装、按塞再到贴标签、包装等一系列环节省了大量人力物力,从而节省了大量的成本。
2.2.4安全性
整个灌装过程无须人工直接操作,只须在操作屏上操作。整个灌装机设安全门,生产过程在操作人员无法直接接触灌装机机体,这不仅保证产品质量也保证了操作人员的安全。
较玻璃瓶而言软包的包装材料更为安全洁净。玻璃瓶部分是回收利用,虽然进厂后经过一系列的清洗与消毒,但要达到完全无菌几乎不可能。而随着人们的生活水平的进一步的提高,人们会越来越追求更安全可靠的输液材料。另一方面玻璃瓶耗了大量不可再生的资源和能源。玻璃大部分钠钙玻璃成分,消耗了石英、石灰石、长石、白云石等矿物原料以及煤、石油等燃料。我国硅质原料开采中,有10%~15%可用矿石被丢弃,硬质砂岩出产率平均不超过60%,石英砂选矿后产出率不超过70%。源和能源的消耗,限制了传统玻璃瓶规模扩大和产量进一步增长。
较塑瓶而言软包装材料也是最安全的,而且更容易存放与运输使用起来也更加方便,质量保证期更长。塑料输液瓶的材料是均质材料,
目前多为聚丙烯(PP)、聚乙烯(PE)。聚丙烯(PP)材料的抗低温性能不好,温度降低时,聚丙烯容器的抗脆性也随之降低,不利于在低温下运输;聚乙烯(PE)材料不能耐高温消毒,通常不超过110℃。而且塑瓶为了成型及加工的需要往往会用添加剂,而添加剂潜在着危害性。塑料容器与药液之间的相互关系可能发生渗透(透气、透湿),溶出(添加剂溶出),吸着(药物成份吸附),化学反应(容器与处方中微量成分配伍禁忌)以及变性(药物使塑料变性)。在输液方式方面,并没有克服玻璃瓶的缺陷,药液排空后不能完全回复,需要进气口,因而可造成瓶内微粒增加的可能。
2.3利润空间的对比
现在输液市场上流行一种说法,做输液要想赚钱就要上马软包。玻璃瓶是几分几分的赚而软包是几块几块甚至是几十块几十块赚。经过几百年的发展玻璃瓶现在真正的进入了微利时代。软包与玻璃瓶的市场价格相差甚远,这不仅与他们自身的成本有关,还与其具体的使用价值,消费者认可度系系相关。而塑瓶的材料价格和软包相似但其耗费的人力物力远大与软包但市场价格远不及软包,这样其成本差距就拉大了。
曾看过一个报道,报道说250ml 5%的葡萄糖的出厂价是1.58元,而卖给医院为2元,到了消费者手中也不过3-4元。而同样的品种软包成本为1-2元,而出厂价为5-6元,但到了消费者手中可能会达到20元左右,这其中可能有一些价格暴利问题,但我们不得不承认其利润空间的存在。
3从市场角度谈非PVC软包装输液的发展
3.1非PVC软包装输液的市场现状
中国输液行业从起步至今几乎都是以加速度发展的,从上世纪80年代的每年几亿的销量,到如今每年的60亿的生产能力和40亿的不菲销量,中国输液的发展是有目共睹的。特别是国家要监局SDA提出的输液厂家必须通过GMP论证的规定,将大输液企业推入了规范生产发展之路。
据国家药监局SDA统计数据显示,目前国内共有输液生产企业250家以上,多数输液生产以生产瓶装输液为主,能生产非PVC软包装输液的生产企业只有28多家,而这28多家生产企业只有30多条软袋生产线. 一年的产量仅为9000万袋,与每年近40亿输液袋的需求量相差甚远。种种迹象表明,许多输液企业正凭着大输液品种,质量的优胜,逐步把中国作为其全球的生产基地。相信中国大输液特别是软袋输液的发展的艰难之路才刚刚开了一个头。
3.2我国大中小医院使用非PVC软包装输液的情况
目前中国的软包市场大部分集中在东部沿海的城市医院、全国部分大城市大中医院、县市级医院的市立医院以及人民医院。医院对非PVC输液袋的接受能力也在增强。医院原先的操作规程和医生护士接受的培训也是以玻璃瓶和塑料瓶为主的,非PVC输液袋的出现打乱了他们原有的操作习惯,但在非PVC输液袋生产企业的推广及对医护人员进行培训之后,全国各大城市的医院都已经在普遍使用这种非PVC 输液袋产品了。
全国的大部分小城市以及乡镇诊所仍被玻璃瓶占据。就我家乡来说,使用玻璃瓶的医院还约占我市医院的80%,软包的使用只在人民医院,肿瘤医院得到广泛应用,乡镇医院以及农村医疗所几乎找不到软包。这主要是由于价格的影响、消费观念的影响及对软包的宣传不够,必须引起我们的重视。
3.3非PVC软包装输液的市场空间
有关报道称在发达国家人均使用输液量为3.33瓶/袋,在中国国内人均的使量不到2.5瓶/袋,随着生活水平的提高,这个数据肯定会有所增长。而我们知道中国2004年全年消费非PVC输液袋仅为1亿5千万袋,与全年45亿袋/瓶输液产品的产量相差甚远,而其中90%为玻璃瓶输液产品,玻璃瓶最终会让出大部分市场,这就为软包提供了巨大的发展空间。
国家在政策上也是非常鼓励发展非PVC静脉药物的。“十一五”期间,国家对输液行业提出的要求是适度控制玻璃瓶包装,鼓励使用
优质复合膜包装,到2005年争取塑料瓶(袋)包装输液达到总量的20%左右。而且在2000年9月国家药品监督管理局停止了PVC输液袋的注册,这对非PVC输液袋生产企业而言无疑是一剂强心剂。导致2001年改扩建、新建输液包装生产成了“热点”。人们关注的目光再一次转向非PVC输液袋。
非PVC输液袋在美欧的普及率达到了95%以上。随着中国加入WTO 后,来中国居住的外籍人数不断增多,外资医院也在增多,对软包产品的需求量也会随之增多。
4结语
从上面的论述我们可以看到虽然非PVC软包装输液有着自身的一些不足,但是它的发展前景是不可估量的。在将来的输液市场的竞争中,会出现玻璃瓶、塑瓶,非PVC 软袋共存的局面,但随着人们生活水平的提高和输液市场的不断成熟,非PVC输液的未来市场前景是毋庸置疑的。但软包装输液要充分的占领市场其道路还很曲折与漫长,这不仅与非PVC输液自身的一些不足有关还与中国现有的国情有很大的关系。
非PVC软包装输液其自身发展仍存在不足因素:①引进和运行缺乏配套技术支持,使得一些自动化程度较高的设备一时无法投入生产,在财力和物力上造成极大的浪费;②企业在引进新技术和新设备的前、中、后期人力资源的准备不充分,管理人员、技术人员、操作人员严重缺乏;③软包装输液生产的过程缺乏一个成熟的质量保证体系。软包装输液生产并非简单的玻瓶输液生产更换包装,其质量包装形式和包装材料上,肯定会形成百花齐放的局面,这样就会出现软包管理上的混乱。
但我们要看到的是每一个新生事物都有其发展壮大的曲折与过程,软包市场在成长,必须经历一段波折甚至是弯路。我们相信非PVC 输液会最终赢得市场,成为输液市场最大的赢家!
致谢
在这里我首先要感谢的是我的指导老师丛淑芹老师,本论文是在丛老师的亲切关怀和耐心指导下完成的。论文成稿,得到了丛老师的热情鼓励和悉心指导,凝聚了恩师心血。她严谨的治学态度,精益求精的工作作风,深深地感染和激励着我,使我受益匪浅。老师不仅在学业上给我以精心指导,同时还在生活上给我以无微不至的关怀,在此谨向老师致以诚挚的谢意和崇高的敬意。
在实习过程中,得到各位领导热心指导和无私帮助,同时还得到各位同事的大力帮助和支持,在此表示衷心的感谢! 我还要感谢在一起愉快的渡过毕业实习的同学们,正是由于你们的帮助和鼓励,我才能克服一个一个的困难和疑惑,直至本文的顺利完成。
在论文即将完成之际,我的心情非常激动,从开始进入课题到论文的顺利完成,有多少可敬的师长、同学、朋友给了我无言的帮助,在这里请接受我诚挚的谢意!我还要感谢培养我长大含辛茹苦的父母,谢谢你们!
最后,再次对大学以来所有支持、鼓励和帮助过我的老师、领导、同学、亲人和朋友们表示深深谢意。
参考文献
[1]唐燕辉.药物制剂生产设备及车间工艺设计.化学工业出版社,2002
[2]孔文.主导软包装市场的塑料包装薄膜.中国包装报,2007
[3]汪再文.德国专家研讨DEHP增塑剂对人及环境的危害.中国包装工业,2005
[4]刘正午.软包装输液的现状与未来的发展趋势.中国包装网,2005
求职发简历,我用最专业的126邮箱
为保护您的系统安全,邮件中的网页脚本已被过滤。点击查看未过滤的原文关闭
非pvc输液袋是什么材料
非pvc输液袋是什么材料 随着输液治疗的普遍应用,输液方式经过了从开放式、半开放式到全封闭 式的发展过程,而输液器随之由开始的玻璃瓶,到聚氯乙烯(PVC)软袋、到聚丙烯、聚乙烯(PP/PE)硬塑料瓶,直至目前世界上最为先进、且完全符合环保的非PVC复合膜软袋。由于玻璃瓶输液存在包装材料、输液方式等方面的缺陷,西 方发达国家在50年代开始发展了软包装输液,60年代全封闭式输液软袋投放 市场,并于1972年大量应用于临床,目前欧美发达国家95%以上临床使用的常 规输液均为全封闭的软袋包装,香港、台湾地区已淘汰了瓶装开放式输液系统。而我国98%以上的医院至今仍延续使用瓶装输液,尽管近几年有一些医院采用 了硬塑料输液,但这种包装方式没有从根本上改变传统的输液方式和存在的问题。一瓶输液的安全质量取决于药液的安全和质量、输液包装容器的安全和质 量以及药液与容器之间的安全和稳定。因此,开发输液产品时,如何选择合适 的包装材料,是确保产品质量的关键,也是制药企业应该思考的问题。一、传 统的输液容器存在的问题(一)输液方式:玻璃瓶具有良好的透明度、相容性及 及水阻气性能,使玻璃瓶输液得到空前的发展,这也是为什么玻璃瓶包装能够 发展到现在并占有一定市场的原因之一。但由于玻璃瓶不能扁瘪,因此输液过 程中需要不断经通气管路向溶液中引入空气产生压力,而空气中的灰尘、微生 物(如细菌、真菌等)可由此进入玻璃瓶中,造成输液的污染。研究表明,暴露 于医院病房的静脉输液受污染的几率是暴露于洁净室的10倍,美国等国家有许多在使用瓶装输液过程中引发感染等并发症的报道,在国内,这种情况也相当 多见。另外,当药液中加入治疗性药物(如易氧化抗生素、抗肿瘤药物等)需长 时间滴注时,药物不断与空气接触,会引起部分药物浓度及药效降低,减弱疗效。玻璃瓶自身重大,存放占用体积大,玻璃瓶的制作本身也是一个高耗能和 污染环境过程。(二)橡胶塞:橡胶塞的主要成分是橡胶,橡胶的成型必须添加 填料如防老化剂、硫化剂、填充剂等。目前大多数玻璃瓶输液的胶塞均采用天 然橡胶塞,长期与药液接触会使药液出现沉淀或浑浊现象,尽管在胶塞和药液 之间加盖一层涤纶膜,但还是不能解决输液应用时出现的所有微粒问题。近来,人工合成的丁基胶塞其化学稳定性、生物安全性、密封性及洁净度等方面远胜 于天然橡胶塞,淘汰天然橡胶塞在国际上早已形成趋势,我国于1995年已提出在13个针剂品种中淘汰天然橡胶塞,并于1999年11月12日由国家药品监督
基于51单片机的点滴输液报警器的设计与实现毕业论文
基于51单片机的点滴输液报警器的设计与实现 毕业论文 目录 引言 (1) 1 项目概述 (2) 1.1 选题背景 (2) 1.2目的及意义 (2) 1.3 国内外研究现状与发展趋势 (3) 2 相关技术 (4) 2.1 红外对管技术 (4) 2.2 单片机技术 (5) 2.3 晶体显示技术 (8) 3 总体设计 (11) 3.1设计方案 (11) 3.2系统硬件总体设计 (12) 3.2.1 系统硬件结构 (12) 3.2.2 系统硬件方案设计 (12) 3.3 系统软件总体设计 (13) 3.3.1 下位机软件设计 (13) 4 系统硬件设计 (16) 4.1 系统硬件设计原则 (16) 4.2 核心部件选型 (16) 4.2.1 中央处理器 (16) 4.2.2 检测液体部件 (17) 4.3硬件电路设计 (18) 4.3.1 LCD1602显示电路 (18) 4.3.2系统控制电路 (20) 4.3.3红外对管控制电路 (21) 4.3.4蜂鸣器电路及按键电路 (22) 5 软件设计 (24) 5.1 软件设计原则 (24) 5.2 主程序设计 (25) 5.3 系统启动程序设计 (25) 5.4 晶体显示程序设计 (26) 6 系统测试与运行 (29) 6.1 测试方案 (29)
6.2 测试结果与分析 (30) 7 结论 (31) 致谢 (32) 参考文献 (33) 附录A 中文译文 (34) 附录B 英文原文 (43) 附录C 系统连接原理图 (54) 附录D 源程序代码 (55)
辽宁工程技术大学毕业设计(论文) 引言 点滴输液是现在临床治疗和抢救非常重要的手段,医院使用的点滴输液装置是将液体容器挂在一定高度上,利用势差把液体输入到病人的体内,通过软管夹对胶管口径压紧和放松来控制滴速.这对输液有严格要求的病人和护士的监护管理来说都很不方便,在输液过程中药物接近完成或由于某种原因药物的速度过快、过慢都要医护人员及时护理否则将出现医疗事故。目前没有高效的控制系统,点滴输液时需要医护人员在旁照顾,这加重了医护人员的工作量和病人的思想负担而且也不利于医院的统一管理。 该装置就可以解决这个问题,在输液过程发生的意外状况可以通过警报声通知医护人员,医护人员只要听到警报声马上过来,就可以处理突发状况,这样就大大节约了时间,该装置不仅仅可以用在医疗方面,在一些需要严格控制液体流量的场合也可以使用,比如一些工业生产,珍贵的植被灌溉。 目前,国内外液体点滴报警器方面已经有了一些研究,已经研制出来一些新产品。并且被很多大型的医院引进,但是还没有普及,一些中小型医院在病人输液时还是靠医护人员的实时监控,以防止发生意外。 本系统可以合理的控制点滴流速从而避免出现危险,同时可以让患者感到舒适和方便护士操作。可以确保输液安全,实现医用点滴检测,无线声光报警,可以对输液状况实施检测,而且病人可以通过按键报警。该系统可以设置液体流速,当液体流速超出设置速度时,会发出警报,而且当没有液体时,该装置也会报警,这样就不用医护人员实时的监控,当病人有问题时可以按动装置上的按钮,从而方便了医护人员的操作,可以为他们腾出大量的时间。
软包装输液时常见问题及对策
软包装输液时常见问题及对策 由于软包装液体有许多优点而在临床上得到了广泛地应用。但在临床使用过程中也出现了一些瓶装输液时未曾出现的问题。如使用常规方法更换软包装液体时,引起输液器通气管滴液现象,不但污染了环境,且易致患者静脉接受输人的药物剂量减少,影响疗效,还造成不必要的经济浪费,甚至引起医疗纠纷;当用常规方法穿刺输液时还可引起排气困难、静脉回血困难、液面过高等现象。现将近年我们使用软包装液体后,发现问题及对策报告如下。 1 通气管溢液 密封软包装液体内为等压或负压状态,静脉输液时需向密封的输液袋内加人药物,不同的剂量会在袋内产生不同的压力,由于塑料质软有容受性、扩张性,致使配制液体时产生的气体不易排出而滞留于袋内川,同时由于使用一次性注射器加药,针栓和针筒之间的摩擦力比玻璃注射器大,若不向外抽空气或抽气不够川,袋内压力在加药过程中自然形成,高于外界大气压,当输液器针头插人输液袋的瞬间,针头立即与液面接触,在输液袋内较高压力的作用下,液体从通气管向外溢出,既影响药液剂量的准确性,又容易引起患者不满。我们的措施是,在输液器针头插人输液袋前,先将通气管打折塞人输液器针头帽内再插人[3);或者将输液器针头向下插人直立的输液袋内,不管袋内的压力有多大,均能防止液体通过通气管向外溢出,因为当输液器针头向下插人直立的输液袋瞬间,针头没有接触液面,这时袋内高压的气体立即从通气管排气,空气排出后,袋内的压力与外界大气压相等,避免了袋内压力过高导致药液自通气管溢出。 2 排气困难 由于软包装袋易受挤压,未排气之前在抓取过程中,液体易进人输液器,致使一次排气难以成功,而且容易浪费药液。我们在使用过程中发现,首先关闭输液器调节夹,再将输液器的针头插人输液袋,或者在插人后立即关闭输液器调节器,均可避免液体进人输液器,保证排气一次成功。 3 渗漏 部分输液袋在插人输液器针头以后或输液时液体沿针头外周渗漏,特别是反复穿刺时更易发生。预防方法是插输液器针头时,要插人到针头根部,造成机械性加压,可减少渗漏;软包装的橡胶塞有3个孔,其中1个是直径3mm的大孔、2个是直径2mm的小孔,加药时一般从大孔内加入,输液袋内加药种类多时,就从小孔内插人输液器针头,可避免反复穿刺造成的渗漏;且加药时应尽量使用小针头。 4 液面过高 输软包装液体出现液面过高时,可取下输液袋并倒转,须使输液器的针头处于液面上方,将茂菲氏滴管下端和输液管的连接处为对折点向下折叠,然后挤压茂菲氏滴管即可奏效,这与瓶装液体的处理方法一样。 5 静脉穿刺时回血困难 针头进人静脉而不见回血,可能与此静脉内血量较少、压力较低有关。将输液器的调节夹离输液器终端的过滤器>=30cm,可见回血,若仍不见回血,表明穿刺未成功,可在此状态下重新穿刺。 6 小皮塞的形成 软包装用于加药、插针头的橡胶塞被穿刺后很容易形成被针头切割成的小橡胶塞,被输液器的终端过滤器过滤,一般不会造成不良影响。预防措施是尽量使用9号针头加药。
输液报警器
光电输液报警2009年11月17日 说明: 2009年9月黄萌凌提出研制一种医院使用的输液报警器,本人经过试验采用光电开关原理的报警器基本满足使用要求,但是未能进入实践应用。现简单介绍如下: 1.基本要求和检测方案(本人自行假设的) 任务和基本要求 被测对象大号输液瓶小号输液瓶输液管 输液方式单瓶和单管的输完报警 双瓶和双管接力报警以及最后输完报警 输完判定方法剩余液位滴速 环境条件温度防光线干扰防拉动干扰输液液体颜色输液速度输液时间0.5~5小时 简单、安全可靠、低成本 a)滴速检测方案 正常输液速度范围:>3滴/min (可更改设定); 输完的判定值:<2滴/min(可更改设定); 液滴指示:每个液滴通过时,LED指示灯闪动一下; b)透射式和液面反射测量剩余液位方案 剩余液位低于正常高度(例如1/10)时报警。 输完报警方法:LED指示灯以闪动、输出报警电平、蜂鸣器、语音 复位:上电复位和手动复位;
信息传输: 1)带电池独立工作; 2)多个报警器统一(隔离)供电,(争取)共用一条信号线;3)无线联网(升级方案)。 电路: 供电:DC5V,电池或者外接DC 低功耗连续工作 批量成本:低于80元/个 安全:使用隔离变压器或者电池 2检测方法说明 2.1液滴测量方案(未进行试验) 液滴通过时改变光敏管接收的光强,产生变化输出,经过隔直流电容、放大器和施密特触发器在单稳态输出端产生一个固定宽度的脉冲,使放电三极管短促时间内导通,将稳流源(或大电阻)在定时电容中充入的电荷放电,使电容电压下降到最低电压。此后定时电容重新开始充电, 电容电压等速上升。在正常输液速度下,由于放电三极管在每个液滴通过时短促导通使定时电容电充分放,则电压不能上升到某个门限电压。当输液结束时,液滴速度大大放慢(最终停止),例如慢到正常的最低设定速度的1/3, 则定时电容电压可上升到某个门限电压U,使自保施密特翻转并且报警。 当采用(廉价)单片机进行处理时,上述电路则由软件完成。
输液报警
摘要 点滴输液是临床治疗和抢救的重要措施之一,基于现在的点滴输液方式需要医护人员实时监护,需要耗费大量的时间等问题设计了这个装置,本文简述了本系统的发展趋势,重要内容等,在总体设计方案中,对硬件和软件设计方案进行了介绍,再详细设计方案中,对硬件进行了简要的介绍,并实现了设计电路,然后在系统软件中主要介绍了实现该系统的程序,最后在测试模块中叙述了测试的结果和遇到的问题。该系统实现了对液体的流速控制,超过设置的速度报警,无液体时报警,1602液晶显示液体流速,而且病人可以按键报警等功能,该装置可以合理的控制点滴流速从而避免出现危险,同时可以让患者感到舒适和方便医护人员操作。可以确保输液安全,实现医用点滴检测,无线声光报警,可以对输液状况实施检测,而且病人可通过按键报警。 关键词:51单片机;NRF2401;LCD1602液晶显示
目录 引言 (1) 1.设计背景 ............................................................................................... 错误!未定义书签。 1.1课题背景 ..................................................................................... 错误!未定义书签。 1.2设计内容 ..................................................................................... 错误!未定义书签。 2.输液报警器系统简介 (4) 2.1方案选择 (4) 2.2系统设计原理 (3) 2.3系统组成 ..................................................................................... 错误!未定义书签。 3.系统硬件设计 ....................................................................................... 错误!未定义书签。 3.1主控制器选择 ............................................................................. 错误!未定义书签。 3.2显示电路 (7) 3.3温度传感器简介 (7) 3.4 DS18B20温度传感器与单片机的接口电路 (7) 3.5时钟电路 (8) 3.6复位电路 (8) 3.7系统总体电路图 (9) 4.软件设计简介 (10) 4.1C语言简介 (10) 4.2程序设计 (10) 5. 电路仿真 (13) 5.1Proteus软件介绍......................................................................... 错误!未定义书签。 5.2输液报警器Ptoteus仿真 ........................................................... 错误!未定义书签。 6. 总结 ..................................................................................................... 错误!未定义书签。参考文献................................................................................................... 错误!未定义书签。附录:源程序代码................................................................................... 错误!未定义书签。
双管双阀非PVC软包装输液的产品特点
双管双塞非PVC多层共挤膜包装输液的产品特点 一、非PVC多层共挤膜输液的特点(与其他包装容器比较详见附表1) 1、非PVC 多层共挤膜包装输液能够依靠自身的张力将药液压迫滴出,无需形成空气回路,在输液过程中,不用插入空气导管通气即可进行滴注,避免了来自空气的污染;是一种全新概念的全密闭静脉输液产品。 2、非PVC多层共挤膜输液包装材质机械强度高、表面光滑,而且能够阻止水气渗透,不含任何对人体有害的增塑剂、填充剂、润滑剂,无热源、无溶出物、无不溶性微粒,这些指标均达到或超过了发达国家药典的标准。 3、非PVC 多层共挤膜包装输液是在100级洁净度的条件下制造和灌装封口,设备自动化程度高,由同一生产线一次完成,无交叉污染;减少了来自生产过程中的污染。 4、能够加压输液(人工加压或使用加压袋加压)。 5、重量轻、密闭强度高、不易破碎、不怕冷冻。 6、体积小,仓储费用低,便于运输、节省空间。 二、双管双塞的特点(与单管单塞的比较详见附表2) 1、加药管和输注管分开,专口专用,加药与输液的过程在不同的两个口管分别进行,彻底避免了两个过程的交叉污染 2、加药管和输注管分开,药物通过加药管逐步稀释,药物的浓度不会过高,消除了不均匀的浓度过高药物可能造成损害的隐患。 3、单独的加药口管更方便加药操作,加药时输注点没有被暴露,在避免了配药间移送至输液间过程中的污染(因该过程中输液口未被启封),特别是同一患者多袋输液时其安全性更为突出。 4、双管双阀软袋采用铝塑一体易拉盖,使用时方便开启 5、胶塞的厚度适中,插输液管时更不易掉屑,大大减少了不溶微粒污染的隐患。 6、口管口径小、灌装时将污染机会降到最低。 7、软管和非PVC多层共挤膜焊接牢固、更不易漏液、安全性高。 综上所述,双管双塞非PVC多层共挤膜包装输液设计合理,安全可靠。该产品生产技术含量高,设备自动化程度高,原材料有高品质的要求。 德国PLUEMAT公司生产的生产线,选用德国PolyCine公司生产的非PVC多层共挤膜和非PVC多层共挤管,是目前世界上输液包装材料方面的最新技术,其标准符合美国及欧洲药典规定,获得欧美国家专利,经中国SFDA批准注册。 因双管双塞非PVC多层共挤膜包装输液设备和主要原材料均为进口,双管双塞用物料高于单管单塞产品用量,其制造成本较高;加之生产技术含量高,生产环境洁净度要求高,设备自动化程度高等诸多因素,造成双管双塞非PVC多层共挤膜包装输液价格一直处于输液产品的高端位置。
中国软包装输液的现状和未来发展趋势
中国软包装输液的现状和未来发展趋势 本章主要阐述了国内输液工业及一一一非PVC 软袋输液现状、国内软包装输液存在的问题以及软包装输液的未来发展与展望;并对国产非PVC输液用聚烯烃多层共挤膜、国产耗材以及灌装设备进行了系统详细的技术、市场分析,提出非PVC 软袋输液相关耗材、灌装设备等的国产化。 一、国内输液工业及非PVC软袋输液现状 据国家药监局SDA统计数据显示,目前国内共有输液生产企业250家以上,多数输液生产商以生产瓶装输液为主,能生产非PVC软袋输液的生产企业只有30几家,而这30几家生产企业大概有40多条软袋生产线,年设计生产能力超过5亿袋,而实际生产量2004年只有1亿多袋,开工率仅为20%左右。按目前输液工业30亿袋的市场需求量,非PVC软袋输液只有不到5%的市场份额,而与软袋输液几乎同时起步的塑瓶输液已占有10%以上的市场份额。非PVC软袋输液的发展已经落后于塑瓶输液的发展,而制约非PVC 软袋输液发展的主要原因就是我们国内的包装技术。 中国输液行业从起步至今几乎都是以加速度发展的,从上世纪80年代的每年几亿瓶(袋),到如今每年的60亿瓶(袋)的生产能力和40亿瓶(袋)的不菲销量,中国输液的快速发展是有目共睹的。特别是国家SDA 提出的输液厂家必须通过GMP论证的规定,将大输液企业推入了规范生产发展之路。 但是,近年国内大输液企业遭遇的“内忧外困”也愈来愈明显。一方面的是由于产能过剩,国内低端市场激烈竞争不断升级且愈发激烈,山东、安徽等地先后组织价格联盟抵挡“自杀性”的降价风潮。“一瓶输液还不如一瓶纯净水值钱”的说法不绝于耳,这是目前输液市场的现状。另一方面,国内大输液高端市场几乎全被外资企业把持的现状更是让人心焦。而且不同于国内大输液产品中普通输液占据较大比重的产品结构,“三资企业”特别注重冶疗型和营养型品种的研发和市场表现。在我们还是以玻璃瓶为主要包材的今天,他们则基本使用的是塑瓶或软袋包装。 种种迹象表明,许多跨国企业正凭着大输液品种,质量的优胜,逐步把中国作为其全球的生产基地。相信中国大输液特别是软袋输液的发展的艰难之路才刚刚开了一个头。 二、目前国内软包装输液存在的问题 1.权威性医用塑料输液包装材料标准还需进一步完善 国内有关医用塑料输液包材容器的标准虽已出台,但各企业基本还是参照欧美通行的标准制定塑料输液包材的厂标。近几年来国家已对这方面加强政策法规的管理,避免了项目单位在塑料包材标准选择上产生困惑。目前中国市场的现状是塑瓶、玻瓶、PVC软袋和非PVC软袋共存,但是不同的包材所适用的标准
l临床输液报警器
2013 届本科生毕业论文 临床输液报警器 学号:201301015038 姓名:温征德 学院:计算机学院 指导老师:占超 专业:医疗电子仪器 完成时间:2017.4.30
学位论文独创性声明 本人郑重声明: 所呈交的毕业论文输液控制装置是本人在指导老师的指导下,独立研究、写作的成果。论文中所引用他人的以任何方式发布的文字、研究成果,均在论文中以明确方式标明。 本声明的法律结果由本人独自承担。 毕业论文作者签名:温征德 2017年4月30日
摘要 本研究课题主要针对目前静脉输液装置普遍结构简单不利于静脉输液这一传统治疗手段发展提出。设计一个能够让医护人员高效率工作的输液装置。本文将会对静脉输液及静脉输液装置的发展历史作出简单的介绍,本课题系统的研究背景和发展现状。系统设计需要解决的问题,针对各个问题解决方案的论证与选择。然后在硬件设计方案中,简要地介绍硬件及设计电路、相关技术。在软件设计方案中,详细介绍实现该系统的程序,最后介绍在安装与调试阶段遇到的问题以及最终的测试结果。系统实现功能包括:药液液滴滴速的数字化采集、滴速的电路控制、危险状况的自动报警、病人手动报警、液晶显示输液实况。本课题具有减轻医护工作人员的工作量、简化工作手续的现实意义,同时也为输液监控系统的研究填补了部分空白。希望为输液治疗患者提供可靠安全诊疗条件。 关键词:输液监控、单片机应用、红外检测技术
Abstract The aim of this research is to present the intravenous transfusion device generally has the advantages of simple structure is not conducive to the treatment of intravenous infusion of traditional development is put forward. The design of a transfusion device to let the medical staff work efficiency. This paper will be on intravenous infusion and intravenous infusion device development history made simple introduction, research background and development status of the subject system. The design needs to solve the problem of system, demonstration and selection for each solution. Then the hardware design scheme, and briefly introduces the hardware circuit design and related technology. In software design, detailed implementation of the system program, finally introduced in the installation and debugging. The problems and the final test results. The system functions include digital acquisition of liquid drop speed, drop speed control circuit, automatic alarm the risk status of patients, manual alarm, liquid crystal display infusion live. This subject has to reduce staff workload, simplify the working procedures of the practical significance, but also to fill the part of the blank infusion monitoring system. Hope to provide a reliable and secure treatment conditions for infusion therapy patients. Key words: transfusion monitoring, single chip microcomputer application, infrared detection technology
输液报警器设计与制作报告
一、设计背景 静脉输液治疗是临床医疗工作中常用的治疗手段, 不少患者一天需输几组药液。因输液时间长,患者卧床产生疲劳,易在输液过程中熟睡。如果液体输完未及时发现, 医护人员不能及时换药或拔掉针头, 会出现空气进入血管形成气栓情况。轻则延误治疗,给病人造成痛苦, 重则会严重危及患者,发生事故。目前,临床输液过程中一般是由患者、陪侍或医护人员随时观察监视药液余量情况,牵扯精力大、效率低。针对这一情况,目前已有相关产品面世,但使用较少。通过查阅相关产品的资料发现,现在市面上存在的输液报警存在部分缺陷:有的产品可靠性差,会漏报或者误报,患者不放心;有的产品装置过于复杂,造成价格偏高;有的产品需要改变目前输液过程,使用不方便;有的产品需要接触液体,容易造成污染。为此,设计制作一种使用安全方便,价格低廉,报警准确的输液报警装置,将具有很大的实用价值。 二、设计目的 1、通过动手实践加深对课本知识的理解掌握并提高自身理论与实际相结合的能力。 2、进一步了解电子设备在医疗工作中的实际应用,为今后学习与工作打下基础。 3、复习电路设计与制作的相关知识,提高电路设计与制作及PCB版制作技能。 4、了解相关传感器的原理与应用,增强跨学科运用能力。 5、提高动手实践能力与解决实际问题能力。 三、设计思路及其方框图、电路图、PCB图 液位检测原理 本装置将探测头安装在茂菲氏滴管上, 采用光电原理非接触式探测液面变化液体(截面为凸透镜) 的透射聚光原理, 判断输液是否结束。由于输液管是一根透明塑料管, 当管内有液体时, 管壁和管内柱形液体相当于一个柱形透镜,如
图1所示,光线不仅能透过, 而且还能聚集到一片区域。当管内无药水时管内气体对光线形成散射光线, 光线主要在管壁内, 仅有很小一部分光线溢出;光敏器件能把这种光信号的变化转变成电信号的变化, 再经控制电路的 处理, 使装置便能在无药水的情况下发出报警。 随后又查阅了相关资料,得到光敏电阻的阻值与接受到光照强度大小的关系如图2所示。可以看出,阻值随光照强度的减小而变小,而且在光照强度较小时,电阻阻值的变化更明显。所以使用光敏电阻作报警装置的光敏器件,在管内有液体时阻值小,无液体时阻值大,利用在两种情况下光敏电阻阻值的不同就可以将输液是否完成区分开 电路原理 设计框图见下图 报警 首先对电源进行稳压和变压,输出适用的电压,为电路供电。检测电路主要由LED 与光敏电阻组成,将光敏电阻的阻值变化转化为电压变化,输入到触发电路。触发电路依据输入电压信号的不同输出高低电平,输入到警报电路,是警报电路在输液完毕时报警,达到输液报警器的效果。 电路正常工作电压应适中,本实验采用5V 直流电,利用LM7805进行变压。 检测电路应具有较高灵敏度,实验中将光敏电阻接入惠更斯电桥,通过设置相应电阻的阻值大小,使光敏电阻在阻值发生变化时可以有最大变化的电压输出。 图 1 光电检测截面图 图 2 光敏电阻阻值与光照强度的关系 图 3 原理框图
输液报警器说明
输液报警器设计说明 一、设计背景 静脉输液治疗是临床医疗工作中常用的治疗手段, 不少患者一天需输几组药液。因输液时间长,患者卧床产生疲劳,易在输液过程中熟睡。如果液体输完未及时发现, 医护人员不能及时换药或拔掉针头, 会出现空气进入血管形成气栓情况。轻则延误治疗,给病人造成痛苦, 重则会严重危及患者,发生事故。目前,临床输液过程中一般是由患者、陪侍或医护人员随时观察监视药液余量情况,牵扯精力大、效率低。针对这一情况,目前已有相关产品面世,但使用较少。有的产品装置过于复杂,造成价格偏高;有的产品需要改变目前输液过程,使用不方便;有的产品需要接触液体,容易造成污染。为此,设计制作一种使用安全方便,价格低廉,监测报警准确的输液报警装置,将具有很大的实用价值。 二、设计目的 1、避免了“回血”等现象的发生。 2、为护士提供足够的换药时间。 3、减少药物浪费。 4、解决特殊人群的安全隐患。 5、提高医院的工作效率。 三、设计思路及其方框图、电路图 输液报警系统由三个部分组成,分别是主控模块(含声光报警模块)、回血监测模块和滴速监测模块组成。主控模块由STC89C51单片机, LED显示
器,键盘、声光报警模块构成;回血监测模块由双电压比较器LM393,BENTENG3296可调电位器,LED及光电传感器组成,滴速监测模块是将回血监测模块的光电传感器进行了调换。 在输液点滴速度监测系统,广泛应用多兼容性单片机,滴速检测可用光电传感器,显示部分可选择液晶显示和数码管显示。键盘可采用扩展键盘或者直接利用I/O 扩展而成。通讯协议采用串行通信方式。报警电路同时采用蜂鸣器和发光二极管。 滴位检测模块键盘模块单 片 机 显示模块 声光报警模块