MP1500 2000 2500说明书-V2.0
MP 2000
MP 2500
O W N E R’S M A N U A L
Before operating, please read this manual completely!
FEATURES
●Transformer isolated 100V, 70V and P1 outputs.
● 5 LED indicator for status display.
●XLR socket and 6.35mm jack for link convenient.
●Output circuit shorting protection & display.
●Series amplifiers of high output power available.
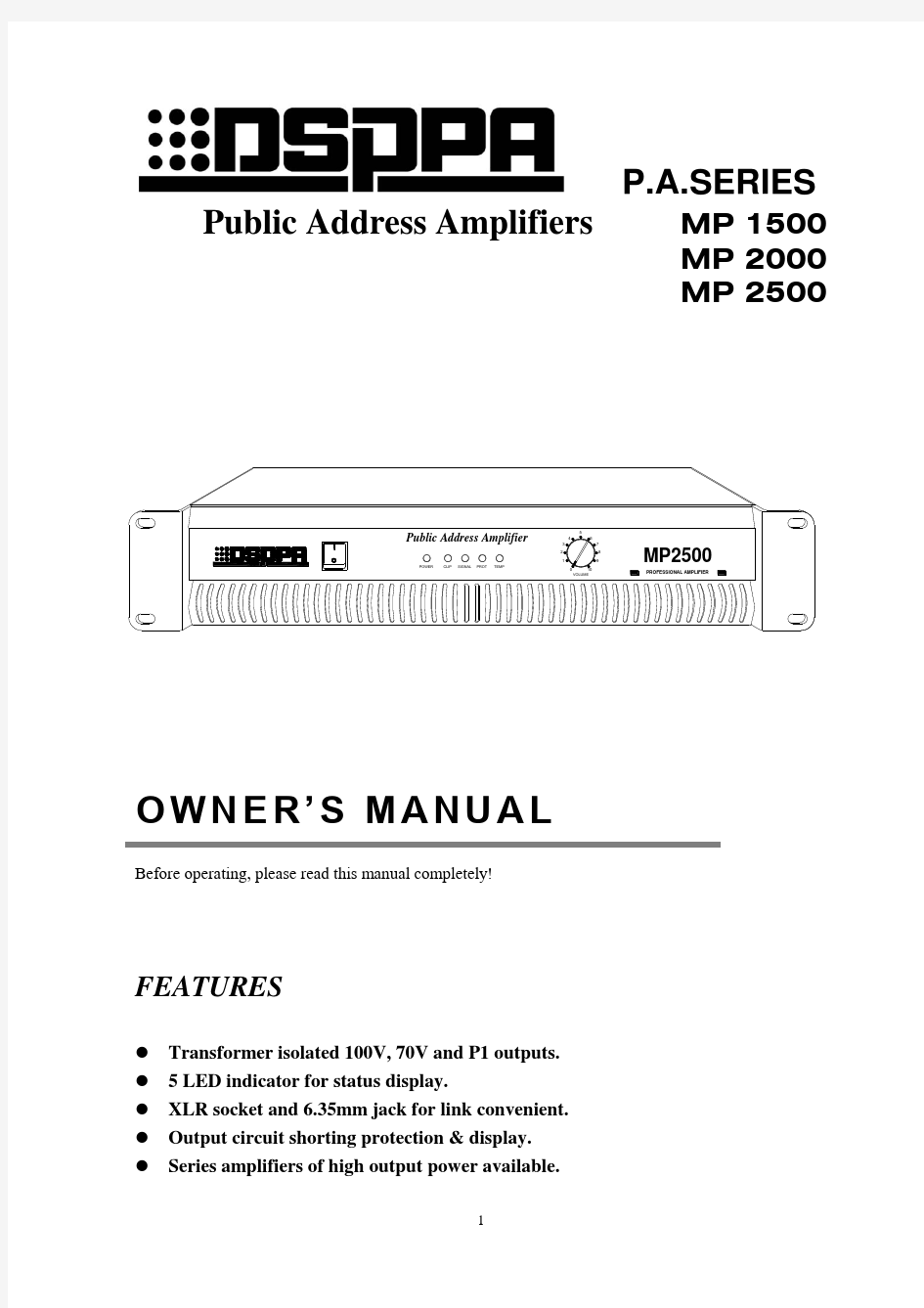
AMPLIFIER FRONT VIEW
1. AC power switch (1 is power on and the
“power LED ” is on ) 2. POWER LED indicator
3. CLIP LED indicator (Please reduce
the gain to prevent severely clipped waveforms reaching the loudspeakers) 4. SIGNAL LED indicator (Output level)
5. PROT LED indicator (DC or output circuit shorted indicator)
6. TEMP LED indicator (high temperature indicator)
7.
Unit’s fan exhaust window 8. Volume (input attenuator)
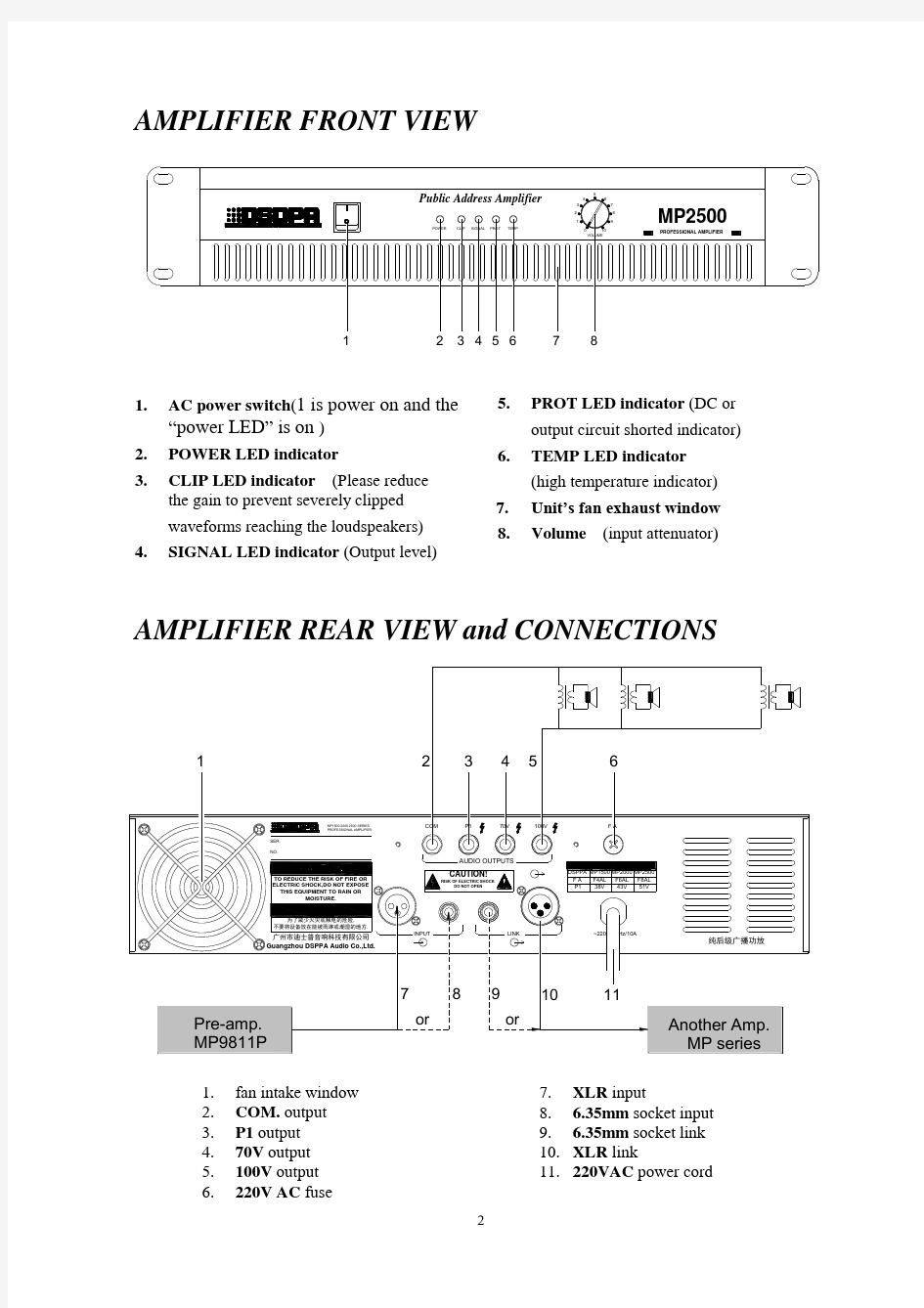
AMPLIFIER REAR VIEW and CONNECTIONS
1.
fan intake window 2. COM. output 3. P1 output 4. 70V output 5. 100V output 6.
220V AC fuse
7. XLR input
8. 6.35mm socket input 9. 6.35mm socket link 10. XLR link
11. 220VAC power cord
OPERATING PRECAUTIONS
1.Make sure the AC mains voltage is correct and is the same as that printed on
the rear of the amplifier. Damage caused by connecting the amplifier to improper AC voltage is not covered by the three-year US warranty.
2.Make sure the power switch is off before making any input or output
connections. It is always a good idea to have the gain controls turned down during power-up to prevent speaker damage if there is a high signal level at the inputs.
3.If the PROT Led goes on steadily while power has been turned on and signal
has been fed, there must a trouble of output shorted. Please turn it off and correct the trouble then turn it on again.
Input connections are made via either the
3-pin XLR-type connectors (Figure1/2 ) or
6.35mm sockets on the rear side of the amplifier.
CONNECTING OUTPUTS
be connected using banana plugs or spade lugs.
black binding post is considered “COM”
three red binding posts are considered “hot”.
Usually make use of “fixed voltage” (70V or 100V) output, while the each loudspeaker should use a separate transformer and the total power of connecting loudspeakers should be less than rated power of amplifier.
Loudspeaker which close to the amplifier also make use of P1 output, while the total resistance of connecting loudspeakers should accord with 4Ω.
Note:
When connecting loudspeakers, it is better to use one pair of output terminals only. Never connect the “hot” terminals together.
SPECIFICATIONS
Guangzhou DSPPA Audio Co. Ltd.
纯后级广播功放MP 1500
MP 2000
MP 2500
使用说明书
欢迎使用DSPPA公共广播系统。为了您能更好的使用本产品,使用前请认真阅读本说明书。
性能特点
●100V、70V定压输出和P1输出(平衡、不接地)。
● 5 单位LED 显示器,作状态显示。
● 6.35mm插口和XLR 插口可方便地实现环接。
●输出短路保护并示警。
●一系列大功率纯后级可供选择。
前面板
1. 交流电源开关(按下1为电源接通状态且
电源指示灯亮) 2. 电源指示灯
3. 削顶指示灯(为避免严重削顶 请适当降低增益)
4. 信号指示灯(输出电平)
5. 保护指示灯(直流或短路保护 )
6. 温度指示灯(超温指示)
7. 通风散热窗
8. 音量控制旋钮
后面板及连接
1. 风扇口
2. 输出公共端
3. P1输出
4. 70V 输出
5. 100V 输出
6.
220V 交流保险丝
7. 卡隆输入口
8. 6.35mm 输入插口 9. 6.35mm 环接插口 10. 卡隆环接插口 11.220V 交流电源线
操作注意事项
1. 请确认电源电压与本机相符,由电压不符造成的损坏不在保修的范围。
2. 所有输入输出线连接好之前,请不要通电;通电前请把音量调至最小以防损坏扬声器。
3. 当通电并输入信号后,如果保护指示灯(PROT)点亮,说明有输出短路故障。此时应立即
切断电源,排除故障后再重新通电。
输入连接
所有输入均应连接于机器后面板的卡隆插口(图1)或
6.35mm 插口。
输出连接
端,红色为热端。
通常应使用“定压”(70V 、100V)端子输出,此时各个扬声器应带线间变压器,扬声器的总功率应小于功放的额定输出功率。
扬声器在近距离配置时也可用P1端子输出,此时相应的扬声器的总阻抗应不低于4Ω。
注意:
只宜选用一对输出端子;
任何时候都不应把两个“热端”连接在一起。
装箱清单:
性能规格
性能规格如有改变,恕不另行通知。
Guangzhou DSPPA Audio Co., Ltd.
课程设计说明书--箱体机械加工工艺及夹具设计
( 二 〇 一 六 年 七 月 机械制造技术 课程设计说明书 设计课题: 箱体机械加工工艺及夹具设计 学 生: 韩孝彬 学 号: 2134022503 专 业: 农业机械化及其自动化 班 级: 2013级 指导教师: 赵德金
目录 课程设计任务书 (3) 设计条件: (3) 设计要求: (3) 摘要 (4) 设计说明 (5) 一、零件的分析 (8) 1、零件的特点分析 (8) 2、零件的作用 (8) 二、零件的工艺分析 (9) 三、确定毛胚、绘制毛胚简图 (11) 1、选着毛坯 (11) 2、确定毛坯的尺寸公差和机械加工余量 (11) 3、绘制零件的毛坯简图 (12) 四、拟定箱体的工艺路线 (13) 1、定位基准的选择 (13) 2、零件表面方法的确定 (13) 3、加工阶段的安排 (15) 4、工序的集中与分散 (15) 5、工顺序的安排 (16) 6、确定工艺路线 (16) 五、加工余量、工序尺寸和公差的确定 (18) 1、工序3与工序4----加工底脚面与凸端面的加工余量、工序尺寸和公差的 确定 (18) 2、工序5---粗铣和半精铣上端面加工余量、工序尺寸和公差的确定 (18) 3、工序6,7的---粗铣和半精铣前后端面加工余量、工序尺寸和公差的确定 (19) 4、工序8、9、10、11----粗镗-半精镗-精镗各圆的加工余量、工序尺寸和公 差的确定 (19) 5、工序12、13、15、16----钻各孔的加工余量、工序尺寸和公差的确定 . 20 六、切削用量、时间定额的精算 (21) 1、切削用量的确定 (21) 2、时间定额的预算 (23) 七、夹具总体方案设计 (26) 1、工件装夹方案的确定 (26) 2、其它元件的选择 (26) 3、镗床夹具总图的绘制 (31) 八、总结与体会 (32) 九、致谢 (33) 十、参考文献 (34) 附录:夹具的三维实体图 (36)
C2000 PlUS S232 Se使用说明书
C2000PlUS S232/1Se RS232转TCP/IP转换器(工业级10M) 使用说明
目录 第1章产品概述 (3) 1.1概述 (3) 1.2技术参数 (5) 第2章硬件说明 (6) 2.1C2000PlUS S232/1Se外观图 (6) 2.2C2000PlUS S232/1Se接口图 (6) 第3章软件操作说明 (9) 3.1虚拟串口管理程序 (9) 3.1.1使用快速设置进行设置 (9) 3.1.2使用设置进行设置 (12) 3.1.3使用批量设置进行通讯 (20) 3.1.4延时补偿 (20) 3.2C2000设置程序 (21) 3.2.1使用快速设置进行设置 (21) 3.2.2使用设置进行设置 (22) 3.2.3使用批量设置进行设置 (25) 3.3IE浏览器设置(需知道转换器IP地址) (25) 3.4网络测试程序 (29) 3.4.1TCP Client模式 (29)
3.4.2TCP Server模式 (30) 3.4.3UDP模式 (31) 3.5串口测试程序 (33) 第4章注意事项 (34) 第5章装箱清单 (35) 第6章附录:产品保修卡 (36)
第1章产品概述 1.1概述 C2000PlUS S232/1Se是具备有高性价比且稳定可靠的串口设备联网服务器。它提供RS232到TCP/IP网络和TCP/IP网络到RS232的数据透明传输,它可以使具有RS232串口的设备立即具备联入TCP/IP网络的功能。 C2000PlUS S232/1Se向上提供10M以太网接口,向下提供1个标准RS232串行口,通讯参数可通过多种方式设置。C2000PlUS S232/1Se可广泛应用于PLC控制与管理、门禁医疗、楼宇控制、工业自动化、测量仪表及环境动力监控系统、信息家电、LED信息显示设备和CNC管理等。 特点: →具有TCP Server、TCP Client、UDP、虚拟串口、点对点连接等五种操作模式; →用户基于网络软件,不需要做任何修改就可以与C2000PlUS S232/1Se通讯; →通过安装我们免费提供的虚拟串口软件,用户基于串口的软件不需要做任何修改就可以与C2000PlUS S232/1Se通讯; →对于需要开发软件的用户,我们免费提供通讯动态库、设置动态库或OCX控件; →通过浏览器、设置软件或设置动态库进行参数修改设置; →低功耗设计,无需散热装置; →双看门狗设计,稳定性高; →电源具有良好的过流过压、防反接保护功能。
机械加工工艺设计说明书
北华航天工业学院 机械制造技术基础课程设计说明书 题目:拨叉零件的机械加工工艺设计及专用夹具设计 学生姓名: ******* 学号:************ 班级: ****** 系别: *********** 专业:机械设计制造及其自动化 指导教师: *************8 成绩:
目录 (一)机械加工工艺设计 1.拨叉零件的工艺分析及生产类型的确定 (1) 1.1拨叉零件的作用 (1) 1.2 拨叉零件的技术要求 (1) 1.3 拨叉零件的生产类型 (1) 2 确定毛坯,绘制毛坯简图 (1) 2.1确定毛坯生产类型 (1) 2.2继续加工余量,工序尺寸及毛坯尺寸的确定 (1) 2.3绘制拨叉铸造毛坯见图 (2) 3、拟定拨叉工艺路线 (2) 3.1定位基准的选择 (2) 3.1.1粗基准的选择 (2) 3.1.2精基准的选择 (2) 3.2 、表面加工方法的确定 (3) 3.3、加工阶段的划分 (3) 3.4、工序的集中与分散 (3) 3.5、工序顺序的安排 (3) 3.6 、工艺路线确定 (4) 4、机床设备及工艺装备的选用 (4) 4.1 、机床设备选用 (4) 4.2 工艺装备的选用 (4) 5、机械加工余量,工序尺寸及公差的确定 (4) 6、切削用量、时间定额的计算 (6) 6.1.工序三:粗-精铣左端面 (6) 6.1.1粗铣左端面至81mm (6) 6.1.2 精铣左端面至80mm,表面粗糙度Ra=3.2um (7) 6.2工序四:钻-扩φ22H12孔 (8) 6.2.1钻φ20孔 (8) 6.2.2扩孔Φ22H12 (10) 6.3工序五:拉内花键孔 (11) 6.4工序六:粗-精铣底槽内侧面和底面 (11) 6.4.1粗铣底槽 (11) 6.4.2精铣底槽 (12)
科视欧几里德角膜塑形镜产品技术手册
科视欧几里德角膜塑形镜产品技术手册
科视产品技术手
册 内容表 前言 一、近视眼的相关知识 二、角膜塑形镜基础知识 三、角膜塑形镜的适应症与非适合人群 四、角膜塑形镜的验配 五、角膜塑形镜的订制 六、患者培训 七、复查与随访服务 八、角膜塑形镜的配适不良及并发症处理 九、角膜塑形镜矫治近视工作流程 十、档案资料管理 十一、结语 十二、参考文献
附件:1、矫治近视基本资料登记表 2、复查记录 3、角膜塑形镜配戴协议 4、角膜塑形镜订单 5、经营资质证件 前言 这是一本教育性手册,目的是概括介绍使用特别设计的角膜塑形镜矫治近视的情况,内容包括角膜塑形学的原理和戴镜流程。学习验配角膜塑形镜的课程。 一、近视眼的相关知识 近视已标志为影响人类最普遍的眼睛问题之一,并且仍作为全球性增长之中的问题,一个全球性现象是标志一个国家工业化及教育水平的提高。近视发病率也在增加,发病率在不同的国家有所不同,从美国的低至25%到高至中国某些地区的90%,这使很多国家的政府和卫生组织很关注近视对市民影响。具体如下表:
1、何为近视眼 近视眼就是远处的平行光线进入眼睛通过角膜等器官折射,焦点不能落在视网膜上,而是落在视网膜前方。 2、近视眼的分类: (1)按度数分:轻度:<-3.00D 中度:-3.00~-6.00D 高度:>-6.00D (2)按调节分:假性(调节性近视) 真性 混合性(部分假性近视存在) (3)按病因分:轴性 屈光性(曲率性、屈折指数性) (4)按性质分:单纯性 病理性 3、近视眼的患病率: 全球近视患者10亿,我国近视眼患者3亿。 亚洲为高发地区(中国、日本、韩国、新加坡)欧美较低,非洲最低。与种族、性别、年龄、地区、环境等因素有关。
数控加工工艺课程设计说明书(DOC 22页)
数控加工工艺课程设计说明书(DOC 22页)
《数控加工工艺》课程设计说明书 班级: 学号: 姓名】 指导老师:】
1.设计任务 本次课程设计是通过分析零件图,合理选择零件的数控加工工艺过程,对零件进行数控加工工艺路线进行设计,从而完成零件的数控加工程序的编写。使零件能在数控机床上顺利加工,并且符合零件的设计要求。 2.设计目的。 《数控加工工艺课程设计》是一个重要的实践性教学环节,要求学生运用所学的理论知识,独立进行的设计训练,主要目的有: 1 通过本设计,使学生全面地、系统地了解和掌握数控加工工艺和数控编程的基本内容和基本知识,学习总体方案的拟定、分析与比较的方法。 2 通过对夹具的设计,掌握数控夹具的设计原则以及如何保证零件的工艺尺寸。 3 通过工艺分析,掌握零件的毛坯选择方式以及相关的基准的确定,确定加工顺序。 4 通过对零件图纸的分析,掌握如何根据零件的加工区域选择机床以及加工刀具,并根据刀具和工件的材料确定加工参数。 5 锻炼学生实际数控加工工艺的设计方法,运用手册、标准等技术资料以及撰写论文的能力。同时培养学生的创新意识、工程意识和动手能力。 3.设计要求: 1、要求所设计的工艺能够达到图纸所设计的精度要求。 2、要求所设计的夹具能够安全、可靠、精度等级合格,所加工面充分暴露出来。 3、所编制的加工程序需进行仿真实验,以验证其正确
4.设计内容 4.1分析零件图纸 零件图如下: 1.该零件为滑台工作台,是一个方块形的零件。图中加工轮廓数据充分,尺寸 清晰,无尺寸封闭等缺陷。 2.其中有多个孔有明确的尺寸公差要求和位置公差要求,而无特殊的表面粗糙 度要求,如70+0.1、102+0.1、80+0.1、100+0.1、13.5+0.05、26+0.05.
中文操作说明书
中文操作说明书 “Ergocontrol NC4” – 页面显示, 操作和基本设置 Fig. 1: 注射装置的手动功能键 提示 注射装置2只用于多色注塑。 Fig. 2: 特殊手动功能键 提示: 特殊功能键根据客户需求。他们的要求会在机床操作手册内显示出来。 点击打印按钮可直接打印显示频当前页面,或通过外接打印机打印。 提示: 帮助功能是选配功能。需要额外的磁盘。 控制版面中带有外接端口程序页面(如:“输入”,“输出”)和自由编写页面。当需要输写时,光标必须移到书写区域,然后点击“ABC ”按钮。 信息 字母在各手动功能键上。 注射装置1或2 前进 / 后退 螺杆 前进 / 后退 螺杆1或2 旋转 特殊功能键 打印 帮助 输入切换 to i
1.1.1 模式选择键 机床有四种工作模式“点动模式”,“手动模式”,“半自动模式”,“全自动模式” (见 Fig. 3, 从作到右) Fig. 3: 模式选择键 在点动模式下,动作的速度和压力都很低,螺杆不能动作;在手动模式下,手动点击各动作时,机床按页面上设置的参数进行动作;在半自动模式下,机床按设定的参数工作一个循环后,停止在模具打开的状态;在全自动模式下,机床按设定的参数进行循环工作。 提示: 机床正常运行时可通过切换到半自动模式来停机,这样比较方便。 1.1.2 机械手按钮 一个完整的机械手(料头夹持,机械手,可放置的机械手)可以通过一下相关的按钮进行机械手的开关和相应手动动作。 Fig. 4: 机械手按钮 通过不断点击“单级模式”,每一序列中设置的动作都可以一步步执行,按“归位”按钮可以开始一个完整的循环。 料头夹持 / 机械手 开 / 关 料头夹持 / 机械手 相关位置 料头夹持 / 机械手 单步模式 机械手 归位
机械制造工艺设计说明书
湘潭医卫职业技术学院 课 程 设 计 班级: 姓名: 指导教师:刘中华 年月日
课程设计 项目说明书 设计题目:******批量生产机械加工工艺设计专业:*********** 班级:******* 学号:******* 设计者:****** 指导教师:刘中华 完成时间:****** 湘潭医卫职业技术学院医电学院
目录 前言 一、零件的分析 (5) 1、零件的作用 (5) 2、零件的工艺分析 (5) 二、工艺分析 (6) 1、确定生产类型 (6) 2、选择毛坯制造形式 (6) 3、选择定位基准 (6) 4、零件表面加工方法选择 (7) 5、制造工艺路线 (8) 6、确定机械加工余量与毛坯尺寸 (8) 7、加工设备与工艺装备的选择 (10) 8、确定切削用量及基本工时 (11) 总结 参考文献 致谢
前言 本次课程设计是进给箱齿轮轴的设计,这是机械制造工程这门课程的一个阶段总结,是对课堂中学习的基本理论和在生产实习中学到的实践知识的一个实际应用过程。我们在完成课程设计的同时,也培养了我们正确使用技术资料、国家标准、有关手册、图册等工具书,进行设计计算、数据处理、编写技术文件等方面的工作能力,也为我们以后的工作打下了坚实的基础。由于知识和经验所限,设计会有许多不足之处,所以恳请老师给予指导。
设计题目:进给箱齿轮轴零件的机械加工工艺规程 零件的分析 1.零件的作用 题目给定的零件是进给箱齿轮轴,其主要作用是支撑传动零部件,实现回转运动,并传递扭矩和动力,以及承受一定的载荷。齿轮轴零件是将齿轮部分和轴做成一体无需键配合的一种常见机械零件。齿轮轴具备传动效率高、结构紧凑和使用寿命长等一系列优点,是通用机械特别是工程机械传动中的重要零件之一。轴Φ26圆柱面处有圆弧形的键槽和圆孔,主要是通过键和其他部件相连。轴的左端部位为齿轮部分,主要传递运动和动力。 2.零件的工艺分析 从零件图上看,该零件是典型的零件,结构简单,属于阶梯轴类零件,由圆柱面、轴肩、键槽、齿轮等不同形式的几何表面及几何实体组成。其主要加工的表面有以齿轮轴左右端面为中心的Φ60、Φ45、Φ30、Φ29、Φ26、Φ24的外圆柱面,以Φ26的外圆柱面和左右台阶面为中心的加工30×8×4的键槽、Φ8的孔,左右两端的端面,以及齿轮轴左端的齿轮加工。其多数表面的尺寸精度等级在7~11之间,表面粗糙度值为1.6μm~12.5μm,齿轮的精度等级为8。其中位置要求较严格的,主要是保证加工Φ60的外圆柱面与整个齿轮轴的中心轴线的同轴度在Φ0.25范围内,以及保证Φ30的外圆柱面与整个齿轮轴的中心轴线的同轴度在Φ0.02范围内。 通过分析,该零件布局合理,方便加工,我们通过径向夹紧可保证其加工要求,整个图面清晰,尺寸完整合理,能够完整表达物体的形状和大小,符合要求。经过对以上加工表面的分析,对于这几组加工表面而言,我们可先选定粗基准,加工出精基准所在的加工表面,然后借助专用夹具对其他加工表面进行加工,并且保证它们的位置精度。
PEP用户手册
上海普华科技发展有限公司
PowerOn Enterprise Portfolio 用户手册
版 本 <1.01.1222>
PowerOn Enterprise Portfolio 用户手册
版本:<1.01.1222> 日期:2006-12-22
修订历史记录
日期 2006-12-04 2006-12-05 2006-12-22 1.0 1.01.1205 1.01.1222 版本 首次编写 更正步骤错误 更正拼写错误 说明 作者 李岩 李岩 李岩
目录
修订历史记录....................................................................................................- 2 目录....................................................................................................................- 2 第一步:企业总部定义数据上报分解结构....................................................- 3 第二步:企业总部导出数据上报结构............................................................- 5 第三步:项目部导入数据上报结构................................................................- 7 第四步:项目部导出项目上报数据................................................................- 9 第五步:企业总部导入项目上报数据..........................................................- 13 第六步:企业总部设置用户权限..................................................................- 15 第七步:浏览各项目上报的数据信息..........................................................- 17 -
-2-
法兰盘加工工艺设计说明书
目录 序言............................................................ 错误!未定义书签。 1 零件的分析 (1) 零件的作用 (1) 零件的工艺分析 (1) 2 工艺规程设计 (1) 确定毛坯的制造形式 (1) 基面的选择 (2) 制定工艺路线 (2) 机械加工余量,工序尺寸及毛坯尺寸的确定 (2) 3 夹具设计 (5) 问题的提出 (5) 夹具设计 (5) 参考文献 (8)
1 零 件 的 分 析 零件的作用 题目所给定的零件是CA6140车床上的法兰盘(见附图1), 法兰盘起联接作用是车床上的重要零件。 零件的工艺分析 法兰盘是一回转体零件,有一组加工表面,这一组加工表面以Φ20045 .00+为中心 ,包括:两个Φ12.034.0100--mm 的端面, 尺寸为Φ0017.045-mm 的圆柱面,两个Φ90mm 的端面及上面的4个Φ9mm 的透 孔. Φ06.045-mm 的外圆柱面及上面的Φ6mm 的销孔, Φ90mm 端面上距离中心线分别为34mm 和24mm 的两个平面. 这组加工表面是以Φ20045.00+mm 为中心,其余加工面都与它有位置关系,可以先加工它的一个端 面,再借助专用夹具以这个端面为定位基准加工另一端面,然后再加工其它加工表面. 2 工 艺 规 程 设 计 确定毛坯的制造形式 零件材料为HT200,由于零件年产量为1000件,已达到中批生产的水平,而且零件轮廓尺寸不大,故采用金属模铸造,法兰盘因毛坯比较简单,采用铸造毛坯时一般是成队铸造,再进行机械加工。这从提高生产率,保证加工精度上考虑也是应该的。
2010款BMW新3-5-7系解码器安装使用指导手册_图文(精)
81 0 99 2 38 5 /1 0 52 4 5 86 5 : 号 Q Q 页61总页1第 mo c .a n is . pi v @ c1 2u i l : 箱邮 mo c .r e wo t on i s. w w w : 址网 50 6 -9 0 26 9 5 05 -1 2 0 : 真传 29 7 6 95 05 / 9 02 6 95 0 5- 1 2 0 : 话电室31 6 1 - 2 1 6 1 厦大辰东号 0 6 路丹牡区新东浦市海上 : 址地。式方接连路电地接极负用采,作工下压电流直伏21在为计设仅品产本 0.2V-3N-90MB—PIP 0.2V-3N-90MB—PIP 0.2V-3N-90MB—PIP 0.2V-3N-90MB—PIP Shanghai Sino-Tower Multi-media Electronic Co.,Ltd. 上海尊悦电子科技有限公司解码器安装部分:解码器安装部分:改款(E90、5 系改款(E60)、新 7 系(F01/F02车型 3 系改款、系改款()车型 2010 年款 BMW 品牌多媒体音视频解码器安装指导说明手册多媒体音视频解码器安装指导说明手册音视频解码器 上海尊悦电子科技有限公司 Shanghai Sino-Tower Multi-media Electronic Co.,Ltd. 本款解码器的功能特点:本款解码器的功能特点:本解码器适用车型为车型为: 1. 本解码器适用车型为: 2009年新改款BMW3系(E90/91车型-类光纤原形接头年新 改款 2009年新改款 3 车型2010款新改款BMW5系款新改款BMW5 2010款新改 款BMW5系(E60/E61/E63车型-类光纤原形接头车型2010款新7 2010款新7系 (F01/F02车型-类光纤原形接头。款新车型-类光纤原形接头。本解码器特别设计 具有I-DRIVE系统原车操控功能,目前可以控制的导航为系统原车操控功能, 2. 本 解码器特别设计具有系统原车操控功能目前可以控制的导航为KD-100 /KD-680 导航和导航和NEC6碟DVD。参见控制功能说明部分导航和碟。参见I-DRIVE 控制功能说明部分。控制功能说明部分。 3. 本解码器具有倒车规划线内置及设定调整功能。本解码器具有倒车规划线内置及设定调整功能。本解码器配备画面效果调整效果调整板配置遥控器,二者必有其一。 4. 本解码器配备画面效果调整板,或配置遥控器,二者必有其一。本解码器可以针对导航和AV画面进行效果位置和大小调整。 AV画面进行效果、 5. 本解码器可以针对导航和AV画面进行效果、 位置和大小调整。本解码器根据车辆情况需选定车型、屏幕尺寸和控制方式以获 得最佳效果寸和控制方式以获得最佳效果。 6. 本解码器根据车辆情况需选定车型、屏幕尺寸和控制方式以获得最佳效果。一、产品主机及附属配件构成 81 0 99 2 38 5 /1 0 52 4 5 86 5 : 号 Q Q 页61总页2第。商应供的您或们我系联快尽请,失缺件配些某果如,整完否是件配的述所下如查检时买购在请:下如成构件配属附
Myron L 6P中文操作说明书
一序言 感谢您选用麦隆公司最新一代先进的便携式Ultrameter TM 6P型多参数水质检测仪。这款仪器将使您的操作变得非常简单方便。为了方便起见,在仪器的底部有一简单的介绍及附有一张袖珍卡片,上有仪器的简单操作说明。注意:电导,电阻和TDS需要校正到250C时的值。在液晶显示屏的左方,显示KCl,NaCl,442和USER四种类型,他们是用于电导和TDS转换时进行温度校正所选择的对应溶液,溶液类型不同,则相应的温度校正系数不同,以及电导和TDS的转换系数也不同。溶液的温度高低导致溶液的电导值不一,相应的TDS值也不一。一般地,校正溶液的电导时选用KCl,电阻选用NaCl,TDS选用442(自然水)这取决于目前工业发展的水平。以下是这款原装进口仪器的操作说明。 二操作规范 A 操作 使用简单 1)只需将试样注入一个或多个电极池,就可以读取一个或多个参数值, 2)用待测液润洗电导池或pH/ORP电极池三次并重新加液, 3)按取要测试的参数键就可以读取参数值,如无按键,则仪器会在15秒后自动关闭, 4)读取数值后,要存储该数值,按MS键就可以保存,就这么简单。 B 按键功能 1)虽然仪器带有很多的按键,但无论测那一个参数,都只要按取一个键就可以迅速准确的进行测量, 2)每个键都有固定程序设计,按一次键,就执行一次程序, 3)仪器没有“off”键,在最后一次按键后15秒,仪器自动关闭(在cal模式下,60秒自动关闭),
4)一般情况不需要持续按住一个键,按一下就可以。 C 按键的操作 1)一般测试 按键区上面五个测试键任意一个都可以开启仪器并选择相应的测试类型进入测试模式.选择的测试类型显示在屏幕的底部,参数的单位显示在右面,如在校准或取消更改设置的模式下,按测试键,同样可以进行测试。 2)电导,RES和TDS 这三个键可测试在电导池中的溶液的参数值。 注: i 在加入待测液时,要避免有气泡混入电导池里; ii如发现测试时,溶液的选择类型(KCl,NaCl,442和USER)与所测参数不符,则查看“溶液类型选择”一项选择相应溶液类型。 a 电导键 待测液加入电导池后,按cond键,显示电导值和单位,在他的左面显示的是对应的选择溶液,如超出测试范围,则显示[---] b 电阻键 按res键,显示电阻值和单位,在其左面显示的是对应的选择溶液,电阻的测试范围在10千欧-30兆欧之间,超出此范围,则显示[---] c TDS键 按TDS键显示TDS值和单位,此值是一个估算浓度值,是根据测出一已知电导值溶液的温度,然后由电导/TDS温度补偿系数求算出其TDS值。 3) pH和ORP键 将溶液加在pH和ORP电极池中,按pH和ORP键可测试pH和ORP值.打开电极保护盖,用待测样品润洗多次以除去保护液并重新加满。
加工工艺规程及工艺装备设计说明书
机械制造工艺学课程设计实例 机械制造工艺学 课程设计说明书 设计题目设计“推动架”零件的机械加工工艺规程及工艺装备。 生产纲领为中小批量生产。 设计者:_____ 指导老师: XXX XX师范大学 教研室 2009年1月4日
XX师范大学 机械制造工艺学课程设计任务书 题目:设计“推动架”零件的机械加工工艺规程及工艺装备。生产纲领为中小批量生产。 内容:1. 零件图 1张 2. 毛坯图 1张 3. 机械加工工艺过程综合卡片 1套 4. 工艺装备(夹具)主要零件图及画总装图 1套 5. 课程设计说明书 1份 班级:0 5机自国内 学生:_____ 指导老师:XXX 教研室主任:XXXX ___年___月
目录 序言 (4) 一.零件的分析 1零件的作用 (4) 2零件的工艺分析 (4) 二.毛坯制造 1确定毛坯的制造形式 (5) 二.工艺规程设计 1基面的选择 (5) 2制定机械加工工艺路线 (5) 四.机械加工余量、工序尺寸及毛坯尺寸的确定 1.面的加工(所有面) (7) 2.孔的加工 (7) 五.确定切削用量及基本工时 1.工序Ⅰ切削用量及基本时间的确定 (9) 2.工序Ⅱ切削用量及基本时间的确定 (10) 3.工序Ⅲ切削用量及基本时间的确定 (11) 4 .工序Ⅳ切削用量及基本时间的确定 (12) 5.Ⅴ切削用量及基本时间的确定 (13) 6. 工序Ⅵ的切削用量及基本时间的确定 (14) 7.工序Ⅷ的切削用量及基本时间的确定 (15) 8 .工序Ⅸ的切削用量及基本时间的确定 (16) 9. 工序Ⅹ的切削用量及基本时间的确定 (16) 六.夹具的选择与设计 (16) 1.夹具的选择 (17) 2.夹具的设计 (17) 七.选择加工设备 1.选择机床,根据不同的工序选择机床 (18) 八.选择刀具 1. 选择刀具,根据不同的工序选择刀具 (18) 九.选择量具
宝马5系E60手册技术资料:mfp-brk-e60-klima-update_en
BMW Service ( $LU &RQGLWLRQLQJ 6\VWHPV 3DUWLFLSDQW 0DQXDO
NOTE The information contained in this participant manual is intended for participants of the Aftersales Training. Refer to the relevant "BMW Service" information for any changes/ supplements to the Technical Data. ? 2003 BMW AG München, Germany. Reprints of this manual or its parts require the written approval of BMW AG, München VS-12/Vs-42 MFP-HGK-BRK-0800_update
Contents Page CHAP 1Introduction1 - New system features1 - Advantages of the system3 IHKA basic4 - New system features4 System overview5 - Positions of the components in the vehicle5 - Inputs/outputs6 - System diagram8 - Heating circuit M54 engine10 - Heating circuit for M54 engine with independent heating11 Heating circuit M57TU engine12 - Heating circuit for M57TU engine with independent heating13 Components14 - IHKA control panel/control unit14 - Heater/air conditioner IHKA basic22 - Microfilter system/intake28 System functions32 - Vehicle interior temperature control34 - Air distribution35 - Air volume control36 - Sliding evaporator temperature36 IHKA high38 - New system features38 System overview39 - Positions of the components in the vehicle39 - Inputs/outputs40 - System diagram44 - Heating circuit for M54 engine with independent heating47 - Heating circuit for M57TU engine with independent heating48 Components49 - IHKA control panel/control unit51 - Heater/air conditioner IHKA high56 - Condensation sensor59 System functions64 Country-specific version US64 - Components US64
数控加工工艺设计说明书范本
一、数控车床的刀具夹具及量具 1.数控车床的刀具 在数控机床加工中,产品质量和劳动生产率在相当大的程度上是受到刀具的制约。虽大多数车刀和铣刀等与普通加工所采用的刀具基本相同,但对一些工艺难度较大的零件,其刀具特别是刀具切削部分的几何参数,尚需作特殊处理,才能满足加工要求。 1.1 数控加工对刀具的要求 1.1.1对刀具性能的要求 (1)强度高为适应刀具在粗加工或对高硬度材料的零件加工时,能大切深和快走刀,要求刀具必须具有很高的强度;对于刀杆细长的刀具(如深孔车刀),还应具有较好的抗震性能。 (2)精度高为适应数控加工的高精度和自动换刀等要求,刀具及其刀夹都必须具有较高的精度。如有的整体式立铣刀的径向尺寸精度高达0.005mm等。 (3)切削速度和进给速度高为提高生产效率并适应一些特殊加工的需要,刀具应能满足高切削速度或进给速度的要求。如采用聚晶金刚石复合车刀加工玻璃或碳纤维复合材料时,其切削速度高达100m/min以上;日本UHSl0型数控铣床的主轴转速高达100000r/min,进给速度高达15m/min。 (4)可靠性好要保证数控加工中不会因发生刀具意外损坏及潜在缺陷而影响到加工的顺利进行,要求刀具及与之组合的附件必须具有很好的可靠性和较强的适应性。 (5)耐用度高刀具在切削过程中的不断磨损,会造成加工尺寸的变化,伴随刀具的磨损,还会因刀刃(或刀尖)变钝,使切削阻力增大,既会使被加工零件的表面精度大大下降,同时还会加剧刀具磨损,形成恶性循环。因此,数控加工中的刀具,不论在粗加工、精加工或特殊加工中,都应具有比普通机床加工所用刀具更高的耐用度,以尽量减少更换或修磨刀具及对刀的次数,从而保证零件的加工质量,提高生产效率。 耐用度高的刀具,至少应完成l一2个大型零件的加工,能完成l一2个班次以上的加工则更好。 (6)断屑及排屑性能好有效地进行断屑及排屑的性能,对保证数控机床顺利、安全地运行具有非常重要的意义。 以车削加工为例,如果车刀的断屑性能不好,车出的螺旋形切屑就会缠绕在刀头、工件或刀架上,既可能损坏车刀(特别是刀尖),还可能割伤已加工好的表面,甚至会发生伤人和设备事故。因此,数控车削加工所用的硬质合金刀片上,常常采用三维断屑槽,以增大断屑范围,改善断屑性能。另外,车刀的排屑性能不好,会使切屑在前刀面或断屑槽内堆积,加大切削刃(刀尖)与零件间的摩擦,加快其磨损,降低零件的表面质量,还可能产生积屑瘤,影响车刀的切削性能。因此,应常对车刀采取减小前刀面(或断屑槽)的摩擦系数等措施(如特殊涂层处理及改善刃磨效果等)。对于内孔车刀,需要时还可考虑从刀体或刀杆的里面引入冷却液,并能从刀头附近喷出的冲排结构。 1.1.2对刀具材料要求 这里所讲的刀具材料,主要是指刀具切削部分的材料,较多的指刀片材料。刀具材料必须具备的主要性能:(1)较高的硬度和耐磨性较高的硬度和耐磨性是对切削刀具的一项基本要求。一般情况下,刀具材料的硬度越高,其耐磨性也越好,其常温硬度应在62HRC以上。 (2)较高的耐热性耐热性又称为红硬性,是衡量刀具材料切削性能的主要标志。该性能是指刀具材料在高温工作状态下,仍具有正常切削所必需的硬度、耐磨性、强度和韧性等综合性能。 (3)足够的强度和韧性刀具材料具有足够的强度和韧性,以承受切削过程中很大压力(如重切)、冲击和震动,而不崩刃和折断。 (4)较好的导热性对金属类刀具材料,其导热系数越大,由刀具传出和散发的热量也就越多,使切削温度降低得快,有利于提高刀具的耐用度。 (5)良好的工艺性在刀具的制造过程中,需对刀具材料进行锻造、焊接、粘接、切削、烧结、压力成
VALCAD用户手册
阀门CAD系统——V ALCAD 用户手册 中国机械装备集团合肥通用机械研究院二00五年四月十六日
目录 一、运行环境 3 二、系统启动 3 三、环境设置 3 (一)图层 3 (二)图幅 4 (三)系统参数设置 4 四、操作 5 (一)字形字体 5 (二)命令缩减 6 五、交互界面指令 8 六、标准件图库 19 七、基础图库 30 1、阀门标准零部件图库 30 2、阀门结构要素 34 3、常用法兰 35 八、数据查询 36 九、VALCAPP——计算机辅助制造工艺 39 十、产品数据交换 42 十一、特殊图面符号的字形号 43
VALCAD 用户手册 ValCAD 2004是用于阀门计算机辅助设计的软件包,以AutoCAD 2004版为基本图形环境,采用外挂式结构,对话框界面,图标化菜单,中文环境。软件提示丰富,操作简便。可用于各种阀门和其它机械产品的设计、计算,图形生成及工艺过程设计。补充了粗糙度、形位公差、尺寸公差、基准符号、指引线...等特殊标注功能以及国标、美标紧固件,齿轮,弹簧,轴承等机械基础件设计、选用程序,达到了较高的自动化程度,基本环境符合国家相关标准。为进一步简化操作,系统提供了阀门名词术语库、技术条件库、介质库、工艺技术条件库、工夹量具及刃具库等,操作过程中基本上可以不进行或少进行文字特别是汉字的输入,全部库内容开放,用户可以自行进行“增、删、改”操作。对于阀门结构长度、壳体壁厚、阀杆直径、操作力矩等设计常用数据,提供了中外多种标准的快速查询。同时提供了大量绘图、计算实用程序,如阀门结构辅助生成系统,阀门零部件参数化图库,国内主要电动装置产品选用系统,可用于阀门常用零部件的参数化自动生成以及法兰等常用结构的结构要素辅助生成。......用户可以应用该软件包产生直接用于加工生产的全部图纸资料及工艺文件。产品数据交换系统可实现“标题栏”、“明细栏”、“明细表”的自动生成和修改一致性联动,其产生的产品数据表可便于CAD系统和其它系统的集成。
输出轴的加工工艺与夹具设计设计说明书(详细)
课程设计说明书 课程名称:机械制造工艺学 题目名称:输出轴加工工艺及夹具设计 班级:20 级专业班 姓名: 学号: 指导教师: 评定成绩: 教师评语: 指导老师签名: 20 年月日
目录 1引言 (2) 1.1 课题设计的目的和意义 (2) 1.2 课题背景知识 (3) 1.2.1 零件的作用 (3) 1.2.2 机械制造工艺相关知识 (3) 2.1 零件的工艺性分析及生产类型确定 (8) 2.1.1 零件的作用 (8) 2.1.2 零件的工艺分析 (9) 2.1.3 确定零件的生产类型 (10) 2.2 选择毛坯种类,绘制毛坯图 (10) 2.2.1 选择毛坯种类 (10) 2.2.2 确定毛坯尺寸及机械加工余量 (11) 2.2.3 绘制毛坯图 (12) 2.3 选择加工方法,拟定工艺路线 (12) 2.3.1 定位基准的选择 (12) 2.3.2 零件表面加工方法的选择 (13) 2.3.3 加工阶段的划分 (13) 2.3.4 工序的集中与分散 (14) 2.3.5 工序顺序的安排 (14) 2.3.6 确定工艺路线 (14) 2.3.7 加工设备及工艺装备选择 (15) 2.3.8 工序间余量和工序尺寸的确定 (16) 2.3.9 切削用量及基本时间定额的确定 (19) 3. 专用夹具设计 (35) 3.1 明确设计要求、收集设计资料 (35) 3.2 确定夹具结构方案 (36) 3.2.1 确定定位方式,选择定位元件 (36) 3.2.2 确定导向装置 (36) 3.2.3 确定工件夹紧方案,设计夹紧机构 (36) 3.2.4 确定夹具总体结构和尺寸 (37) 3.2.5 夹具使用说明 (39) 总结 (39) 参考文献 (40) 致谢...................................................... 错误!未定义书签。英文摘要 (41)
CAVE方案(ART跟踪器)(2)
虚拟仿真CA VE 系统
目录 一、系统概述 (3) 1.1、系统设计背景 (3) 1.2、系统建设目标 (4) 1.3、系统建设方法与原则 (4) 1.3.1、标准化原则 (4) 1.3.2、实用性和易用性原则 (4) 1.3.3、开放性与可扩展性原则 (4) 1.3.4、先进性和前瞻性原则 (5) 二、系统总体架构 (5) 2.1、系统概述 (5) 2.2、硬件部分 (6) 2.2.1、立体投影系统 (6) 2.2.2、跟踪捕捉系统 (9) 2.2.3、图形集群与综控系统 (11) 2.3、软件部分 (13) 2.3.1、Vizard 仿真引擎介绍 (13) 2.3.2、三维模型制作规范 (18) 三、售后服务与保证 (20) 3.1、质量保证期 (20) 3.2、售后服务计划 (20) 四、系统培训 (21) 4.1、培训计划 (21) 4.2、操作培训 (22)
一、系统概述 1.1、系统设计背景 虚拟现实系统VirtualReality,简称VR,又译作灵境、幻真。是近年来出现的高新技术,也称灵境技术或人工环境。虚拟现实是利用电脑模拟产生一个三度空间的虚拟世界,提供使用者关于视觉、听觉、触觉等感官的模拟,让使用者如同身历其境一般,可以及时、没有限制地观察三度空间内的事物。 VR是一项综合集成技术,涉及计算机图形学,人机交互技术,传感技术,人工智能等领域,它用计算机生成逼真的三维视、听、嗅觉等感觉,使人作为参与者通过适当装置,自然地对虚拟世界进行体验和交互作用。使用者进行位置移动时,电脑可以立即进行复杂的运算,将精确的3D世界影像传回产生临场感。该技术集成了计算机图形(CG)技术、计算机仿真技术、人工智能、传感技术、显示技术、网络并行处理等技术的最新发展成果,是一种由计算机技术辅助生成的高技术模拟系统。 虚拟现实系统的主要特征是:多感知性(Multi-Sensory)、浸没感(Immersion)、交互性(Interactivity)、构想性(Imagination)。这些使操作者能够真正进入一个由计算机生成的交互式三维虚拟环境中,与之产生互动,进行交流。通过参与者与仿真环境的相互作用,并借助人本身对所接触事物的感知和认知能力,帮助启发参与者的思维,以全方位的获取环境所蕴含的各种空间信息和逻辑信息。身临其境的沉浸感和人机互动的趣味性是虚拟现实的实质特征,对时空环境的现实构想(即启发思维,获取信息的过程)是虚拟现实的最终目的。 VR技术问世以来,为人机交互界面开辟了广阔的天地,带来了巨大的社会、经济效益。在当今世界上,许多发达国家都在大力研究、开发和应用这一技术,积极探索其在各领域中的应用。VR技术目前在军事、航空、医学、机器人、娱乐业的应用占主流地位;其次是教育、艺术和商业方面;另外,在可视化计算、制造业等领域也有相当的比重,并且现在的应用也越来越广泛。VR技术在各个领域中也得到了广泛的应用。
科视数字电影机CP2220&CP2000-ZX维护步骤
科视数字电影机CP2220/CP2000-ZX维护步骤 一.检查CP2220/CP2000-ZX的工作环境 1.检查空气开关和电源线:空气开关32安培,单相三线6平方线,同厅CP2220/CP2000-ZX、服 务器、功放柜同相共地。火零电压(上午、下午、上半夜、下半夜):200-235VAC,零地电压: <2VAC。 2.检查抽风风速,在数字电影机的抽风管口平面中心风速:>9m/s,<14m/s。 3.检查放映间清洁,有空调,不漏水,温度<30摄氏度,湿度<70%。 二.检查清洁CP2220/CP2000-ZX 1.用吸尘器(建议家用桶式吸尘器)清洁外、里3/2个空气过滤网。如清洁后还是非常黑,换新的。 2.拆灯,检查灯的阴阳极变形、玻壳发黑情况。如阴阳极变形严重、或玻壳发黑严重,换新的。 3.用无油气泵(吹出来气无水无油)或吹吸风机吹干净低压电源、灯电源。 4.用无油气泵或吹吸风机清洁吹灯风机叶片、灯调整组件(特别X、Y、Z 3个传感器U形缝隙),2反光镜,触发器,然后用吸尘器将灯箱内的灰尘吸干净。 5.清洁后前2反光镜。 6.清洁紫外滤镜。 7.清洁集光棒进光口。 8.清洁冷镜的斜向上面。 9.清洁折射镜(拆装时特别注意:别掉下破碎)。 10.清洁镜头里外2端、成像组件前端菱镜。 11.检查冷却液液位,不够2/3加少许冷却液。冷却液如有飘浮物或冷却管内壁有结晶,需全部更换。 12.检查风速开关。 13.装灯、调灯。如不能调灯,彻底清洁灯调整组件(拆下来)。 14.选2通道,Screen文件改为2048x1080 No Crop,打2.39测试图像,Zoom最小,Focus调好,打全白测试图像。如上下左右某1边有虚的色边,需调试光路。最后打2.39测试图像,调上下左 右Shift、Zoom、Focus,Screen文件改回2.39。 15.请放映经理放宽银幕、遮幅影片确认,填服务单,请放映经理签字。 Prepared by William