UG6.0建模编程以及加工概述

一、建模
1.同步建模
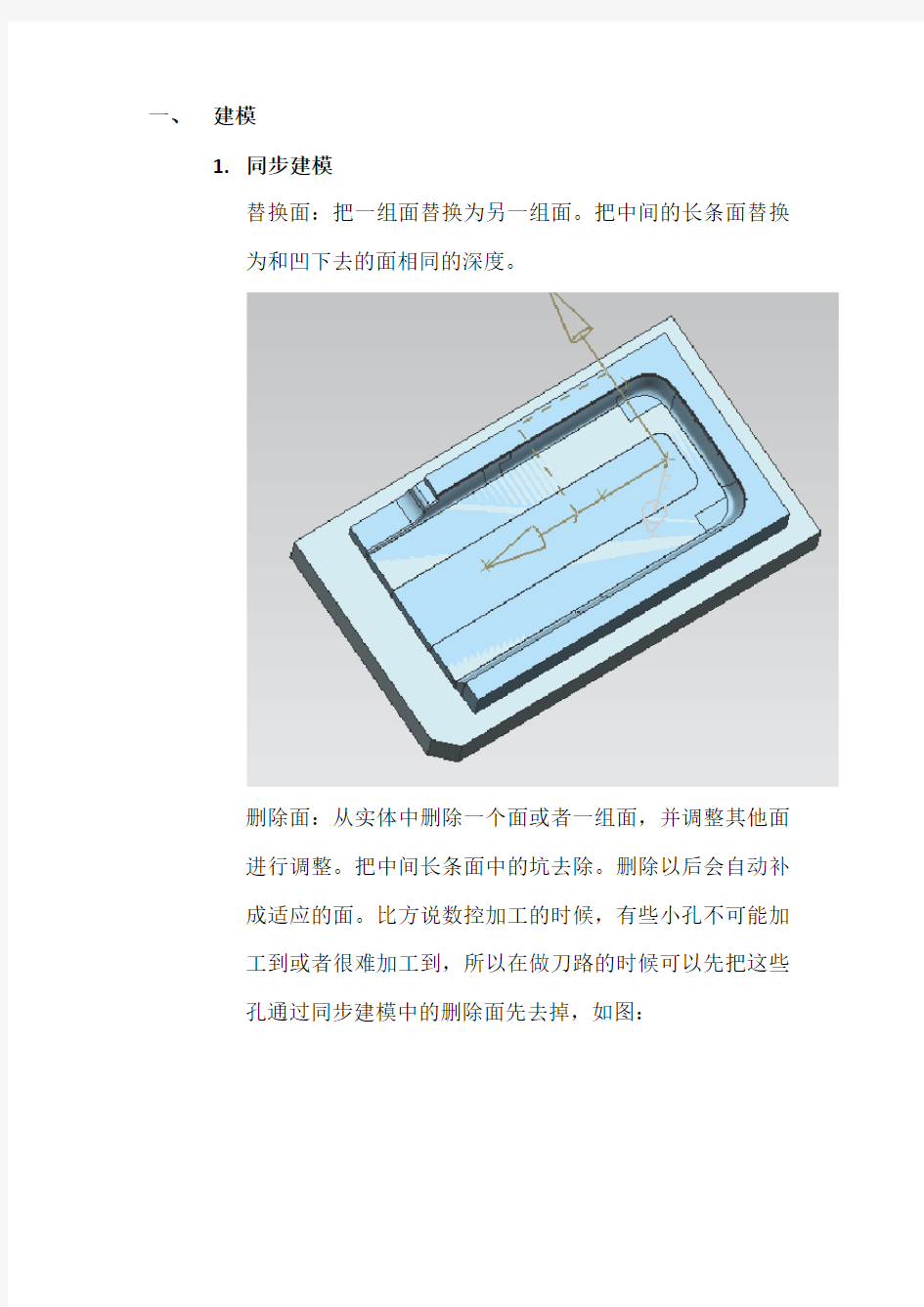
替换面:把一组面替换为另一组面。把中间的长条面替换
为和凹下去的面相同的深度。
删除面:从实体中删除一个面或者一组面,并调整其他面
进行调整。把中间长条面中的坑去除。删除以后会自动补
成适应的面。比方说数控加工的时候,有些小孔不可能加
工到或者很难加工到,所以在做刀路的时候可以先把这些
孔通过同步建模中的删除面先去掉,如图:
2.类选择
需要隐藏某些对象的时候,按Ctrl+B弹出类选择对话框。
二、安全平面设置
编程中设置安全平面常在避让选项中设置,这样每个操作都要设安全平面比较繁琐。其实在坐标系中设置安全平面就可以了,这样坐标系下所有的操作的安全平面只设置一次就可以了,提高
编程的效率。
三、加工综述
1.变换中的绕直线旋转对话框中距离/角度分割、非关联副本
数???
2.型芯电极加工
模具型芯成型手机外壳的内表面,整体需要一定的表面粗
糙度外观,用于外壳的美观和防滑。要使型芯表面获得美
观防滑的外观可使用化学腐蚀或电火花放电腐蚀等方法,
电火花腐蚀是应用最为广泛的加工方法,所以必须先使用
数控加工加工出电极零件,再将电极安装在电火花机床上
才能对模具型芯进行放电加工。刀具直径参数设置为
11.6mm,实际所使用的加工刀具直径为12mm,是为了在
加工过程之中将电极多加工出0.2mm的火花位,以满足电
火花放电加工时的工艺要求。
3.修剪边界
加工的时候有些地方加工的深浅不一样,可是切屑层设的
超过了界限,这时就可以通过修剪边界来选择加工的指定
区域。内部和外部分别是指保留区。
4.配置文件
一般型腔铣结束之后都要安排一个轮廓粗加工程序,着里
面需要用到配置文件,里面也用到参考刀具。
5.驱动几何体
对于一个部件的不同加工程序,部件几何体可以不同,比
方说凸轮的加工,第一步可变轮廓铣与第二步可变轮廓铣
的部件几何体是不同的,如图说明:
第一步粗加工导向槽:
第二步精加工导向槽一侧:
6.投影矢量和刀轴
投影矢量:驱动的投影方向
刀轴:刀具方向
四、创建几何体
创建几何体首先有一个总的GEOMETRY,此为已有几何体。首先应该创建MCS,并把几何体子类型设置为MCS,几何体为GEOMETRY,如下图:
到此相当于在GEOMETRY下创建一个MCS 分支。然后我们需要
在MCS下创建一个WORKPIECE_1,此处就需要把几何体子类型设置为第二个(WORKPIECE),几何体设置为MCS,如下图:
此过程又相当于在MCS下创建一个分支。
五、创建刀具
中心钻:是用于轴类等零件端面上的中心孔加工。Hole_making 钻刀:drill
六、型腔铣
1.是一种常用的粗加工铣削方式,可以为精加工留下一定的加工余量,适用于大量和
快速去除毛坯余量的场合。通过逐层切削零件的方式来粗加工出零件的外部或内部形状,所以型腔铣加工又称为“等高铣粗加工”。
2.型腔铣可以加工平面铣无法加工的零件形状。平面铣可以加工的零件用型腔铣可以
加工,反之则不可以。
3.跟随部件VS跟随周边(我的理解)
跟随部件:刀路围绕部件的形状形成,例如工件大体是回转体,那么刀路就会是一圈一圈的。
跟随周边:刀路跟随部件最外面的形状形成,例如工件最外面是长方形,尽管里面大体是圆形,最后形成的刀路也是一层层的长方形。
4.修剪边界
指定加工哪部分不加工那部分。下图分别是指定底面作为修剪边界与否的效果:选择地面作为修剪边界,并选择保留外部:
不设置修剪边界,可以看出轮廓外面也生成了刀路:
七、平面铣
平面铣与型腔铣是最常用的铣削方法,前者以平面为切削边界,主要用于零件平坦面的半精加工与精加工;后者以平面、曲面、曲线和体等为切削边界,属于三轴加工,主要用于零件的粗加工。
八、固定轴曲面轮廓铣
以3轴方式加工零件,基本上可以对UG CAD制造出来的任何曲面和实体模型进行半精加工和精加工
九、轮廓区域非陡峭
此过程铣削几何体对话框如图:
对话框中只需设置“选择或编辑毛坯几何体”,若把“选择或编辑部件几何体”也设置了,最后导程序加工时会出现一些小问题,如下面的实例(已经加工实践过的):
此工件槽的深度是1.5mm,如果设置了“选择或编辑部件几何体”,到最后导出来的加工程序中Z坐标会是1.4几,相差两个数量级,如果只设置“选择或编辑毛坯几何体”,Z坐标是1.5mm,不会再变。不知道这个现象适合其他工件或方法否。
十、轮廓粗加工程序
使用轮廓粗加工程序可以快速去除粗加工后零件的毛坯剩余余量,为零件的后续半精加工或精加工做准备。这主要指由于刀具直径没加工到的位置,换成小点的刀具时参考前面的刀具就可以快速去除这一部分遗留较多的余量,当然平面不会有这个问题,因为型腔铣的时候已经达到了余量要求。
全局每刀深度的设定真可谓是改变全局,例如下例中,当设置为0.4mm的时候刀轨很正确,可是当设置为0.3的时候就会出现问题。
十一、深度加工轮廓程序(ZLEVEL_PROFILE)
深度加工轮廓程序使用于陡峭曲面的半精加工或精加工。
十二、轮廓区域程序
轮廓区域程序适用于曲面的半精加工或精加工。
1.驱动方法里面的切削角
切削方向与轮廓边的夹角。
2.检查几何体
检查几何体参数只在指定了检查几何体的情况下才起作用,当刀具路径
生成的过程中如果刀具与检查几何体发生接触,刀具路径就会根据已设
置的检查几何体参数对刀路进行调整。如检查安全距离设置为0mm时候,刀具与检查几何体接触,并且所生成的刀路在检查几何体限制的范围内。
途中检查几何体为浅蓝色的两个面。
十三、清根参考刀具程序(FLOWCUT_REF_TOOL)
适用于小半径曲面的清角半精加工或精加工。
1.驱动几何体??
2.
十四、可变轮廓铣程序
I.综述
可变轮廓铣程序是编写多轴加工程序的主要形式,通过可变轮廓铣程序可控制多种驱动方法和刀具轴,可根据零件的加工要求创建多轴联动粗加工、半精加工和精加工程序。
II.刀轴:远离直线VS朝向直线??
以凸轮为例:
远离直线:
朝向直线:
III.投影矢量
话不多说,以图意会,下图是凸轮加工的时候投影矢量设为刀轴和垂直于驱动体的不同情况:
刀轴:
垂直于驱动体:
十五、切削层
1、可以通过鼠标选择相应位置来定义切削层的深度。
2、通过捕捉滑块不同高度边界的端点,可控制刀具路径深度方向上的生成范围
十六、驱动方法
1.流线驱动方法
选择曲线的时候要单击鼠标中键一下,如果不点击中键则列表中只会出现一个流,若每选择一条曲线点击一下则当前选择会取消,列表中会出现一个New项让你继
续添加列表。具体解释如下面两个图。
2.表面积驱动
面的选择顺序
表面积驱动选择驱动几何体的时候如果是几个互相连接的面则选择的时候要注意顺序,要么是正方向要么是反方向。如下图: