spc案例分析)
统计过程控制(SPC)案例分析
一.用途
1. 分析判断生产过程的稳定性,生产过程处于统计控制状态。
2.及时发现生产过程中的异常现象和缓慢变异,预防不合格品产生。3.查明生产设备和工艺装备的实际精度,以便作出正确的技术决定。4.为评定产品质量提供依据。
二.控制图的基本格式 1.标题部分
横坐标为样本序号,纵坐标为产品质量特性。图上有三条平行线:
实线CL:中心线
虚线UCL:上控制界限线
LCL:下控制界限线。
三.控制图的设计原理
1.正态性假设:绝大多数质量特性值服从或近似服从正态分布。2. 3 准则:99。73%。
3.小概率事件原理:小概率事件一般是不会发生的。
4.反证法思想。
四.控制图的种类
1.按产品质量的特性分(1)计量值()
(2)计数值(p,pn,u,c图)。
2.按控制图的用途分:(1)分析用控制图;(2)控制用控制图。
五.控制图的判断规则
1.分析用控制图:
规则1 判稳准则-----绝大多数点子在控制界限线内(3种情况);
规则2 判异准则-----排列无下述现象(8种情况)。
2.控制用控制图:
规则1 每一个点子均落在控制界限内。
规则2 控制界限内点子的排列无异常现象。
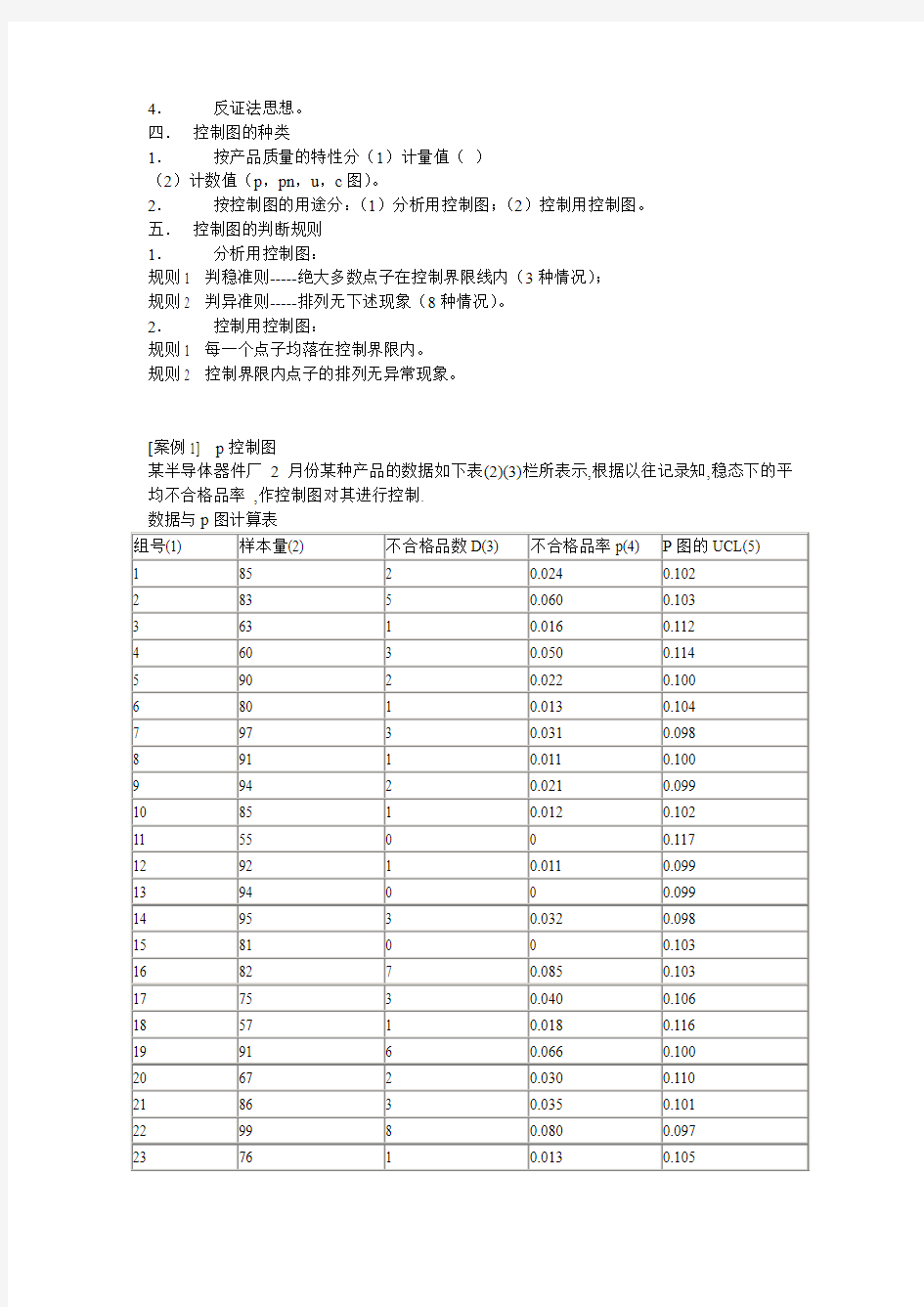
[案例1] p控制图
某半导体器件厂2月份某种产品的数据如下表(2)(3)栏所表示,根据以往记录知,稳态下的平均不合格品率,作控制图对其进行控制.
数据与p图计算表
步骤一:预备数据的取得,如上边表所示.
步骤二: 计算样本不合格品率
步骤三: 计算p图的控制线
由于本例中各个样本大小不相等,所以必须对各个样本分别求出其控制界线.例如对第一个样本n1=85,有
UCL=0.102 CL=0.0389 LCL=-0.024
此处LCL为负值,取为零.作出它的SPC图形.
UCL
CL
LCL
[案例2]为控制某无线电元件的不合格率而设计p图,生产过程质量要求为平均不合格率≤2%。
解:一.收集收据
在5M1E充分固定并标准化的情况下,从生产过程中收集数据,见下表所表示:
二.计算样本中不合格品率: ,列在上表.
三.求过程平均不合格品率:
四.计算控制线p图:
从上式可以看出,当诸样本大小不相等时,UCL,LCL随的变化而变化,其图形为阶梯式的折线而非直线.为了方便,若有关系式:
同时满足,也即相差不大时,可以令,,使得上下限仍为常数,其图形仍为直线.
本例中, , 诸样本大小满足上面条件,故有控制线为:
p图:
五.制作控制图:
以样本序号为横坐标,样本不合格品率为纵坐标,做p图.
六.描点:依据每个样本中的不合格品率在图上描点.
七.分析生产过程是否处于统计控制状态
从图上可以看到,第14个点超过控制界限上界,出现异常现象,这说明生产过程处于失控状态.尽管=1.40%<2%,但由于生产过程失控,即不合格品率波动大,所以不能将此分析用控制图转化为控制用控制图,应查明第14点失控的原因,并制定纠正措施.
[案例3]某手表厂为了提高手表的质量,应用排列图分析造成手表不合格的各种原因,发现---停摆占第一位.为了解决停摆问题,再次应用排列图分析造成停摆的原因,结果发现主要是由于螺栓脱落造成的,而后者是有螺栓松动造成.为此,厂方决定应用控制图对装配作业中的螺栓扭矩进行过程控制.
[分析]螺栓扭矩是计量特征值,故可选用正态分布控制图,又由于本例是大量生产,不难取得数据,故决定选用灵敏度高的图.
[解]按照下列步骤建立图
步骤一.根据合理分组原则,取25组预备数据,见下表.
步骤二.计算各样本组的平均值,例如第一组样本的平均值为
=(154+174+164+166+162)/5=164.0
步骤三.计算各样本的极差
步骤四.计算样本总均值
步骤五.计算R图与的参数
(1) 先计算R图的参数
样本容量n=5时,D4=2.114,D3=0
代入R图公式
均值控制
极差控制
例2的原始数据与图计算表.
(2)可见现在R图判稳,故接着再建立均值图。
第13组数据是例外值,需要用判定准则(判稳/判异)判断。
另外,由表可见,R图中的第17组R=30出界,于是再次执行20字方针:“查出异因,采取措施,
保证消除,纳入标准,不再出现”,消除异因纳入标准之后,应再收集35组数据,重新计算,但为了简化本例题,而采用舍去第17组数据的方法(注:舍弃数据的办法不是不能用,而必须是调整没有改变原有的4M1E的关系,例如刚才对第13组数据的舍弃,异因对后面的数据没有影响),重新计算如下:
R图:
由表知道,R图可以判稳,计算均值控制图如:
将23组样本的极差值与均值分别打点与R图和图上(下图表示),根据判稳准则,知此过程的波动情况与均值都处于稳态.
[注意]严格地讲,23组数据根本不能运用判稳准则,一般建议收集35—40组数据,运用第二条判稳准则来判断过程是否处于稳态.
步骤六.与规格进行比较.已知给定质量规格为TL=100,YU=200.
现把全部预备数据作直方图并与规格进行比较.如下图所表示.
由此可见,数据分布与规格比较均有余量,但其平均值并未对准规格中心,因此还可以加以调整以便提高过程适应能力指数,减少不合格品率.调整后要重新计算图.
SU=200
145 150 155 160 165 170 175 180 185 SL=100 m=150 u=163.69
步骤七. 延长上述图的控制线,进入控制用控制图阶段,对过程进行日常控制.
[例4]某厂生产一种零件,其长度要求为49.50±0.10mm,生产过程质量要求为Cp≥1,为对该过程实行连续监控,试设计图。
解:一。收集数据并加以分组
在5M1E充分固定并标准化的情况下,从生产过程中收集数据。每隔2h,从生产过程中抽取5个零件,测量其长度,组成一个大小为5的样本,一共收集25个样本(数据见上表)。一般来说,制作图,每组样本大小n≤10,组数k≥25。
二.计算每组的样本均值及极差(列于上表)。
三.计算总平均和极差平均
四.计算控制线
图:R图:
其中系数A2,D3,D4均从控制图系数表中查得。
五.制作控制图
在方格纸上分别做图和R图,两张图画在同一张纸上,以便对照分析。图在上,R图在下,纵轴在同一直线上,横轴相互平行并且刻度对齐。
本题中R图的下控制界限线LCL<0,但R要求R≥0,故LCL可以省略
均值控制
极差控制
六.描点:根据各个样本的均值和极差Ri在控制图上描点(如上).
七.分析生产过程是否处于统计控制状态.
利用分析用控制图的判断原则,经分析生产过程处于统计控制状态。
八.计算过程能力指数
1.求Cp值
2.求修正系数。
3.求修正后的过程能力指数
偿若过程质量要求为过程能力指数不小于1,则显然不满足要求,于是不能将分析用控制图转化为控制用控制图,应采取措施提高加工精度。
九.过程平均不合格品率p
=2-0.9966-0.9991
=0.43%.-
[例5]某化工厂生产某种化工产品,为了控制产品中主要成分含量而设置质量控制点。若对主要成分含量的要求为:12.8±0.7%,过程质量要求为不合格品率不超过5%,试设计X-Rs 图。
解:一.收集数据:在5M1E充分固定和并标准化的情况下,从生产过程中收集数据,每次测一个收据,共需k≥25个数据。每隔24小时从生产过程中抽取一个样品化验,共抽取25个数据。
二.计算移动极差:
三.求平均值: 。
某化工厂产品主成分含量数据表
四.计算控制线
X图:Rs图:
五.制作控制图
X控制图
极差控制图
六.描点:根据每次测得的X和Rs值,分别在X图和Rs图上描点.注意第一个数据只有x而无Rs值.
七.分析生产过程是否处于统计控制状态:是处于统计控制状态。
八.计算过程能力指数
1.求Cp值:
2.求修正系数k:。
3.求修正后的过程能力指数Cpk:
Cpk=(1-k)Cp=(1-0.07)×0.66=0.61.
九.过程平均不合格品率p
p<5%,满足生产过程质量要求,于是可以将此分析用控制图转化为控制用控制图,对今后的生产过程进行连续监控。
[案例6]漆包线针孔收据如表所示,生产过程质量要求每米长的漆包线平均针孔数≤4,试作出控制图。
解:一.收集收据
在5M1E充分固定并标准化的情况下,从生产过程中收集数据,见上表所表示:
二.计算样本中单位缺陷数: ,列在上表.
三.求过程平均缺陷数:
四.计算控制线u图:
从上式可以看出,当诸样本大小不相等时,UCL,LCL随的变化而变化,其图形为阶梯式的折线而非直线.为了方便,若有关系式:
同时满足,也即相差不大时,可以令,,使得上下限仍为常数,其图形仍为直线.
本例中, , 诸样本大小满足上面条件,故有控制线为:
u图:
五.制作控制图:
以样本序号为横坐标,样本不合格品率为纵坐标,做p图.
UCL
CL
LCL
六.描点:依据每个样本中的不合格品率在图上描点.
七.分析生产过程是否处于统计控制状态
经分析看,生产过程处于统计控制状态.
八.转化为控制用控制图
本例中,满足过程质量要求,且生产过程处于统计过程控制状态,故可以将上述分析转化为控制用控制图。
一个经典的SPC应用的例子
从网上看到一个经典的SPC应用的例子,与大家共赏: 俗话说宴无好宴。朋友邀我去他家做客吃晚饭,进了门迎面遇上他焦急无辜的表情,才知道主题是咨询。起因是朋友最近回家的时间越来越晚,罪证就在他家门口玄关的那张纸上——朋友的太太是一家美商独资企业的QC主管,在家里挂了一张单值-移动极差控制图,对朋友的抵家时间这一重要参数予以严格监控:设定的上限是晚七点,下限是晚六点,每天实际抵家时间被记录、描点、连线——最近连续七天(扣除双休日)的趋势表明,朋友抵家的时间曲线一路上扬,甚至最近两天都是在七点之后才到家的,证据确凿——按照休哈特控制图的原则和美国三大汽车公司联合编制的SPC(Statistical Quality Control,统计过程控制)手册的解释,连续7点上升已绝对表明过程发生了异常,必须分析导致异常的原因并做出必要的措施(比如准备搓衣板),使过程恢复正常。显然,我可能给出的合理解释成了朋友期待的救命稻草,而这顿晚饭就是他在我面前挂着的胡萝卜。 显然,朋友的太太比我们绝大多数的企业家更专业(当然,作为同类,我想这也许就是导致我们只能成为管理工具的原因),她清楚地认识到:预防措施,永远比事后的挽救更重要。 顺便说一句,朋友太太厨艺很优秀,属于那种下得厨房上得厅堂的模范太太——当然,对朋友的在意程度更是显而易见的,否则不会选择抵家时间作为重要的过程特性予以控制——这个过程参数,在她眼里,无疑昭示着忠诚度。饭后上了红酒,席间的谈话就从过程异常的判定开始。 “我们先来陈述一下控制图的判异准则:第一,出现任何超出控制限的点;第二,出现连续7点上升或者下降或者在中心线的一边;第三,出现任何明显非随机的图形。显然,目前该过程已经符合其中第一和第二项,确实出现了异常。作为过程控制的责任者,你打算怎么分析呢?” “还是我们传统的分析方法:因果图。” “那么,我们寻找的还是这五个方面的原因了:人、机、料、法、环?” “是的。” “好。在我们开始分析之前,我想顺便问一下,你是从哪里学会控制图的?” “除了公司的培训之外,讲述统计过程控制的书籍不计其数,作为在质量领域被广泛应用的技术,以Statistical Quality Control为题的书籍虽说不是汗牛充栋,也已经目不暇接。最近从亚马逊书店邮购的这两本,McGraw-Hill Series in Industrial Engineering and Management的Statistical Quality Control,还有Douglas C. Montgomery的Introduction to Statistical Quality Control。再比如这本STATISTICS: Methods and Applications,国内比较好的专著,我喜欢孙静的这本《接近零不合格过程的有效控制:实现六西格玛质量的途径》。不过这些书也很难给出太多新的理论,因为SPC已经足够成熟,找来新书也不过看看不断翻新的新的应用范例,或者结合新的技术之后会是什么样子,比如,有没有研发出功能强大的新软件。” “呵呵,也没必要采用如此先进的控制技术吧?”朋友插嘴道。 “你错了,统计学应用于过程控制,不过代表着上个世纪二十年代最先进的质量管理水平。我们采用的控制图方法,一般称为休哈特控制图(Shewhart Control Chart),最早是在1924年,由美国贝尔电话实验室休哈特(W.A.Shewhart)博士提出的。当时这一方法并未得到企业的普遍采纳,仅仅在小范围内得到应用。后来,两个意外的机遇使它在全世界名声大噪:一是二战期间的1942年,美国国防部邀请包括休哈特博士在内的专家组解决军需大生产的产品质量低劣、交货不及时等问题,专家们制定了战时质量控制制度,统计质量控制(SQC) 被强制推行,并在半年后大获成效。二是休哈特博士的同事,伟大的戴明(W.Edwards
统计过程控制(spc)案例分析(-03-24).电子教案
【案例1】 R X -控制图示例 某手表厂为了提高手表的质量,应用排列图分析造成手表不合格品的各种原因,发现“停摆”占第一位。为了解决停摆问题,再次应用排列图分析造成停摆事实的原因,结果发现主要是由于螺栓松动引发的螺栓脱落成的。为此厂方决定应用控制图对装配作业中的螺栓扭矩进行过程控制。 分解:螺栓扭矩是一计量特性值,故可选用基于正态分布的计量控制图。又由于本例是大量生产,不难取得数据,故决定选用灵敏度高的R X -图。 解:我们按照下列步骤建立R X -图 步骤1:取预备数据,然后将数据合理分成25个子组,参见表1。 步骤2:计算各组样本的平均数i X 。例如,第一组样本的平均值为: 0.1645 162 1661641741541=++++= X 其余参见表1中第(7)栏。 步骤3:计算各组样本的极差i R 。例如,第一组样本的极差为: {}{}20154174min max 111=-=-=j j X X R 其余参见表1中第(8)栏。 表1: 【案例1】的数据与R X -图计算表
i 故:272.163=X ,280.14=R 。 步骤5:计算R 图的参数。
先计算R 图的参数。从D 3、D 4系数表可知,当子组大小n =5,D 4=2.114,D 3=0,代入R 图的公式,得到: 188.30280.14114.24=?==R D UCL R 280.14==R CL R ==R D LCL R 3— 极差控制图: 均值控制图: 图1 【案例1】 的第一次R X -图 参见图1。可见现在R 图判稳。故接着再建立X 图。由于n =5,从系数A 2表知A 2=0.577,再将272.163=X ,280.14=R 代入X 图的公式,得到X 图: 512.171280.14577.0272.1632≈?+=+=R A X UCL X 272.163==X CL X 032.155280.14577.0272.1632≈?-=-=R A X LCL X 因为第13组X 值为155.00小于X LCL ,故过程的均值失控。经调查其原因后,改进夹具,然后去掉第13组数据,再重新计算R 图与X 图的参数。此时, 125.1424 1835724 ≈-=='∑R R 617.16324 .1558.408124 ≈-= = '∑X X 代入R 图与X 图的公式,得到R 图: 1 3 5 7 9 11 13 15 17 19 21 23 25 30.188 14.280 0.000 1 3 5 7 9 11 13 15 17 19 21 23 25 171.512 163.272 155.032
SPC案例
SPC的作用 第一部分问题分析 F集团是国内一家大型摩托车民营企业集团,已经有10年的历史。集团下属摩托车发动机公司、摩托车整车公司、摩托车研究开发中心等二十几家公司,遍布国内外。集团年销售总额已经达到47亿元。 F集团期望通过第二个十年的发展,成为中国摩托车行业的领袖,并在世界摩托车行业确立比较领先的地位。 对于国内摩托车市场的激烈竞争,集团总裁Z先生认为:只有打破低层次上的同质化价格竞争,才有可能走出困境,实现发展的抱负。因此,Z非常重视产品的质量,极力强调质量在差异化战略中的特殊重要地位。 1999年,在Z总裁的强行推动下,集团下属的主要公司都已经通过了ISO 9000质量体系认证,并且根据Z的要求,这些公司广泛地使用了SPC方法。但是时间到了2001年,Z发现,这些公司的质量问题仍然很多,最使Z不能容忍的是以前发生的问题总是在重复发生。Z请来一位质量专家G,让G帮助解决这个难题。 Z提出了两个问题: 一是为什么我推行了两年多的SPC,却看不到效果呢? 二是SPC到底有没有用? G先采取了调查的方法。他在发动机公司了解情况,质量部部长拿出资料,显示了各种产品的合格率,并解释说:“今年的指标是94%,您看,虽然实际的合格率有一些波动,但是平均已经达到了95%还多一点。”质量经理面带困惑地打断他说:“是呀,指标没问题,可是客户的抱怨不断,我天天都是焦头烂额!”G问道:“那么,合格率是怎么统计出来的?”部长说生产部门有统计资料。 于是他们一起来到生产部,那里的看板上贴满了各种统计数据表和直方图、柱图、饼图,而且全部都是电脑打印出来的彩色的图片,就如下面这张图一样: 生产部长给G展示,他们为了应用SPC方法,已经配备了3台电脑、2名统计员和1名分析员。分析员是一位聪明伶俐的女孩子,当她知道G对她的工作内容很感兴趣的时候,显得略为紧张,不过更多的是兴奋(后来她告诉G,除了统计结果,他的部长从不曾关注过她的工作内容),G问她:“那些图表用来做什么?知道为什么要这样做吗?”她说:“这个我知道,是为了统计合格率,因为质量部要求我们上报这个数据,每个月还要考核呢。”G问质量部长:“是这样吗?”质量部长说:“是的。因为集团质量管理部门就是这样要求我们的。”G查阅了分析员的电脑,发现她的电脑里面保存了完整的质量问题数据,比如,测试部每天分类汇总的测试过程发现的各个型号发动机的漏油、碰划伤问题,生产线上的巡检员每天分类汇总的各种装配问题。G对质量经理和质量部长问道:“这些数据谁收集?除了分析员这里,还需要报给哪个部门或人员?你们知道这些数据吗?”他们回答说:“有文件规定测试
统计过程控制简称SPC.docx
SPC统计过程控制 SPC是Statistical Process Control的简称统计过程控制。 利用统计的方法来监控过程的状态,确定生产过程在管制的状态下,以降低产品品质的变异。 统计过程控制(简称SPC)是一种借助数理统计方法的过程控制工具。它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。它认为,当过程仅受随机因素影响时,过程处于统计控制状态(简称受控状态);当过程中存在系统因素的影响时,过程处于统计失控状态(简称失控状态)。由于过程波动具有统计规律性,当过程受控时,过程特性一般服从稳定的随机分布;而失控时,过程分布将发生改变。SPC正是利用过程波动的统计规律性对过程进行分析控制。因而,它强调过程在受控和有能力的状态下运行,从而使产品和服务稳定地满足顾客的要求。 实施SPC的过程一般分为两大步骤:首先用SPC工具对过程进行分析,如绘制分析用控制图等;根据分析结果采取必要措施:可能需要消除过程中的系统性因素,也可能需要管理层的介入来减小过程的随机波动以满足过程能力的需求。第二步则是用控制图对过程进行监控。 控制图是SPC中最重要的工具。目前在实际中大量运用的是基于Shewhart原理的传统控制图,但控制图不仅限于此。近年来又逐步发展了一些先进的控制工具,如对小波动进行监控的EWMA和CUSUM控制图,对小批量多品种生产过程进行控制的比例控制图和目标控制图;对多重质量特性进行控制的控制图。 SPC源于上世纪二十年代,以美国Shewhart博士发明控制图为标志。自创立以来,即在工业和服务等行业得到推广应用,自上世纪五十年代以来SPC在日本工业界的大量推广应用对日本产品质量的崛起起到了至关重要的作用;上世纪八十年代以后,世界许多大公司纷纷在自己内部积极推广应用SPC,而且对供应商也提出了相应要求。在ISO9000及QS9000中也提出了在生产控制中应用SPC方法的要求。 SPC技术原理 统计过程控制(SPC)是一种借助数理统计方法的过程控制工具。它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。当过程仅受随机因素影响时,过程处于统计控制状态(简称受控状态);当过程中存在系统因素的影响时,过程处于统计失控状态(简称失控状态)。由于过程波动具有统计规律性,当过程受控时,过程特性一般服从稳定的随机分布;而失控时,过程分布将发生改变。SPC 正是利用过程波动的统计规律性对过程进行分析控制的。因而,它强调过程在受控和有能力的状态下运行,从而使产品和服务稳定地满足顾客的要求。 SPC可以为企业带来的好处 SPC强调全过程监控、全系统参与,并且强调用科学方法(主要是统计技术)来保证全过程的预防。SPC不仅适用于质量控制,更可应用于一切管理过程(如产品设计、市场分析等)。正是它的这种全员参与管理质量的思想,实施SPC可以帮助企业在质量控制上真正作到"事前"预防和控制,SPC可以: ·对过程作出可靠的评估; ·确定过程的统计控制界限,判断过程是否失控和过程是否有能力; ·为过程提供一个早期报警系统,及时监控过程的情况以防止废品的发生; ·减少对常规检验的依赖性,定时的观察以及系统的测量方法替代了大量的检测和验证工作; 有了以上的预防和控制,我们的企业当然是可以:
统计过程控制SPC)案例分析
统计过程控制(SPC)案例分析 一.用途 1. 分析判断生产过程的稳定性,生产过程处于统计控制状态。 2.及时发现生产过程中的异常现象和缓慢变异,预防不合格品产生。 3.查明生产设备和工艺装备的实际精度,以便作出正确的技术决定。 4.为评定产品质量提供依据。 二.控制图的基本格式1.标题部分 X-R控制图数据表
2 质 量 特 性 在方格纸上作出控制图: 样本
横坐标为样本序号,纵坐标为产品质量特性。图上有三条平行线: 实线CL :中心线 虚线UCL :上控制界限线 LCL :下控制界限线。 三. 控制图的设计原理 1. 正态性假设:绝大多数质量特性值服从或近似服从 正态分布。 2. 3σ准则:99。73%。 3. 小概率事件原理:小概率事件一般是不会发生的。 4. 反证法思想。 四. 控制图的种类 1. 按产品质量的特性分(1)计量值 (S X R X R X R X S ----,,~ ,)
(2)计数值(p,pn,u,c图)。 2.按控制图的用途分:(1)分析用控制图;(2)控制用控制图。 五.控制图的判断规则 1.分析用控制图: 规则1 判稳准则-----绝大多数点子在控制界限线内(3种情况); 规则2 判异准则-----排列无下述现象(8种情况)。 2.控制用控制图: 规则1 每一个点子均落在控制界限内。 规则2 控制界限内点子的排列无异常现象。 [案例1] p控制图 某半导体器件厂2月份某种产品的数据如下表(2)(3)栏所表示,根据以往记录知,稳态下的平均不合格品率0389 p,作控制 .0 图对其进行控制. 数据与p图计算表
SPC案例分析
统计过程控制(SPC )案例分析 一. 用途 1. 分析判断生产过程的稳定性,生产过程处于统计控制状态。 2.及时发现生产过程中的异常现象和缓慢变异,预防不合格品 产生。 3.查明生产设备和工艺装备的实际精度,以便作出正确的技术 决定。 4.为评定产品质量提供依据。 二、控制图的设计原理 1. 正态性假设:绝大多数质量特性值服从或近似服从正态分 布。 2. 3σ准则:99。73%。 3. 小概率事件原理:小概率事件一般是不会发生的。 4. 反证法思想。 四. 控制图的种类 1. 按产品质量的特性分(1)计量值(S X R X R X R X S ----,,~ ,) (2)计数值(p ,pn ,u ,c 图)。 2. 按控制图的用途分:(1)分析用控制图;(2)控制用控制 图。 五. 控制图的判断规则 1. 分析用控制图: 规则 1 判稳准则-----绝大多数点子在控制界限线内(3种情
况); 规则2 判异准则-----排列无下述现象(8种情况)。2.控制用控制图: 规则1 每一个点子均落在控制界限内。 规则2 控制界限内点子的排列无异常现象。
[案例2]为控制某无线电元件的不合格率而设计p 图,生产过程质量要求为平均不合格率≤2%。 解:一.收集收据 在5M1E 充分固定并标准化的情况下,从生产过程中收集数据,见下表所表示: 某无线电元件不合格品率数据表 二.计算样本中不合格品率:k i n k p i i i ,.....,2,1,== ,列在上表.
三.求过程平均不合格品率: %14017775/248=== ∑∑i i n k p 四.计算控制线 p 图:i i n p p p UCL n p p p UCL p CL /)1(3/)1(3% 140--=-+=== 从上式可以看出,当诸样本大小i n 不相等时,UCL,LCL 随i n 的变化而变化,其图形为阶梯式的折线而非直线.为了方便,若有关系式: 2 /2min max n n n n ≥≤ 同时满足,也即i n 相差不大时,可以令n n i =,,使得上下限仍为常数,其图形仍为直线. 本例中,711=n , 诸样本大小i n 满足上面条件,故有控制线为: p 图:% 08.0/)1(3/)1(3%72.2/)1(3/)1(3% 140=--=--==-+=-+===n p p p n p p p UCL n p p p n p p p UCL p CL i i 五.制作控制图: 以样本序号为横坐标,样本不合格品率为纵坐标,做p 图. 六.描点:依据每个样本中的不合格品率在图上描点.
SPC统计过程控制案例分析报告
统计过程控制(SPC)案例分析一.用途 1. 分析判断生产过程的稳定性,生产过程处于统计控制状态。2.及时发现生产过程中的异常现象和缓慢变异,预防不合格品产生。3.查明生产设备和工艺装备的实际精度,以便作出正确的技术决定。4.为评定产品质量提供依据。 二.控制图的基本格式1.标题部分 X-R控制图数据表
2 质 量 特 性 在方格纸上作出控制图: 样本号
横坐标为样本序号,纵坐标为产品质量特性。图上有三条平行线: 实线CL :中心线 虚线UCL :上控制界限线 LCL :下控制界限线。 三. 控制图的设计原理 1. 正态性假设:绝大多数质量特性值服从或近似服从正态分 布。 2. 3σ准则:99。73%。 3. 小概率事件原理:小概率事件一般是不会发生的。 4. 反证法思想。 四. 控制图的种类 1. 按产品质量的特性分(1)计量值(S X R X R X R X S ----,,~ ,) (2)计数值(p ,pn ,u ,c 图)。 2. 按控制图的用途分:(1)分析用控制图;(2)控制用控制 图。 五. 控制图的判断规则 1. 分析用控制图: 规则1 判稳准则-----绝大多数点子在控制界限线(3种情况); 规则2 判异准则-----排列无下述现象(8种情况)。 2. 控制用控制图:
规则1 每一个点子均落在控制界限。 规则2 控制界限点子的排列无异常现象。 [案例1] p控制图 某半导体器件厂2月份某种产品的数据如下表(2)(3)栏所表示,根据以往记录知,稳态下的平均不合格品率0389 p,作控制图对其进行控 .0 制. 数据与p图计算表
统计过程控制案例分析
统计过程控制(SPC )案例分析 一、用途 1.分析判断生产过程的稳定性,生产过程处于统计控制状态。 2.及时发现生产过程中的异常现象和缓慢变异,预防不合格品产生。 3.查明生产设备和工艺装备的实际精度,以便作出正确的技术决定。 4.为评定产品质量提供依据。 二、控制图的基本格式 1.标题部分 X-R 控 制 图 数 据 表 2.控制图部分 质 量 特 性
实线CL :中心线 虚线UCL :上控制界限线 LCL :下控制界限线。 三、控制图的设计原理 1.正态性假设:绝大多数质量特性值服从或近似服从正态分布。 2.3σ准则:99.73%。 3.小概率事件原理:小概率事件一般是不会发生的。 4.反证法思想。 四、控制图的种类 1.按产品质量的特性分: (1)计量值(S X R X R X R X S ----,,~ ,) (2)计数值(p ,pn ,u ,c 图)。 2.按控制图的用途分: (1)分析用控制图; (2)控制用控制图。 五、控制图的判断规则 1.分析用控制图: 规则1 判稳准则——绝大多数点子在控制界限线内(3种情况); 规则2 判异准则——排列无下述现象(8种情况)。 2.控制用控制图: 规则1 每一个点子均落在控制界限内。 规则2 控制界限内点子的排列无异常现象。
【案例1】 R X -控制图示例 某手表厂为了提高手表的质量,应用排列图分析造成手表不合格品的各种原因,发现“停摆”占第一位。为了解决停摆问题,再次应用排列图分析造成停摆事实的原因,结果发现主要是由于螺栓松动引发的螺栓脱落成的。为此厂方决定应用控制图对装配作业中的螺栓扭矩进行过程控制。 分解:螺栓扭矩是一计量特性值,故可选用基于正态分布的计量控制图。又由于本例是大量生产,不难取得数据,故决定选用灵敏度高的R X -图。 解:我们按照下列步骤建立R X -图 步骤1:取预备数据,然后将数据合理分成25个子组,参见表1。 步骤2:计算各组样本的平均数i X 。例如,第一组样本的平均值为: 0.1645 162 1661641741541=++++= X 其余参见表1中第(7)栏。 步骤3:计算各组样本的极差i R 。例如,第一组样本的极差为: {}{}20154174min max 111=-=-=j j X X R 其余参见表1中第(8)栏。 表1: 【案例1】的数据与R X -图计算表
SPC统计过程控制应用实例分析
SPC统计过程控制应用实例分析 1.SPC控制特性的定义 T1S6949质量管理体系在实际应用中强调以系统的方法对过程进行分析研究,以确定系统的输入因子,输出因子以及输入对输出的影响作用。产品实现的过程也可以用框图简单地描述为下图: 上图表示,产品实现的过程为由材料、生产参数、设备、人员、环境构成的输入因素通过生产转换成输出产品的过程,同时利用输出的信息来反作用于输入因素,以得到输入因素如材料、生产参数等的持续改进。 输入因素通过生产过程转化成输出的产品,其中的实现过程也就是SPC需要进行监控的工艺过程,当然 针对SPC控制特性的选择并不是越多越好,由于检验本身是不带来增值效益的过程,因此在行业的应用过程中,考虑到成本的计算,SPC只会应用在部分关键特性的监控过程中,而关键特性的选择也根据企业自身的 生产能力及控制能力的需要来决定的。因此在进行统计过程控制时,首先需要定义控制的对象,然后通过监控生产实现过程中的各大因素对控制对象的作用,检测到过程的特殊原因波动,从而实现提前预防不合格品产品的作用。针对关键特性之外的其他参数,可以通过记录检查表的形式将其记录并保存,以便工艺改进时提供历史依据的参考。 PSC的控制项目对产品特性及工序监控的必要性,通常通过以下几个方面进行考量; (1) 从产品特性要求判断,是否为产品关键特性; 如Tirm Form工序,SPC记录共面性的抽样检验结果,以判断产品当前的生产流程是否处于稳定受控的状态下。产品的关键特性在产品设计阶段己确定。 (2) 另一方面,在产品生产制造的过程中,关键工序参数的监控对产品质量良率起着重大的决定作用,利用实时的SPC方法进行工艺参数的监控,能够及时发现生产过程中存在的特殊原因,及时围堵并消除,以得 到立即的改正及预防的作用。 例如,在硅片切割工序(Wafer saw),工艺上利用对切割槽宽度的定期数据采集,绘制SPC控制图,从而 起到过程监控的作用,以防止参数对切割工序带来的过程能力偏移。 (3) 客户的特殊要求: 客户的特殊要求可以针对产品的固有特性要求,如封装外观尺寸要求,针对p8AGBdoysize35*35的产品, 要求产品的允收范围在35+-0.sm。另外客户的特殊要求也可以针对1艺参数,如Wire Bo nd的Wire Pull和Ballshear。 封装企业的新产品导入初期阶段,在制定产品生产的控制计划时,SPC的控制特性就是其中必须定义的 一个部分。特殊特性的定义主要来源于行业规范,客户的特殊要求以及通过生产经验的累积,总结出来的关键的过程参数计量型的控制图应用在如下的特性,见下表: 计量型控制图的应用工序及抽样计划
SPC生活应用案例
工具讲解 | 老婆竟用SPC监控我|SPC统计过程控制应用经典案例分析 俗话说宴无好宴。朋友邀我去他家做客吃晚饭,进了门迎面遇上他焦急无辜的表情,才知道主题是咨询。起因是朋友最近回家的时间越来越晚,罪证就在他家门口玄关的那张纸上:朋友的太太是一家美商独资企业的QC主管,在家里挂了一张单值-移动极差控制图,对朋友的抵家时间这一重要参数予以严格监控:设定的上限是晚七点,下限是晚六点,每天实际抵家时间被记录、描点、连线——最近连续七天(扣除双休日)的趋势表明,朋友抵家的时间曲线一路上扬,甚至最近两天都是在七点之后才到家的,证据确凿——按照休哈特控制图的原则和美国三大汽车公司联合编制的SPC(Statistical Quality Control,统计过程控制)手册的解释,连续7点上升已绝对表明过程发生了异常,必须分析导致异常的原因并做出必要的措施(比如准备搓衣板),使过程恢复正常。显然,我可能给出的合理解释成了朋友期待的救命稻草,而这顿晚饭就是他在我面前挂着的胡萝卜。 显然,朋友的太太比我们绝大多数的企业家更专业(当然,作为同类,我想这也许就是导致我们只能成为管理工具的原因),她清楚地认识到:预防措施,永远比事后的挽救更重要。 顺便说一句,朋友太太厨艺很优秀,属于那种下得厨房上得厅堂的模范太太—当然,对朋友的在意程度更是显而易见的,否则不会选择抵家时间作为重要的过程特性予以控制—这个过程参数,在她眼里,无疑昭示着忠诚度。饭后上了红酒,席间的谈话就从过程异常的判定开始。 “我们先来陈述一下控制图的判异准则: 第一,出现任何超出控制限的点; 第二,出现连续7点上升或者下降或者在中心线的一边; 第三,出现任何明显非随机的图形。 显然,目前该过程已经符合其中第一和第二项,确实出现了异常。作为过程控制的责任者,你打算怎么分析呢?” “还是我们传统的分析方法:因果图。” “那么,我们寻找的还是这五个方面的原因了:人、机、料、法、环?” “是的。” “好。在我们开始分析之前,我想顺便问一下,你是从哪里学会控制图的?” “除了公司的培训之外,讲述统计过程控制的书籍不计其数,作为在质量领域被广泛应用的技术,以Statistical Quality Control为题的书籍虽说不是汗牛充栋,也已经目不暇接。不过这些书也很难给出太多新的理论,因为SPC已经足够成熟,找来新书也不过看看不断翻新的应用范例,或者结合新的技术之后会是什么样子,比如,有没有研发出功能强大的新软件。”
SPC经典案例剖析-SPC在控制男主人归家时间上的运用
SPC經典案例剖析 ---SPC在控制男主人歸家時間上的運用 朋友们大家好,这个经典的案例可能读过很多遍了。现把整篇的文章转载过来并加以分析。 从网上看到一个经典的SPC应用的例子,与大家共赏: 俗话说宴无好宴。朋友邀我去他家做客吃晚饭,进了门迎面遇上他焦急无辜的表情,才知道主题是咨询。起因是朋友最近回家的时间越来越晚,罪证就在他家门口玄关的那张纸上——朋友的太太是一家美商独资企业的QC主管,在家里挂了一张单值-移动极差控制图,对朋友的抵家时间这一重要参数予以严格监控:设定的上限是晚七点,下限是晚六点,每天实际抵家时间被记录、描点、连线——最近连续七天(扣除双休日)的趋势表明,朋友抵家的时间曲线一路上扬,甚至最近两天都是在七点之后才到家的,证据确凿——按照休哈特控制图的原则和美国三大汽车公司联合编制的SPC(Statistical Quality Control,统计过程控制)手册的解释,连续7点上升已绝对表明过程发生了异常,必须分析导致异常的原因并做出必要的措施(比如准备搓衣板),使过程恢复正常。显然,我可能给出的合理解释成了朋友期待的救命稻草,而这顿晚饭就是他在我面前挂着的胡萝卜。 (单值---移动极差图:X-Rs,这个控制图我先来讲它一般的适用场合:(1)对每个产品都进行检验; (2)采用自动化检查和测量的场合; (3)取样费时、费用昂贵的场合; (4)化工等流程性材料及样品均匀的场合。它的取样信息不多,所以它检出的过程变化的灵敏度也要差一些。在本例中,这位QC主管显然考虑到老公回家这个重要的参数,是保证他对自己的婚姻忠诚的主要因素,那么根据连续7点呈现上升的趋势,我们很容易就对这个过程判异。这个判异是根据小概率事件原理:小概率事件在一次试验中发生的概率几乎为零,也就是几乎不可能发生,若发生即判异。本例中的連續7点呈现上升趋势,是根据判异准则的界内点不随机排列判异。通常在过程受控的条件下,連續7點不随机排列呈现的概率都很小,若出现我们就可以判断该过程出现了异常因素,导致过程失控。本例是根据连续7点递增或递减这个规则判异) 显然,朋友的太太比我们绝大多数的企业家更专业(当然,作为同类,我想这也许就是导致我们只能成为管理工具的原因),她清楚地认识到:预防措施,永远比事后的挽救更重要。 (这句就体现出了,全面质量管理的思想,是以全面质量为中心,全员参与为基础,通过对组织的活动全过程的管理,追求组织的持久成功,即使本组织的顾客、本组织的所有者、员工、供方、合作伙伴或社会等相关方持续满意和受益。本例中的组织就是这对夫妻,由组织的概念不能看出,夫妻是一个由两个或两个以上的个人为了实现共同的目标组合而成的有机整体,安排通常是有序的。根据现代质量管理的一个重要特点预防原则,作为全面管理的
SPC案例分析
)案例分析统计过程控制(SPC 用途一. 态。统计控制状产过程处于分析判断生产过程的稳定性,生1.防不合格品异,预缓慢变.及时发现生产过程中的异常现象和2产生。 术精度,以便作出正确的技备的实际艺.查明生产设备和工装3决定。 质量提供依据。品为评定产.4 二、控制图的设计原理 分态值服从或近似服从正:设绝大多数质量特性正态性假三1布。
。。则:准73%9932三? 发生的。小概率事件原理:小概率事件一般是不会三3 证法思想。反三4 控制图的种类四. ~)量值(按产品质量的特性分()计11三SXRXRXRX ,,,????S。图)(数值,,,()计up2cpn 图。)分析用控制图;()控制用控制按控制图的用途分:(212三控制图的判断规则五. :分析用控制图三1 种情况);绝大多数点子在控制界限线内(准判规则稳则1-----3。现象(规则种情况)排列无下述则判异准-----28 -1--1- :图控制用控制三2
每一个点子均落在控制界限内。规则1 现象。控制界限内点子的排列无异常规则2
量程产过质图元件的不合格率而为案例控制某无线电设计,生2][p 。平均不合格率要求为≤2% -2--2- 收集收据解:一. 见程中收集数据准化的情况下从生产过在充分固定并标,,5M1E 下表所表示: 元件不合格品率数据表线电某无
值平均711 1.4 k本中不合格品率样计算二:.i列在上表?p.,k,i?1,2,.....,n i i 程平均不合格品率过三求:. ?k i140%248/17775???p?n i-3--3- 140%??p CL 图线四计算控制:.p n/3p(1UCL?p??)p i n/p?3)p(1UCL??p i化而变时随的从上式可以看出当诸样本大小不相等,UCL,LCL, nn ii 变化其图形为阶梯式的折线而非直线为了方便若有关系式:,,. n?2n max n?n/2min 同时满足也即相差不大时可以令使得上下限仍为常数其图,,,,,nnn? ii
SPC统计过程控制案例分析
统计过程操纵(SPC)案例分析 一.用途 1. 分析推断生产过程的稳定性,生产过程处于统计操纵状态。2.及时发觉生产过程中的异常现象和缓慢变异,预防不合格品产生。 3.查明生产设备和工艺装备的实际精度,以便作出正确的技术决定。 4.为评定产品质量提供依据。 二.操纵图的差不多格式 1.标题部分 X-R操纵图数据表
2 质 量 特 性 在方格纸上作出操纵图: 样本号
横坐标为样本序号,纵坐标为产品质量特性。图上有三条平行线: 实线CL :中心线 虚线UCL :上操纵界限线 LCL :下操纵界限线。 三. 操纵图的设计原理 1. 正态性假设:绝大多数质量特性值服从或近似服从正态 分布。 2. 3σ准则:99。73%。 3. 小概率事件原理:小概率事件一般是可不能发生的。 4. 反证法思想。 四. 操纵图的种类 1. 按产品质量的特性分(1)计量值(S X R X R X R X S ----,,~ ,) (2)计数值(p ,pn ,u ,c 图)。
2.按操纵图的用途分:(1)分析用操纵图;(2)操纵用操纵图。 五.操纵图的推断规则 1.分析用操纵图: 规则1 判稳准则-----绝大多数点子在操纵界限线内(3种情况); 规则2 判异准则-----排列无下述现象(8种情况)。 2.操纵用操纵图: 规则1 每一个点子均落在操纵界限内。 规则2 操纵界限内点子的排列无异常现象。 [案例1] p操纵图 某半导体器件厂2月份某种产品的数据如下表(2)(3)栏所表示,依照以往记录知,稳态下的平均不合格品率0389 p,作操纵图 .0 对其进行操纵. 数据与p图计算表
SPC实例详述混凝土钢箱组合截面
midas Civil 技术资料 ----SPC实例操作详述 目录 midas Civil 技术资料1 ---- SPC实例操作详述1 1 SPC总述2 2 混凝土截面2 2.1混凝土截面SPC操作步骤2 2.2三种方法计算混凝土截面特性对比6 3 钢箱梁截面7 3.1钢箱梁截面SPC操作步骤8 3.2数据库/用户截面特性与SPC对比13 4 组合截面14 4.1组合截面SPC操作步骤15 参考文献20 北京迈达斯技术有限公司桥梁部 2013/05/06
1 SPC总述 midas Civil→工具→截面特性计算器 SPC是“截面特性值计算器—Sectional Property Calculator”的缩写。Civil截面库提供很多截面供用户选择,但并非涵盖所有工程截面,故为方便与绘图软件AutoCAD交互操作,用户可使用Civil提供的SPC工具实现任意截面的计算并导入,完成分析和设计。 SPC一般步骤为:导入AutoCAD DXF文件或直接在SPC中绘制图形→生成截面→计算截面特性→导出.sec文件→导入Civil中生成相应截面。 2 混凝土截面 2.1混凝土截面SPC操作步骤 (1)打开SPC,首先进行工作环境设置:Tools>Setting,length长度单位设为m,保持与DXF文件长度单位一致,如下图2-1所示;同时应确保DXF文件中的截面线无重叠,在DXF中把要导入的截面放在当前图层的x-y平面内,另外暂不支持DXF中pline线导入SPC,具体步骤:File>Import>Auto CAD DXF,如下图2-2所示。 Tolerance:长度容许误差。一般情况下,程序会根据设定的单位体系自动进行合理的调整,设计者也可以手动进行修改,默认值为1mm。 图2-1设置单位体系图2-2导入DXF文件 Angle step:默认10°,将曲线段按每10°为一段进行分割,例如,导入圆形截面,圆周则被自动分割成36段直线。 Translation:Tx、Ty分别表示截面导入后在X轴和Y轴的偏移距离。
统计过程控制案例分析
统计过程控制(SPC)案例分析 一、用途 1?分析判断生产过程的稳定性,生产过程处于统计控制状态。 2?及时发现生产过程中的异常现象和缓慢变异,预防不合格品产生。 3?查明生产设备和工艺装备的实际精度,以便作出正确的技术决定。 4?为评定产品质量提供依据。 二、控制图的基本格式 1.标题部分 X-R控制图数据表
实线CL:中心线 虚线UCL:上控制界限线 LCL :下控制界限线。 三、控制图的设计原理 1?正态性假设:绝大多数质量特性值服从或近似服从正态分布。 2? 3 准则:99.73%。 3?小概率事件原理:小概率事件一般是不会发生的。 4?反证法思想。 四、控制图的种类 1?按产品质量的特性分: (1)计量值(X R, 乂R,X R S,X S) (2)计数值(p , pn , u, c 图)。 2?按控制图的用途分: (1 )分析用控制图; (2 )控制用控制图。 五、控制图的判断规则 1?分析用控制图: 规则1 判稳准则一一绝大多数点子在控制界限线内(3种情况)规则2 判异准则一一排列无下述现象(8种情况)。 2?控制用控制图: 规则1 每一个点子均落在控制界限内。 规则2 控制界限内点子的排列无异常现象。
【案例1】 X R 控制图示例 某手表厂为了提高手表的质量,应用排列图分析造成手表不合格品的各种原因,发 现“停摆”占第一位。为了解决停摆问题,再次应用排列图分析造成停摆事实的原因, 结果发现主要是由于螺栓松动引发的螺栓脱落成的。为此厂方决定应用控制图对装配作 业中的螺栓扭矩进行过程控制。 分解:螺栓扭矩是一计量特性值,故可选用基于正态分布的计量控制图。又由于本 例是大量生产,不难取得数据,故决定选用灵敏度高的 X R 图。 解:我们按照下列步骤建立 X R 图 步骤1 :取预备数据,然后将数据合理分成 25个子组,参见表 1。 步骤2 :计算各组样本的平均数 X i 。例如,第一组样本的平均值为: X i 154 174 164 166 162 冋。 R 1 max X 1j 其余参见表 1中第(8)栏。 表1 : 【案例1】的数据与 X R 图计算表 其余参见表 1中第(7)栏。 步骤3 :计算各组样本的极差 R 。例如,第一组样本的极差为: min X 1j 174 154 20
统计过程控制SPC案例分析
统计过程控制S P C案例 分析 Document number:PBGCG-0857-BTDO-0089-PTT1998
统计过程控制(SPC)案例分析一.用途 1. 分析判断生产过程的稳定性,生产过程处于统计控制状态。2.及时发现生产过程中的异常现象和缓慢变异,预防不合格品产生。 3.查明生产设备和工艺装备的实际精度,以便作出正确的技术决定。 4.为评定产品质量提供依据。 二.控制图的基本格式 1.标题部分 X-R控制图数据表 2
质 量 特 性 在方格纸上作出控制图: 横坐标为样本序号,纵坐标为产品质量特性。图上有三条平行线:实线CL:中心线 虚线UCL:上控制界限线 LCL:下控制界限线。 三.控制图的设计原理
1. 正态性假设:绝大多数质量特性值服从或近似服从正态分 布。 2. 3σ准则:99。73%。 3. 小概率事件原理:小概率事件一般是不会发生的。 4. 反证法思想。 四. 控制图的种类 1. 按产品质量的特性分(1)计量值 (S X R X R X R X S ----,,~ ,) (2)计数值(p ,pn ,u ,c 图)。 2. 按控制图的用途分:(1)分析用控制图;(2)控制用控 制图。 五. 控制图的判断规则 1. 分析用控制图: 规则1 判稳准则-----绝大多数点子在控制界限线内(3种情况); 规则2 判异准则-----排列无下述现象(8种情况)。 2. 控制用控制图: 规则1 每一个点子均落在控制界限内。 规则2 控制界限内点子的排列无异常现象。 [案例1] p 控制图
某半导体器件厂2月份某种产品的数据如下表(2)(3)栏所表示,根据以往记录知,稳态下的平均不合格品率0389 p,作控制图对其进行控制. .0 数据与p图计算表 [解] 步骤一 :预备数据的取得,如上边表所示.
SPC统计过程控制案例分析(doc 24页)
SPC统计过程控制案例分析(doc 24页)
统计过程控制(SPC)案例分析 一.用途 1. 分析判断生产过程的稳定性,生产过程处于统计控制状态。2.及时发现生产过程中的异常现象和缓慢变异,预防不合格品产生。3.查明生产设备和工艺装备的实际精度,以便作出正确的技术决定。4.为评定产品质量提供依据。 二.控制图的基本格式1.标题部分 X-R控制图数据表
计算:X图:CL=X R图:CL=R UCL=X+R A 2UCL=R D 4 LCL=X-R A 2LCL=R D 3 2 质 量 特 性 在方格纸上作出控制图: R X 控制图X图 R图 说明操作人 CL LCL U 样本
班组长 质量工程师 横坐标为样本序号,纵坐标为产品质量特性。图上有三条平行线: 实线CL :中心线 虚线UCL :上控制界限线 LCL :下控制界限线。 三. 控制图的设计原理 1. 正态性假设:绝大多数质量特性值服从或近似服从正态分 布。 2. 3σ准则:99。73%。 3. 小概率事件原理:小概率事件一般是不会发生的。 4. 反证法思想。 四. 控制图的种类 1. 按产品质量的特性分(1)计量值(S X R X R X R X S ----,,~ ,) (2)计数值(p ,pn ,u ,c 图)。 2. 按控制图的用途分:(1)分析用控制图;(2)控制用控制图。 五. 控制图的判断规则 1. 分析用控制图: 规则1 判稳准则-----绝大多数点子在控制界限线内(3种情况); 规则2 判异准则-----排列无下述现象(8种情况)。 2. 控制用控制图: 规则1 每一个点子均落在控制界限内。
某机械设备SPC应用案例
某机械设备SPC应用案例
项目背景 该公司是一家专门从事精密眼镜零配件设计、开发、制造及销售的企业,公司进口德国高级仪器、设备,同时自主设计、制造各类精密自动机器,采用国际先进技术专攻小型、精密材料等零件的开发与生产。主要产品包括白铜/钛金属等制成的铰链、夹口、脚笔等精密眼镜零配件;加工工艺包括钻铣、切削、冲压、烧焊、注塑等。 所遇困境 ?市场部拿回了大量的订单,但是生产部的生产能力却远远满足不了要求; ?品质部门在生产过程中发现存在大量的质量问题,返工返修等不仅加大了生产成本,还无法满足交货期,多次被客户投诉; ?老板等中高层管理人员整天忙于救火,然而却不见多大效果,只能是“头痛医头,脚痛医脚”,找不到问题的主要原因和有效的解决对策。 车间现状说明 当前有110台生产设备,每台生产设备首件须测量25组数据并计算Cpk,依各产品图纸测量参数,目前参数的录入主要是依靠手工方法进行录入;车间已经架设局域网,并有后台服务器。 需求功能 ?所有检测参数通过手工录入到系统中,并保存到后台数据库中; ?在生产现场、工程办公室通过管理看板(或通过PC)展示各生产设备当前产品的品质状况; ?品质、工程管理人员可在办公室实时查看生产现场当前的品质状况; ?品质分析方案要求:依日期导出各阶段生产设备Cpk并可作比对; ?每天同一时间需10台PC上传数据致服务器,及时发现生产设备生产产品的品质状况。 SPC系统解决方案
说明: ?现场PC控制LED电子看板的展示内容及进行数据的录入,每个屏可随时监控各台设备生产产品品质状况; ?SPC数据库采用微软SQL Server数据库; ?LED电子看板为太友依客户需求设计,可进行现场品质信息的展示; SPC解决方案核心功能说明 1、SPC软件实时监控主界面
spc应该如何应用-spc应用实例来详细说明
spc应该如何应用_spc应用实例来详细说明 随着市场竞争的加剧,企业对产品生产也提出了更高的要求,可是,产品在实际生产过程中容易受到外界原因的影响而发生一些波动。为了避免这种现象出现,很多企业开始选择spc 应用分析管理。可是,spc不同于一般的质量管理工具,你知道spc该怎么应用吗?下面就用spc 应用实例来为我们详细说明吧。 第一、spc应用主要包含两个阶段:从spc应用实例中可以看出,实施spc主要包括分析阶段及监控阶段。所谓的分析阶段,主要指的是现进行生产准备,将生产中所需的原料以及测量系统和设备按照标准进行准备,并要确保在生产准备完成后可以政策使用不发生任何不稳定的现象。另一个监控阶段则是使用控制用控制图进行监控,并密切观察控制图,一旦发现失控现象,要及时找到原因,并想办法消除。 第二、spc应用不可忽视分析用控制图的制作步骤。在spc应用实例中,制作分析用控制度并没有那么难,只要我们选取控制图的制作特征,然后根据质量特性和适用的场所选择控制图
类型。再去确定合适的样本组、样本大小和抽取间隔,收集记录20到25个样本组数据,或者适用之前记录的数据,计算出各组样本的统计量、中心线与控制盐,再去绘制控制图,判断过程是否受控即可。 第三、spc应用过程中要重视控制用控制图的绘制。在spc应用实例中,可以根据分析用控制图提供的信息判断生产过程是否稳定,即是否有系统因素在起作用。然后剔除分析用控制图中无代表性的数据再重新计算中心线和控制限。直到确认分布范围位于公差界限之内,在确认和平过程稳定并具备足够的工序能力后,才能开始批量生产,并用控制图控制生产过程,即根据控制图类型抽取样本进行计算、绘图和分析。、 从上述spc应用实例中可以看出,完成spc应用是一个繁琐的过程,只有借助专业的spc 软件工具,才能以自动化、智能化的模式,实现数据的自动连接与采集记录并做好数据的及时性处理。同时达到节约人力成本,提高企业生产效益的最终目的。