外设参数
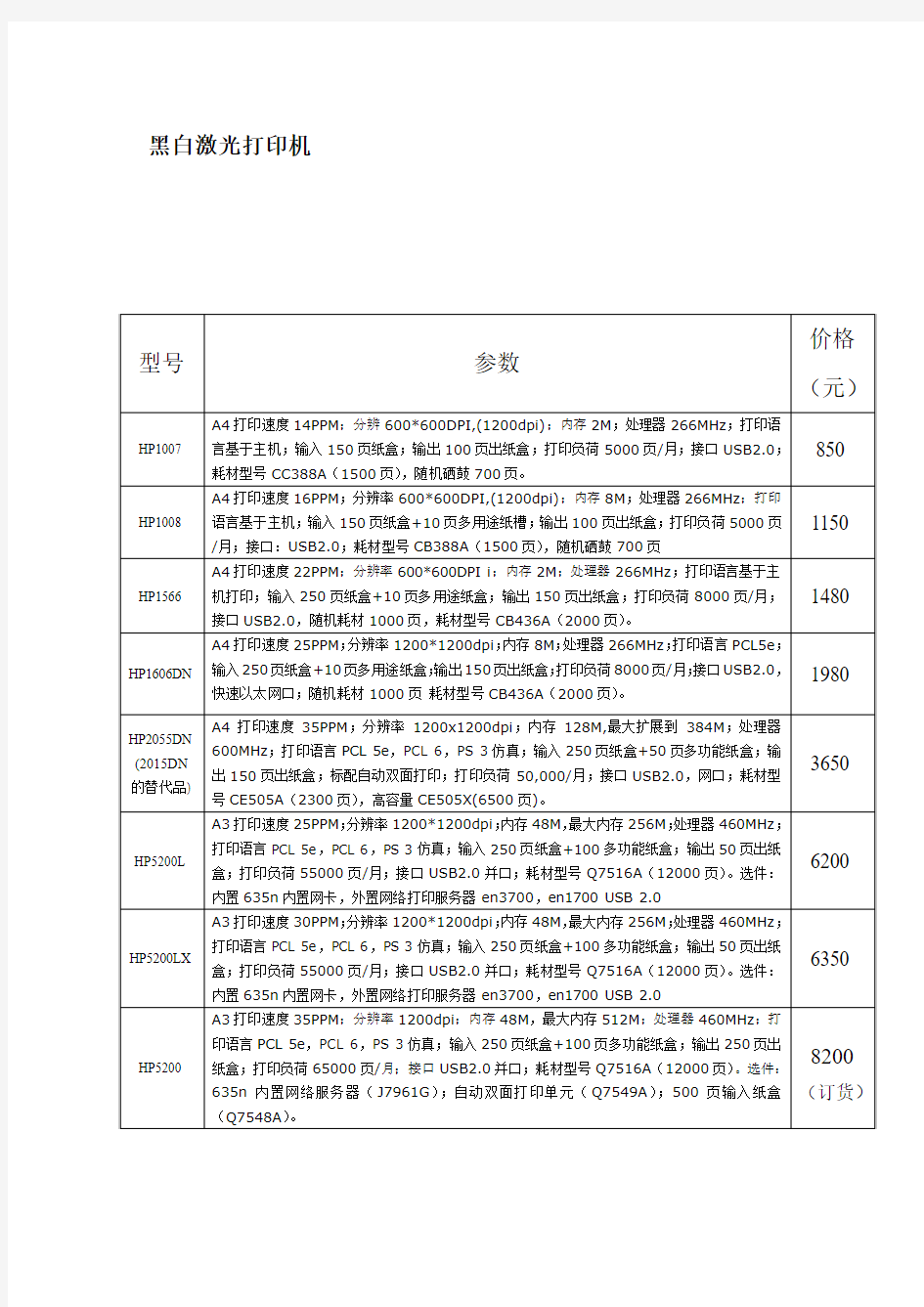
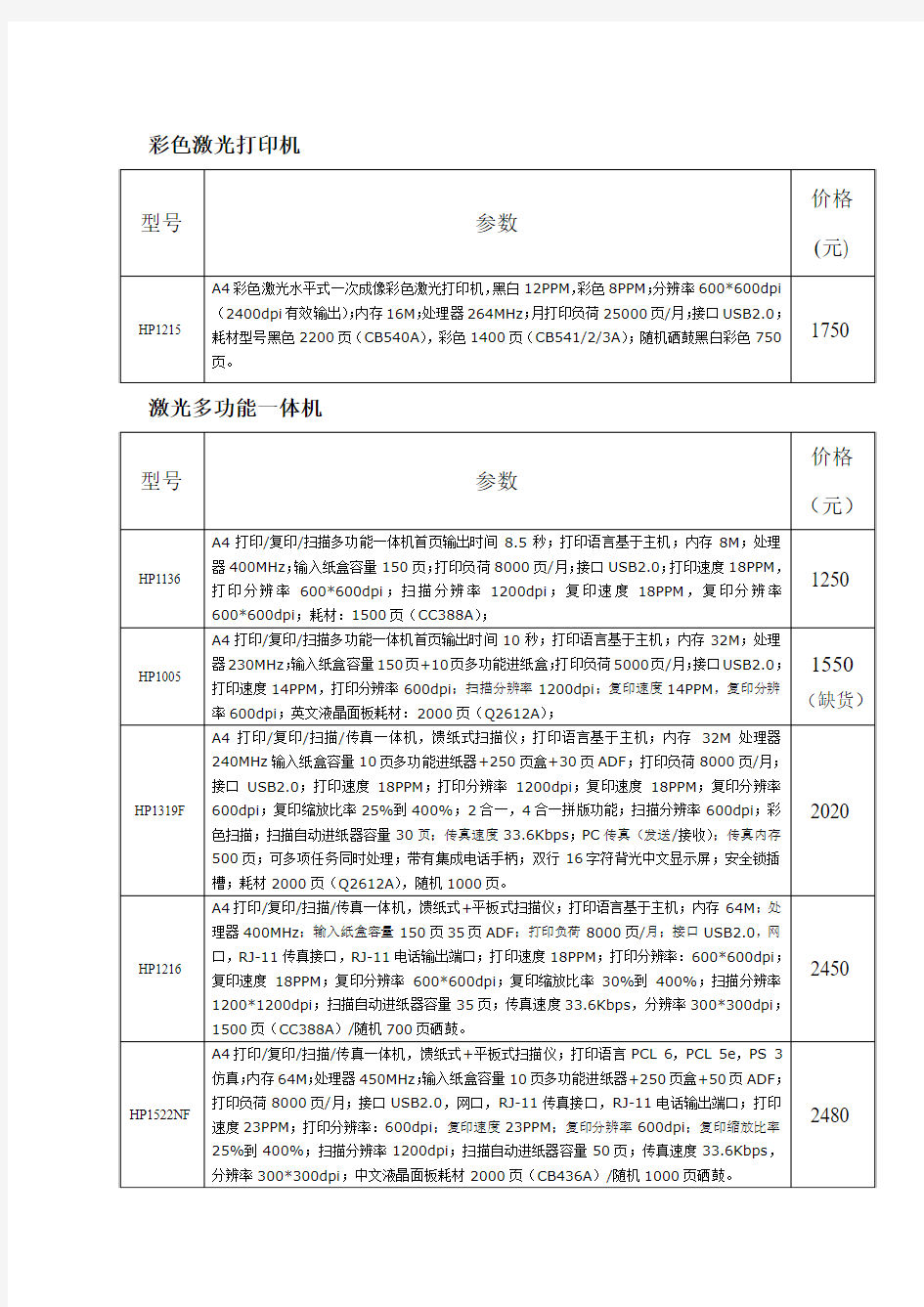
激光多功能一体机
1标准技术参数
1标准技术参数 我公司已认真逐项填写金属氧化物避雷器标准技术参数表(见表1)中投标人保证值,无空格,无“响应”两字代替,无改动招标人要求值。如有偏差,已填写投标人技术偏差表(见表7)。 表1金属氧化物避雷器标准技术参数表 表1(续)
注 1. 项目单位对表1中参数有偏差时,可在项目需求部分的项目单位技术偏差表(见表6)中给出,我公司已对表6响应。表6与表1中参数不同时,以表6给出的参数为准。 2. 参数名称栏中带*的参数为重要参数。如不能满足要求,将被视为实质性不符合招标文件要求。 3. 投标人可选择是否提供电压分布不均匀系数,若提供电压分布实测或计算结果,加速老化试验U c t可按实际不均匀系数计算, 否则U c t=U c×(1+0.15H),H为避雷器高度。 2项目需求部分
2.1 货物需求及供货范围一览表 货物需求及供货范围一览表见表2。 表2 货物需求及供货范围一览表 2.2 必备的备品备件、专用工具和仪器仪表供货表 必 备的备品备件、专用工具和仪器仪表供货表见表3。 表3 必备的备品备件、专用工具和仪器仪表供货表 2.3 图纸资料提交单位 经确认的图纸资料应由投标人提交投标人提交的须经确认的图纸资料及其接收单位(见表4)所列的单位。 表4 投标人提交的须经确认的图纸资料及其接收单位 2.4 工程概况 2.4.1 项目名称:2011年度焦作供电公司自筹资金电网项目 2.4.2 项目单位:焦作供电公司 2.4.3 工程规模:安装150台避雷器 2.4.4 工程地址:沁阳市 2.4.5 交通、运输:汽运 2.5 使用条件 使用条件表见表5。 表5 使 用 条 件
涂布机工艺规程(详细)
涂布工序流程 谭成林 一、涂布的作用 在电池生产过程中,将成卷的基材,铜箔、铝箔涂上一层特定功能的浆料。保证极片表面平整、光滑、敷料均匀、附着力好,干燥、不脱料、不掉料、无积尘、无气泡并烘干收卷。 二、涂布材料设备、工具: 云南白药膏1090mm90克格拉辛纸、印有云南白药字样的双向弹力布、胶带(用来连接接头)、引布(废的膜)、正己烷(用来擦洗辊面)、抹布、压缩空气、天平称(称重,测密度)、刀片、物料盒、直尺、刮片。 三、涂布的操作流程 1、工作人员配戴好劳保用品。 2、检查刮刀、背辊是否擦拭干净。 3、在停机状态下穿好牵引布。 4、打开总电源、伺服电机、干燥风机等开关。 5、把格拉辛纸固定安放好并牵引至烘箱,让其与牵引布连接好。 6、装好料槽、挡板,将云南白药膏胶浆料放入料斗之中,用条帮赶平。
7、在控制器上按下表设定好涂布温度、速度、速比及涂布张力 8、在控制界面设定好涂布工作方式,并按工艺要求调节好各项参数。 9、涂布时,先按两次“测试”,再按“涂布”。测试时,一般先涂3—5段牵引到烘箱将其烘干。 10、试片后倒带至机头,检测极片的密度、涂长、涂宽、间隙和厚度等相关参数。如若不符合工艺要求则修改至符合工艺标准为止。 11、试好片后开始涂布,在涂布过程中要随时检查极片上是否有颗粒、表面是否有划痕、气泡、露痕等现象。 12、第一面涂完后,应按工艺要求调整参数,待温度稳定后再开始涂第二面。 13、涂布中,要随时测量第一面和第二面的密度、
涂长和间隙并做好记录。 14、在停止涂布时,先按“涂布控制停”,同时打开“测试”按钮 15、在涂布过程中如遇到紧急情况可按下“紧急停止”按钮。 16、涂好的云南白药膏母卷要收放在专用的小车上并写上标识,转入下一工序。 17、当被涂布极片已卷绕完毕及时停机并做好清洁工作。 18、关闭设备蒸汽阀门,停止干燥风机及其他机器。 19、按设备操作规程的要求关机,用酒精清洗涂布辊、刮刀及用具。 20、关闭总电源。 四、工艺要求: 正负极涂布: 箔材要求:铝箔:(度×宽)18um×500(±mm 面密度:±0.02g/100cm2 铜箔:毛箔:(度×宽)9um×500(±mm 面密度:±0.04 g/100cm2 光箔(度×宽)9 um×500(±mm 面密度:±0.04 g/100cm2涂布标准:
测量参数
1.电压 电压,也称作电势差或电位差,是衡量单位电荷在静电场中由于电势不同所产生的能量差的物理量。其大小等于单位正电荷因受电场力作用从A点移动到B点所作的功,电压的方向规定为从高电位指向低电位的方向。电压的国际单位制为伏特(V),常用的单位还有毫伏(mV)、微伏(μV)、千伏(kV)等。此概念与水位高低所造成的“水压”相似。需要指出的是,“电压”一词一般只用于电路当中,“电势差”和“电位差”则普遍应用于一切电现象当中。 如果电压的大小及方向都不随时间变化,则称之为稳恒电压或恒定电压,简称为直流电压,用大写字母U表示。如果电压的大小及方向随时间变化,则称为变动电压。对电路分析来说,一种最为重要的变动电压是正弦交流电压(简称交流电压),其大小及方向均随时间按正弦规律作周期性变化。 2.电流 电流,是指电荷的定向移动。电源的电动势形成了电压,继而产生了电场力,在电场力的作用下,处于电场内的电荷发生定向移动,形成了电流。电流的大小称为电流强度(简称电流,符号为I),是指单位时间内通过导线某一截面的电荷量,每秒通过1库仑的电量称为1「安培」(A)。安培是国际单位制中所有电性的基本单位。除了A,常用的单位有毫安(mA)、微安(μA) 。1A=1000mA=1000000μA电学上规定:正电荷流动的方向为电流方向。电流微观表达式I=nesv,n为单位时间内通过导体横截面的电荷数,e为电子的电荷量,s为导体横截面积,v为电荷速度。 3.电阻 电阻(Resistance,通常用“R”表示),在物理学中表示导体对电流阻碍作用的大小。导体的电阻越大,表示导体对电流的阻碍作用越大。不同的导体,电阻一般不同,电阻是导体本身的一种特性。电阻将会导致电子流通量的变化,电阻越小,电子流通量越大,反之亦然。 4.电感 电感(inductance of an ideal inductor)是闭合回路的一种属性。当线圈通过电流后,在线圈中形成磁场感应,感应磁场又会产生感应电流来抵制通过线圈中的电流。这种电流与线圈的相互作用关系称为电的感抗,也就是电感,单位是“亨利(H)”。 5.电容 电容(Capacitance)亦称作“电容量”,是指在给定电位差下的电荷储藏量,记为C,国际单位是法拉(F)。一般来说,电荷在电场中会受力而移动,当导体之间有了介质,则阻碍了电荷移动而使得电荷累积在导体上,造成电荷的累积储存,储存的电荷量则称为电容。因电容是电子设备中大量使用的电子元件之一,所以广泛应用于隔直、耦合、旁路、滤波、调谐回路、能量转换、控制电路等方面。 6.功率 有功功率 P有功功率是保持用电设备正常运行所需的电功率,也就是将电能转换为其他形式能量(机械能、光能、热能)的电功率。比如:5.5千瓦的电动机就是把5.5千瓦的电能转换为机械能,带动水泵抽水或脱粒机脱粒;各种照明设备将电能转换为光能,供人们生活和工作照明。有功功率的符号用P表示,单位有瓦(W)、千瓦(kW)、兆瓦(MW)。 无功功率 Q无功功率比较抽象,它是用于电路内电场与磁场的交换,并用来在电气设备中
参数和迭代之间取值关系
参数值Select next row Update value on 数据 记录 coun t 迭 代 次 数 N 执行结果 1 12 123 1234 12345sequential Each iteratio n每次 迭代 58每迭代一次取一行值,从第一行开始取。当所有 的值取完后,再从第一行开始取(收尾相接循环 取值);输出结果: 1 12 123 1234 12345 1 12 123 Each occurr ence 每次出 现 58每迭代一次取一行值,从第一行开始取。当所有 的值取完后,再从第一行开始取;输出结果 1 12 123 1234 12345 1 12 123 Once 只取一 次 58每次迭代都取参数化文件中第一行的数据。 1 1 1 1 1 1 1 1 1 12 123 1234 12345random Each iteratio n 58每次从参数化文件中随机选择一行数据进行赋 值 输入结果: 1234 12345 12345 12345 12 123 12345 1234
random Each occurr ence 58每次从参数化文件中随机选择一行数据进行赋值;输出的结果: 1234 12345 1234 12345 12 123 12345 1234 Once 只取一次58第一次迭代时随机从参数化文件中取一行数据,后面每次迭代都用第一次迭代的数据。 输出结果: 123 123 123 123 123 123 123 123 1 12 123 1234 12345unique Each iteratio n 58第一次迭代取参数化文件中的第一条数据,第二 次迭代取第二条数据,以此类推。当到第6次迭 代时,如果when out of value选择“abort user”, 就成抛出异常; 如果when out of value选择“continue in a cyclic manner”那么会取第1条数据,接着每次 迭代会循环取参数化文件数据;输出的结果是: 1 12 123 1234 12345 1 12 123 如果when out of value选择“continue with last value”那么回去最后一条数据,并且后面都会取 最后一条数据;输出结果: 1 12 123 1234 12345 12345 12345 12345
建筑配电设计全参数要求规范
市城市居住区供配电设施建设技术导则补充说明(讨论定稿)
前言 《市城市居住区供配电设施建设技术导则(试行)》于2009年发布执行,截止2017年,该技术导则在指导我市有关居住区供配电设施建设过程中发挥了重要的作用。为满足社会经济发展对供电可靠性不断增长的需要、促进小区供配电设施与国家能源发展战略相协调, 结合贯彻配电网建设标准化、智能化的要求,根据我市经济发展以及配电网现状,本着以人为本、安全经济、实用可靠、适度超前的原则,在不违背原有技术导则的前提下,对原技术导则进行补充说明。本次补充说明的主要容是: 1、补充、更新了部分规性引用文件。 2、新增了部分术语和定义。 3、根据市地理位置及电力负荷增长的需求,对配电容量配置原则进行了调整;新增了地下车库有充电桩时的容量配置要求;新增了低压干线及分接表箱电缆截面配置原则;细化了公用变电所的供电围。 4、根据电力用户对供电可靠性的需求,新增了开关站双电源的接入,配套增加了备用电源自动投入装置。 5、根据不同小区建设规模及用电需求的不同,对原来居住区的典型供电方案进行了细化,明确了A、B等三类供电方式。 6、明确了居住区环网室、开关站、配电室的所址选择原则。 7、统一了开关站、环网室、配电室高低压柜等设备的选型原则,对高、低压电缆、
备用电源自动投入装置也进行了统一的要求。 8、新增了配电网自动化系统。 9、新增配套土建通道建设要求。
一、补充、更新的规性引用文件 GB 1094.1 电力变压器 GB/T 10228 干式变压器技术条件和要求 DL/T 404 户交流高压开关柜订货技术条件 GB/T 11022 高压开关设备和控制设备的技术要求 GB 1984 高压交流断路器 GB/T 22582 电力电容器低压功率因数补偿装置 GB 11032 交流无间隙金属氧化物避雷器 GB 16926 高压交流负荷开关熔断器组合电器 DL/T 728 气体绝缘金属封闭开关设备选用原则 GB 3906 3.6kV~40.5kV交流金属封闭开关设备和控制设备DL/T 5222 导体和电器选择设计技术规定 GB 3096声环境质量标准 GB 4208 外壳防护等级(IPB 代码) GB 311.1 高压输变电设备的绝缘配合 GB 50061 66kV 及以下架空电力线路设计规 GB 14049 额定电压10kV、35kV 架空绝缘电缆
涂布机讲义
涂布机知识讲义 锂离子动力电池是20世纪开发成功的新型高能电池。70年代进入实用化。因其具有能量高、电池电压高、工作温度范围宽、贮存寿命长等优点,已广泛应用于军事和民用小型电器中,如移动电话、便携式计算机、摄像机、照相机等、部分代替了传统电池。大容量锂离子电池已在电动汽车中试用,将成为21世纪电动汽车的主要动力电源之一,并将在人造卫星、航空航天和储能方面得到应用。 随着二十世纪微电子技术的发展,小型化的设备日益增多,对电源提出了很高的要求。锂离子动力电池随之进入了大规模的生产实用阶段。然而涂布机在锂离子动力电池的电芯制程中是非常关序。 涂布机的工艺流程:安放在放卷装置上的极片基材经过辊牵出,经自动纠偏后进入浮辊张力系统,调整放卷张力后进入涂布头,极片浆料按涂布系统的设定程序进行涂布。涂后的湿极片进入烘箱由热风进行干燥,干燥后的极片经张力系统调整张力,同时控制收卷速度,使它与涂布速度同步,极片经纠偏系统自动纠偏使基材保持在中心位置,由收卷装置进行整齐收卷。 极片涂布的一般工艺流程如下: 放卷→接片→牵引→张力控制→自动纠偏→涂布→干燥→自动纠偏→张力控制→自动纠偏→收卷 涂布基片(金属箔)由放卷装置放出供入涂布机。基片的首尾在接片台连接成连续带后由牵引装置送入张力调整装置和自动纠偏装置,经过调整片路张力和片路位置后进入涂布装置。极片浆料在涂布装置按预定涂布量和空白长度分段进行涂布。在双面涂布时,自动跟踪第一面涂布和空白长度进行涂布。涂布后的湿极片送入干燥系统进行干燥,干燥温度根据涂布速度和涂层厚度设定。干燥后的极片经张力调整和自动纠偏后进行收卷,供下一步工序进行加工。 涂布机的关键是要稳定,一个参数调整好以后可能要持续一整天,如果在涂布过程中有什么变数这对电池性能的影响就大了。虽然涂布机的稳定性很重要,但是操作工的掌握熟练程度也是尤为关键的。一个优秀的操作工不但会操作设备,懂得如何对设备进行维护保养,而且应该在涂布过程中出现问题时,知道导致产生问题的原因都有哪些,这次问题出现的主要原因是什么,应该怎样解决。做到既是一个合格的操作工又是一个好的设备维修员。 现就涂布过程中,涂布间隙不良和极片打皱现象做以分析:
SOLIDWORK教程-功能简介及参数化草图绘制
第 1 章Solidworks设计基础 【教学提示】 SolidWork是由美国SolidWorks公司(该公司是法国Dassult System公司的子公司)于 1995年推出的三维机械CAD软件,它具有基于特征、单一数据库、参数化设计及全相关性等特点。本章主要对Solidworks做个概略性的介绍,使学生对SolidWorks的基本知识有一定的了解,为以后的学习打好基础。 【教学要求】 了解SolidWorks 软件的特点 熟悉SolidWorks 工作环境 掌握在SolidWorks 工作环境中文件的打开、保存等基本操作,掌握三维建模的流程。 1.1 CAD 技术的发展及SolidWorks 概述 CAD(Computer Aided Design)就是设计者利用以计算机为主的一整套系统在产品的全生命周期内帮助设计者进行产品的概念设计、方案设计、结构设计、工程分析、模拟仿真、工程绘图、文档整理等方面的工作。CAD既是一门多学科的交叉学科,它涉及计算机学科、数学学科、信息学科、工程技术等;CAD也是一项高新技术,它对企业产品质量的提高、产品设计及制造周期的缩短、提高企业对动态多变市场的响应能力及企业竞争能力都具有重要的作用。CAD技术在各行各业都得到了广泛的推广应用。SolidWorks 正是优秀CAD软件的典型代表之一。SolidWorks 作为Windows 平台下的机械设计软件,完全融入了Windows 软件使用方便和操作简单的特点,其强大的设计功能可以满足一般机械产品的设计需要 1.1.1 CAD技术的产生与发展 20世纪60年代初,美国麻省理工学院MIT开发了名为Sketchpad的计算机交互处理系统,并描述了人机对话设计和制造的全过程,这就是CAD/CAM的雏形,形成了最初的CAD 概念:科学计算、绘图。计算机在设计过程中的应用,形成了CAD 系统。 从20世纪60年代初到70年代中期,CAD从封闭的专用系统走向开放式的商品化软件系统,主要技术特点是二维、三维线框造型,其软件系统只能表达基本的几何信息,不能有效表达几何数据间的拓扑关系;且系统需配备大型计算机系统,价格昂贵。此时期有代表性的产品是:美国通用汽车公司的DAC-1,洛克希德公司的CADAM系统。在此时期CAD开始进入应用阶段。 20世纪70年代后期,CAD系统进入发展时期。一方面CAD系统硬件价格下降;同时,飞机和汽车工业蓬勃正值发展时期,飞机和汽车制造中遇到了大量的自由曲面问题,法国达索飞机制造公司率先开发出以表面模型为特点的曲面建模方法,推出了三维曲面造型系统CATIA,该系统采用多截面视图、特征纬线的方式来近似表达自由曲面。该阶段的主要技术特点是自由曲面造型。曲面造型系统为人类带来了第一次CAD技术革命。此后一些军用工业相继开发了CAD 软件,如美国洛克希德公司的CADAM、美国通用电气公司的CADAM、美国通用电气公司的CALMA、美国波音公司的CV、美国国家航空及宇航局(NASA)支持开发的I-DEAS、美国麦道公司开发的UG等。 -可编辑-
用参数的迭代研究数列(几何画板)
5.1用参数的迭代研究数列 5.1.1画数列的图像 例1:画d n a a n )1(1-+= 的图像 一、制作效果 如图:选择表格(或者选择图像迭代得到的点),然后按小键盘上的“+”或者“-”,可以增加或减少点的个数。 二、思路分析 新建参数和函数后,计算出 和 ,然后依次选中它们绘制点,最后迭代参数n ,计算机就会自动画出其余的点。因为这时构造数列的图像,一定要注意参数的初始值。 三、操作步骤 1、新建函数和参数,结果如下图 2、 计算函数值f (n+1)和参数值n+1,结果如上右图; 3、 绘点( n+1,f (n +1)) 4、 迭代:选中参数n ,单击【变换】菜单→迭代,出现对话框,单击绘图区的计算值“n +1=1.00”,对话框中的“?”成为“n+1”。(注意绘图区此时的变化)单击对话框的“迭代”按钮。 四、拓展研究
1、构造结果的附属品表格如不想要,选中它,可以删除掉。还可以在迭代时,单击迭代对话框的“结构”按钮,出现下拉菜单,把“生成迭代数据表”的“√”去掉,就不会出现表格了 2、编辑函数,如(其中)可以得到任意您想要的数列的图像(不一定要求是等差数列,注意是“任意”) 3、您还可以把这个课件作简单的修饰,如用圆的内部代替点,就是在操作步骤第三步绘制点后,再画一条线段,选中线段和点构造圆及圆内部,然后在迭代。调整线段的长短可以控制圆的大小。 例2:已知递推公式画数列的图像(以数列,的图像为例) 一、制作效果 如图:选中参数k,改变它的值,就可以改变点的多少,同时可以看到数列第k项的值(随着k值的变化而变化)。编辑函数可以得到不同递推数列的图像 二、思路分析 这里是用参数的计算值k-1控制迭代的次数,想一想为什么不用k的值来控制?数列的第k项,因为有第一项,只要迭代k-1次就行了。想一想为什么要选用参数n和?仅用参数n的迭代行吗?数列的第k项的值实际上是迭代点的“终点”的纵坐标的值。 三、操作步骤 1、新建函数和参数,(注意,初始值)结果如下图:
平野涂布机英文技术参数课件
ISO720-3-01-04(第1版) Messrs. SPECIFICATION for "HIRANO" Coating Machine ( for Battery ) DWG. NO. Aug.,20,2010. HIRANO TECSEED Co., Ltd. Coating Machinery, Dept 101-1 Kawai, Kawai-cho Kitakatsuragi-gun, Nara Pref. 636-0051 JAPAN Tel: (81) 745-57-0685 , Fax: (81) 745-57-1075
1. General 1. Outline: This machine is designed to coat battery slurry on one side of copper/aluminum foil continuously and intermittently and to rewind coated substrate after drying. 2. Scope of work: Design and engineering for the machine. Manufacturing of the machine. HIRANO supplies only hardware and holds the property of all software including but not limited to patents and all drawings of the machine. 3. All electric components and panels will comply with following Requirements . General Area: Electric components: When available, components conforming to JIS standard. 4. Mechanical Equipment: The machine is designed and manufactured in Metric System. 2. General Technical Data: Coating Condition: 1) Raw materials: Kind of material : Aluminum foil. Copper foil. Width of material : 650mm-550mm. 650mm-550mm. Thickness of material: 12-30 μm. 10-30 μm. 2) Slurry: Kind of slurry : The slurry should be well disposed and not be coagulated. Solid content : S.C. 65%±5%. S.C. 50%±5%. Viscosity : 3,000-9,000 cps. 3,000-9,000 cps. Solvent : NMP. NMP. Coating weight : 75-150μ per side(dry). 75-150μ per side(dry). Coating width : Max. 630 mm Max. 630 mm Coating speed : Max 10 m/min. Max 10 m/min. (not coating area ≥10mm) 3) Mechanical: Mechanical speed : 1.5-15 m/min. Machine speed is not the production speed Roll width : 750 mm. Compressed air : 5 kg/cm2 ,non-oil air 120NL/min (supplied by customer). Elecitricity : 380V * 50HZ*3 Phases. Heat source : Heated oil. Explosion-proof : Motors meet Class d2G4,Coating area meet Class eG3. Other Parts: Increased safety or Air Purge Type. Electric Panels: Air Purge Type.
参数化三维设计软件-技术参数描述
参数化三维设计软件-技术参数描述 1.软件模块: a)提供业界最佳的3D实体造型,钣金设计,装配设计,基本曲面设计,焊接设计,2D 工程图绘制,机构设计,标准模型检查及渲染造型等的集成功能。 b)高级装配 c)交互式曲面扩展 d)高性能的渲染效果模块 e)行为建模技术扩展 f)电缆管路二维原理图、接线图设计 g)管路设计模块 h)电缆设计制造模块 i)钢结构设计专家系统 j)公差分析 k)机电协作扩展包 l)ECAD数据可视化 m)生成InterComm EDA 文件 n)数字化权限管理 o)基本结构、热分析包 p)高级结构、热分析包 q)疲劳强度分析、优化功能包 r)运动分析、优化功能包 s)模具设计包 t)注塑模架设计专家系统 u)级进模具设计专家系统 v)注塑流动分析包 w)基本加工包 x)高级加工包 y)加工专家系统 z)钣金加工包 aa)并行产品设计包 bb)产品可视化 2.架构在标准的基于特征,全相关的参数化实体建模核心基础上,实现尺寸驱动建模,并提供大量的工业标准及直接转换接口。完整的CAD/CAM/CAE/PLM的解决方案,并基于同一个数据库。 3.整个企业开发活动中可设计和管理中到超大型装配。它提供高级的功能工具进行设计标准管理,自顶向下装配设计,大装配管理,自动模型简化和装配工艺规划。
4.提供中高级复杂产品的设计能力,包含复杂曲面设计。可进行参数曲面造型,反向工程和复合设计. 5.电缆原理图设计,实现电缆原理图设计,定义元器件及其管脚,定义导线和电缆,确定分支位置,线缆连线方式,自动统计电缆配套表。 6.为管道布置的设计及加工提供综合的,全相关功能和标准库,能精确设计,走线和生成施工图. 7.该包为电器,电缆的设计及加工提供综合的,全相关功能和标准库,能精确设计,走线和生成施工图 8.提供专门公差分析解决方案、专门面向钢结构设计的专家系统,并可实现机械、电子设计协作,实现ECAD文件之间比较,原理图、PCB图和制造文件(Gerber)任意两者间的比较。9.提供快速自动地模具设计和装配功能,直接参照精确的产品设计模腔和芯盒,确保模具设计质量。 10.进行数控加工编程,刀具库,优化 3 轴铣,2- 4轴车,线切割,提供所有类型的CNC 数控加工编程。对体素类零件的高效加工专家。含有特定类型加工环境及工艺知识的自动捕捉,简化了编程工艺。 11.提供部门级范围内的设计数据的建立,共享和进展控制,通过安全保密机制,管理和通信三维设计软件中建立的相关设计数据来支持并行产品开发。核心支持并行工程,支持查询,检索,预览,权限设置,版本发放与审核控制。 12.可实现200多种数据格式文件的轻量化处理后的可视化,实现产品浏览、检查、测量、物性计算、剖切、干涉检查、装配拆卸模拟、批注、网上协同会议、异构CAD数据装配等等。 13.支持数字化动态出版物扩展,未来能够支持产品数据管理系统扩展,支持项目管理扩展,支持制造过程管理扩展,支持数字化动态出版物扩展。 14.厂商人数在中国超过600人,开发测试人员超过300人,并提供800免费电话支持。
耳机设计的一些基本参数要求及规范
耳机设计的一些基本参数要求及测试规范 一、耳机设计几个关键的尺寸:这几个关键尺寸的数据会关系到耳机佩戴的舒适 性。 1、耳机头带的宽度尺寸:这个尺寸关系到头戴式耳机佩戴的贴耳性与头带 夹持力,根据耳机类型的不同,具体的尺寸要求也有所不同:一般的小 型的耳机(包括后带式耳机)该尺寸的要求:105~115mm,中型耳机: 115~130mm,大型耳机:140~150mm,尺寸的取数范围是头带两边与滑 动臂连接的位置,此位置也是头带的最宽处; 2、耳机的头带高度尺寸:这个尺寸关系到耳机能适用不同大小头型的人的 佩戴,尺寸范围是指耳机头带最顶部内侧到SP垫中心点的垂直距离, 该尺寸要求也是根据不同类型的耳机有不同的具体要求:一般的小型耳 机(包括后戴式耳机):105~115mm,中型耳机:125~130mm,大型耳 机:130~135mm; 3、耳壳之间的夹角尺寸:此尺寸会影响到耳机佩戴的舒适性和夹持力以及 耳套的贴耳性,并会影响耳机的音质效果,这个尺寸是指两个SP垫之 前形成的角度尺寸,一般头戴式耳机的夹角尺寸:50~60度,后戴式耳 机尺寸; 4、滑动臂的抽拉尺寸:为了适应不同的人头高度,除了要求头带的高度还 需要通过滑动的的拉伸来调节,以保障不同人佩戴的舒适度,一般滑动 臂的抽拉尺寸:25~35mm 5、耳壳转动角度:有些耳机的外形决定了耳壳会有一定的转动角度,用来 调节耳套的贴耳性,防止漏音。一般调节角度:5~7度。
6、咪杆转动角度:带咪耳机分为,固定咪、转动咪和隐藏式咪,转动咪的 转动角度一般选择:120~125度。 二、耳机设计需要注意的一些细节 1、滑动臂拉伸部分设计是应该要做成两个同心内切圆,以保证滑动臂抽拉的顺畅; 2、为了保证耳套固定的可靠性,要求SP垫的螺丝柱到边缘的距离不少于10mm;(这里指的是锁好SP垫以后再套耳套的情况) 3、SP垫的设计一定要充分保证喇叭声音能够出来,喇叭固定圈的台阶高度0.8~1.5mm。
Loadrunner参数化_迭代参数说明(精)
Loadrunner参数化策略 测试小组齐国杰 使用工具:Loadrunner 8.1试用版 引子 近日没有具体的项目做,就总去泡论坛,发现有的网友会问一些参数化的问题,回答他们的问题时,突然发现自己也是一知半解,因此写了三个实验脚本,目的是彻底搞清楚参数化的做法以及参数化策略的疑问。 流程 参数化要做一些准备,主要是参数化数据的准备,例如TXT文本、EXCEL表格以及数据库中的表都可以作为参数的数据集载体,而且LR都是支持的。具体的参数化流程如下: 1、录制脚本 2、准备参数的数据集(也可以不准备,让LR自己生成固定格式参数) 3、把对应的变量参数化 4、选择对应的参数化策略 具体的操作请查询LR帮助手册 例子 下面我来介绍几个例子,例子统一使用try_params.txt做参数数据集,txt内容如下: aaa bbb a1 b1 a2 b2 …… a30 b30 脚本一: Action() { char *a = "{aaa}"; //获得参数赋值给a
char *b = "{bbb}";//获得参数赋值给b lr_log_message("%s,%s,%s,",lr_eval_string (a),lr_eval_string (b),ctime(&t));//打印结果return 0; } 运行时设置:设置action的迭代次数为30(runtime-setting的Run Logic里)
备注:“…,…”省略符号,如果前后都相同则省略相同部分,如果前后不同则省略不同部分。 脚本二: Action() { int i; //循环种子 for (i=0;i<30;i++) //循环30次 { char *a = "{aaa}"; //获得参数赋值给a char *b = "{bbb}";//获得参数赋值给b lr_log_message("%s,%s\n",lr_eval_string (a),lr_eval_string (b)); }//打印结果 return 0; } 运行时设置:设置action的迭代次数为1(runtime-setting的Run Logic里)
LoadRunner参数化中参数迭代规则详解
教程贴士:多次使用同一参数,而且没有什么关联,例如随机数。 Each Occurrence 每次遇到参数就进行更新。 多次使用同一参数,而且没有什么关联,例如随机数。 Each Iteration 每次迭代时发生更新。如果参数出现几次,虚拟用户用同一个数值。 适用同一个关联的参数。 Once 所有的地方都用同一个数值,包括所以的迭代。 文件类型参数分派方法 Sequential 按照顺序访问。 更新方式 Sequential 例子 1. Each Iteration 所有用户每次迭代同时取下一个数值。 All the Vusers use Kim in the first iteration, David in the second iteration, Michael inthe third iteration, etc. 2. Each Occurrence 所有用户每次遇到同时取下一个数值,即使在同一个迭代。 All the Vusers use Kim in the first occurrence, David in the second occurrence,Michael in
the third occurrence, etc. 3. Once 所有用户第一次迭代时同时取第一个值,该用户所有的子迭代值不变。If you specified Once, all Vusers take Kim for all iterations. 例子: First Name Kim David Michael Jane Ron Alice
Ken Julie 没有足够的值,从第一行开始重新取值。 Random:每个虚拟用户开始运行时安排随机的数值。 更新方式 Random 1. Each Iteration 每次迭代时,随机从数据表中取数。 2. Each Occurrence 每次遇到随机取一个数值,即使在同一个迭代。 3. Once 第一次迭代时随机取值,改用户所有的子迭代值不变。 Unique The Unique method assigns a unique sequential value to the parameter for
关于参数化造型方法与变量化造型方法的对比
关于参数化造型方法与变量化造型方法的对比 一:参数化造型 1)概述:参数化设计(Parametric)设计(也叫尺寸驱动Dimension-Driven)是CAD技术在实际应用中提出的课题,它不仅可使CAD系统具有交互式绘图功能,还具有自动绘图的功能。目前它是CAD技术应用领域内的一个重要的、且待进一步研究的课题。 利用参数化设计手段开发的专用产品设计系统,可使设计人员从大量繁重而琐碎的绘图工作中解脱出来,可以大大提高设计速度,并减少信息的存储量。 2)基本特点:参数化造型是由编程者预先设置一些几何图形约束,然后供设计者在造型时使用。与一个几何相关联的所有尺寸参数可以用来产生其它几何。其主要技术特点是:基于特征、全尺寸约束、尺寸驱动设计修改、全数据相关。基于特征:将某些具有代表性的平面几何形状定义为特征,并将其所有尺寸存为可调参数,进而形成实体,以此为基础来进行更为复杂的几何形体的构造;全尺寸约束:将形状和尺寸联合起来考虑,通过尺寸约束来实现对几何形状的控制。造型必须以完整的尺寸参数为出发点(全约束),不能漏注尺寸(欠约束),不能多注尺寸(过约束);尺寸驱动设计修改:通过编辑尺寸数值来驱动几何形状的改变;全数据相关:尺寸参数的修改导致其它相关模块中的相关尺寸得以全盘更新。采用这种技术的理由在于:它彻底克服了自由建模的无约束状态,几何形状均以尺寸的形式而牢牢地控制住。如打算修改零件形状时,只需编辑一下尺寸的数值即可实现形状上的改变。尺寸驱动已经成为当今造型系统的基本功能,无此功能的造型系统已无法生存。尺寸驱动在道理上容易理解,尤其对于那些习惯看图纸、以尺寸来描述零件的设计者是十分对路的。工程关系(Engineering Relationship)如:重量、载荷、力、可靠性等关键设计参数,在参数化系统中不能作为约束条件直接与几何方程建立联系,它需要另外的处理手段 二:变量化造型 1)概述:长期以来,变量化方法只能在二维上实现,三维变量化技术由于技术较复杂,进展缓慢,一直困扰着CAD厂商和用户。全国首届CAD应用工程博览会上,一种新兴技术引起了与会者的广泛关注。这一被业界称为21世纪CAD领域具有革命性突破的新技术就是VGX。它是变量化方法的代表。 2)基本特点:变量化技术是在参数化的基础上又做了进一步改进后提出的设计思想。变量化造型的技术特点是保留了参数化技术基于特征、全数据相关、尺寸驱动设计修改的优点,但在约束定义方面做了根本性改变。变量化技术将参数化技术中所需定义的尺寸" 参数"进一步区分为形状约束和尺寸约束,而不是象参数化技术那样只用尺寸来约束全部几何。采用这种技术的理由在于:在大量的新产品开发的概念设计阶段,设计者首先考虑的是设计思想及概念,并将其体现于某些几何形状之中。这些几何形状的准确尺寸和各形状之间的严格的尺寸定位关系在设计的初始阶段还很难完全确定,所以自然希望在设计的初始阶段允许欠尺寸约束的存在。此外在设计初始阶段,整个零件的尺寸基准及参数控制方式如何处理还很难决定,只有当获得更多具体概念时,一步步借助已知条件才能逐步确定怎样处理才是最佳方案。除考虑几何约束(Geometry Constrain)之外,变量化设计还可以将工程关系作为约束条件直接与几何方程联立求解,无须另建模型处理。 三:二者的对比 1)两种造型技术之共同点:两种技术都属于基于约束的实体造型系统,都强调基于特征的设计、全数据相关,并可实现尺寸驱动设计修改,也都提供方法与手段来解决设计时所必须考虑的几何约束和工程关系等问题。由于这些内容大家比较容易理解,这里不再赘
焊接参数规范
焊接参数规范 不同的板厚,应采用不同的焊接线能量进行焊接(焊接线能量过大会使焊缝热影响区软化以及接头冲击韧性降低,线能量过小又易导致产生冷裂纹)。输入线能量计算: Q=0.85×U×I×60/1000V 其中Q=输入线能量(KJ/mm),U=电压(V),I=电流(A),V=焊接速度(m/min)。 所示。 焊接电流和焊接电压相匹配焊丝直径为0.8~1.2mm时,焊接电流与焊接电压的关系如图3 Q235和含碳量偏下限的Q345(16Mn)钢的过热敏感性不大,淬硬倾向亦较小,故焊接热输入一般不予限制,而含碳量偏高的Q345(16Mn)钢其淬硬倾向增加。为防止冷裂纹,焊接时,宜选用偏大一些的焊接热输入。由于Q235焊接性能良好,本规范对于Q235和Q345采用相同的焊接参数规范。 3.5. 4.1.1采用混合气体保护焊接角焊缝所推荐的工艺参数见表7(考虑到电缆电压损失和电流电压表不准的影响,电弧电压可根据焊缝成形和飞溅情况作微调)。 表7 角焊推荐工艺参数
3.5. 4.1.2对接焊一般应开坡口,采用Ф1.2mm焊丝、混合气体保护焊所推荐的工艺参数见表8(考虑到电缆电压损失和电流电压表不准的影响,电弧电压可根据焊缝成形和飞溅情况作微调)。 表8 不同板厚的对接焊推荐工艺 表9 对接焊推荐工艺参数 3.6焊接典型接头焊接 3.6.1Q235钢及Q345钢典型接头推荐规范: 对接焊:对接焊坡口如图5所示,每层不超过4mm,δ≤8的开V型坡口,焊接参数规范参见表10,
表10 6mm板开V型坡口对接焊规范 表11 12mm板开X型坡口对接焊规范 对接焊,δ>10 表12 12mm板开K型坡口对接焊规范 焊角>8时,盖面层需多道焊,后道焊缝必须覆盖前道焊缝一半以上,具体层数根据焊角高决定。轴套与腹板的角焊缝成形应平缓过渡。
设备规范及主要参数
设备规范及主要参数 4.1设备规范 设备名称:工业蒸汽供汽联箱 型式:卧式 设计参数: 1.5Mpa,400℃ 安装位置:厂区0m,露天 数量:1台 4.2主要技术数据 几何容积:?610mm,长约5.2米 接口数量及型式:7个法兰接口,配供反法兰,配两只安全阀 介质:蒸汽 工作压力: 1.5Mpa 设计温度:400℃ 材质:Q345R 备注:工业蒸汽供汽联箱要配供1套固定支架、1套滑动支架和1套疏水装置,自动疏水阀采用电动真空阀,接口型式和位置以设计院要求为准。设备必须采用球形封头,不得采用平板封头。 工业蒸汽供汽联箱接口尺寸及设备外形如下图:
疏水装置型式如下图:
4.3技术要求 4.3.1 投标方所提供的产品均应为通过试验的定型产品,并符合国家有关技术条件的规定。 4.3.2 设备的制造和加工应符合国家相关标准及行业标准,严格按压力容器有关标准生产、制造。 4.3.3 设备所使用材料的化学成分、机械性能及噪音、振动均应符合有关国家标准或部颁标准的规定。 4.3.4工业蒸汽供汽联箱应配装两只安全阀、自动疏水阀、手动疏水阀和放水阀并进行压力试验4.3.5 设备的出厂试验应按国家标准技术条件中规定的比例进行出厂试验,试验方法应符合有关规定。 4.3.6 设备外涂漆应符合压力容器涂漆技术条件的要求。 4.3.7 设备应采用球形(椭球形)封头,不得采用平板封头。 4.3.8 设备所供阀门和设备接口均应配供反法兰和相关连接附件. 4.3.9 设备一个支架为固定支架,另一个支架为滑动支架。 4.3.10投标方应保证所供设备及其附件的使用寿命为30年。 4.3.11 设备外形接口及支架形式安排生产前,应由设计院确认方可投料生产,但并不因此减少投标方对设备设计和制造质量的责任。 4.3.12 管道接口位置与设计院配合,按设计院的要求进行设置。 4.4仪表和控制要求(I&C) 4.4.1投标方提供工业蒸汽供汽联箱上的仪表及其连接件。提供就地压力表和温度计,并提供1个热电阻温度管座和压力变送器接口,热电阻和压力变送器由招标方另行采购。 4.4.2 就地压力表接口为25mm,表盘尺寸为Φ150。压力表配仪表管和一次门及附件。 4.4.3就地温度计应采用可抽芯的双金属温度计(万向型),表盘尺寸Φ150。温度计必须带套管。留有M27x2内螺纹热电阻温度管座,管座高度为70mm。 5.质量保证及考核试验 5.1 质量保证 5.1.1 投标方应满足本技术规范书所提出的技术要求。 5.1.2 投标方应向招标方保证所提供的设备是技术先进、成熟可靠且经国家鉴定合格的全新产品。并附有质量证明书,不得采用国家已公布的淘汰产品。在图纸设计和材料选择方面应准确无误,加工工艺无任何缺陷和差错。技术文件及图纸要清晰、正确、完整,能满足设备安装、启、停及正常运行和维护的要求。 5.1.3 投标方应具备有效方法,全面协调并负责其承包和委托分包出去的所有项目的质量和服务,均应符合本标书的要求。 5.1.5 招标方有权派代表到投标方制造工厂和分包及外购件工厂检查制造过程,检查按合同交付的货物质量,检验按合同交付的元件、组件及使用材料是否符合标准及其它合同上规定的要求,并
实验目的:了解SOR法迭代矩阵谱半径和迭代参数的关系
数值实验一 实验目的:了解SOR法迭代矩阵谱半径和迭代参数的关系。 实验内容: 10.50 010.5 0.501 A ?? ?? =?? ?? ?? ,画出SOR迭代谱半径和?之间的曲线,并据此 分析?的收敛范围及?取何值时,迭代法收敛速递最快。 实验原理: 逐次超松弛迭代法(SOR法)是Gauss-Seidel法的一种加速方法,SOR法的公式为: 其中 , 方程组收敛的充要条件是: ρ(Lω)<1 引进超松弛迭代法的思想在于希望能选择松弛因子使得迭代方程式收敛速度较 快,即需选择因子使得 对称正定阵迭代收敛必要条件为0
ylabel('\rho(L_\omega)'); %画出谱半径随松弛因子变化图title('谱半径与松弛因子的变化关系图'); k=find(P==min(P)); %寻找最小谱半径 wmin=w(k); %最小谱半径对应之因子? disp(min(P)); %输出最小谱半径数值 disp(wmin); %输出对应因子?值 实验图形: 实验结论: 由上图分析可知当0