Evolution of shear texture according to shear strain ratio in rolled FCC metal sheets

METALS AND MATERIALS International, Vol. 12, No. 1 (2006), pp. 21~26
Evolution of Shear Texture According to Shear Strain Ratio
in Rolled FCC Metal Sheets
Hyo Tae Jeong1,*, Su Dong Park2, and Tae Kwon Ha1
1Dept. of Metal and Materials Engineering, Kangnung National University,
120, Gangneung Daehangno, Gangneung-si, Gangwon 210-702, Korea
2Advanced Electrical Materials Group, Korea Electrotechnology Research Institute,
28-1, Seongju-dong, Changwon-si, Gyeongnam 641-120, Korea
The shear textures developed in the surface layer by rolling procedures consist mainly of {001}<110> and {111}
Keywords: texture, shear strain ratio, computer simulation, rolling, FCC
1. INTRODUCTION
Many experimental and theoretical studies have been con-ducted on the development of homogeneous rolling textures of FCC metals. Experimental findings on homogeneous roll-ing textures have revealed Cu orientation {112}<111>, S orientation {123}<412>, etc [1,2]. Simulations of texture development based on the full constraints and relaxed con-straints Taylor-Bishop-Hill model shows that D orientation {4 4 11}<11 11 8>, S orientation, and Cu orientation develop during plane strain compression [3-9]. However, experimen-tal rolling processes give rise to through-thickness inhomo-geneous rolling texture due to the deformation geometry and friction between the rolls and sheet [10-13]. In FCC metals, the shear textures consist mainly of {001}<110>, {111}<112>, and {111}<110> orientations. However, the shear textures vary with the rolling condition. Specifically, either a single component or mixtures of {001}<110>, {111}<112>, and {111}<110> orientations can develop according to the roll-ing conditions.
The shear texture developed in the surface layer of a rolled sheet is attributed to the shear strain caused by friction between a roll and a sheet. The types of shear textures vary with the magnitude of shear strain. The magnitude of shear strain in the surface layer depends on the friction coefficient, the rolling temperature, the rolling speed, and the geometri-cal parameters such as the size of rolls, the reduction per pass, the total reduction, the initial thickness of the sheet, etc. In this study, the initial sheet thickness and the reduction per pass were varied so as to obtain different shear deformation. V ariation of geometrical parameters was expressed as a form of l/d parameter.
The variation of the shear deformation texture was mea-sured according to the l/d parameters and simulated accord-ing to the shear strain ratio of dε13/d. From the analysis of stable orientation and rotation rate of crystals, it is shown that shear texture formed during rolling varies with the shear strain ratio, dε13/d.
2. EXPERIMENTAL PROCEDURE
Commercial purity aluminum sheets were cold rolled using a mill with 127 mm diameter rolls. The shear strain in the sur-face layer of the sheet during rolling was controlled by the l/d value, where l and d are, respectively, the roll-material contact length projected on the rolling direction and the mean value of the sheet thickness before and after rolling. The l/d parameter can be expressed as follows:
(1)
where R is the radius of the roll and h i and h f are the sheet thickness before and after rolling. The l/d value was con-trolled by the initial thickness of the sheet and the reduction per pass, as shown in Fig. 1.
ε
ε
l d?R h i h f
–
()h i h f
–
()24?
–
h i h f
+
()2?
-------------------------------------------------------
=
*Corresponding author: htjeong@kangnung.ac.kr
22Hyo Tae Jeong et al.
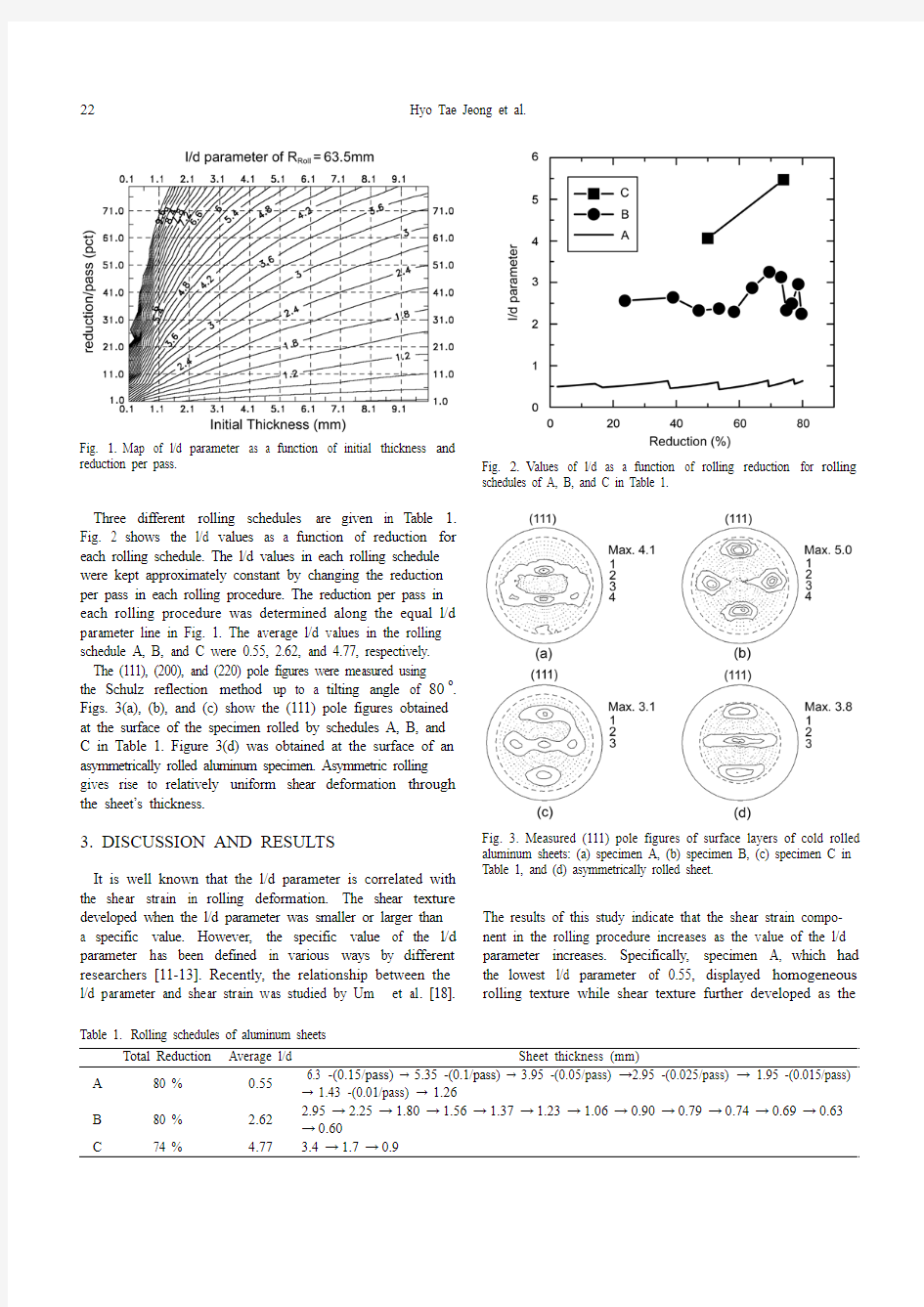
Three different rolling schedules are given in Table 1.Fig. 2 shows the l/d values as a function of reduction for each rolling schedule. The l/d values in each rolling schedule were kept approximately constant by changing the reduction per pass in each rolling procedure. The reduction per pass in each rolling procedure was determined along the equal l/d parameter line in Fig. 1. The average l/d values in the rolling schedule A, B, and C were 0.55, 2.62, and 4.77, respectively. The (111), (200), and (220) pole figures were measured using
the Schulz reflection method up to a tilting angle of 80o
.Figs. 3(a), (b), and (c) show the (111) pole figures obtained at the surface of the specimen rolled by schedules A, B, and C in Table 1. Figure 3(d) was obtained at the surface of an asymmetrically rolled aluminum specimen. Asymmetric rolling gives rise to relatively uniform shear deformation through the sheet’s thickness.
3. DISCUSSION AND RESULTS
It is well known that the l/d parameter is correlated with the shear strain in rolling deformation. The shear texture developed when the l/d parameter was smaller or larger than a specific value. However, the specific value of the l/d parameter has been defined in various ways by different researchers [11-13]. Recently, the relationship between the l/d parameter and shear strain was studied by Um et al . [18].
The results of this study indicate that the shear strain compo-nent in the rolling procedure increases as the value of the l/d parameter increases. Specifically, specimen A, which had the lowest l/d parameter of 0.55, displayed homogeneous
rolling texture while shear texture further developed as the
Fig. 1. Map of l/d parameter as a function of initial thickness and reduction per pass.
Table 1. Rolling schedules of aluminum sheets
Total Reduction Average l/d Sheet thickness (mm)
A 80 %0.55 6.3 -(0.15/pass) → 5.35 -(0.1/pass) → 3.95 -(0.05/pass) →2.95 -(0.025/pass) → 1.95 -(0.015/pass) → 1.43 -(0.01/pass) → 1.26
B 80 % 2.62 2.95→2.25→1.80→1.56→1.37→1.23→1.06→0.90→0.79→0.74→0.69→0.63→0.60
C
74 %
4.77
3.4
→1.7→0.9
Fig. 2. V alues of l/d as a
function of rolling reduction for rolling schedules of A, B, and C in Table 1.
Fig. 3. Measured (111) pole figures of surface layers of cold rolled aluminum sheets: (a) specimen A, (b) specimen B, (c) specimen C in Table 1, and (d) asymmetrically rolled sheet.
Evolution of Shear Texture according to Shear Strain Ratio in Rolled FCC Metal Sheets 23
l/d parameter increased in a range larger than a specific value.
An arbitrary deformation can be achieved by five active slip systems. The five active slip systems may not be deter-mined uniquely. Many methods have been suggested to solve this problem. Selection of one set of five slip systems that give the same minimum sum of shear strain may be achieved by the secondary work minimization principle [14], the random choice method [15], the strain rate sensitiv-ity method [16], the averaging method [17], etc. In this study, the random choice method is employed. However, as in the present study, when the stable orientation is deter-mined by rolling reduction containing shear strain with respect to TD//<110> orientations, there are four active slip systems instead of five. Therefore, the uniqueness in the Taylor model is achieved and all of the methods yield the same result.
The homogeneous rolling texture can be better simulated by the relaxed constraints model, in which some of the shear strain components are relaxed, rather than the full constraints model, where the strains of each grain are the same as the external strains. However, the full constraints model is used in the present study for analyzing stable shear texture by defining the shear strain components in the rolling proce-dures.
3.1. Experimental texture
For the specimen rolled by schedule A, the average value of l/d parameters is 0.55. The texture of Fig. 3(a) resembles homogenous rolling texture composed of {112}<111>, {4 411}<11 11 8> and {123}<634> orientations. The average value of l/d parameters in rolling schedule B is 2.62 and the texture of Fig. 3(b) is approximated by the {001}<110> ori-entation. However, the texture of the sample shown in Fig.3(c), which was rolled by rolling schedule C with an average l/d parameter of 4.77, is approximated by {001}<110> and {111}
3.2. Calculation of stable orientation
The stable orientation as a function of shear strain in roll-ing can be determined through a plot of rotation rate against orientation or rotation angle. The rotation rate with respect to effective strain may be defined by d ε13/d , where d is the effective strain. The effective strain is defined as follows:
d =(2)
Most parts of the sheet in rolling are subject to the following
strain state:
d ε11=?d ε33≠0, d ε31≠0, d ε22=d ε23=d ε12=0(3)
In this case, the effective strain becomes
(4)
The effective strains of external deformations were set to 2/ in order to compare rotation rates for different shear strains. Since the stable orientation can vary with effective strain, the effective strains of deformations should be set to be equal in order to analyze the stable orientation precisely.Therefore, the ratio of shear strain to effective strain, d ε13/d , is defined as a measure of shear strain, d ε13. In plane strain deformation without shear strain d ε13/d =0 while in pure shear strain deformation d ε13/d =.
Figure 4 shows the rotation rate, d ω/, of crystal orien-tation as a function of rotation angle for different shear strain ratios. The orientation with a positive rotation rate rotates to a positive rotation angle and vice versa. Therefore, the orien-tations for which the slope of the curve of the rotation rate against ω is negative at a zero rotation rate is stable whereas the orientation for which the slope of the curve is positive at zero rotation rate is meta-stable. When TD//[110] and the
orientation at a rotation angle w of 0o
is (001)[1 10], the crystal orientation is expressed as follows:
(5)Crystal orientations are shown in Table 2 according to the rotation angles. D orientation, {4 4 11}<11 11 8>, is calcu-lated to be the stable orientation for plane strain compression.However, the shear strain d ε13 makes the stable orientation
εεε23
------d ε11d ε22–()2d ε22d ε33–()2d ε33d ε
11–()2
++[6d ε232d ε312d ε122
++()2+]
12
?d ε23
------d ε112d ε312+()
12
?=3εεε34?εg ω()sin ω2----------sin ω2----------cos ω????cos ω2-----------–cos ω2
-----------–sin ω=Fig. 4. Rotation rates, d ω13/d , as a function of rotation angle for various d ε13/d values.
εε
24Hyo Tae Jeong et al.
rotate from the D orientation about the TD//<110> direction. Therefore, the orientations rotated about TD//<110> were calculated in order to determine the stable orientation as a function of shear strain, dε13.
The deformation texture was simulated as a function of
dε13/d with 978 randomly distributed single crystals and presented using Gauss type functions of w o=10o. Calcula-
tion was performed up to an effective strain of 2.30 without
shear strains and up to an effective strain of 3.46 (97% reduction) as a function of dε13/d.
3.3. Changes of stable orientation according to the shear
strain ratio
Figure 4 shows that the plot of the rotation rate against the rotation angle shifts to the negative rotation angle direction
with an increasing dε13/d value and the plot of pure shear deformation shifts by ?45o from that of plane strain com-
pression. The shifting angle of the plot in Fig. 4 is shown in Fig. 5 as a function of dε13/d. The stable orientation at var-ious dε13/d can be analyzed from Figs. 4 and 5. The rotation of symmetric D orientation, which is known as stable orien-tation under plane strain compression, is analyzed as a func-tion of dε13/d.
The stable orientation, which has a zero rotation rate and a negative slope, as shown in Fig. 4, varies with the dε13/d value. This change of the stable orientation is shown in the (111) pole figure of Fig. 6. In Fig. 6, two symmetric D orien-tations of (4 4 11)[11 11 8] and (4 4 11)[11 11 8], which are at rotation angles of 27.2o and 152.8o with (001)[1 10], respec-tively, become asymmetrical stable orientations at some val-ues of dε13/d. The sign of the rotation angle also changes depending on dε13/d.
For the (4 4 11)[11 11 8] orientation, the stable orientation moves in the negative angular direction and changes from the (4 4 11)[11 11 8] to (1 1 10)[5 51] orientation as the dε13/d value or the shear strain ratio increases from 0 to . As the shear strain ratio increases from to , the sta-ble orientation moves in the positive angular direction and changes from (111)[1 1 2] to (11
)[1 1]. That is, the stable orientations of (111)[1 1 2] and (11)[1 1] are obtained at a shear strain ratio of and , respec-tively.
ε
ε
ε
ε
ε
ε
ε
ε
ε
ε
23?
23?34?
22
22
23?34?
Fig. 5. Shifting angle, Δω, in Fig. 2 as a function of dε13/d.ε
Table 2. Crystal orientations as a function of rotation angle about [110] direction from (001)[1 10] orientation.
Rotation angle, ωOrientation Rotation angle, ωOrientation
0.0 o(0 0 1)[11 0]95.1 o(8 8 1)[1 1 16]
10.0 o(1 1 8)[44 1]98.0 o(5 5 1)[1 1 10]
15.8 o(1 1 5)[55 1]100.0 o(4 4 1)[1 1 8]
19.5 o(1 1 4)[22 1]103.3 o(3 3 1)[1 1 6]
25.2 o(1 1 3)[33 1]109.5 o(2 2 1)[1 1 4]
27.2 o(4 4 11)[1111 8]113.0 o(5 5 3)[3 3 10]
35.3 o(1 1 2)[11 1]117.9 o(4 4 3)[3 3 8]
40.3 o(3 3 5)[55 6]125.3 o(1 1 1)[1 1 2]
43.3 o(2 2 3)[33 4]133.3 o(3 3 4)[2 2 3]
46.7 o(3 3 4)[22 3]136.7 o(2 2 3)[3 3 4]
54.7 o(1 1 1)[11 2]139.7 o(3 3 5)[5 5 6]
62.1 o(4 4 3)[33 8]144.7 o(1 1 2)[1 1 1]
67.0 o(5 5 3)[33 10]152.8 o(4 4 11)[11 11 8]
70.5 o(2 2 1)[11 4]154.8 o(1 1 3)[3 3 2]
76.7 o(3 3 1)[11 6]160.5 o(1 1 4)[2 2 1]
80.0 o(4 4 1)[11 8]164.2 o(1 1 5)[5 5 2]
82.0 o(5 5 1)[11 10]170.0 o(1 1 8)[4 4 1]
84.9 o(8 8 1)[11 16]180.0 o(0 0 1)[1 1 0]
90.0 o(1 1 0)[0 0 1]
Evolution of Shear Texture according to Shear Strain Ratio in Rolled FCC Metal Sheets25
For the (4G4G11)[11G11G8] orientation, the stable orientation moves in the negative angular direction from (4G4G11)[11G11G8] to (111)[112] as the shear strain ratio increases from 0 to . As the shear strain ratio increases from to
, the stable orientation moves in the positive angular direction from (001)[110] to (229)[994]
Figure 7 shows the angles of stable orientation from D ori-entations as a function of shear strain ratio. When the crystal of (4G4G11)[1111G8] orientation was subjected to plane strain compression including shear strain, the sign of the rotation angle to stable orientation changes abruptly from negative to positive at a shear strain ratio of . The rotation angle to stable orientation decreased from 0o to ?35.3o with increas-ing shear strain ratio from 0 to . The rotation angle to stable orientation was decreased from 27.5o to 17.8o with increasing shear strain ratio from . Meanwhile, when the crystal of (4G4G11)[11G11G8] orienta-tion was subjected to plane strain compression including shear strain, the sign of the rotation angle to stable orienta-tion was changed abruptly from negative to positive at a shear strain ratio of . The rotation angle to stable orienta-tion decreases from 0o to ?27.5o with increasing shear strain ratio from G0 to . The rotation angle to stable orienta-tion decreases from 27.2o to 9.8o with increasing shear strain ratio from .
In Fig. 6, the change of stable orientation depending on the shear strain ratio can be classified into three regions, because the shear strain ratios, at which the sign of the rotation angle to stable orientation changes abruptly, are different in two symmetric D orientations, that is, and . When the shear strain ratio is lower than or higher than , the {001}<110> and {111}<112> components are stable. When the shear
strain ratio is higher than and lower than
, only the {001}<110> is stable.
There-
fore, the stable orientation under plane strain compression
including shear strain varies with the shear strain ratio, and
the shear texture of surface layer of rolled specimen may be
the {001}<110> orientation,
or a mixture of {001}<110>
and {111}<112> orientations.
3.4. Shear deformation dependent rolling texture
In order to elucidate the evolution of the textures in Fig. 3,
a texture simulation has been performed using the Taylor-
Bishop-Hill full constraint method, where the initial texture
12?12?
34?
23?
23?
23?
12?
12?
12?
12?23?
12?23?
12?
23?
Fig. 7. Rotation angle from D{4 4 11}<11 11 8> orientation as a func-
tion of dε13/d.ε
Fig. 6. (111) pole figures of stable orientation as a function of dε13/d.ε
Fig. 8. Calculated (111) pole figures of FCC metal sheets rolled by
=4.0~4.3 with dε13/d of (a) 0.0, (b) 0.7047, (c) 0.7206 and (d) 0.8187.
Simulation was carried out based on the full constraint model with
978 orientations, and each orientation is replaced by a Gauss type
function with a half width of 10o.
ε
ε
26Hyo Tae Jeong et al.
was assumed to be 987 randomly distributed orientations. The simulated results are shown in Fig. 8. Figure 8(a) shows the simulated (111) pole figure obtained when the initial sheet is subjected to plane strain deformation up to =2.30 (90% reduction) without shear strain and the 987 orienta-tions are each replaced by a Gauss type function with a half width of 10o. The simulated texture in Fig. 8(a) is similar to the experimental texture in Fig. 3(a).
Figures 8(b), (c), and (d) are calculated for a plane strain deformation up to =4.0~4.3 (97~98 % reduction), where dε13/d is 0.7047, 0.7206, and 0.8187, respectively, after deformation without shear strain. The dε13/d values of 0.7047 and 0.7206 are slightly smaller and larger than
, respectively. The value of 0.8187 is slightly larger than . As already explained, abrupt changes in the rotation angle and direction take place, and hence severe tex-ture changes occur at dε13/d values of and . In Fig. 8(b), (001)[110] and (111)[112] orientations develop whereas only the (001)[110] orientation is observed in Fig. 8(c) and the (1G1G10)[551] and (344)[851] orientations in Fig. 8(d).
4. CONCLUSIONS
1. Due to the non-orthorhombic symmetry of the shear deformation in inhomogeneous rolling, the (4G4G11)[11 11G8] and (4G4G11)[11G11G8] orientations, equally stable in the case of plane strain compression, evolved into other asymmetric orientations for inhomogeneous rolling.
2. As the shear strain increases, the stable orientations change in such a way that new stable orientations are obtained by rotation of old stable orientations about the TD//<110> direction. The rotating direction of stable orientations changes when the shear strain ratio reaches a critical value. The critical values are and for the (4G4G11)[11 11G8] and (4G4G11)[11G11G8] orientations, respectively. The results indicated that the com-bined orientations of the (4G4G11)[11 11G8] and (4G4G11)[11G11G8] orientations evolved into 3 types of shear textures depending on shear strains.
3. When the dε13/d value is smaller than or larger than , the shear texture is approximated by {001}<110>the {001}<110> is stable for 4. In order to develop the shear texture of {111} This study has been supported by the Korea Electrotech-nology Research Institute. REFERENCES 1.J. Hirsch, and K. Lucke, Acta metall.36, 2863 (1988). 2.U. V on Schlippenbach, F. Emren, and K. Lucke, Acta met- all.34, 1289 (1986). 3.P. V an Houtte, Textures and Microstructures8-9, 313 (1988). 4.P. Van Houtte, Acta metall. 26, 591 (1978). 5.I. L. Dillamore, and W. T. Roberts, Acta metall. 12, 281 (1964). 6.I. L. Dillamore, and H. Katoh, Met. sci. 8, 21 (1974). 7.J. L. Raphanel, and P. V an Houtte, Acta metall. 33, 1481 (1985). 8.M. Arminjon, Acta metall. 35, 615 (1987). 9.P. Gilormini, Acta metall. 37, 2093 (1989). 10.P. J. Regenet and H.-P. Stuwe, Z. Metallkd. 54, 273-278 (1963). 11.M. Holscher, D. Raabe, and K. Lucke, Acta metall. mater. 42, 879 (1994). 12.W. Truszkowski, J. Krol, and B. Major, Metall. Trans. A 13, 665 (1982). 13.B. Major, Mater. Sci. Tech. 8, 510 (1992). 14.M. Renouard, and M. Winternberger, C. R. hebd. Seanc. Acad. Sci., Serie B, Paris292, 385 (1981). 15.P. V an Houtte, Proc. ICOTOM 6, V ol. 1,p.428, Tokyo (1981). 16.G. R. Canova, and U. F. Kocks, Proc. ICOTOM 7, p. 573, Netherlands Society of Materials Science, Noordwijker-hout (1984). 17.H. Honneff, and H. Mecking, Proc. ICOTOM 5 Vol. 1, p. 265, Achen, Springer, Berlin (1978). 18.K.-K. Um, H.-T. Jeong, J.-K. An, D. N. Lee, G. Kim, and O. Kwon, ISIJ Int.40, 58-64 (2000). ε ε ε ε 12? 23? ε12?23? 12?23? ε12?23?12?ε23? ε 广东小健康管理有限公司 晨 * 会 * 制 * 度 一年之际在于春,一日之际在于晨,小健康公司为进一步增加各位家人的工作激情,将执行严格的晨会制度,各部门及中心均应该严格按照制度实施并执行! 一、晨会纪律 1、对主持人的要求 1)严格按照晨会流程和晨会内容进行主持; 2)精神必须饱满、声音必须洪亮,主持必须严谨有序; 3)不得无故缺席,不迟到、不拖延时间等; 4)主持人在主持过程中,有对影响团队氛围的人员给予批评处罚的权力。 2、对员工的要求 1)不迟到、不无故缺席,精神饱满,严格听从主持人安排,不影响团队 氛围。晨会过程中手机保持静音或者振动状态,不随便打接电话,不做 有影响氛围的事情。 2)保持良好的精神面貌,不得东倒西歪、勾肩搭背、窃窃私语,散漫走 动。 二、晨会流程话术: 1、主持人自我介绍:小家好,现在晨会开始,首先做一下自我介绍,我是XX 事业部的XXX,今天由我来为小家主持晨会;(要求声音洪亮,精神饱满) 2、问好:小健康的家人们小家早上好---统一回复:好,很好,非常好! 3、整队:以排头为基准向左向右看齐-向前看-稍息-立正-跨立! 4、仪容仪表检查:相邻同事握手问好-早上好!并互相检查仪容仪表是否得体; 5、企业文化宣贯:下面请小家举起我们尊贵的右手进行企业文化宣贯-暂未执行 6、部门工作汇报;首先有请第一事业部进行汇报---第二事业部---(以此类推)汇报内容为昨日工作总结和今日工作计划;(要求提前准备,条理清晰) 7、领导工作分享:(一、二、三、四、五、六事业部轮流分享,因六事业部暂时空缺,所以每周一到五依次为第一到第五事业部分享,分享人可以是总经理,可以是储备领导,也可以是优秀员工,部门自行商定,提前一天报到人事行政部,如遗忘或者未安排分享人则事业部罚款20元/次);(分享内容积极向上,充满正能量,语句简明扼要,分享时间掌握在5-10分钟) 8、总裁工作指示:每个周一晨会最后环节由总裁进行本周工作指示; 广东小健康管理有限公司 人事行政中心 2020-9-9 施工项目部晨会制度 为了加强工人的安全意识和技术技能和响应建业季度评估标准要求,项目部认真执行每日晨会制度。地点固定为安全讲评台,会议宣讲内容由项目部安全组,劳务公司安全员及专业工长负责,内容需要贴切近期工作,提醒工人当日安全注意事项,并有确实可行的安全保障措施。会议由项目部安全组或劳务安全员主持,每日晨会会议时长不少于十分钟,留有书面会议纪要及影像资料。当日需要开会的班组必须全体到场,如有特殊原因不能参加会议的工人,需要提前一天向班组长或劳务安全员汇报,再由劳务安全员向项目部安全组汇报,不得无故缺席。 1、每天早晨由专业工长和安全员组织工人按规定时间到施工现场集合,排好队。 2、由项目部安全组对交底班组进行班前安全技术交底。 3、由劳务现场负责人对交底班组进行班前安全技术交底。 4、由劳务专业工长分配生产任务和提醒工人注意事项。 5、每天由安全组 负责收集整理晨会纪要和照片,上午11点前发项目部邮箱: 6、每周具体安排如下: 每天晨会安全员必须参加,并做班前安全技术交底。 7、晨会奖罚措施 每日晨会时间: 夏季:早晨6点30分 冬季:早晨7点10分 个人无故缺席的或迟到,每次罚款10元;班组成员三人以上不到或迟到,每人罚款10元,该班组长罚款50元;该班组全体缺席的或迟到的,班组成员每人罚款10元,班组长罚款100元,安全员罚款100元 星期一 星期二 星期三 星期四 星期五 星期六 星期日 主持人 参加人员 全体管理人员及班组长 木工班组 钢筋班组 水电班组 脚手架班组 混凝土班组 塔吊司机、指挥、PC 厂及直属班组 7、晨会交底范本 工程名称施工单位中天九建班组负责人 应到人数实到人数 晨会地点安全讲评台 班前宣讲内容:1、进入现场,必须带好安全帽,扣好帽带,并正确使用个人劳动防护用品。 2、高处作业必须系好安全带,严禁在高处向下投放物料。 3、规范衣着,统一工服、帽签,不得随意佩戴。 4、禁止随意拆除、挪动各种防护装置、防护设施、安全标志、消防器材及电器设备等。 5、管理人员加强对劳务公司和现场的管理,及时发现问题,及时安排整改。 6、对劳务下发整改通知,需要注明整改限制时间,并跟踪关注整改进度。 7、对现场屡教不改的违规现象需要下发罚款单,并及时向上汇报 8、做到“六必讲”: 1)对每位职工必讲上一班现场情况和存在的问题; 2)必讲现场主要安全措施; 3)必讲本班具体明确的注意事项和处理方法; 4)必讲本班的主要安全责任和必须把住的安全环节; 5)必讲操作注意事项; 6)必讲有问题、有隐患地点作业人员必须注意的安全事项。 晨会照片 项目负责 人签字 日期 澜涛集团公司晨会晨练制度 目的:增进员工间感情、增强全员团队意识、提高公司整体管理水平、树立公司良好的社会形象。 人员范围:当日在岗全体员工 实施时间:除特殊原因外,每天早上7:50时—8:10时 实施地点:公司展厅正门前(或指定地点) 实施方法:由行政人事部组织实施 具体流程: (一)晨会: 1、集合(7:50时) 主持人口令:立正……向右看齐……向前看…… 员工:以主持人口令做相应动作 2、问好 主持人:各位同事大家早上好!大家:好! 3、点名 主持人:稍息!按公司花名册点名。 员工:听到点自己名字后,立即答到。 4、晨誓 主持人:全员: 我们的理念是: 顾客第一,服务至上; 我们的目标是: 团结一致,勇争一流; (各公司结合本公司实际设立,如福港公司为以下:相信自己,我会做的更好! 因为有我,我们的团队更加完整! 让我们共同努力,共铸美好明天!) (二)晨练 1、主持人:以第某路为准成广播体操队形散开。 2、员工:分别向左向右平行散开,利用余光向前向右看齐。 3、放广播体操音乐,全员按体操音乐节拍做操。 4、主持人利用员工做操的时间检查仪容仪表,并作检查记录。仪容仪表检查结果要计入部门KPI考核项目。 5、做操完毕,主持人:向中看……齐! 全员:迅速向中靠拢集合。 6.通报仪容仪表检查结果,晨会具体内容各公司自行安排。 七.晨会流程结束 主持人:预祝大家全天工作愉快! 全员:三声掌声! 附: 1、主持人要按制度在规定时间、地点、流程认真组织实施,如因出差、请假不能主持的,要在前一天自行委托代理人。 2、主持人要提前到达晨会地点,全员要按时参加晨会。 4、晨会晨练中,全员不得交头接耳、抽烟、嬉闹、插手、背手等行为,必须保持良好的站姿和形态。交头接耳、抽烟、嬉闹、插手、背手等行为要计入部门KPI考核项目。 5、主持人点名声音宏亮,全员宣誓时声音要整齐、刚劲有力。 6、公司将全员参加晨会晨练的表现列入履职考核的主要内容并进行考核。 柯玛士晨会机制 一、适用对象 本制度适用于柯玛士所有员工。 二、主要内容 (一)周一大早会 1.时间:周一早7:50开始。 2.地点:行政大楼前空地 3.形式:室外列队式 4.主要内容 ①抓钱舞 ②拜三道及祈祷 ③员工日志分享 ④领导讲话 ⑤互动小游戏 5.注:若遇周一下雨,则顺延至下一工作日。 (二)其他工作日早会 1.时间:工作日(周二至周六,节假日除外)行政部门早8:00开始,各车间开始时间自行规定。 2.地点:注塑车间和模具车间在注塑车间举行;装配车间和包装车间在包装车间举行;其他行政部员工在行政大楼内举行。 3.形式:室内队列式 4.主要内容(各部门、车间可以自由发挥增减项目内容) ①抓钱舞 ②互动小游戏 ③相关技术的学习及员工分享 ④运动健身 三、主持人资格及安排: 周一早会由全柯玛士全体员工自愿报名。车间主持人由各车间人员轮流主持。 四、晨会可选项目: A.行业新闻 B.财经热点聚焦 C.员工风采展示 D.员工经验分享 E.读书心得分享 F.每日一句学习及讨论 G.每日一则(小故事)及讨论 H.员工内部发生的感动故事 I.表扬与鞭策 J.历史上的今天 K.生日祝福 L.互动小游戏 M.其他 五、会后流程: 由各车间主任将每日的晨会参加人员考勤表交至快乐部张明处进行统计。 柯玛士会议部 二〇一四年六月九日 柯玛士企业愿景 企业愿景:成为具备全球竞争力的光电产业集团 企业使命:提升中国光电行业的全球竞争力,为世界环保事业贡献力量企业口号:以奋斗实现梦想 激励歌曲 《超越》[加—油—][加—油—] —music— 准备好让你的激情释放 我们会努力让它不失望 准备好让你的欢呼嘹亮 我们就要登场 千万双手一起拍响 踏着绿茵汇成欢乐的海洋我们超越自己超越赛场 我们是不可战胜的力量 千万双手一起拍响 踏着绿茵汇成欢乐的海洋我们超越自己在这个赛场我们是不可战胜的力量 《超越梦想》 当圣火第一次点燃是希望在跟随 当终点已不再永久是心灵在体会 不在乎等待几多轮回 不在乎欢笑伴着泪水 超越梦想一起飞 你我需要真心面对 让生命回味这一刻 让岁月铭记这一回 《激情飞越》 这一时间激情融化冰雪 可知道中华儿女满腔热血黄河惊涛告诉老祖先 今天又写下崭新的一页 看长空歌飞扬与天接 壮士心似浪涛铮如铁 望昆仑群山笑 为我今天喝彩 愿永远的记住这一切 上下五千年 龙的香火不灭 古有愚公志 而今从头越 华夏儿女走向世界 激情飞扬,我们共创伟业 愿滔滔江水从此不再停歇, 愿生命之火永不灭 华夏儿女走向世界, 激情飞扬,我们共创伟业 《壮志飞扬》 我上三山五岳 眺望清平世界 踏千重云海 举手与天接 百年悲欢 今朝了却 壮志飞扬 我们豪情正激越 《团结就是力量》 团结就是力量 团结就是力量 这力量是铁 这力量是钢 比铁还硬 比钢还强 向着法西斯蒂开火 让一切不民主的制度死亡 向着太阳向着胜利向着新中 国 发出万丈光芒! 《中国人民志愿军军歌》 雄赳赳,气昂昂 跨国鸭绿江 保和平,卫祖国 就是保家乡 中华好儿女,齐心团结进 抗美援朝,打败美国野心狼! 《我是一个兵》 我是一个兵 来自老百姓 打败了日本侵略者 消灭了蒋匪军 我是一个兵 爱国爱人民 项目部晨会制度 为了加强工人的安全意识和技术技能和响应建业季度评估标准要求,项目部认真执行每日晨会制度。地点固定为安全讲评台,会议宣讲内容由项目部安全组,劳务公司安全员及专业工长负责,内容需要贴切近期工作,提醒工人当日安全注意事项,并有确实可行的安全保障措施。会议由项目部安全组或劳务安全员主持,每日晨会会议时长不少于十分钟,留有书面会议纪要及影像资料。当日需要开会的班组必须全体到场,如有特殊原因不能参加会议的工人,需要提前一天向班组长或劳务安全员汇报,再由劳务安全员向项目部安全组汇报,不得无故缺席。 1、每天早晨由专业工长和安全员组织工人按规定时间到施工现场集合,排好队。 2、由项目部安全组对交底班组进行班前安全技术交底。 3、由劳务现场负责人对交底班组进行班前安全技术交底。 4、由劳务专业工长分配生产任务和提醒工人注意事项。 5、每天由安全组 负责收集整理晨会纪要和照片,上午11点前发项目部邮箱: 6、每周具体安排如下: 每天晨会安全员必须参加,并做班前安全技术交底。 7、晨会奖罚措施 每日晨会时间: 夏季:早晨6点30分 冬季:早晨7点10分 个人无故缺席的或迟到,每次罚款10元;班组成员三人以上不到或迟到,每人罚款10元,该班组长罚款50元;该班组全体缺席的或迟到的,班组成员每人罚款10元,班组长罚款100元,安全员罚款100元 星期一 星期二 星期三 星期四 星期五 星期六 星期日 主持人 参加人员 全体管理人员及班组长 木工班组 钢筋班组 水电班组 脚手架班组 混凝土班组 塔吊司机、指挥、PC 厂及直属班组 7、晨会交底范本 工程名称施工单位中天九建班组负责人 应到人数实到人数 晨会地点安全讲评台 班前宣讲内容:1、进入现场,必须带好安全帽,扣好帽带,并正确使用个人劳动防护用品。 2、高处作业必须系好安全带,严禁在高处向下投放物料。 3、规范衣着,统一工服、帽签,不得随意佩戴。 4、禁止随意拆除、挪动各种防护装置、防护设施、安全标志、消防器材及电器设备等。 5、管理人员加强对劳务公司和现场的管理,及时发现问题,及时安排整改。 6、对劳务下发整改通知,需要注明整改限制时间,并跟踪关注整改进度。 7、对现场屡教不改的违规现象需要下发罚款单,并及时向上汇报 8、做到“六必讲”: 1)对每位职工必讲上一班现场情况和存在的问题; 2)必讲现场主要安全措施; 3)必讲本班具体明确的注意事项和处理方法; 4)必讲本班的主要安全责任和必须把住的安全环节; 5)必讲操作注意事项; 6)必讲有问题、有隐患地点作业人员必须注意的安全事项。 晨会照片 项目负责 人签字 日期 中国电信股份有限公司樟树分公司文件 樟树电信〔2016〕17号签发人:赖军华 关于规范营业部晨会制度的通知 本公司各营业部: 为进一步提高规范化管理水平,及时掌握工作情况,明确工作事务安排,更好的推动各营业部工作及工作中问题的沟通,提升团队士气,特要求公司各营业部实行晨会管理制度: 一、目的 1、检查、掌握营业部内部工作执行情况。 2、提高各营业部执行工作目标的效率,加强日常工作过程管控。 3、加强营业部内部经营分享,促进工作方法和水平不断提高。 二、晨会要求: 1、各营业部每周至少召开二次晨会,每周相对固定时间,特殊情况可进行调整。 2、会议由营业部主任主持并指定专人做会议记录,营业部全体员工(含厅店负责人)参加,各分管领导不定期列席会议。 三、晨会内容: 1、员工向营业部主任汇报工作进展状况及下步工作计划,提出工作中所遇到的问题以及建议。 2、营业部主任对本部门前期重点工作进行总结,通报工作计划的执行情况及在执行过程中出现的问题,针对存在的问题进行现场沟通,制定解决方案,对下一步工作计划进行布置。 3、传达公司的最新政策、文件和要求。组织开展新方案、新业务、新知识、新技能的培训,学习分享经验体会。 4、对本营业部员工的工作情况进行点评。 三、晨会纪律 1、与会人员要准时到会,没有特殊情况不得缺席,不准迟到、早退,中途不得随意离场。特殊情况不能参会,需提前向营业部主任请假。 2、与会人员必须严格遵守会议纪律,不得随意走动,交头接耳并将手机调至无声或振动状态。 四、考核 1、分管领导每月月底对各营业部晨会制度执行情况进行检查考核,对营业部主任未按规定要求落实晨会制度的,每次扣罚当月KPI:5分。 2、迟到、早退,营业部主任在对当事人进行当月绩效考核时,每次扣罚KPI:2分。 (管理制度)湖南公司晨会 制度 湖南XX交通建设投资XX公司 晨会制度(草案) 一、目的及意义 1.增强组织凝聚力 ①通过对司歌/队歌、司训/口号的不断重复,使公司的核心使命、价值观、愿景目标、 行为准则等深深渗透到每壹位员工的灵魂,增强员工的使命感和责任感,进而增强 组织凝聚力; ②通过轮流主持、相互分享、共同学习,增强每位员工的舞台感,提升员工的信心, 增进彼此的了解,增强团队的斗志,促进团队成员的融合,进而增强组织凝聚力。2.增强员工活力 ①通过演讲、发言、唱歌、运动等形式,使员工进入积极、高昂的工作状态,壹日之 计于于晨; ②通过演讲、发言、交流学习等形式,促进员工的学习能力、思维能力、表达能力的 提升。 3.推进工作进展 ①通过当众设定目标、每日通告工作进度、员工间业务竞赛等形式,推动员工的工作紧迫感,促进工作目标的更快达成; ②通过每天的信息动态了解、小知识学习、读书心得分享等形式,推动员工的学习进程,不断提高员工的工作能力及职业素质,间接推动各类工作目标的达成。 二、适用对象 本制度仅适用于本公司于怀化大厦办公区办公的员工,工程部于外工作的员工因其工作时间、地点、内容的特殊性而暂时不适用本制度。 三、主要内容 1.时间:工作日(周壹至周六,节假日除外)每早8:10—8:25 2.地点:怀化大厦27楼办公室 3.形式:室内队列式会议 4.主要内容(具体见第四项流程部分): ①企业核心文化语言重复 ②公司、行业、工作等动态信息汇集、分享或传达 ③关联知识的集体学习及分享 ④运动健身 5.主持人资格及安排:全体员工轮流主持或绩优/效优人员轮流主持 6.所需道具:电脑及音响(播放伴奏音乐及体操音乐) 7.主管部门:办公室(办公室暂未正式设立时,由战略发展部暂时主管) 四、主要流程 1.会前流程 ①由办公室(战略发展部)牵头,组织全体员工共同拟定司歌/队歌、司训/口号/背诵语 等企业文化表达语言,经公司高管层集体审定后,成为公司晨会的临时或长期使用歌曲、使用口号;同时组织全体员工创作或引用适宜晨会使用的广播体操、健美操或舞蹈。关联录音或伴奏音收集、朗诵稿印制等工作由办公室(战略发展部)牵头落实。 ②由办公室(战略发展部暂代)根据轮流顺序或择优选择,安排主持人主持顺序,每周 六下午将安排下发到每位员工(通过纸质文件及电子邮件、手机短信多重形式)。 ③每日下班前,由第二日晨会的主持人和办公室(战略发展部)关联人员商定第二日 晨会主题(若次日晨会有公司高管参和,则应由该管理人员事先向该高管事前协商 后再确定主题),由主持人去收集资料,策划主持内容。 班组班前安全早会制度 1.目的 将安全管理工作落到实处,加强基层组织安全管理,抓好事前控制,最大限度的避免直接作业环节的事故发生。体现“全员参与、群防群治”方针。 2.范围 全公司维护和施工作业班组或作业队,包括因单独工程或抢修、大检修外协派遣等情况临时组建的班组。 3.职责 3.1.公司安全主管经理和公司安全员有权随时检查公司各单位班组的安全早会活动,也有义务不定期轮流参加或旁听各班组的安全早会情况; 3.2.分公司经理作为本单位第一安全责任人,应保证本单位各班组执行安全早会制度,并监督执行情况,每月定期对安全早会记录审查签字; 3.3.分公司安全员应轮流参加本单位班组安全早会,指导监督活动的内容和形式,每月不少于四次在所参加的班组安全早会记录上签字,保证安全早会活动的严肃和有效; 3.4.班组长应坚持组织开展安全早会活动,提供活动条件,支持安全员的工作,对职工提出的问题予以解决,无法解决的立即上报处理; 3.5.班组安全员是安全早会活动的组织者和记录者; 3.6.班组职工应积极参加安全早会活动,服从班组长的工作安排, 对安全操作提出建议,拒绝执行违章指挥,要求应有的安全防护用具。4.要求 4.1.公司本制度范围内各施工作业班组每天早晨上工之前开始班组安全早会,早会内容应为总结上一工作日安全操作情况,并结合安排本日作业内容提出安全注意事项,班组职工可以提出有关安全的建议和要求,班组长应做出回应解答。 4.2.班组安全早会的时间应为到岗时间开始后的10分钟内为宜,有特殊情况时应提前通知员工提前到岗进行安全早会,以保证不耽误施工任务。 4.3.班组工作记录本上应有安全早会的内容,该项内容作为安全早会的记录。要求有参加人员的人数,主要安全注意事项等内容。 4.4.安全早会记录应有分公司安全员、分公司负责人参加的签字,安全早会记录内容应保存在本班组两年备查,由班组长负责,班组长更换时,应交接有该项内容的记录本。临时组建的班组在工作完成后将该记录本交分公司安全员保存。 4.5.公司安全主管经理和公司安全员随时抽查各单位班组班前安全早会制度的执行情况。 4.6.班组班前安全早会制度作为一项长期制度执行,作为考核分公司和班组安全管理活动和工作业绩的依据。要求各单位认真执行。5.考核规定 5.1.班组班前安全早会活动组织不利的单位,考核该分公司负责人100~300元;无特殊情况未按照本制度组织安全早会的班组长和安全 ***电厂 生产晨会会议管理制度 1、目的 为规范**公司生产晨会会议流程,统一会议模式,提高会议质量,特制定本制度。 2、会议安排 2.1会议时间:每周一至周五早9∶30时(或10∶00时)召开生产晨会(根据公司作息时间调整;特殊情况调整时另行通知) 2.2 会议地点:生产晨会会议室(1号锅炉9米) 2.3 会议主持:生计部主任(副主任) 2.3 参加会议人员: 2.3.1 周一:公司领导及各部门主任、副主任; 2.3.2周二至周五:公司主管生产副总经理、生计部全体人员、运行部主任、检修部主任、物资部主任、燃料管理部主任、当日值长; 2.4 会议内容: 2.4.1当日值长汇报前一日(周二汇报上周六、周日及本周一)设备运行情况、发电量、生产主要指标完成情况、主要资源消耗情况以及存在主要缺陷、问题; 2.4.2与会各部门提出影响安全生产及经济指标的主要缺陷; 2.4.3安排主要缺陷、存在问题的处理要求及责任部门; 2.4.4 落实上次会议的工作完成情况,并对后续工作提出要求; 3、会议要求 3.1 参会人员原则上不可缺席或迟到,如遇特殊情况须提前向会议主持人请假,获得批准后方可指派副主任或专人代为参加。对不履行请假手续无故缺席会议者,每次考核100元;对无故迟到者(提前请假获批者除外),每次考核50元。部门主任应在会后主动询问会议内容及工作安排,确保会议布署的各项工作按时保质完成。 3.2 与会人员必须详细记录会议内容,会后应及时准确传达会议精神、落实各项工作任务。 3.3 与会人员在开会期间不得交头接耳、大声喧哗或随意进出,并按次序发言,如有急需说明事项,应向会议主持人示意获准后发言。 班组班前安全早会制度 1.目的 将安全管理工作落到实处,加强基层组织安全管理,抓好事前控制,最大限度的避免直接作业环节的事故发生。体现“全员参与、群防群治”方针。 2.范围 全公司维护和施工作业班组或作业队,包括因单独工程或抢修、大检修外协派遣等情况临时组建的班组。 3.职责 3.1.公司安全主管经理和公司安全员有权随时检查公司各单位班组的安全早会活动,也有义务不定期轮流参加或旁听各班组的安全早会情况; 3.2.分公司经理作为本单位第一安全责任人,应保证本单位各班组执行安全早会制度,并监督执行情况,每月定期对安全早会记录审查签字; 3.3.分公司安全员应轮流参加本单位班组安全早会,指导监督活动的内容和形式,每月不少于四次在所参加的班组安全早会记录上签字,保证安全早会活动的严肃和有效; 3.4.班组长应坚持组织开展安全早会活动,提供活动条件,支持安全员的工作,对职工提出的问题予以解决,无法解决的立即上报处理; 3.5.班组安全员是安全早会活动的组织者和记录者; 3.6.班组职工应积极参加安全早会活动,服从班组长的工作安排, 对安全操作提出建议,拒绝执行违章指挥,要求应有的安全防护用具。 4.要求 4.1 .公司本制度范围内各施工作业班组每天早晨上工之前开始班组安全早会,早会内容应为总结上一工作日安全操作情况,并结合安排本日作业内容提出安全注意事项,班组职工可以提出有关安全的建议和要求,班组长应做出回应解答。 4.2.班组安全早会的时间应为到岗时间开始后的10分钟内为宜,有特殊情况时应提前通知员工提前到岗进行安全早会,以保证不耽误施工任务。 4.3.班组工作记录本上应有安全早会的内容,该项内容作为安全早会的记录。要求有参加人员的人数,主要安全注意事项等内容。 4.4 .安全早会记录应有分公司安全员、分公司负责人参加的签字,安全早会记录内容应保存在本班组两年备查,由班组长负责,班组长更换时,应交接有该项内容的记录本。临时组建的班组在工作完成后将该记录本交分公司安全员保存。 4.5.公司安全主管经理和公司安全员随时抽查各单位班组班前安全 早会制度的执行情况。 4.6.班组班前安全早会制度作为一项长期制度执行,作为考核分公司和班组安全管理活动和工作业绩的依据。要求各单位认真执行。 5.考核规定 5.1.班组班前安全早会活动组织不利的单位,考核该分公司负责人 100~300元;无特殊情况未按照本制度组织安全早会的班组长和安全 丽优宝晨会及晚会制度 晨会及晚会是门店的一个重要的沟通和培训平台,高质量、高效率的晨会及晚会既能让员工领悟公司的文化精神、了解公司最新动态,又能让员工以饱满的状态投入到工作中来。丽优宝门店应按以下要求召开晨会及晚会。 一、晨会及晚会的目的 晨会及晚会的目的就是要总结昨天的工作和布置今天的任务,培训员工、激励员工,鼓舞员工的士气。既然我们每天都安排晨会及晚会,其目的就是要达到今日事今日毕,不要把任务拖到明天以后。 二、晨会及晚会时间 1、周一~周五:时间10分钟,以每日固定内容为主; 2、周六~周日(包括节假日):时间15~20分钟,每日固定内容+各种节日促销信息 三、晨会及晚会负责人 1、晨会及晚会责任人:店长及组长,每天必须保证一名责任人在现场。 2、晨会及晚会主持人:店长、组长、优秀员工。或每日轮流由各组推荐一名员工作为主持人。 四、晨会及晚会内容 晨会的主要内容主要包括以下10项,晨会的主持人及责任人可就当天晨会的具体情况,而适当地修改部分项目。 1、员工点名。 2、昨天门店总销售情况通报。 3、新商品引进信息。 4、促销、特价信息。 5、门店昨天重要事项。 6、表扬优秀员工、好人好事,批评工作表现较差的员工。 7、总部信息沟通。 8、当天生日员工祝福。 9、激励员工开始一天全新工作。 10、经验分享 晚会的主要内容主要包括以下8项,晚会的主持人及责任人可就当天晚会的具体情况,而适当地修改部分项目。 1、员工点名 2、当天门店总销售情况通报 3、第二天的新商品引进信息 4、第二天的促销、特价信息 5、门店当天重要事项 6、表扬优秀员工,批评工作表现较差的员工 7、总部信息沟通 8、感谢员工一天辛勤的工作 五、晨会及晚会流程 1、点名 在规定的晨会及晚会地点及晨会及晚会时间,按队列要求点名。未经请假不参加晨会及晚会者,缺勤一次罚款20元。晨会及晚会迟到者,迟到一次罚款10元。 晨会及晚会应在规定的时间开始,哪怕只有一个员工准时参加均要按时召开。 2、检查仪容仪表 检查员工的仪容仪表,能购保证员工在迎接顾客时能有一个良好的面貌,还可利用晨会及晚会观察员工的精神面貌和状态。 3、整齐队列 为了以整齐的队列会传递积极向上的氛围,并给予发言者尊敬,在开会时要求所有员工要按标准站姿态站立:员工面要带微笑,下颌微含、抬头挺胸,双目平视前方、双腿不得弯曲、微分开,双手自然交叉背在身后。 4、昨天或今天的工作总结 每天在晨会及晚会上都要对昨天做一个经验分享和业绩总结,并给予部分员工表扬。 业务部晨会管理制度 一、晨会目的 通过晨会进一步加强管理,提升团队士气。明确工作部署,检查工作进度。使企业文化和核心价值观深入到员工心中,让员工以最佳的工作状态投入工作。 二、职责 1、人力资源部负责制度的制定、修订及完善; 2、行政部负责制度实施过程中的监督及检查; 3、其他部门负责协助执行。 三、晨会组织 1、晨会时间 每周一、周三、周五早晨8:20分——8:50分期间召开晨会。原则上晨会时间不可少于15分钟,也不可超过30分钟。 2、地点管理 (1)晨会召开地点定于就近的工作场所或办公区域,确保开会时周边环境不会影响到会议效果。具体由主持人进行安排; (2)无特殊情况,不可随意更改会议地点。如需更改,主持人要预先通知所有参会人员。 3、参会人员管理 (1)总经理和副总经理,在晨会中二者有其一参加即可; (2)业务部全体成员届时参加晨会; (3)新入职业务人员上岗后开始参加晨会; (4)公司各部门主管例行参加晨会。 4、主持人管理 (1)主持人分为正式主持人和机动主持人; (2)正式主持人是晨会的第一责任人,由合伙人担任。机动主持人由人资顾问担任; (3)晨会实行轮流主持,每人主持一周,各部进行排班,并把月度晨会主持排班明细表发人力资源部备案; (4)如机动主持人在主持周期内因故不能主持晨会,由主持人代为主持。 四、晨会管理 (1)主持人要在晨会前做好相关准备工作,要严格按照晨会流程和晨会内容进行主持。确保晨会能够顺畅实施,有效发挥出晨会的管理效应; (2)全体参会人员要着装整齐,佩戴工牌,精神饱满。与会人员要积极配合主持人,做到声音洪亮,严谨有序; (3)晨会队形要整齐有序,主持人站在队伍正前方,面向队伍,总经理(副总)站在队伍中间的第一排,后面依次为各职能部门经理。业务部以部门为基准进行列队,合伙人 晨会管理制度 一、目的 为进一步规范管理,提升团队士气,明确工作事务安排,特要求公司各级部门及车间实行晨会管理制度 二、适用范围 公司各级职能部门及车间 三、实施办法 1.晨会时间 职能部门:工作日(周一至周六)7:50—8:20,原则上不得提前或超时。 供销部按照《供销部晨会制度》执行。 生产车间:工作日(公司安排休假除外)7:50—8:20,原则上不得提前或超时。2.晨会地点 职能部门:公司办公楼前坪或办公楼内; 生产车间:车间大门空坪; 如遇雨雪天气,可在室内召开。 3.晨会流程 3.1集合列队:7:50准时集合,由晨会主持人负责整合队伍(一般以整齐报数、向左转、向右转、跨立等口令为主); 3.2晨会主持人或班组长通报当班人员出勤情况,检查员工的劳保用品、工牌穿戴等情况; 3.3由主持人问好:亲爱的伙伴们,大家早上好!参会人答:好、很好、非常好、见到你更好! 3.4由主持人安排学习分享,内容涵盖:公司的相关制度、文件、文章、心得体会、故事哲理等; 3.5由参会人员做前一日工作总结和当日工作计划(车间为岗位主操或员工代表),再由部门负责人或代理人,对前一日部门工作进行讲评,对当日部门重点工作进行部署; 3.6宣读口号,展示团队风采。 4.晨会常用对答术语 4.1主持人早上问好时, 如:亲爱的伙伴们,大家早上好;对答:好、很好、非常好、见到你更好! 4.2如主持人提问:好不好?对答:好! 4.3主持人提问:大家状态好不好?对答:好、很好、非常好! 4.4主持人提问:大家准备好了吗?对答:时刻准备着! 4.5对答术语未全数列举。 5.宣读口号择选 各部门宣读口号,必须从公司备案的口号中选取,不得随意私编。各部门有增添口号建议权,经由综合部组织评审后,可收纳为口号汇集。 口号汇集: 安全宣誓内容 疯狂努力、没有借口、达成目标、坚守承诺; 团结一致并肩奋斗友爱协同立即行动 创新是根本,质量是生命,服务是宗旨,效益是目标,全力以赴,振兴东大! 6.晨会相关注意事项 6.1全体人员必须按时参加晨会,不得迟到、早退,不得中途离开; 6.2晨会时所有人员必须按要求规范着装,将通讯工具调至无声或振动状态,不得做与晨会无关的事情; 6.3工作日内召开晨会,节假日取消;参会对象为部门或车间所有部署员工,无故不参加晨会者视为旷工半天,部门自行督察处理; 6.4对执行其他工作任务和晨会时间相冲突的,必须经得部门负责人同意,方可缺席; 6.5各级部门及车间,必须严格按照晨会管理制度,召开晨会。 6.6督察组督察员会不定期督察各职能部门和车间组织的晨会。 安全晨会实施方案 为了提高广大工友的安全操作意识、操作技能与安全事故防范意识,自觉遵守操作规程与项目部的安全管理制度与劳动纪律;切实做到“三不伤害”,杜绝安全死亡事故与重伤事故的发生,根据国家《安全生产法》与《安全培训管理规定》的相关条款要求,结合本项目的实际情况,特制订本安全晨会制度。具体实施条款如下: 一.安全晨会的召开要求 安全晨会每天召开,覆盖范围:项目部所有管理人员、各作业工种全部作业人员、所有特种作业人员。 1.周一全员安全晨会由项目经理组织,参加人员为:项目部全体管理人员、所有特种作业人员、木工班组、钢筋班组、砼班组、外架班组、安装班组。 2.周一安全晨会由安全工程师主持召开:参加人员为项目部全部特殊工种,特殊工种为:塔吊司机、塔吊指挥、施工电梯司机、电工、焊工。 3、周二、周三、周四、周五、周六、周日安全晨会由分管楼栋栋号长或施工员主持召开:依次参加的工种为:周二晨会为1-2#楼木工班组、周三晨会:砼班组、外架班组、周四晨会为钢筋班组,周五晨会为6#楼所有作业班组、周六为7#楼所有作业班组、周日为13#楼所有作业班组。 二、安全晨会的讲解内容: 1.普通工种的晨会内容: ①、各工种操作规程、高处作业、临边作业的有关规定。 ②、劳动防护用品的使用、检查、维护以及职业健康卫生的有关知识。 ③、安全用电知识。 ④、项目部的各项安全管理制度与劳动纪律。 ⑤、吊装作业的安全知识。 ⑥、各机具的操作规程。 ⑦、安全应急救援常识、紧急逃生路线。 ⑧万泰“安全作业纪律”和“个人安全违规罚则” ⑨万泰工人“工资打卡”强制性管理规定 ⑩本周“安全/质量”要求和【特别注意事项】 2.特种作业人员的晨会内容: ①、塔吊操作规程、十个不准吊、塔吊安全隐患检查。 ②、电梯操作规程、电梯运行注意事项。 ③、电工安全技术操作规程、电箱“一机、一闸、一漏、一箱”、巡检记录、防护用品佩戴。 ④、焊工安全技术操作规程、作业过程防火、焊机操作规程、防护用品佩戴、氧气瓶、乙炔瓶正确使用及安全距离。 ⑤、架子工安全技术操作规程、防护用品正确佩戴。 ⑥万泰“安全作业纪律”和“个人安全违规罚则” ⑦万泰工人“工资打卡”强制性管理规定 重庆万泰建设(集团)有限公司 万科西安东方传奇项目部 2017月6月晨会流程及制度
施工项目部晨会制度精编版
晨会晨练制度
公司晨会制度
晨会制度
规范营业部晨会制度的通知
【管理制度)湖南公司晨会制度
班前安全早会制度
生产晨会会议管理制度
班前安全早会制度
门店晨会及晚会管理制度
晨会管理制度
晨会管理制度
安全晨会制度2